Классификация ленточнопильных станков по металлу
По особенностям конструкции ленточнопильные станки можно разделить на следующие виды:
консольные
В подобных устройствах присутствует консоль, которая в процессе обработки детали может перемещаться в вертикальном направлении перпендикулярно оси основания. На консольном оборудовании обычно разрезают профильные трубы. Устройства консольного типа, в свою очередь, подразделяются на автоматические, ручные и полуавтоматические. На рынке также могут существовать поворотные и неповоротные модели. С выбором нужного изделия не возникнет проблем. На консольных станках обрабатываются небольшие по размерам детали;одностоечные
Эти пилы оборудованы вертикальной стойкой, по которой двигается пильная рама. Одностоечные ленточные станки по металлу имеют вращающийся стол, а также функции комплексной и наклонной резки. Одностоечные устройства бывают автоматического и полуавтоматического типа. Это не самые дешёвые модели на рынке, есть и более бюджетные варианты с ручным управлением;станки портального типа
Такие станки имеют статичный рабочий стол, вдоль которого перемещается пильная рама и предназначены для распила, резки крупногабаритных и труднообрабатываемых металлических изделий;ручные вертикальные
Станки, в которых пильная рама зафиксирована в одном положении, а заготовка во время резки перемещается ручным способом. Ручные модели самые простые в классе ленточнопильных станков;горизонтальные поворотные
Станки, предназначенные для выполнения наклонной резки обрабатываемой заготовки. При этом оператор вручную может задать нужный угол расположения пильной рамы по отношению к заготовке. Поворотное изделие имеет прочные тиски для надёжной фиксации деталей, которые также могут поворачиваться на заданный угол.
Дополнительная информация! В горизонтальных поворотных станках присутствует две оси, по которым задаётся угол расположения пильной рамы.
По степени автоматизации различают следующие виды ленточнопильных станков:
Автоматические
Это изделия с ЧПУ, выполняющие заданный процесс обработки без участия оператора;Полуавтоматические
Это устройства, на которых присутствует пульт или панель управления. Таким образом, работой станка управляет оператор, нажимая соответствующие клавиши;Ручные
Устройства, обработка деталей на которых выполняется вручную оператором. Такие модели ленточнопильных станков являются самыми дешёвыми на рынке.
Ручной ленточнопильный стaнок:
Станок с ручным управлением имеет консольное исполнение. Здесь выбирать не приходится. Принцип работы этих устройств заключается в том, что пильную раму двигает оператор посредством нажатия, преодолевая силу натяжной пружины. Причём резка заготовки осуществляется собственной массой пильной рамы. Скорость передвижения рамы в ручных консольных станках можно регулировать с помощью гидроцилиндра. Данная система гидроразгрузки позволяет поднимать раму и фиксировать её в крайнем верхнем положении.
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.
Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.
Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.
Сильно снимать металл не нужно, достаточно просто осветлить его.
Совет! Работая инструментом, не допускайте, чтобы фреза соскальзывала с вершины зубца по направлению к следующему. Так вы его укоротите, после чего придется все зубья подгонять под его высоту.
Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.
Развод ленточных пил
Заточка ленточной пилы
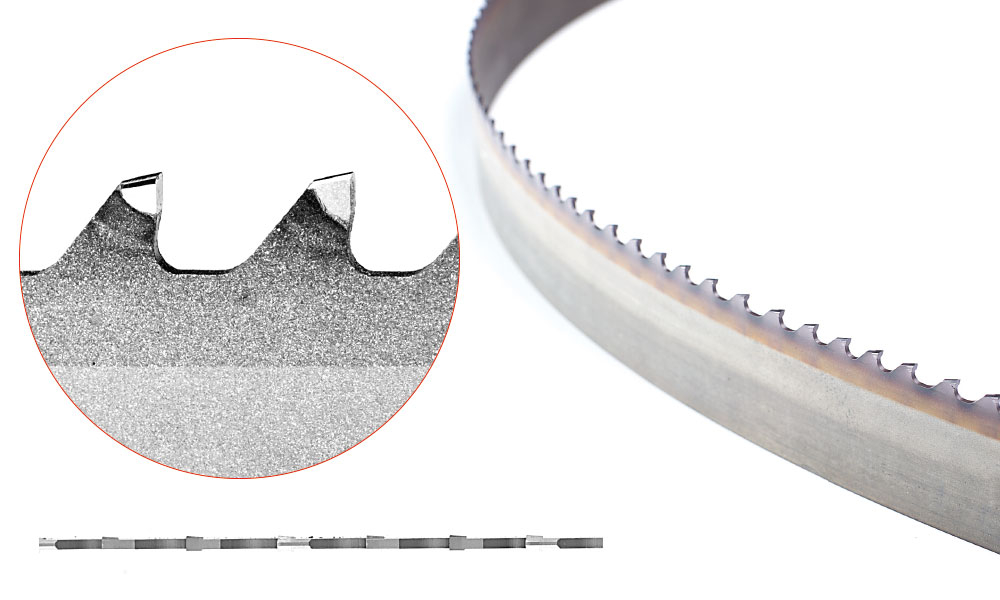
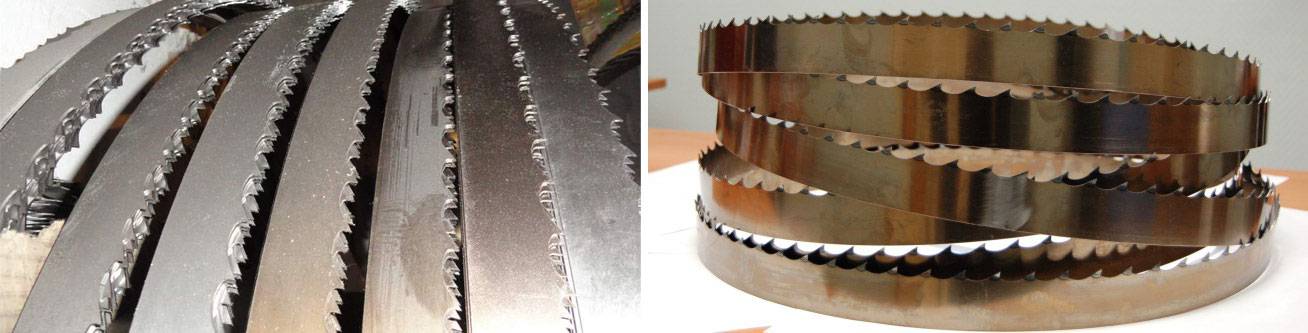
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
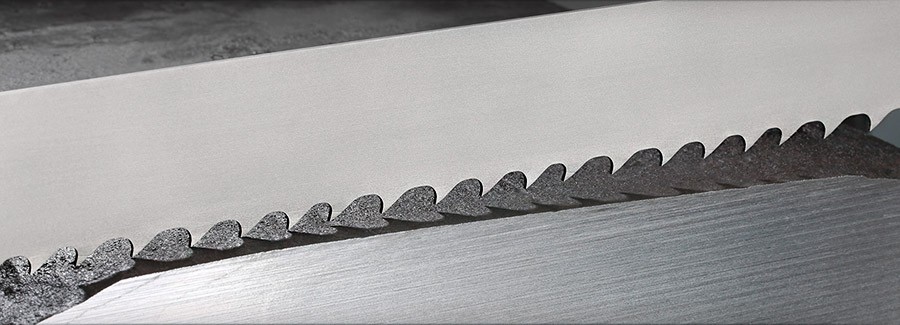




Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
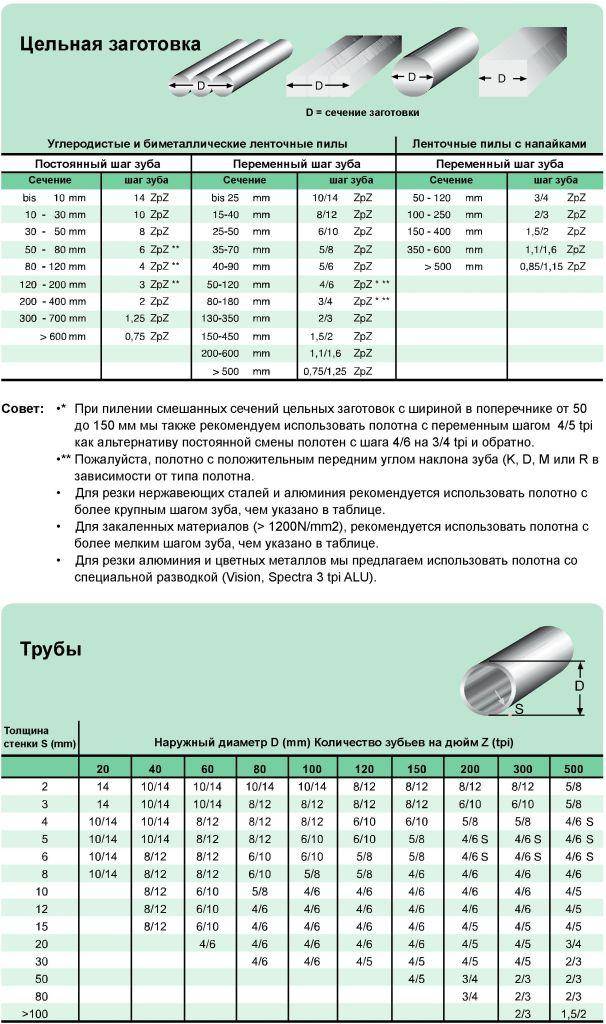
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
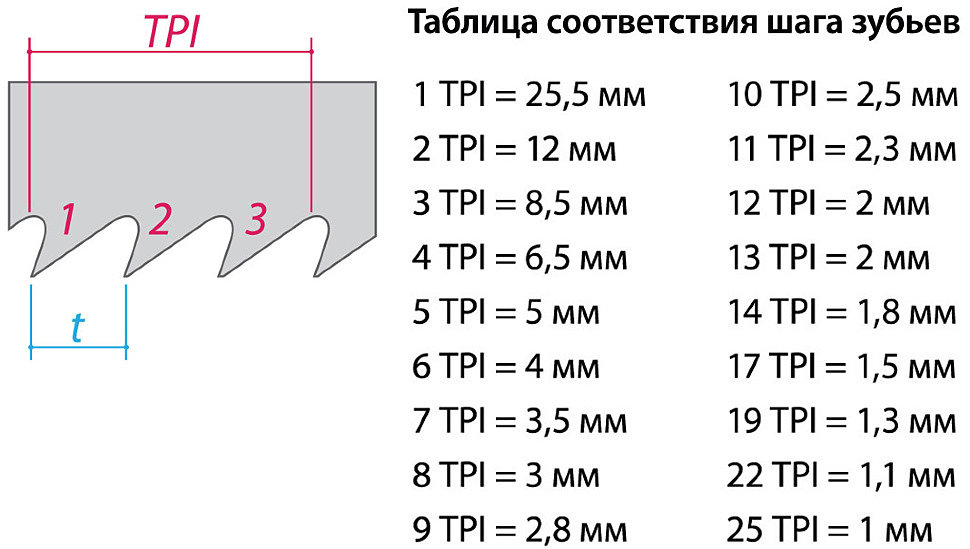
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Как выбрать ленточную пилу
При выборе ленточной пилы нужно обратить внимание на несколько ключевых параметров. Именно от их сочетания будут зависеть возможности пилы и задачи, которые она сможет выполнить
Мощность
Это одна из самых важных характеристик. От мощности ленточной пилы зависит то, какие задачи будут ей доступны. Маломощные ленточные пилы подходят только для использования в быту. Модели помощнее можно использовать в профессиональной сфере и на производствах. Помните, что мощные двигатели требуют большого количества электроэнергии.
Можно выделить следующие классы ленточных пил:
- Если нужна пила для бытового использования, хватит модели с мощностью 350-1000 Вт. Такой инструмент малотребовательный и получает питание от обычной однофазной сети (220 В). Он издает мало шума во время работы и отлично подходит для выполнения простых заданий или непродолжительной работы. Модели с низким уровнем мощности плохо справляются с твердыми сортами древесины.
- Для использования в мастерских или на небольших предприятиях нужны ленточные пилы с мощностью 1-3 кВт. Они способны обрабатывать около 10 кубических метров древесины на протяжении 1 рабочего дня, а также хорошо справляются с твердыми сортами дерева. Такие ленточные пилы также можно купить для домашнего использования.
- Самые мощные пилы (выше 3 кВт) необходимы для установки на специализированных предприятиях. Они легко справляются с твердой древесиной, мерзлыми бревнами и самыми толстыми заготовками. Модели такого класса требуют подключения к трехфазной электросети.
Глубина и ширина пропила
От глубины пропила зависит то, насколько толстое дерево сможет обработать инструмент. Чаще всего она составляет от 8 до 50 см. Глубина пропила связана с мощностью — слабый двигатель не осилит слишком большую толщину.
Ширина пропила влияет на максимальную ширину заготовок, которые способна обработать пила. Наиболее распространенные значения — от 300 до 600 мм.
Параметры пильного полотна
Полотна для ленточной пилы — рабочий инструмент ленточнопильного станка по дереву. Лучше всего, если оно изготовлено из углеродистой стали. Эта сталь проходит термообработку, после которой получает высокие параметры твердости и выносливости. Длина и ширина полотна влияют на производительность и скорость работы — широкое и длинное полотно может обрабатывать широкие и толстые заготовки. Если вам нужно выполнять фигурный рез или распиливать заготовки под углом, лучше всего выбрать среднюю длину и ширину полотна для резки.
Зубья пилы должны быть хорошо заточены — это сильно влияет на качество распила. Чем больше количество зубьев в пиле, тем ровнее будет распил. У пильного полотна должно быть количество зубьев кратное трем, так как у них идет поочередная разводка — прямо, в правую и в левую сторону. Оптимальным вариантом считаются 210 зубьев с шагом 3/4 дюйма или 180 зубьев с шагом 7/8.
Скорость пильного полотна
Для мягких пород дерева нужна высокая скорость движения пилы, а для твердых — относительно низкая. Лучше всего, если у пилы есть возможность регулировки скорости движения полотна — такой инструмент универсален и способен работать с разными породами.
Дополнительные функции ленточной пилы
Наличие дополнительных функций может сделать работу с пилой намного удобнее и сократить время работы:
- Быстрая натяжка полотна — позволяет обходиться без инструментов при смене расходного материала.
- Миллиметровая шкала — делает распил намного точнее.
- Наличие нескольких упоров также дает возможность повысить точность распила.
- Функции поворота и наклона рабочего стола помогают намного удобнее проводить фигурные распилы.
- Подсветка рабочей зоны позволяет комфортно работать в условиях недостаточного освещения.
Виды ленточных пил
 Чтобы подобрать полотно правильно, нужно иметь представление о видах ленточных пил.
Чтобы подобрать полотно правильно, нужно иметь представление о видах ленточных пил.
Для каждой из разновидностей ленточных пил предполагаются свои варианты полотен. Классификация пил производится на основе сферы их предназначения.
В магазинах ленточнопильные инструменты представлены в трех категориях:
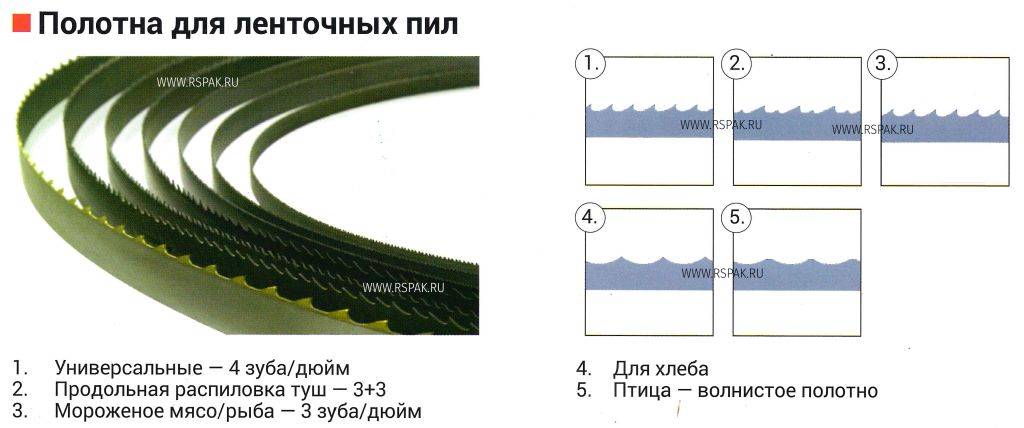
- Для резки дерева. Полотна у таких пил предполагают специальные шаги зубцов, ширину ленты и характеристики прочности. Среди производителей, которые специализируются на выпуске таких пил, значатся Super Cut и Extra Hard.
- Для резки металла. При обработке металлических объектов важны прочность режущей части и длина зубцов. Параметры полотна подбираются исходя из прочности исходного материала. Пилы для обработки металла имеют узкую специализацию. Некоторые модели работают только с алюминием и его сплавами. Производством таких инструментов занимаются Wikus, Morse и Eberle.
- Универсальные. Универсальные инструменты работают со всеми материалами – независимо от их структуры и прочности. Главным преимуществом таких пил является многофункциональность. Но по своим характеристикам «универсалы» проигрывают узкоспециализированным экземплярам. Такие инструменты подходят для мастеров, которые выполняют несложные работы разной направленности.
Уровни автоматизации станков
Обработку деталей на ленточнопильных машинах можно с разными системами управления. От этого зависит производительность, точность резов, качество обработки.
Ручные
Простые станки консольного типа. Чтобы передать давление на деталь от режущей части, применяется усилие со стороны мастера или она опускается под собственным весом. Второй вариант подразумевает под собой наличие в конструкции гидроцилиндра с перепускным клапаном. С его помощью можно регулировать скорость подачи рабочей части. Также мастеру нужно закреплять заготовки на рабочем столе, намечать размеры. Преимущества ручных систем управления:
- Возможность делать точные резки под разными углами.
- Доступная цена.
- Простота ремонта в случае поломок.
Недостатки:
- При работе оборудования появляются вибрации, которые негативно сказываются на его сроке эксплуатации.
- Постоянно настраивать шкивы. С их помощью рабочая часть станка перемещается по направлению к заготовке.
- Невозможно визуально контролировать натяжение режущего полотна.
- Ручные модели не имеют систем для автоматической очистки от металлической стружки, отходов рабочих процессов.
Машины с ручным управлением найти проще чем с другими системами.
Полуавтоматические
Конструкции, опускание рабочих частей в которых обуславливается специальным механизмом. Мастер работающий за станком должен зафиксировать деталь на рабочем столе, выставить размеры. Далее он управляет процессом разрезания металла через пульт или электронную панель. Ленточные станки полуавтоматического типа более производительные по сравнению с ручными моделями. Они позволяют делать более точные резы.
Автоматические
Станки, работающие в автоматическом режиме используются на больших предприятиях при многосерийном изготовлении каких-либо металлических деталей. Механизмы приводятся в движение с помощью с помощью шаговых двигателей, которые настраивает оператор. Ему достаточно выставить требуемые размеры, задать рабочий алгоритм. Если возникли какие-либо проблемы, оператор может перевести станок в ручной режим управления. Дополнительно к этому, автоматические системы выбирают оптимальное количество охлаждающей жидкости, которая подается на рабочее полотно.
Преимущества:
- Высокая точность резов.
- Высокий показатель производительности.
- Минимум усилий со стороны оператора.
- Автоматическая подача охлаждающей жидкости.
Недостатки:
- Высокая стоимость.
- Сложность настройки оборудования.
Если автоматическое управление сломается, починка будет стоить не малых денег.
 Работа оператора на станке
Работа оператора на станке
Область применения
Для каждого вида работы производители стараются предложить выбор изделий с четко обозначенными качествами. Широко применяется ленточнопильное оборудование в металлообработке, работах по дереву, строительном бизнесе. Осуществляется резка пластика и композиционных материалов. Обрабатываются черные и цветные металлы. Ленточнопильные станки универсальны. Заменяя марку полотна, его шаг и режимы резки, на одном и том же оборудовании, можно эффективно изготавливать детали из совершенно различных материалов. При этом обеспечена высокая точность, минимум отходов и высокая скорость выполнения операций.







Инструкция по работе с ленточнопильными станками
При работе с ленточнопильными станками необходимо соблюдать следующие правила:
- Перед обработкой деревянных заготовок необходимо настроить на станке угол наклона, глубину реза и скорость натяжения направляющих полотен.
- Для получения точного реза и минимизации вибраций рабочего стола требуется зафиксировать заготовку.
- Необходимо обеспечить хорошее освещение рабочей зоны. Для этого рекомендуется использовать светодиодные станочные светильники.
- Малогабаритные конструкции необходимо устанавливать на специальных подставках или верстаке, крупногабаритные – на полу.
- Криволинейную распиловку необходимо осуществлять при помощи инструментов для подачи и фиксации деревянного бруска.
- Прямолинейную распиловку нужно осуществлять с помощью движимого упора.
- Периодически заменять ленточные полотна и смазывать движущиеся элементы станка.
- При эксплуатации станка требуется надевать средства индивидуальной защиты.
- Направляющие полотна пилы необходимо устанавливать близко к обрабатываемой заготовке.
- Перед уходом с рабочего места нужно отключить деревообрабатывающее устройство.
Для работы с агрегатом по обработке дерева нужно предварительно пройти инструктажи по техники безопасности. Чтобы работать со станком, оператор должен имеет достаточную подготовку и знать основы работы распиловочного устройства.
Как пользоваться ленточной пилой по дереву?
Это приспособление помогает быстро и точно сделать любые разрезы на деревянных изделиях. Практика и аккуратность требуется при работе с этим видом инструмента, зная, как пользоваться пилами для ленточных станков по дереву, результат будет стоить потраченных усилий.
Правильно выбирать тип ленточной пилы, обращая внимание на мощность, скорость работы, длину полотна, параметры рабочей поверхности стола, электрические характеристики.
Лезвие для пилы необходимо подбирать индивидуально под каждый проект, учитывая его ширину, толщину и разбег зубьев.
Перед работой следует проверить движение рабочего полотна и провести настройку направляющих.
Рабочую поверхность нужно отрегулировать под нужный угол наклона.
На деревянных заготовках перед работой необходимо сделать разметку.
Пилу можно включить и подождать, пока она наберет обороты.
Направляя заготовку вдоль направляющих, сделать спил.
Настройка ленточной пилы по дереву
Любой электроинструмент нуждается в ежедневном обслуживании. Уделять несколько минут перед работой настройке и регулировке ленточной пилы по дереву необходимо. Выполняя несложные манипуляции, можно в разы увеличить срок службы инструмента.
- Пилу нужно отключить от питания и снять рабочее полотно.
- Направляющие очистить от мусора.
- Шкивы освободить от грязи, пропылесосить внутреннюю сторону кожухов.
- Полотно установить на место, отрегулировать степень его натяжения.
- Шкивы выровнять, они должны быть параллельны и компланарны.
- Проверить работу рабочего полотна, при необходимости сделать окончательные регулировки.
- Проверить положение подшипников.
- Убедиться, что рабочая поверхность стола установлена под нужным углом к полотну.
Формы режущей части и угол заточки
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
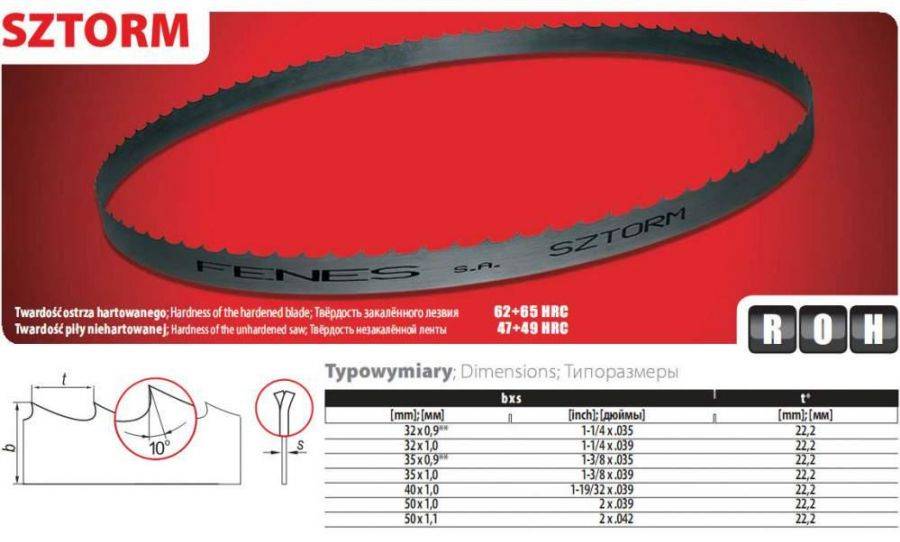
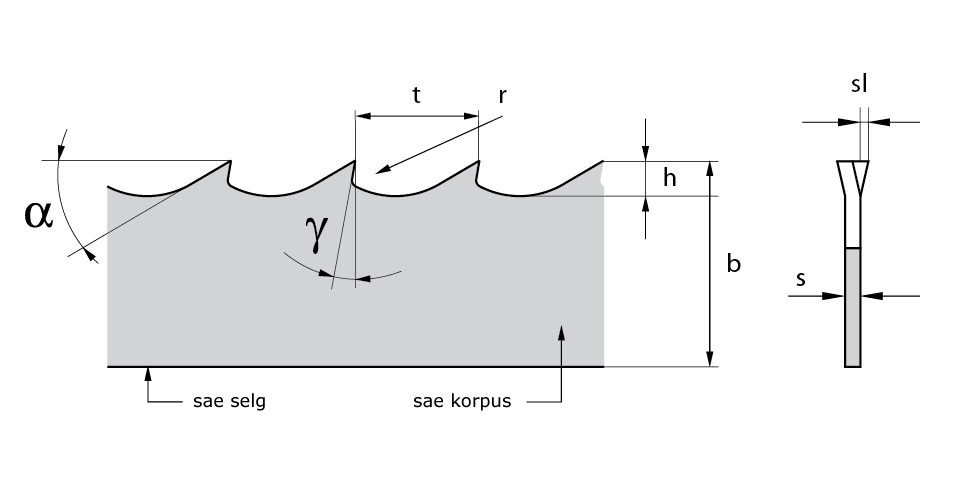
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Параметры пильных лент
При выборе ленточной пилы подбирать параметры следует таким образом, чтобы они максимально соответствовали поставленным задачам
Уделять внимание необходимо нескольким основным показателям: форме пильного зуба, ширине полотна и типу разводки
Профиль зубьев
WM – подходит для узких полотен шириной до 50 мм. Может использоваться для всех сортов древесины.
AV – вариант зубьев, форма которых позволяет производить поперечный распил бревен и заготовок, а также выполнять работы с твердыми породами.
NV – используется там, где необходимо обеспечить максимальную чистоту пропила. Подходит для фигурной резки на деталях с небольшими габаритами.
NU – класс зубьев, разделенных большой впадиной. Особенность профиля — низкая склонность к засорению при работе с мягкими породами.
PV – профиль для промышленного оборудования. Характеризуется высокой производительностью при работе с мягкой древесиной.
KV – такие зубья чаще всего можно встретить на лентах большой ширины (более 80 мм). Подходят для распила мягких пород.
PU – применяются на широких лентах с плющенными зубьями. Используются для обработки заготовок из твердой древесины.
Прочность и долговечность полотна напрямую зависит от его ширины – чем больше этот показатель, тем большим сроком службы обладает изделий. При этом следует помнить, что для фигурной резки оптимальным вариантом остаются узкие полотна.
Тип разводки
Распил заготовок можно производить только полотном, зубья которого разведены в стороны от центральной оси. Это необходимо для обеспечения свободного хода ленты при обработке. В зависимости от материала и требований к качеству распила для деревообработки могут использоваться полотна с классической, зачищающей, комбинированной или волновой разводкой.
голоса
Рейтинг статьи
Топ-3 лучших аккумуляторных ленточных пил
Устройства, работающие от аккумулятора, демонстрируют меньшую мощность. Но при этом использовать их можно в любом нужном месте, а не только поблизости от розетки питания.
Milwaukee M12 BS-0
В обзоре ленточных пил по дереву нужно отметить легкое и компактное устройство весом 3,2 кг с пропилом древесины на 41 мм. Функциональность у прибора ограниченная, зато есть плавная регулировка скоростного режима и опция электронной защиты двигателя.

Стоимость аккумуляторной пилы Milwaukee стартует от 16000 рублей
Metabo MBS 18 LTX 2.5 0
Ленточная пила на аккумуляторе справляется с древесиной и металлом и углубляется на 64 мм в материал. Масса самого инструмента составляет 4,1 кг, можно настроить скорость работы. Присутствует индикатор заряда батареи.

Цена ленточной пилы Metabo начинается от 18000 рублей
Makita DPB181Z
Легкая аккумуляторная пила 3,5 кг выполняет рез средней глубины 64 мм. Инструмент легко носить с собой, работать им можно даже при плохом освещении благодаря встроенной подсветке.




Купить ленточную пилу на аккумуляторе Makita можно начиная от 13000 рублей
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
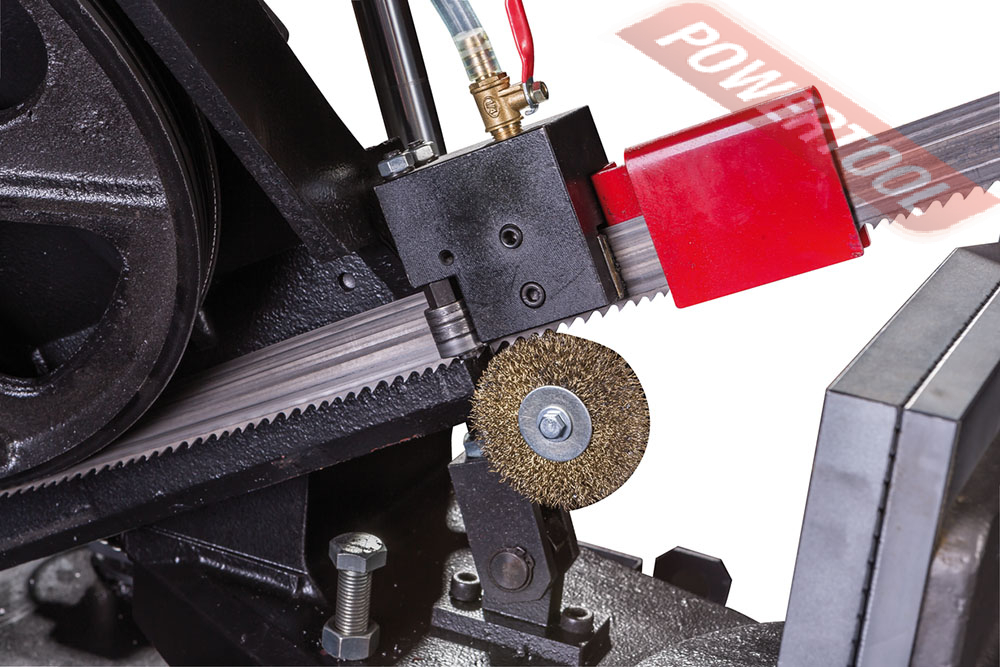
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
https://youtube.com/watch?v=WqJjbFp11hY
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Способ установки направляющих
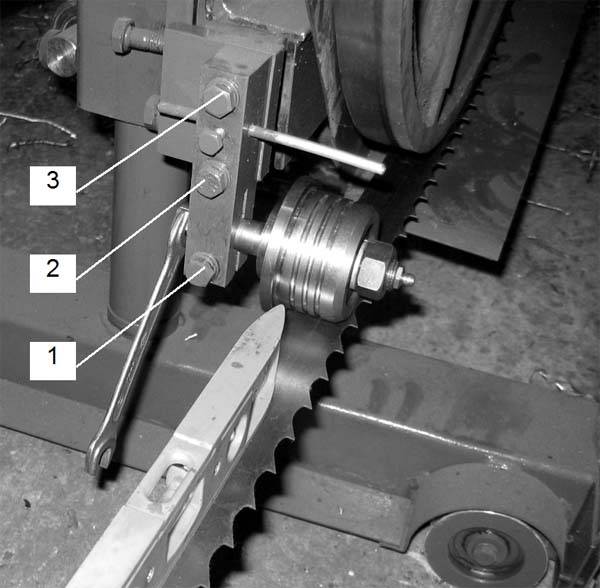
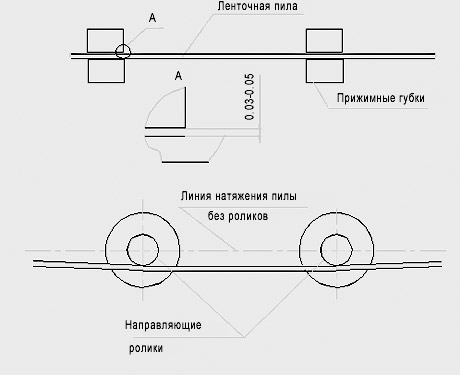
То, как вы установите направляющие на своей ленточной лесопилке, во многом определит ее производительность, точность получаемого пиломатериала и срок службы полотна. Роликовые направляющие следует установить таким образом, чтобы они отжимали полотно вниз не более чем на 6 мм. На некоторых лесопилках производители рекомендуют отжимать полотно вниз на 20-25мм, аргументируя это тем, что это якобы увеличивает стабильность полотна в пропиле. На мой взгляд, это никак не влияет на стабильность полотна в пропиле и только привносит дополнительное напряжение в полотно, однако, это мое личное мнение. Не буду останавливаться на том, что ролики должны быть установлены строго параллельно друг другу и строго параллельно станине станка. Это описано в инструкции по эксплуатации станка, прочтите ее внимательно. В случае применения щелевых стабилизаторов зазор межу полотном и губками стабилизаторов не должен превышать 0.05-0.07 мм, зазор же от заднего упора до спинки пилы не должен превышать 1мм. Губки щелевых стабилизаторов должны быть строго параллельны между собой. Проверить это можно, прижав их одну к другой и посмотрев на просвет. Они должны плотно смыкаться и не иметь зазора между собой, проверяйте их состояние каждый раз, когда меняете пилу. Соответствующий рисунок приведен ниже.
Второе, на чем мне хотелось бы остановиться в этом разделе, это положение направляющих по отношению к заготовке. Здесь все очень просто, направляющие должны находиться как можно ближе к заготовке. Это имеет особенное значение на лесопилках первого ряда, то есть при обработке бревен. Следует стремиться к тому, чтобы держать направляющие в 30-40 мм от бревна. И, наконец, третье, о чем хотелось бы сказать в этом разделе – это состояние направляющих собственно лесопилки, то есть направляющих, по которым перемещается пильная головка. Если на этих направляющих накатаны опилки или, хуже того, прилипли щепки или куски коры, то это приводит к дополнительным нагрузкам на пилу. То есть когда пила находится в пропиле и каретка наезжает на щепку, прилипшую к направляющей, это равносильно удару палкой по пиле, не говоря о горбе, который возникнет на доске.
Этапы настройки ленточной пилорамы
Очерёдность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.C помощью регулировочных болтов, колёс и отвеса, шкивы выставляются в плоскости по вертикали.Выставление шкивов по горизонтали. Делается это при натянутой ленте специальной нитью, проходящей вдоль пилорамы. После установки колёс в горизонтальной плоскости происходит фиксация «ведущего» колеса, которое далее в наладке не участвует.Установление люфта между передним краем «ведомого» шкива и межзубовым зазором полотна ленточной пилы проводят при натянутой ленте с помощью раскачивания «ведомого» шкива по горизонтали.Зазор выставляется между межзубовым зазором ленты и передней кромкой «ведущего» шкива пилорамы методом раскачивания «ведомого» колеса по вертикали.