
Как работать споттером с металлом
Есть технология работы таким аппаратом, которая используется мастерами уже длительное время. Она применяется для кузовных работ по автомобилю, устранению деформированных частей в труднодоступных местах. Как правило, подобные работы проводятся с дверьми автомобиля и его крыльями для того, чтобы не снимать такие детали полностью. Технология может применяться везде, где есть деформация поверхности внутрь.
Иногда начинающие мастера интересуются тем, как сделать самодельный аккумулятор и споттер. Точечная сварка из аккумулятора выполняется с помощью поступления тока в электрод, сваривания его с поверхностью, выравнивания поверхности пистолетом и простукивания молотком периметра вокруг повреждённого участка для его фиксации на нужном месте. Благодаря такому способу деформированную часть можно быстро выровнять и поставить в исходное положение. Втягивать нужно аккуратно.
Технология работы со споттером выглядит так:
- повреждённую поверхность необходимо зачистить до первого появления «голого» металла;
- к деформированной поверхности прикрепляется минусовой контакт;
- электрод сваривается с рабочей поверхностью;
- вытягивание повреждённой поверхности на нужное место;
- приваренный электрод удаляется с поверхности вращательными движениями;
- зачистка поверхности от работы сварки и её подготовка к шпаклёвке.
Для работы с таким устройством, независимо от того, заводское оно или самодельное, необходимо иметь минимальный опыт работы со сваркой. Важным является соблюдение правил работы с подобным прибором. Это позволит рихтовать повреждённую поверхность быстро, качественно и, главное, безопасно. Споттер — это незаменимый инструмент для деформированных поверхностей автомобиля, которые требуют точечного ремонта. Такой аппарат можно собрать самому и не тратить деньги на дорогие заводские модели.
Оптимальное электропитание
Теперь, когда стали понятны манипуляции электродами, рассмотрим источник электропитания для них. По сути, споттер выполняет точечную сварку. При приваривании точечной сваркой одной и той же детали результат зависит от силы тока, текущего через деталь-электрод, и времени экспозиции. Если подходить к решению задачи со стремлением экономии времени, то надо получить от источника питания ток наибольшей силы. По эффективности и безопасности наилучшим выбором источника питания для споттера будет автомобильный аккумулятор.
Для управления подачей напряжения на контакт применяется автомобильное реле от системы запуска двигателя. Конструкция контактов этого реле обеспечивает их работоспособность при токах, которые будут в споттере. А кнопка, которой реле будет управляться, выбирается из расчета 1–3 А. Такой споттер получается наиболее простым по конструкции. При этом он не присоединен к электросети, что весьма актуально для работ, выполняемых в гараже или снаружи него.
Если работы продолжаются длительное время, рекомендуется работать с двумя трансформаторами. Пока один используется в споттере, другой в это время заряжается. Споттер с аккумулятором — это самое простое и недорогое решение вопроса. Электроды уже были продемонстрированы выше. Аккумулятор с управляющим реле показан далее на изображении.

Аккумуляторный источник питания для споттера
Весьма показательна информация о промышленных моделях споттеров. Ниже приводятся изображения некоторых из них.
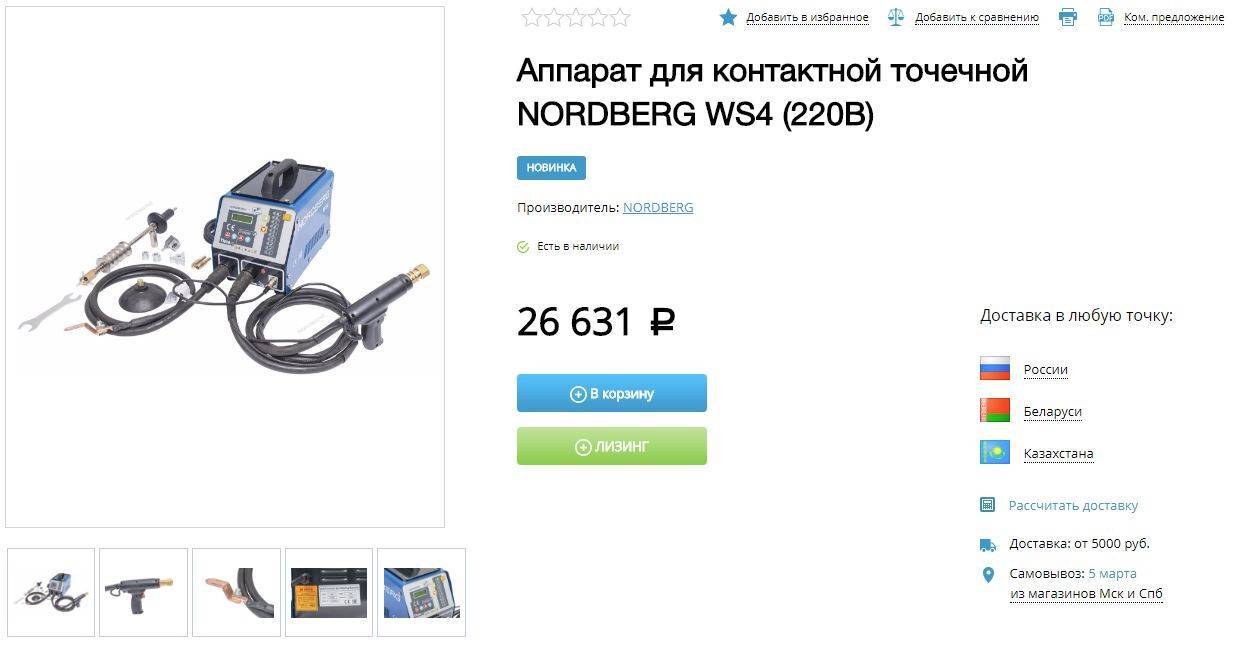
Импортный споттер промышленной сборки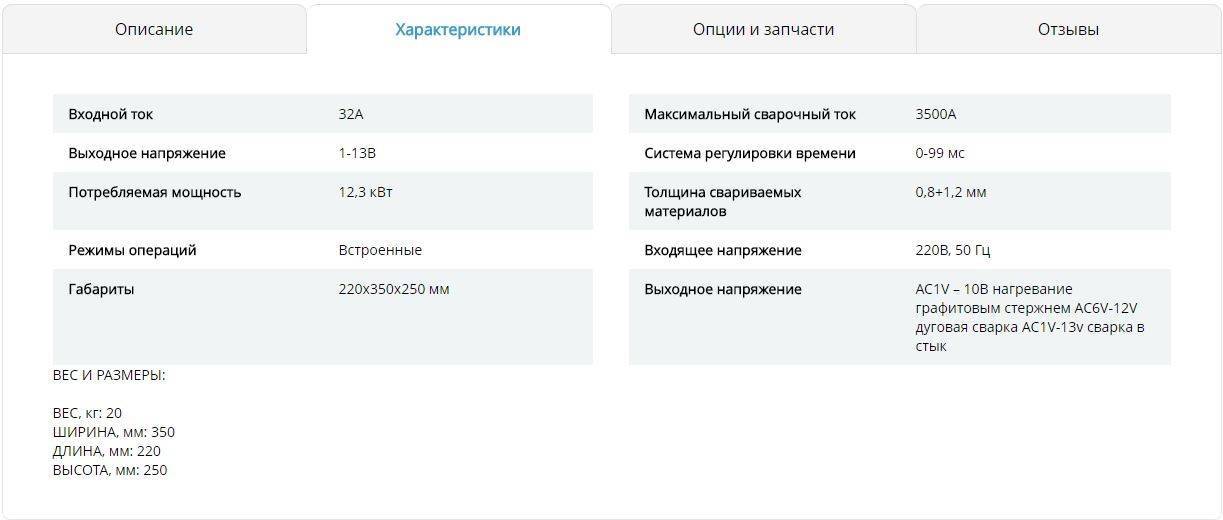
Характеристики споттера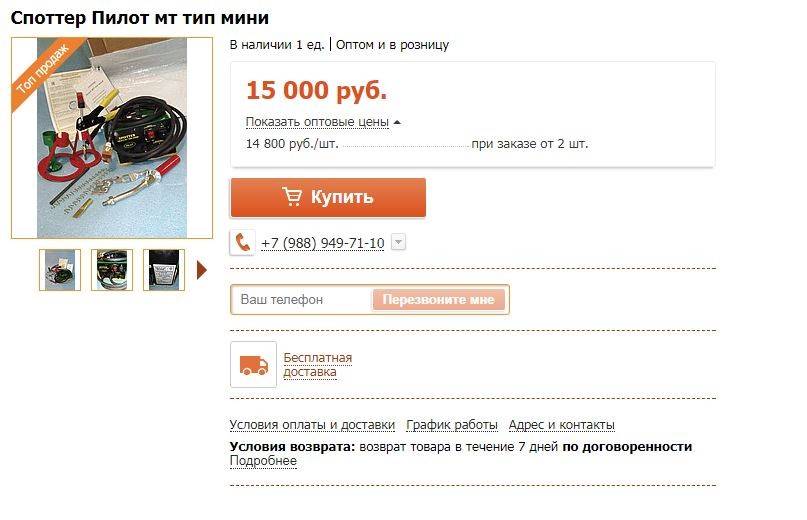
Отечественный споттер промышленной сборки
Для полноты картины дадим цену автомобильного аккумулятора.
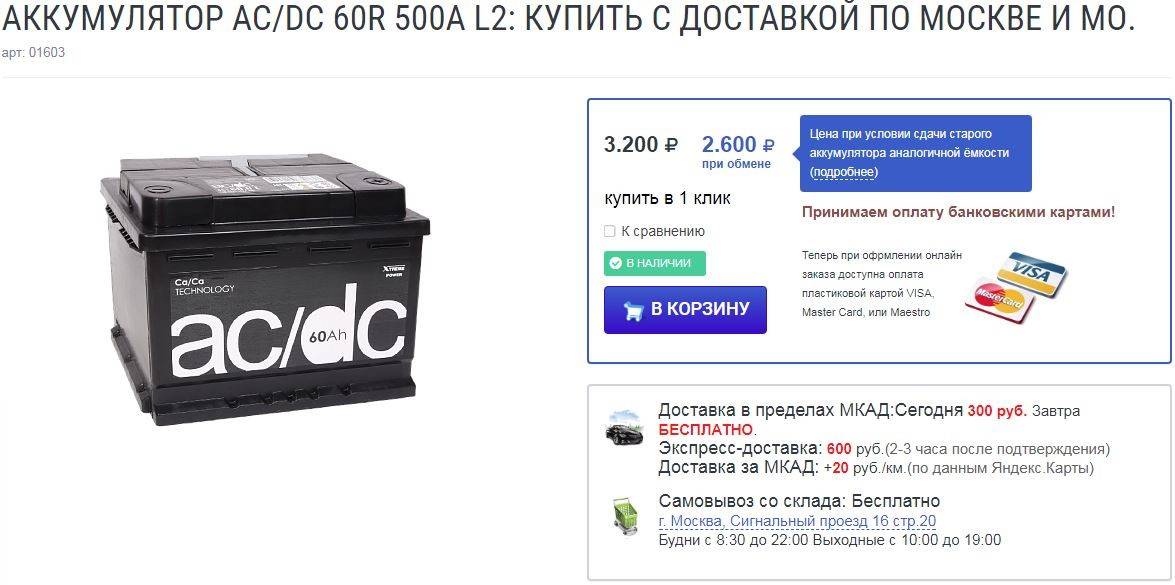
Цена автомобильного аккумулятора
Разница в расходах получается в 2–4 раза в пользу двух аккумуляторов. В простейшем варианте споттера можно обойтись и без второго электрода в том виде, как он представлен выше. К вмятине надо приварить ребром шайбу и затем, взявшись за нее щипцами или продев в отверстие что-либо для удобного захвата, вытягивать вмятину. При сварке можно крепить провод к шайбе скруткой. Но если это делать часто, жилы переломятся со временем. Поэтому правильнее использовать сварочный зажим.

Аккумулятор
Первый электрод
Шайба в качестве электрода
Далее сравним с аккумуляторным иные возможные технические решения для споттеров. Все они однозначно характеризуются более высокой опасностью эксплуатации в условиях гаража, поскольку работают от сети 220 В. Можно взять за основу трансформатор с сердечником из трансформаторной стали. Но для эффективной сварки потребуется трансформатор мощностью 5–10 кВа. А это более массивное и габаритное изделие, чем автомобильный аккумулятор.
Можно взять за основу сварочный инвертор. Но цена получится выше, чем с трансформатором. К тому же сварочные агрегаты работают на ином принципе. Они предназначены для расплавления электрода вольтовой дугой. А нужный режим короткого замыкания, который используется в точечной сварке, сварочное устройство не обеспечит. Необходимое качество сцепления деталей не получится. Придется переделывать работоспособный сварочный агрегат для уменьшения числа витков вторичной обмотки трансформатора. А затем еще изготавливать споттер в целом.
Это существенно сложнее, чем сделать аккумуляторную модель. Поэтому самодельный аккумуляторный споттер — это оптимальный вариант для автолюбителя.
Какие модели наиболее популярны в России
В зависимости от поставленных перед оборудованием целей, возникает необходимость выбрать соответствующий агрегат.
Представленный обзор наиболее востребованных моделей позволяет существенно сократить выбор.
Garwin GS-6000
Отличительной особенностью является то, что оборудование может быть использовано для малярно-кузовных работ.
Технические характеристики:
- номинальный ток – 5000 А;
- заявленная мощность – 19 Вт;
- аналоговое управление;
- питание осуществляется от сети 220 В.
Конструктивные особенности
- наличие интуитивно-понятного интерфейса;
- компактность, благодаря чему при транспортировке не возникает неудобств;
- наличие тележки;
- автоматический режим перехода в режим охлаждения.
Основные функции:
- возможность приваривать шайбы любого вида;
- можно работать с угольными электродами;
- приварка волнообразной проволокой;
- приварка различных шпилек.
Базовая комплектация включает в себя: крюк для возможности проводить работы с обратным молотком, электроды, приварочные элементы разных типов, присоска для устранения дефектов кузова.
Hammer TT
Отличительной особенностью является европейское качество сборки. Заявленный вес сварочного аппарата составляет порядка 14 кг. Габариты не превышают размеров футбольного мяча, что делают его высокомобильным агрегатом.
Благодаря тому, что имеется модная электропроводка, в том числе в трансформаторе, аппарат выдает максимальный коэффициент полезного действия – свыше 90%.
Заявленные показатели энергопотребления – 2,5 кВт.
Споттер является незаменимым помощником в быту и небольших автомастерских, где не требуется его постоянного использования.
HELVI SPOT-WELD 22/E 2 99500022
Отличная модель, которая может быть использована не только в автомастерских, но и в домашних условиях. Аппарат не прихотлив к условиям хранения, отличается долгим сроком эксплуатации.
Основными преимуществами является аккуратно выполненный шов, который по завершении работ практически не требует зачистки. Среди недостатков выделяют высокую стоимость, которая составляет порядка 60 тысяч рублей.
Технические характеристики:
- работает от сети 220 В – однофазный;
- номинальный показатель тока – 6300 А;
- заявленный вес 11 кг;
- максимальная мощность – 2,3 кВт.
Пользуется повышенным спросом на СТО.
Ключевые функции и технические характеристики споттера
Независимо от рода устройства: заводская (используется в промышленности) или самодельная конструкция, у них одинаковые функции:
- сваривание элементов корпуса с использованием ремонтных шайб;
- точечная сварка электродом из металла. Штырь подбирается прочный, чтобы с его помощью удалось вытянуть корпус;
- способность нагревать детали корпуса посредством электрода углеродного типа и резко охлаждать основу. Подобная функция способствует созданию осадки металла;
- за счёт двух режимов работы улучшается эффективность и простота применения устройства. При активации первого режима наступает стабильная работа, он предназначен для использования с углеродным электродом. Второй режим подразумевает непродолжительное включение, время активности выставляется вручную. Используется вместе с железным электродом, нередко применяется для установки шайб;
Споттеры для точечной сварки должны быть ограничены временем сваривания детали
В аппарат встроена охладительная система и термостат для деактивации в случае сильного нагрева. Отключение и включение выполняется автоматически при достижении установленных отметок.









Базовые характеристики споттеров:
- напряжение в сети питания для правильной работы установки – 220 В (иногда 380 В);
- частота переменного тока – от 50 до 60 Гц;
- предельная мощность аппарата – 10 кВт;
- сила тока в режиме максимальной нагрузки – 1300 А;
- напряжение во 2-м слое обмотки сварочной установки – 8-9В;
- диапазон времени активности – от 0 до 1,2 с;
- 2 режима работы: с включением таймера (для сварки по точкам) и непрерывная работа в стандартном режиме и темперировании;
- производительность при установке режима точечной сварки при соотношении с предельной мощностью на выходе – 15%;
- производительность в случае использования угольной сварки в отношении к максимальной мощности на выходе – 75%;
- усилие на разрыв иглы – свыше 100 кг;
- тяговое усилие в отношении шайбы – свыше 100 кг;
- габариты конструкции – 380х290х840 мм;
- масса – 32 кг.
Как выбрать аппарат для точечной сварки
Не только цена и финансовые возможности решают, какой аппарат контактной сварки купить. Многое зависит от целей, сферы применения, а также технических эксплуатационных характеристик. Мы ознакомились с рекомендациями опытных мастеров, после чего обозначили первостепенные критерии – режим воздействия, максимально возможный сварочный ток, толщина металлов, способ управления, а также потребляемая мощность.
Режим воздействия
Современные модели работают по двум режимам воздействия на заготовки, детали:
- Односторонний режим. Он присущ больше споттерам, что оснащены пистолетом со штангой, обратным молотком с электродом на торце. Для сварки нужно прихватиться этой деталью к поверхности, выполнять обратные удары, чтобы вытянуть металл. Этот метод целесообразный, если воздействие производится в труднодоступных местах, а также при взаимодействии с крупными изделиями.
- Двусторонний режим. Этот способ уместен, если необходимо соединить металл внахлест. С такой задачей справятся клещи, обхватывающие участок с двух сторон. Удаленность точек будет зависеть от вылета консолей, обычно это 12-50 см. Подвижной бывает верхняя консоль, ее опускают путем прижима с одновременным разогревом.
Максимальный сварочный ток
Возможности оборудования напрямую зависят от границы сварочного тока. Например, если аппарат выдает 3000 А, общее сечение сможет соединить детали толщиной 3 мм. Если параметр повышен до 6000 А, в таком случае «сшивают» сталь 4-5 мм. Такие возможности демонстрируют бытовые модели, для промышленных целей созданы усиленное оборудование 10000-16000 А, что соответствует суммарной толщине 9 мм.
Толщина свариваемых металлов
Такой критерий также нельзя не учитывать при выборе сварочного оборудования. Если в инструкции указано, что клещи или споттер сцепит листы толщиной 3 мм, то работа с более широкими поверхностями будет некачественной. Обозначается параметр двумя способами – суммарный (например, 6 мм) или раздельный (3+3 мм). Промышленные версии способны одновременно скреплять 3 листа, тогда параметр будет 3+3+3 мм.
Способ управления
Бытовые задачи с легкостью решит упрощенная модель с ручным способом управления. Бюджетные товары не предусматривают настройки силы тока, действуя всегда на максимуме. С клещами оператору нужно будет самостоятельно сдавливать консоли, контролируя соприкосновение электродов.
Современные, промышленные конструкции оснащены синергичным микропроцессорным способом управления. Для этого предусмотрена цифровая панель, где мастер указывает тип соединения, толщину изделия. Умная система самостоятельно подбирает оптимальный режим, в нужное время подает и отключает ток. Остается только к ножному месту подносить электроды.
Мощность
Показатель мощности подбирается с учетом поверхностей, которые будут обрабатываться. Тугоплавкие металлы требуют устройство, на котором можно регулировать ток в большом диапазоне. Для обычного металла подойдет стандартный вариант точечной сварки. Параметр в пределах 5 кВт выдержит однофазное напряжение, все, что свыше требует дополнительных мер или сети 380 В.
Главное приспособление споттера
Схема устройства пистолета для сварки.
Основным приспособлением споттера является сварочный пистолет. Для постоянной работы желательно использовать устройство производственного изготовления. Его можно изготовить самостоятельно из строительного клеевого пистолета или использовать устройство от полуавтоматической сварки. Из гетинакса или текстолита нужно вырезать две одинаковые по размерам и форме части толщиной в 12 — 14 мм. В одной из частей в вырезанном углублении нужно установить кронштейн 3 для крепления сварочного электрода, при желании — лампочку 8 и с кнопкой 4 «Подсветка» и переключатель «Импульс».
Кронштейн для крепления электрода нужно изготовить из медного материала с квадратным или прямоугольным сечением. В качестве сварочного электрода можно использовать пруток из меди толщиной в 8 — 10 мм. В конструкции пистолета желательно предусмотреть возможность смены электрода без разборки пистолета. Для подключения пистолета к споттеру можно использовать комбинацию из сварочного кабеля нужного сечения и 5-жильного контрольного кабеля с сечением жилы 0,75 — 1,0 мм2. Контрольный кабель подключается согласно схеме: три жилы — на переключатель «Импульс», две жилы — на лампочку подсветки и ее выключатель. Сварочный кабель необходимо тщательно зачистить и запаять в предусмотренное в кронштейне отверстие.
Стоимость этого приспособления составляет немалую сумму, не сравнимую с затратами времени и средств (при самостоятельном изготовлении). Процесс изготовления этого приспособления несложный. От пистолета нужно отрезать части, куда вставляется баллон с герметиком.
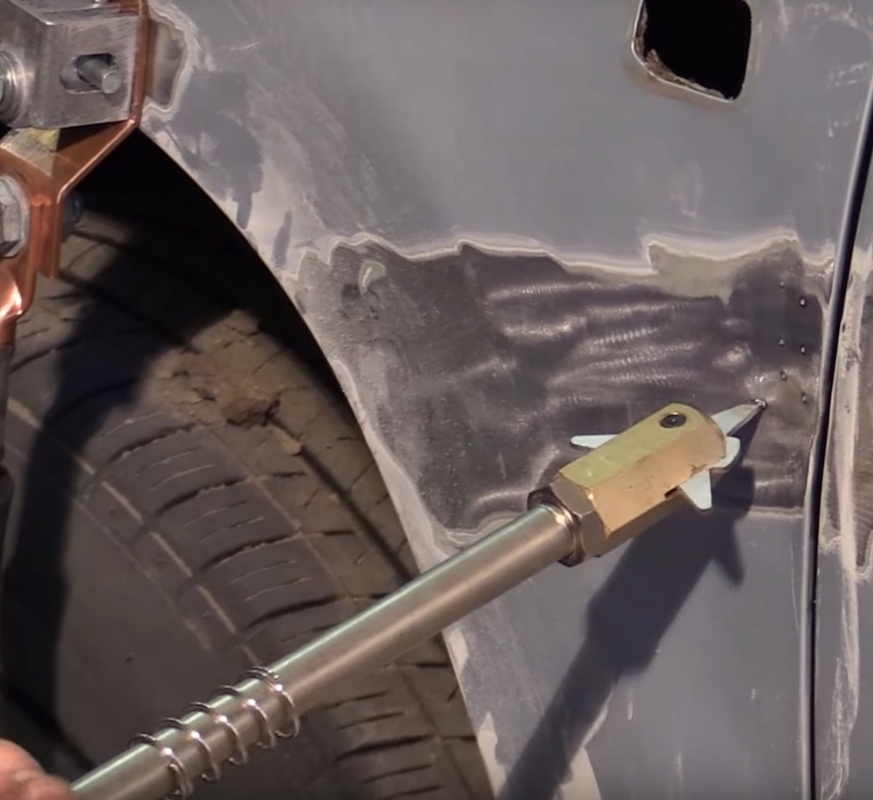
На оставшуюся крышку приварить три стойки из металлического прутка диаметром в 6-10 мм. На другие концы стоек следует приварить упорное кольцо из прутка такой же толщины диаметром примерно 100 мм. Кольцо желательно обмотать несколькими слоями изоляционной ленты или малярным скотчем, чтобы оно не приваривалось к выравниваемой поверхности. У штока необходимо обрезать изогнутую часть и упор. На место упора нужно приварить крепление для подсоединения кабеля от споттера, можно использовать болт с двумя гайками с резьбой М10. Второй конец штока нужно заточить на конус с диаметром на конце 3 мм. Затраты времени на изготовление такого приспособления составят около часа.
При работе со споттерами самодельного и промышленного изготовления нужно соблюдать меры безопасности. Чтобы напряжение от устройства не повредило автомобильное оборудование, необходимо отсоединить клеммы с аккумулятора.
Главные особенности ремонта
Знать ключевые особенности – одно, но главное — уметь правильно работать с таким инструментом и этому уделяется большая часть внимания.
Первое, что необходимо сделать работнику – зачистить проблемную область. Установить массу и зафиксировать ее специальным зажимом, также можно приварить, используя контакт.
Для работы выбираются элементы в соответствии с классификацией повреждения, глубиной и размерами вмятины.
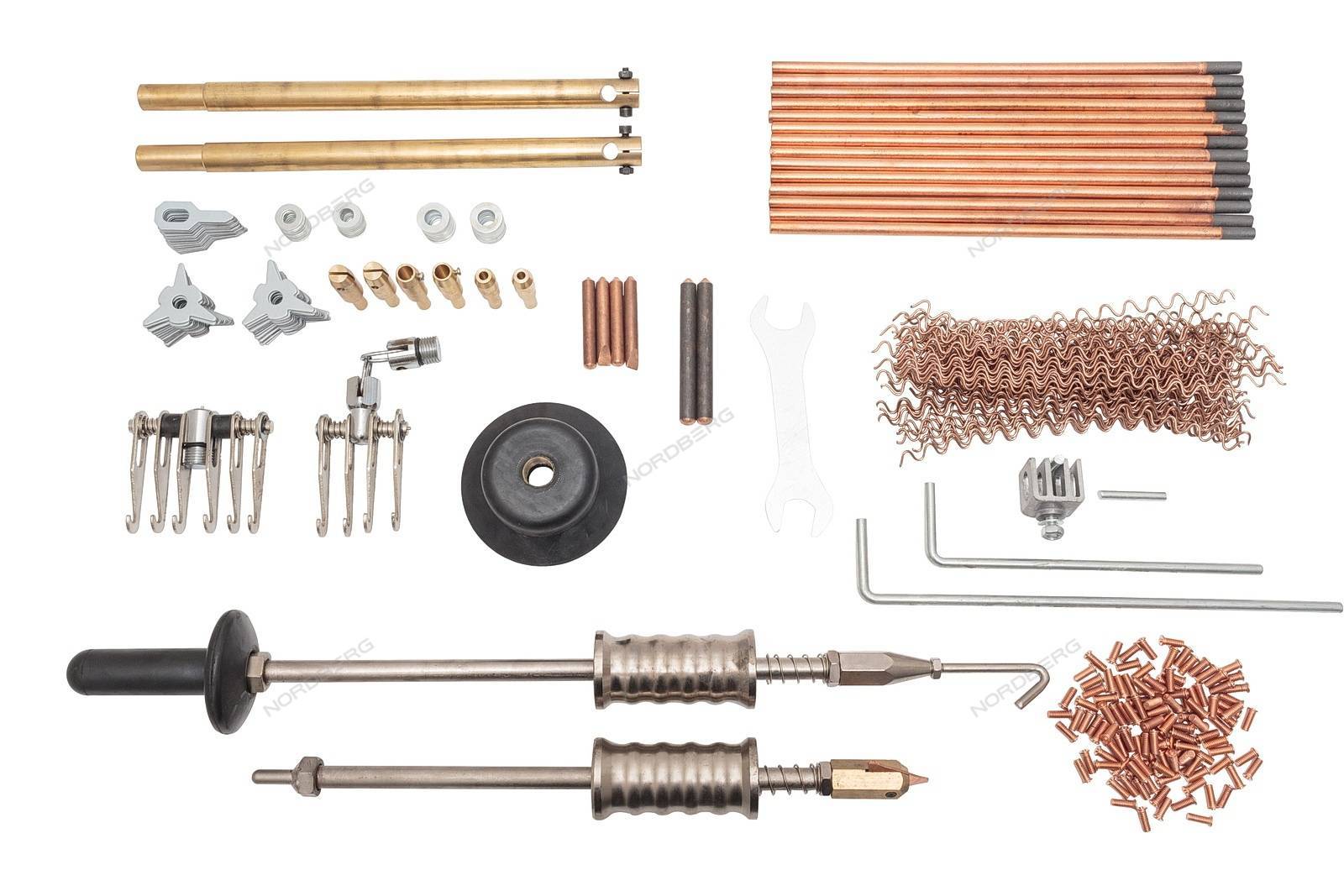
Споттер может работать с такими элементами:
- Шайбы;
- Торец;
- Проволока, которая выполняется в форме волны;
- Маленькие крючья;
- Шпильки.
Также необходимо учитывать площадь вмятины, потому что от этого зависит технология работы.
Мелкие вмятины. Это наиболее распространенная проблема, с которой справляются без особых трудностей. Для устранения используется метод обратного молотка.
Такой вариант без проблем справится с большей частью повреждений, которые встречаются повсеместно. Работа происходит следующим образом: торец прибора приваривается к проблемной области, после чего она рихтуется слабыми ударами внутреннего элемента.
Чтобы работа была выполнена идеально, то такие манипуляции необходимо проводить по всему периметру, где есть вмятина
При сварке важно выдерживать расстояние между точками до 8 мм, тогда результат будет виден сразу
Следует понимать, что на поверхности ремонтируемого изделия останутся небольшие точки, которые легко устраняются благодаря шлифовальной машинки, это повышает удобство в несколько раз.
К вмятинам большого размера относятся изделия, которые имеют площадь повреждения более 10 см. Поэтому использовать точечную сварку не рекомендуется, лучше воспользоваться устройством, которое обеспечит нагрузку на весь участок, конечно стоимость такого прибора большая, но окупается сразу.
При работе со споттером можно использовать различные элементы, которые способствуют выпрямлению, даже волнистую проволоку, шпильку или маленькие крючья. Чтобы результат был идеальным, рекомендуется размещать вспомогательную деталь на весь поврежденный участок. Тогда плоскость выравнивается качественно и выглядит отлично, потому что нагрузка равномерно распространяется на всем протяжении вмятины.
Для устранения повреждений, которые возникли из-за столкновения с крупными предметами, используются обратные присоски. Благодаря этой детали, корректировка вмятины произойдет за считанные секунды, а мелкие недочеты легко исправляются отдельно при помощи специального инструмента.
Чтобы устранить особо крупные деформации корпуса, необходимо применять технологию предварительного нагрева поверхности, что дает возможность убрать часть напряжения и заметно облегчить работу.
Споттер можно использовать не только для устранения дефектов на ровной поверхности, еще его используют для соединения металлических пластин, которые устанавливаются на кузов. Этот метод более востребован из-за того, что подобная технология не требует сильного нагрева, что положительно сказывается на внешнем состоянии и исключает вероятность деформации.
Как выбрать устройство?
Чтобы покупка полностью оправдала вложения и было полезным и востребованным средством, необходимо знать следующие:
- Для профессионального использования, лучше подбирать инструмент с максимальной эффективностью и различным функционалом. Благодаря такому решению человек выполнит десяток различных работ с максимальной эффективностью и с минимальными временными затратами.
- Для постоянной работы с небольшими листами металла, идеально подойдут модели с двусторонней сваркой. При отсутствии подобных вариантов на рынке и нечастой сварки, подойдут стандартные односторонние представители.
Для домашнего пользования подойдут самые обычные дешевые устройства с небольшой мощностью. Этого вполне хватит для проведения мелких операций по выравниванию бытовых вмятин.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун).









Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать».
Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий.
Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.
Последовательность усадки обширной зоны растянутого металла
Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Правила использования агрегата
Во избежание удара электрического тока, а также для повышения качества выполняемой операции необходимо придерживаться определенных правил работы со споттерами.
Во время подключения устройства нужно учитывать такой показатель, как уровень сечения проводов, которые ведут к электророзетке. Он должен быть не меньше 25 мм. При использовании удлинителя, показатель сечения имеет свойство изменяться в зависимости от изменения длины провода. Следует также учитывать, что если в электрощитовой есть предохранители, они должны иметь индекс кривой отсечки.
Располагать клемму заземления рекомендуется максимально близко к месту проведения работ. Ни в коем случае нельзя располагать ее на одну из деталей транспортного средства.
Необходимо постоянно держать под контролем прочность соединения между инструментом и массой.
При выполнении сварки проволоки начинать работу нужно от края, постепенно продвигаясь к центру. В противном случае не избежать возникновения процесса шунтирования. При этом сопротивление электрического тока будет минимальным, что влияет на прочность соединения
Проволока должна соприкасаться с рабочей поверхности только в одной точке (где идет процесс сварки).
Немаловажное значение имеет силу, с которой инструмент соприкасается со сварочной поверхностью. Если она будет очень большой, не исключена возможность того, что сварка не произойдет
Сила нажатия должна быть близка к средней.
Если необходимо вытянуть дефект, который имеет большую площадь, передвижение должно идти в виде спирали. Благодаря этому можно быть уверенным в том, что край детали, за который держится мастер во время вытягивания, не отвалится. Движение по спирали обеспечивает экономию времени, необходимо на выполнение работы.
При соблюдении вышеуказанных правил можно добиться высокого качества работы, а также значительно сократить время, необходимо на устранение дефекта. Чертеж споттера можно найти в специальной литературе. При их наличии можно изготовить аппарат в домашних условиях.
Originally posted 2018-07-04 08:19:05.
Выбираем
Ремонт споттером имеет узкую специализацию. Помимо сферы автосервиса он практически не востребован, разве в редких случаях ремонтов повреждений корпуса бытовой техники.
На сегодня российский рынок споттеров включает больше сотни моделей, различных производителей, отличающихся по мощности, цене, рабочим параметрам. Из них три основных:
- Приборы, изготовленные в КНР, Японии, Южной Корее .
- Устройства западноевропейских производителей.
- Отечественные аппараты.
Нижняя и средняя ценовая группа представлена в основном китайскими инструментами. К их плюсам стоит отнести тенденцию роста качества при стабильной цене. Если еще относительно недавно покупка китайского инструмента оправдывалась дешевизной, то сегодня его берут даже профи.Из отечественных аппаратов стоит о, линейку «Споттер пилот», российской . Фирма выпускает продукцию как бытового, так профессионального сегмента. Имеет ряд патентов, поставляет изделия на рынки Канады, США и Европы.В сегменте профессиональных моделей лидирую европейские производители. По многим показателям превосходящие аналогичные китайские и отечественные модели, аппараты отличает качество сборки, удачная эргономика. Существенный минус — высокая стоимость.
При выборе обратите внимание на расходники. Обычно китайские модели споттера для точечной сварки комплектуются полнее, однако, как правило в целях экономии часть электродов не медные, а омедненные, что снижает срок службы. Для серьезной профессиональной деятельности по кузовному ремонту, лучше выбирать модель из европейских либо отечественных приборов соответствующего класса
Для серьезной профессиональной деятельности по кузовному ремонту, лучше выбирать модель из европейских либо отечественных приборов соответствующего класса.
Шайбы для споттера из чего сделать
Споттер – популярный у авторемонтников-кузовщиков аппарат, позволяющий выправлять вмятины на кузовных деталях автомобилей, подобраться к которым с обратной стороны затруднительно или невозможно без серьезной разборки. С помощью споттера методом точечной сварки к поврежденному участку приваривается крепежный элемент, за который и вытягивается вмятина. Споттеры промышленного изготовления широко представлены на рынке. Достаточно опытный мастер вполне может сделать споттер своими руками.
Споттер и его устройство
Споттер (spotter) – это аппарат для точечной сварки (tack welding). Действие его основано на явлении токового сопротивления. При пропускании электрического тока через точку сварки выделяется большое количество тепла, металл заготовок нагревается до температуры пластичности и заготовки свариваются друг с другом в этой точке. При этом применения сварочных материалов — плавящихся электродов, сварочной проволоки, флюсов и защитных газов не требуется. Нагрев (и остывание) происходят настолько быстро, что нагретый металл не успевает прореагировать с кислородом воздуха и окислиться.
Споттер состоит из следующих основных частей:
- корпус, в котором размещены электрические компоненты;
- кабель массы;
- сварочный пистолет с кабелем;
- остро заточенный электрод.
Применяются две основных конструкции споттеров: трансформаторная и инверторная.
Трансформаторный вариант вполне можно сделать своими руками. Инверторный включает в себят высокотехнологичные электронные компоненты, которые в условиях домашней мастерской изготовить проблематично.
Особенности применения споттера
Основные области применения устройства это:
- сварка тонкостенных деталей;
- рихтовка кузовных деталей без разборки корпуса или обивки.
Споттер чрезвычайно удобен там, где доступ к элементу с вмятиной невозможен или весьма затруднен. К элементу приваривается специальный крепеж, за который с помощью обратного молотка, талей или гидравлических домкратов и исправляется вмятина. У споттера также есть режим нагрева элемента для повышения его пластичности, в результате помятый металл возвращается в свою начальную форму.
Как работает споттер
К поврежденному участку, в центре вмятины точечной сваркой приваривается крепежный элемент. К нему крепится шток обратного молотка, опирающегося на корпус за пределами вмятины. Устройство тянет за шток, имитируя удар киянки с обратной стороны металла, куда нет доступа, и вмятина выправляется.
Сделанный своими руками споттер должен иметь два основных режима работы:
- кратковременный, служащий для прикрепления ремонтной шайбы к поврежденному участку;
- постоянный — служащий для обычной точечной сварки угольным электродом.
Преимущества такого метода правки вмятин:
- Минимальные сопутствующие повреждения, наносимые корпусу и автомобилю в целом.
- Быстрота исправления повреждений по сравнению с частичной разборкой автомобиля.
Чтобы в полной мере получить эффект от этих преимуществ, важно при исправлении повреждений своими руками точно соблюдать требования технологии
Функциональность споттеров серийных моделей
Прежде чем проектировать и изготавливать споттер своими руками, полезно будет изучить функциональность промышленных моделей. Они выполняют:
- сварку ремонтных шайб;
- сварку стержня, выправляющего вмятины тягой;
- нагрев металла для его осадки с помощью графитовых электродов;
- систему вентиляции и защиты от перегрева с включением после остывания.
- переключение между режимами постоянной работы для нагрева и кратковременным режимом для сварки
Аппараты из магазина отличаются надежностью и несложны в использовании и обслуживании. Специальная подготовка оператора такого аппарата не требуется, достаточно общих навыков сварочных и слесарных работ.










Характеристики споттеров выпускаемых серийно
Основные характеристики следующие:
- Параметры сети электропитания — 220 В 50 Гц.
- Потребляемая мощность — до 10 киловатт.
- Пиковый ток сварки — 1300 А.
- Напряжение в рабочей цепи — от 7 до 10 В.
- Длительность импульса, задаваемая таймером — от 0 до 1,2 сек.
- Переключение между режимами сварки и прогрева.
- Тяговое усилие с применением металлического электрода — до 100 кг.
- То же для монтажной шайбы — более 100 кг.
Классификация оборудования
Изучая вопрос о том, как выбрать споттер, необходимо помнить, что на российском рынке представлено несколько его видов, среди которых:
- инверторный;
- трансформаторный.
В зависимости от типа проведения ремонтных работ, сварочное оборудование условно разделяется на несколько подгрупп, в частности:
- для проведения работ по рихтованию кузова и отдельных частей транспортного средства. Отличительной особенностью такой модели считается компактность и удобство держать в руке. В базовую комплектацию дополнительно входит обратный молоток и набор многочисленных насадок;
- для выполнения контактной сварки кузовных панелей с дополнительным использованием клещей. Как правило, такие модели обладают небольшим запасом мощности, однако показывают эффективную производительность. Недостатком считается ограниченная сфера деятельности.
Споттеры, которые представлены на рынке могут быть:
- однофазными – работают от сети 220 В;
- трехфазными – питание осуществляется от сети 380 В.
В базовую комплектацию входит:
- споттер;
- различные крепежные элементы;
- обратный молоток;
- клещи – как правило, производитель отдает предпочтение пневматическим.
Необходимо помнить, что в случае необходимости, любые дополнительные приспособления можно приобрести в любом строительном магазине. Настоятельно рекомендуется не экономить и приобрести качественную модель, которая обладает не только хорошими техническими характеристиками, но и долгим сроком эксплуатации. Это позволит в дальнейшем сэкономить на сервисном обслуживании.
Прочие известные бренды
Широко востребован споттер Deca, удобный в эксплуатации современный аппарат итальянского производства. Он имеет инновационный микропроцессор, позволяющий автоматически настраивать параметры сварки по толщине металла и в зависимости от рабочего инструмента. Автоматически происходит настройка размера и напора сварочного тока, время работы. Инструмент оснащён дисплеем, на котором отображается сила сварочного тока.
Все установленные параметры можно сохранить при помощи специальной кнопки. Компенсатор неровностей гарантирует, что работа будет проделана качественно и с высокой производительностью. Популярный на отечественном рынке споттер Пилот МТ для полноценной работы должен иметь оптимальный набор комплектующих, который состоит из:
- зажима массового;
- пуллера МТ с гладким штоком и тремя опорами;
- МФУ комплекта;
- кабеля удлинительного, проволоки;
- рычага усиленного;
- массы и шайб приварных;
- обратного молотка.
На рынке оборудования по ремонту авто появился универсальный комплект для переделки дорогостоящих импортных споттеров для работы с пуллером Пилот МТ. Он состоит из кабеля длиной два с половиной метра с закреплённой на нём кнопкой «Пуск» и пуллера МТ с тремя опорами.
- регулировку длительности периода работы от 0,1 до 1,3 сек.;
- датчик длительности рабочего цикла;
- автоматический выключатель.
Помимо этого, «Темп» 2800 имеет регулировку силы выходного тока. Аппарат используется для приварки шайб, проволоки «змейка», шпилек. При помощи инерционного молотка устраняются вмятины на кузове транспортного средства. А также, «Темп» 2800 применяется для разогрева и отжига металла угольным электродом.
Предыдущая ОборудованиеВыбор шлифовальной машинки для автомобиля Следующая
ОборудованиеСборка аэрографа своими руками из подручных материалов





