Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Не маловажным в подготовке ленточной пилы является ее развод зубьев. Очень много вопросов от наших клиентов поступает по этому поводу. Отвечаем на Ваши вопросы:
60 м3 вместо 20-30, а так же он снимает напряжение с пилы что очень важно, каждый зуб будет иметь одинаковый профиль, что повысит устойчивость пилы в пропиле. ООО «ПилорамCервис» 2004–2019
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта – ссылка на него обязательна!
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
- https://opilah.com/zatochnoj-stanok-dlya-lentochnyh-pil/
- https://stroy-podskazka.ru/lentochnaya-pila/zatochnyj-stanok/
- https://drevogid.com/instrumenty/pily/zatochka-lentochnoj.html
Устройство ленточной пилы
- вертикально;
- горизонтально;
- под углом.
Есть станки с подачей рабочей консоли, когда материал закрепляется неподвижно, а полотно надвигается на него, а есть построены по другому принципу — пильный узел неподвижен, а подается бревно, доска или металлический лист. Второй вариант доступнее для самостоятельного изготовления.
Основные узлы ленточной пилы:
- Станина (рама) делается тяжелой и прочной. Она должна обеспечить устойчивость станка во время работы и отсутствие вибраций;
- Рабочий стол с упором и линейкой;
- Приводные шкивы;
- Двигатель (от 2 кВт);
- Пульт управления;
- Система смазки;
- Защитный кожух.
Следует помнить, что скорость резания различных металлов несколько отличается. Диапазон весьма широк — от 30 до 100 м/мин. Усредненные показатели скорости пиления однородных сплошных металлов приведены в таблице, но для каждой конкретной модели пилы и пильной ленты они могут отличаться в пределах 10-15%.
Таблица скорости пиления
Особенности заточки ленточных пил
Любой инструмент рано или поздно затупится, а перед мастером встанет вопрос о его заточке. Она может выполняться как вручную, так и на специальном оборудовании. Заточка ленточных пил предусматривает их разводку, то есть восстановление профиля режущей кромки. Существует три способа, как развести пилу:
- Классический . При этом зубья по очереди отклоняют в правую и левую сторону.
- Зачищающий . При таком способе 1-й и 2-й зубья отклоняют в разные стороны, а 3-й оставляют ровным. Это облегчает распил самых твердых материалов.
- Волнистый . В этом случае кромке придают эффект волны. Сложный вариант, который могут выполнить только профессионалы.
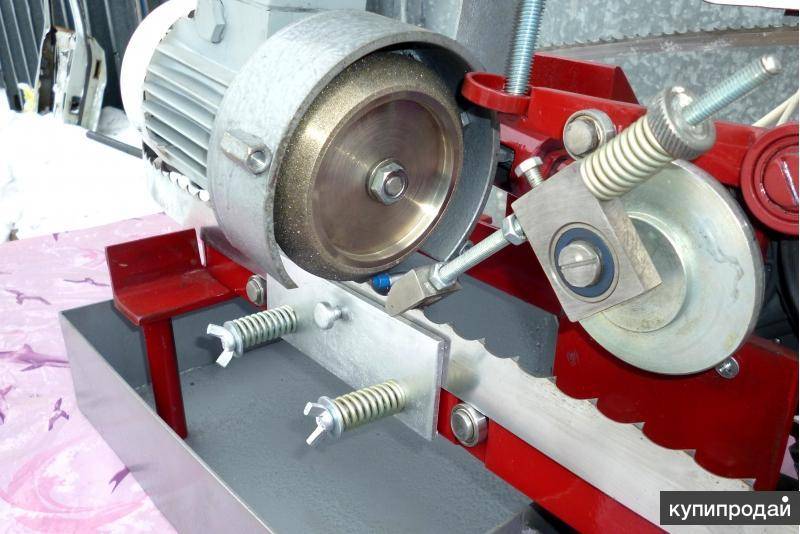
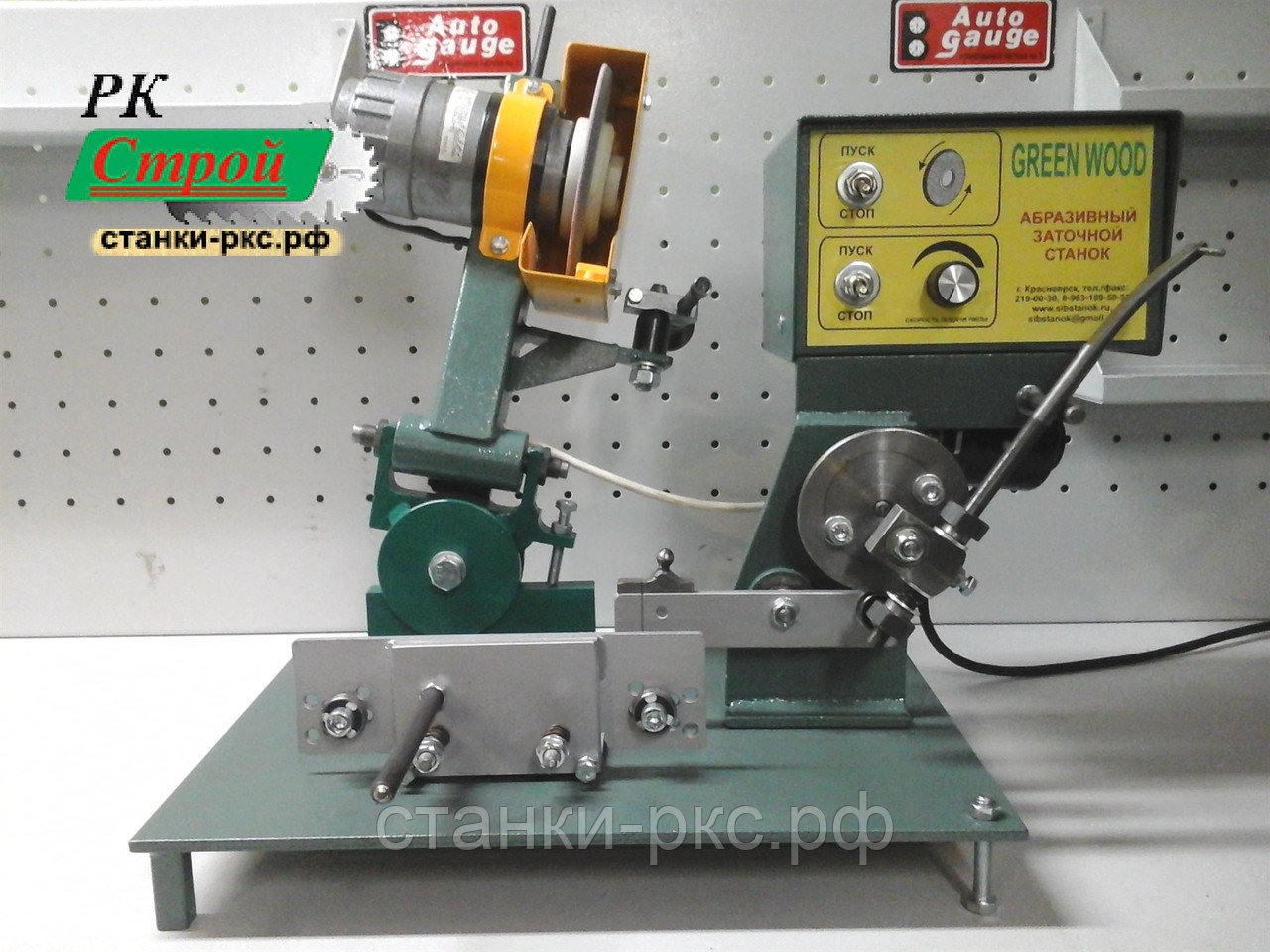
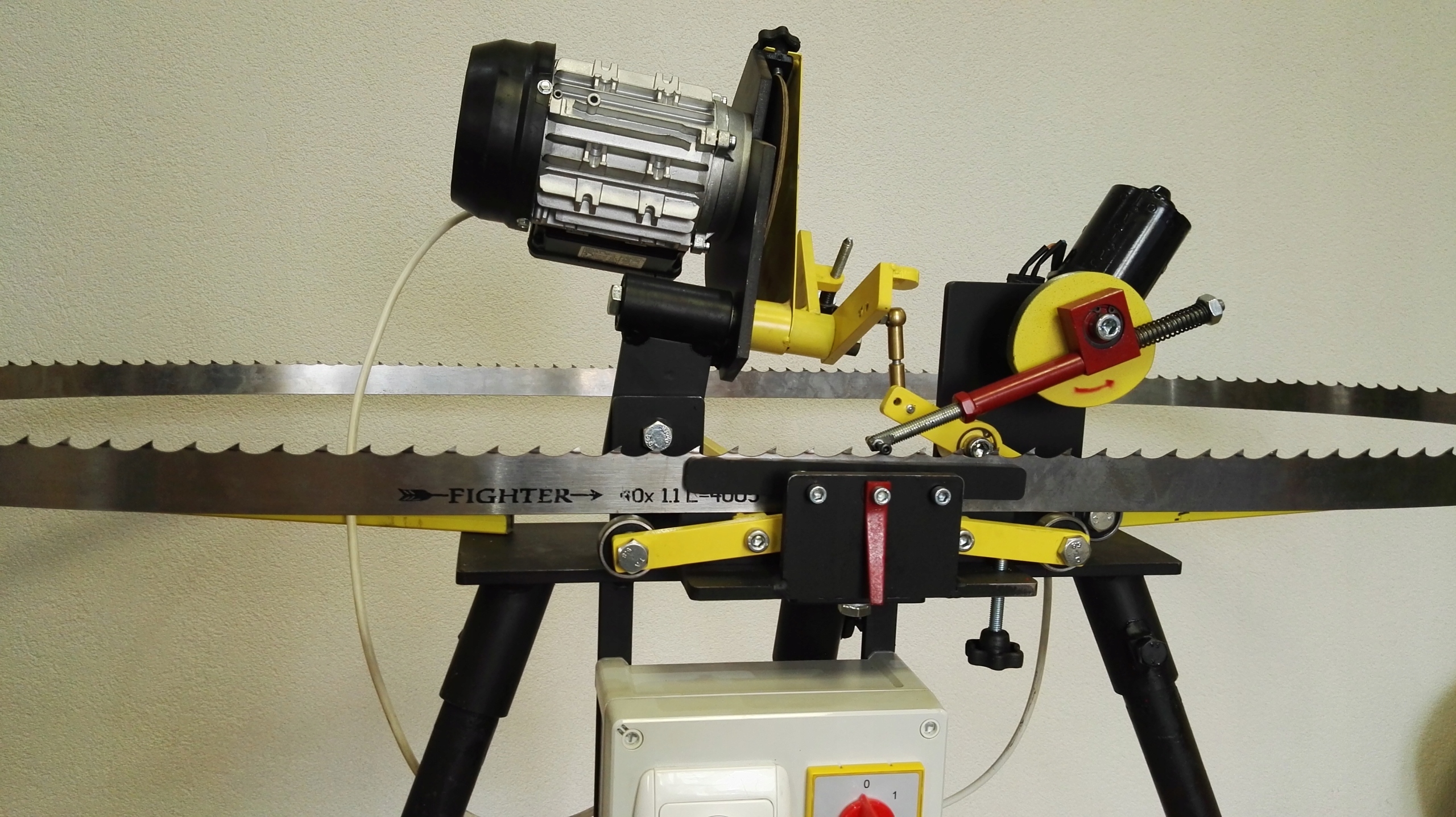
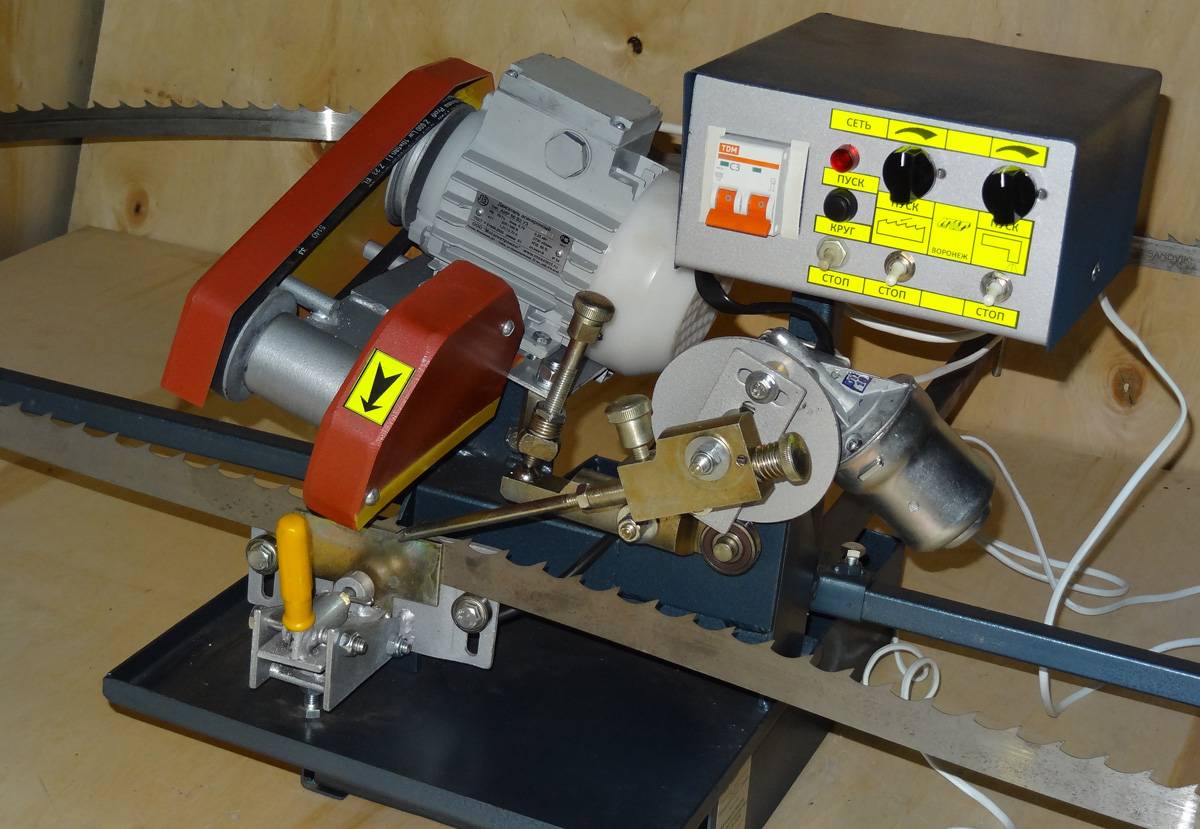
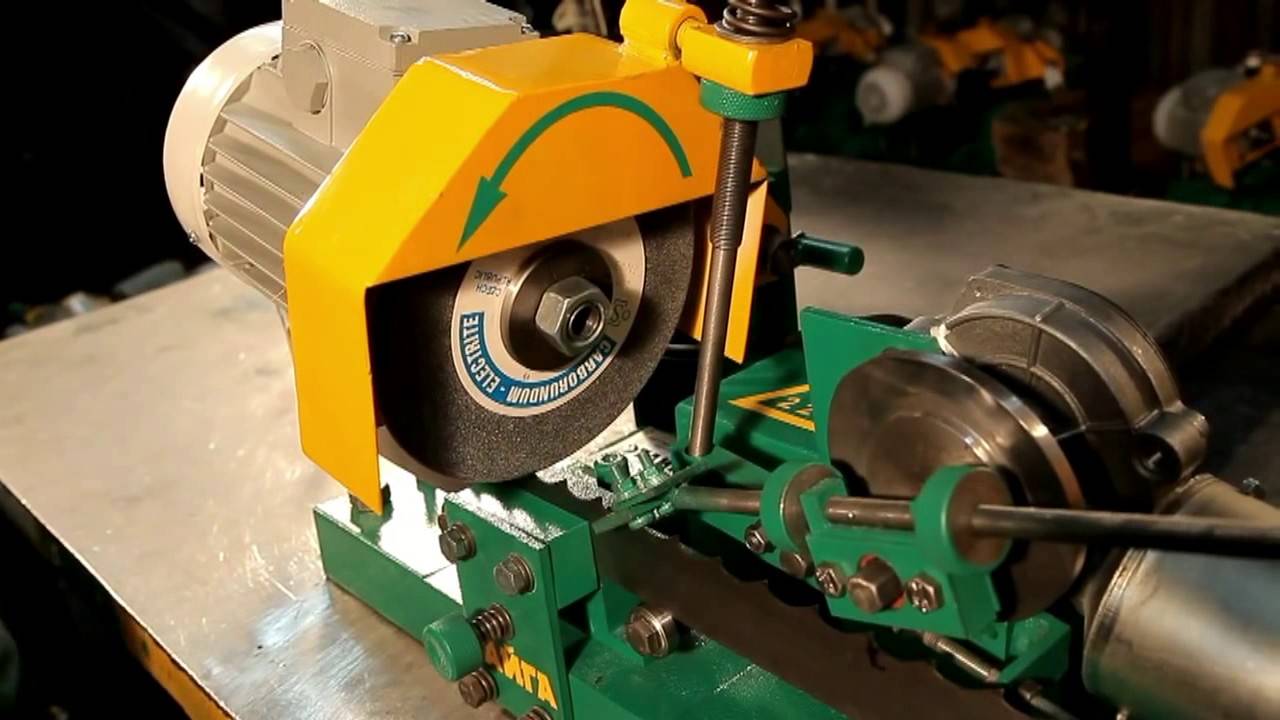
Заточной станок для ленточных пил
Существует масса разновидностей таких агрегатов. Прежде всего они отличаются типом точильных кругов, подбираемых под определенный вид режущего полотна. Не существует универсального станка, способного справиться с любой лентой, поэтому перед его покупкой необходимо убедиться, что он подходит к самой пиле. Небольшой режущий инструмент можно заточить и надфилем, но в условиях промышленного производства такой вариант неприемлем. Станок для заточки ленточных пил может быть ручным и автоматическим. В любом случае он требует применения охлаждающей жидкости.

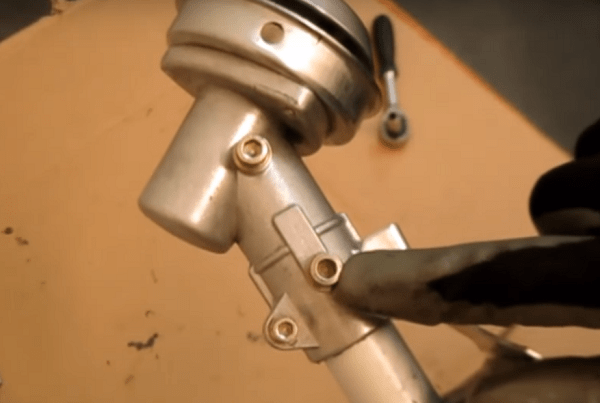
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.





Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
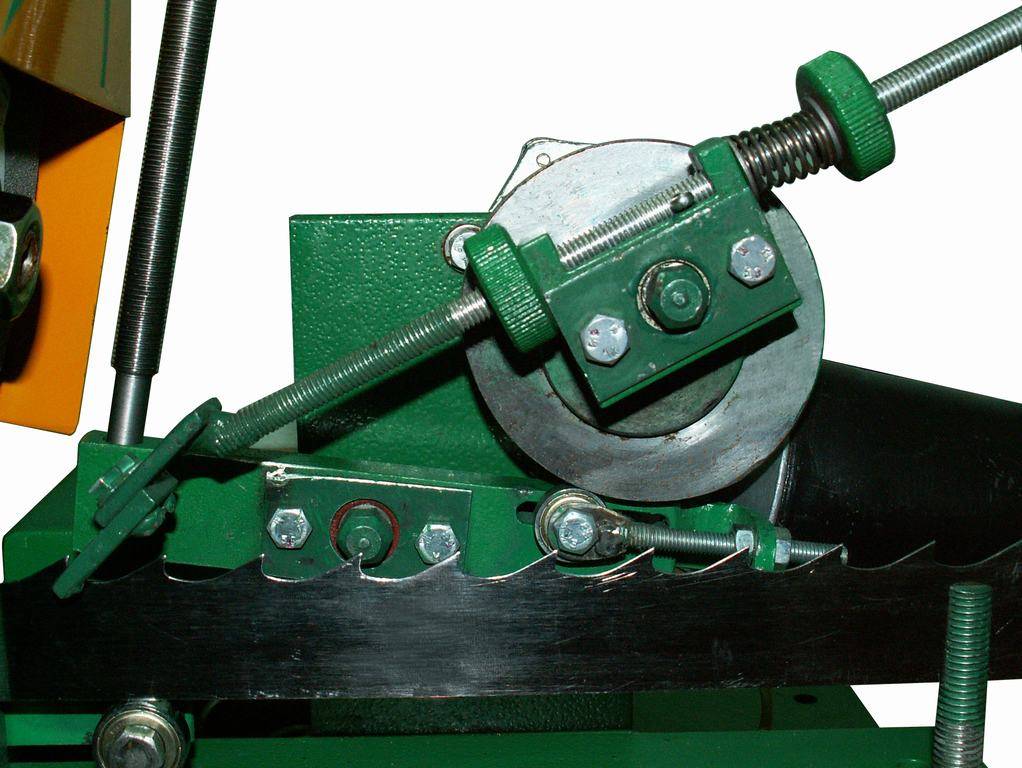
Рекомендации по заточке
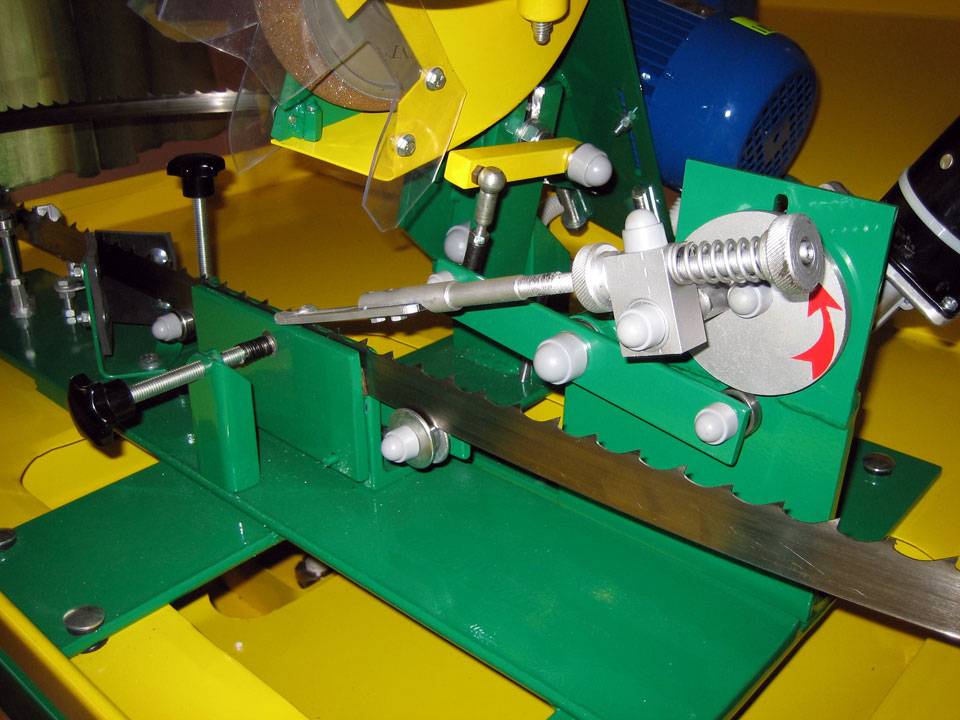
Станок для заточки ленточных пил
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги
Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги
Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
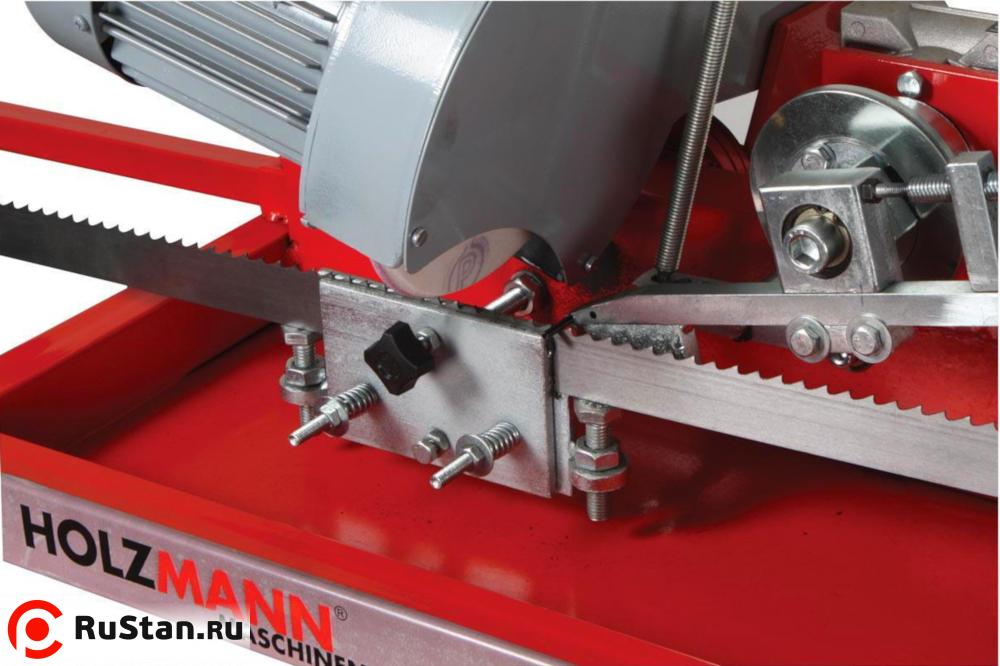
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев
Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества. При длительном контакте круга с металлом может резко повыситься температура на поверхности последней
Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов
Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Типы пил
Ленточные пилы по назначению бывают:
- Универсальные — применяются для резки материалов, производительность нарезки зависит от плотности и свойств заготовки;
- Специализированные — предназначены для распила определённого класса материалов, обладают повышенной износостойкостью, позволяют распиливать заготовки с максимальной производительностью.
По материалу выделяют следующие виды:
- биметаллические – кромка и полотно выполнены из различных по свойствам материалов, которые обеспечивают наилучшие условия обработки и высокую скорость резания;
- твердосплавные – отличаются повышенной износостойкостью, применяются для резки прочных, хрупких твёрдых материалов;
- из углеродистой стали – универсальные пилы общего назначения, имеют ограничения по скорости резки, производительность обработки средняя.









Как правильно заточить пилу на станке?
В домашних условиях для того, чтобы правильно заточить зубья пилы своими руками, необходимо:
- восстановить разводку зубьев, отгибая 2/3 длины зуба в сторону от образующей полотна, восстанавливая начальный угол разводки;
- абразивным инструментом заострить кромки зубьев, убирая с поверхности материала микротрещины.
Основные правила, которые необходимо соблюдать при восстановлении режущей кромки пилы на станке:
- произвести на специальном оборудовании разводку зубьев, восстановив начальный угол разводки;
- настроить станок на съем достаточного количества материала режущей кромки, чтобы убрать все повреждения и микротрещины;
- производить заточку с включенной системой охлаждения, не допуская посинения материала зуба;
- начинать процесс заточки с места сварки полотна в кольцо.
Производители и лучшие модели
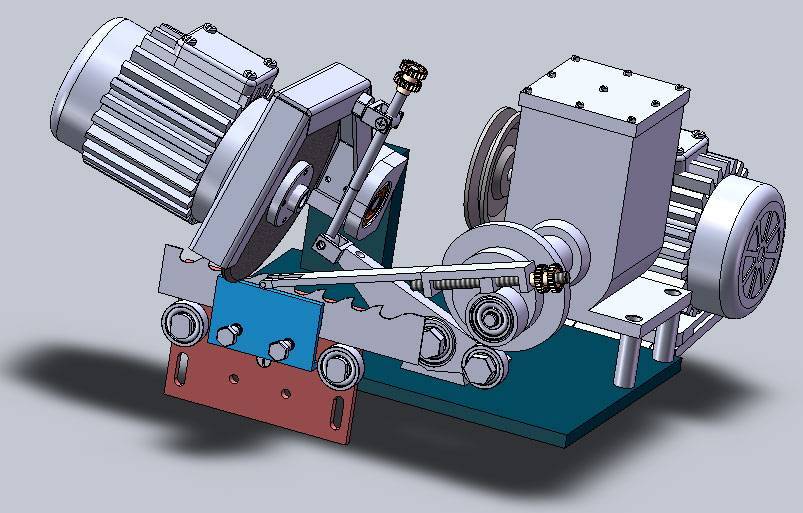
Изготовлением заточных станков для заточки ленточных пил занимаются многие фирмы. Большинство станков создается по единой конструкционной методике, разница лишь в допустимых размерах, минимальной и максимальной ширине ленты.
GM 104S
- Страна-производитель — Италия;
- Ширина ленты — От 10 до 51 мм;
- Длина петли — До 10 м;
- Мощность двигателя — 180 Вт;
- Цена — 378397 руб.
АЗУ 007
- Страна-производитель — Россия;
- Ширина ленты — От 32 до 50 мм;
- Длина петли — До 5,2 м;
- Мощность двигателя — 330 Вт;
- Цена — 44000 руб.
Тайга
- Страна-производитель — Россия;
- Ширина ленты — От 20 до 45 мм;
- Длина петли — До 5 м;
- Мощность двигателя — 260 Вт;
- Цена — 27000 руб.
OWM-4
- Страна-производитель — Польша;
- Ширина ленты — 12-60 мм;
- Длина петли — До 10 м;
- Мощность двигателя — 180 Вт;
- Цена — 308 000 руб.
OS-2M

- Страна-производитель — Польша;
- Ширина ленты — От 20 до 60 мм;
- Длина петли — До 10 м;
- Мощность двигателя — 300 Вт;
- Цена — 271320 руб.
AstronFP
- Страна-производитель — Россия;
- Ширина ленты — От 30 до 60 мм;
- Длина петли — До 10 м;
- Мощность двигателя — 350 Вт;
- Цена — 47000 руб.
ПЗСЛ 30/60 «Профи»

- Страна-производитель — Россия;
- Ширина ленты — От 20 до 60 мм;
- Длина петли — До 10 м;
- Мощность двигателя — 300 Вт;
- Цена — 85000 руб.
Можно отметить низкие цены на оборудование отечественного производства, по сравнению с импортными моделями. При этом, качество и рабочие свойства российских станков ничем не уступают зарубежным аналогам, а по стойкости и прочности материалов нередко превосходят их.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.





Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
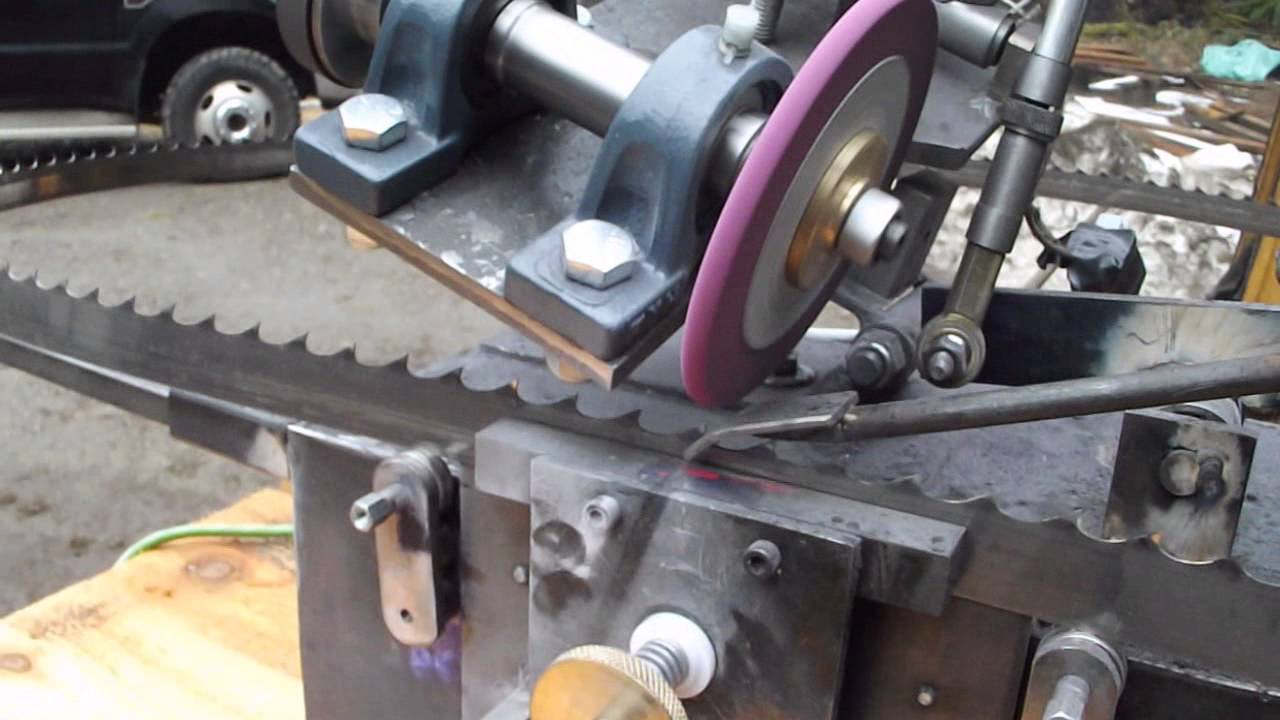
Приспособление для быстрой и качественной заточки полотна ленточной пилы своими руками
Автор предлагает Вам один из простых и быстрых вариантов заточки лезвия ленточной пилы. Причём, лезвие даже не придётся снимать в этом случае! Мастер проделывает эту процедуру как бы невзначай, в перерыве между работой. Всего 10 минут времени ушло на заточку этого лезвия, которое, примерно, 120 дюймов в длину. На дюйм приходится где-то 3 зубца. Автор отмечает, что данный метод скорее всего не применим для лезвия с более мелкими зубцами, например, 10-12 на дюйм. То есть, заточить-то можно и такое лезвие, но это будет слишком утомительно.
Материалы. — Листовая фанера 12-14 мм в толщину — Доска — Деревянные бруски — Жестяная полоса — Саморезы по дереву — Дремель.
Инструменты, использованные автором. — Ленточная пила — Шуруповерт.
Процесс изготовления. Вот такое несложное приспособление поддерживает дремель как раз под нужным углом, угол можно настраивать/регулировать, ослабляя немного вот эти два шурупа и слегка проворачивая прибор, выставляя под нужный угол.
Упор выставляется вот таким образом и фиксируется на этом месте. А остальная конструкция устанавливается по упору, чётко посередине лезвия. Потом мастер подталкивает приспособление вперёд и направляет его так, чтобы оно постоянно находилось под прямым углом к лезвию.
Спасибо Джону за представленное заточное приспособление!
Всем удачи, хорошего настроения и острых инструментов!
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных