Лазерная металлообработка
Лазерное разрезание изделий является прогрессивным приемом. Суть его в воздействии на прокат узконаправленного светового луча, разогревающего деталь в месте контакта до высоких температур. Под действием луча металлоизделие расплавляется, а остатки расплава сдуваются с его поверхности специальным газом.
При лазерном методе отсутствует деформация металлоизделия, удается получить высокоточный результат без необходимости дополнительной обработки краев.
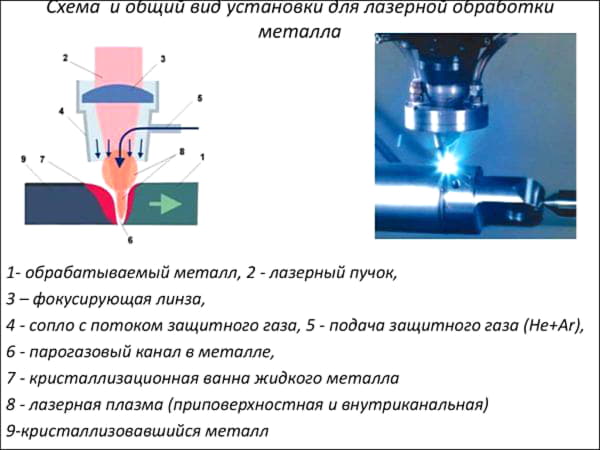 Схема и общий вид установки
Схема и общий вид установки
При всех достоинствах указанные виды разрезания металлоизделий имеют несколько недостатков:
- применение только для тонколистового материала толщиной до 20 мм;
- невозможность обработки алюминиевых сплавов, металлоизделий из нержавеющей стали из-за их высокой отражаемости световых лучей.
Какова суть раскройки металла?
Вне зависимости от задействуемой оснастки весь процесс рубки сводится к следующему.
Заготовку необходимо разметить – нанести форму отсекаемого элемента с учётом размеров и допусков на толщину реза. Последнее часто забывают – между тем для рубки металла следует запланировать рез от одной толщины заготовки.
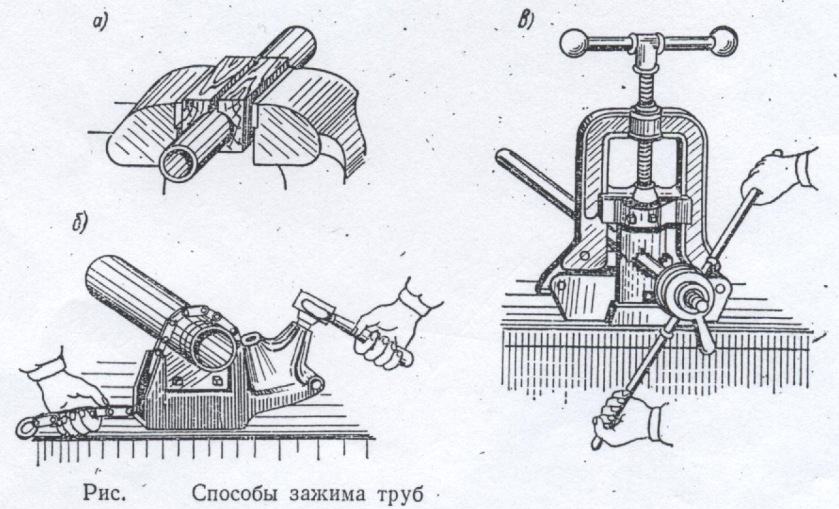
При разметке важно задействовать максимум полезной площади – для этого оптимально предварительное планирование размещения. Особенно это касается сложных по форме изделий, а траектория их вырубки может получить ограничения по направлению и углам. . При рубке металла первая задача – закрепить материал. Это выполняется с помощью тисков или другого прижимного устройства
Популярна для этого обычная наковальня или просто массивный кусок металла.
При рубке металла первая задача – закрепить материал. Это выполняется с помощью тисков или другого прижимного устройства. Популярна для этого обычная наковальня или просто массивный кусок металла.
Рубка металла
Если работа производится силами механизации, дальнейшие операции сводятся к перемещению заготовки относительно опускающегося ножа. При ручной вырубке отсечение потребует как минимум 2 шагов:
- первоначально производятся слабые удары по намеченной линии – это требуется для установки контура рубки;
- по готовности всей линии или отдельной ее части (при сложной траектории) выполняется рубка – режущему инструменту сообщаются мощные удары.
В результате этого режущая кромка проходит именно по нужной линии отсечения лишнего. Без предварительной наметки движение острия будет затруднено, появляется риск его выхода на тело будущей детали.
Когда работа проведена по одной стороне, лист переворачивается, процесс повторяется для обратной стороны. При толщине материала более 2-3 мм это почти гарантированно потребуется. Если рубить сразу всю толщину, качество кромки будет неудовлетворительным.
Рубка металла
В результате описанных последовательностей постепенно удаляется металл по периметру, проявляется форма детали
При этом большую важность имеет безопасность: отдельные куски материала способны отлетать с большой скоростью
Для предотвращения травмирования необходимо:
надевать перед началом работ слесарные очки и перчатки;
- стараться сбить металл в таком направлении, чтобы его части не попадали на людей;
- организовать отсутствие посторонних в рабочей зоне, для чего допускается применение ширм;
- удары молотком – наносить без излишней силы, стараться не бить по тискам.
Весь рабочий инструмент следует содержать в целостности и порядке.
Если работа выполняется без тисков («горизонтальный» метод), суть не меняется:
- заготовка укладывается ровно, ее можно прижать так, чтобы линия реза была свободна (тяжелым предметом, струбциной);
- зубило предварительно затачивается – до получения требуемой степени остроты и кривизны;
- рубку производят в 2 этапа (подготовительно-наметочный и силовой), сплошной линией в одном направлении;
- при изгибании заготовки, если это мешает, периодически восстанавливается ее плоскостность (ударами молотка).
Что называется ручной рубкой металла
Процесс может быть как горизонтальным, так и вертикальным, в зависимости от возможности присоединения образца. Сперва он зажимается тисками, если толщина позволяет. В обратном случае кладется на специальный стол (заранее подумайте о его прочности). Чтобы снизить возможность скольжения можно подстелить прорезиненные накладки, а еще лучше – вкрутить по краям со всех сторон саморезы.

Затем подготавливаются инструменты. О них мы расскажем ниже подробнее, а сейчас только озвучим список необходимого – крейцмейсель или зубило, молотки.
Далее подумайте об ударе. Конечно, они различаются по силе. Но не всегда самое тяжелое воздействие – выгодна. Сперва нужно сделать достаточную зазубрину на месте для того, чтобы лезвие не съехало. Если с первого же раза колотить во всю мощь, можно добиться только деформированной поверхности и испорченного инструментария. Однако затем от этого зависит скорость и чистота среза.
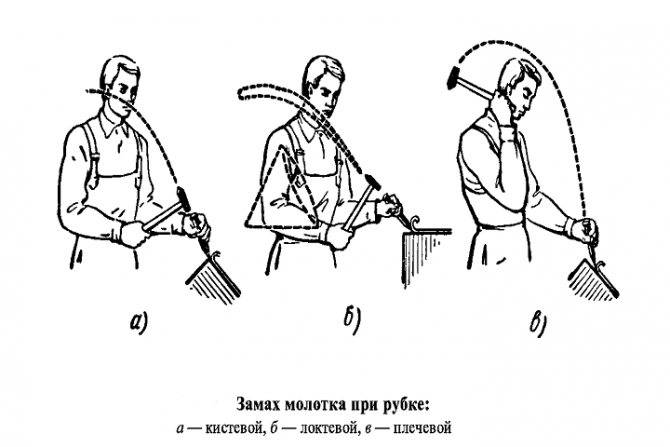
Удары могут быть трех видов:
- кистевой;
- локтевой;
- плечевой.
В соответствии с тем, где начинается замах. Они представлены в порядке увеличения силы. Также этот параметр становится больше от длины ручки молотка и его массы.
К особенностям ручной процедуры можно отнести:
- небольшую производительность;
- большой расход рабочего ресурса и времени;
- невысокую точность;
- плохой, с обязательной дальнейшей обработкой сруб.
Однако этот вариант является выигрышным для мелкосерийных производств и единичных изделий, а также в домашних условиях и при отсутствии специализированных станков.
Полуавтоматический
Возможно, это название не совсем верно, но суть способа в том, что для разрубания заготовки используются различные механически станки — гильотины, ускоряющие и упрощающие процесс и обеспечивающую гораздо более аккуратный рез.
При их использовании обработанный край получается ровным, на нем отсутствуют зазубрины и заусенцы, обычные для работы зубилом, а также не нарушается геометрия самого изделия. Отсутствие неровностей на получаемой кромке существенно экономит время, так как необходимость в дальнейшей обработке отсутствует.
Для использования гильотины достаточно положить на нее металлический лист и опустить ручку. Резак, усиленный гидравликой, механикой или пневматикой легко прорубит заготовку по всей ширине.
Подобные механизированные устройства пользуются популярностью на небольших производствах, но по-настоящему производительными считаются электромеханические гильотины.
Крейцмейсель, молотки для рубки металла, фото
Первое приспособление предназначено для проделывания канавок и отверстий. Оно не больше среднего гвоздя, однако с его помощью можно деформировать металлическое изделие в нужной пропорции. На них изредка тоже производят шляпки, но чаще это просто небольшой инструмент из монолитного сплава, который имеет приплюснутую основную часть и ромбовидную, заостренную рабочую зону. Вот как он выглядит:
- зубило – используется для грубых операций;
- крейцмейсель – приспособление для снятия небольших фрагментов поверхности.

О молотках подробно рассказывать нет смысла, так как они ничем не отличаются от нам привычных. Их удельный вес составляем от 400 г до 800 в зависимости от размаха работ. Главное при выборе смотреть на надежность установления металлической части на рукояти, на отсутствие свободного хода.
Общая информация
Рубка металла это слесарная операция, заключенная в воздействии режущего либо ударного инструмента на металлическую заготовку. Процесс позволяет разделить ее на части, избавиться от лишних слоев материала, а также получить канавки и пазы. Режущим инструментом для рубки металла служит крейцмейсель или зубило, а ударным — молоток. Последний используется всегда при ручной работе, а первые два — в зависимости от желаемого результата.
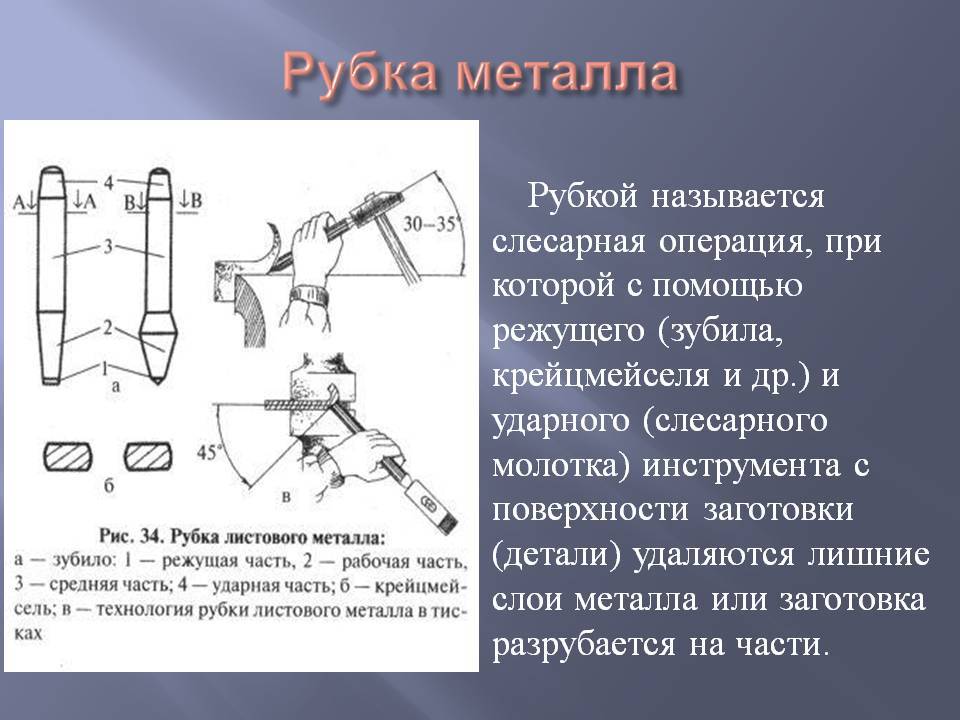




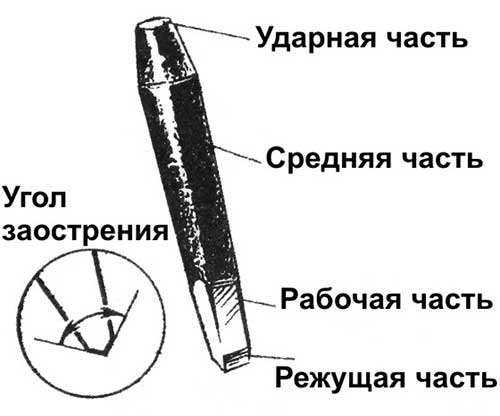
Зубило предназначено для грубой работы и обрезания заусенцев. Состоит оно из 3 частей:
- рабочей (осуществляет рубку);
- средней (мастер держит зубило за нее);
- ударной (по ней бьют молотком).
Ручная обработка заготовок на производстве — энергозатратный и малопроизводительный процесс. Часто она заменяется на механическую.
Последовательность рубки металла зубилом такова:
- заготовка кладется на плиту или наковальню, а лучше — крепится в тисках;
- зубило ставится на линию разметки (место обрубания) вертикально;
- молотком наносятся легкие удары по контуру;
- далее следует глубокая рубка по проявившемуся контуру;
- заготовка переворачивается;
- удары зубилом производятся с другой стороны до окончания рубки.
Важно оставлять небольшую часть лезвия в прорубленной канавке, чтобы процесс был точным. Теперь — пара слов о проблемах, возникающих по ходу ручной рубки металла
Инструмент для рубки.
Слесарное зубило представляет собой стержень, изготовленный из инструментальной углеродистой стали, состоящий из трех частей:
- — рабочей, имеющей клиновидную режущую часть на конце, заточенную под определенным углом;
- — ударной, суживающейся кверху и закругленной вершиной;
- — средней, предназначенной для обхвата инструмента кистью руки.
Рекомендуемые углы заострения зубила для некоторых материалов:
- — для твердых материалов (высокоуглеродистая сталь, бронза, чугун) — 70°;
- — для материалов средней твердости (углеродистая сталь) — 60°;
- — для мягких материалов (медь, латунь) — 45°;
- — для алюминиевых сплавов — 35°.
Крейцмейсель
отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т.п.
Материалы (У7, У8,4ХС, 6ХС, ТХФ и др.) для изготовления крейц- мейселя и углы заострения, твердость рабочей и ударных частей те же, что и для зубила.
Для вырубания профильных канавок — полукруглых, двугранных и др. — применяют специальные крейцмейсели, называемые кана- вочниками,
отличающиеся от крейцмейселя только формой режущей кромки.
Заточка крейцмейселей и зубил производится на заточном станке. Не следует допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву и, как следствие, к отпуску режущей кромки.
Слесарные молотки с круглым бойком
- — № 1 весом 200 г применяются для инструментальных работ, а также для разметки и правки;
- — № 2 весом 400 г, № 3 — 500 г и № 4 — 600 г — для слесарных работ общего назначения;
- — № 5 весом 800 г и № 6 — 1000 г применяются редко.
Слесарные молотки с квадратным бойком
- — № 1 весом 50 г, № 2 — 100 г и № 3 — 200 г применяют для слесарноинструментальных работ;
- — № 4 весом 400 г, № 5 — 500 г и № 6 — 600 г — для слесарных работ: рубки, гибки, клепки и др.;
- — кувалды-молотки весом от 4 до 16 кг применяют при грубых и тяжелых работах.
Читать также: Схема включения реверсивного двигателя
Помимо обычных стальных молотков, в некоторых случаях применяют так называемые мягкие молотки со вставками из красной меди, резины или свинца.
Техника рубки. Для рубки используют возможно более прочные тиски. Правильное положение корпуса, держание (хватка) инструмента при рубке имеют большое значение.
Вес слесарного молотка выбирают в зависимости от размера зубила и толщины снимаемого слоя металла. При выборе молотка учитывают также и физическую силу рабочего. Удар осуществляют не за счет излишних мускульных усилий, ведущих к быстрому утомлению, а вследствие ускоренного падения молотка.
- — разрубание металла — зубило устанавливается вертикально и рубку ведут плечевым ударом;
- — вырубку заготовок из листового металла осуществляют на плите по линиям разметки контура изготовляемой детали;
- —рубку листового материала, как правило, ведут по уровню губок тисков;
- —рубку по разметочным рискам ведут строго по разметочным рискам. Первый удар наносят при параллельном губкам тисков положении зубила. Дальнейшую рубку выполняют при наклоне зубила на 25—30°;
- — рубка широких плоскостей является трудоемкой и малопроизводительной операцией, применяемой при невозможности прострогать заготовку;
- —рубку цветных сплавов рекомендуется проводить со смачиванием режущей части зубила мыльной водой или протирать промасленной тряпкой, а при рубке алюминия — скипидаром.
Рубкой металла называется процесс механического удаления с детали части металлического покрытия или разделение заготовки на несколько частей при помощи специального инструмента. Такая обработка применяется в тех случаях, когда другие методики воздействия невозможны или нерациональны. Гибка и рубка металла подразумевают проведение механического воздействия без предварительного подогрева заготовок. Это требует больших усилий, так как холодные детали хуже поддаются обработке.
Процесс рубки металла может протекать в ручном либо автоматическом режимах. Первый метод используется в основном на мелкосерийном производстве, где рабочему за смену необходимо обработать небольшое количество деталей и механизация производства будет нерентабельной. Для изготовления крупных партий продукции понадобится специальная гильотина для рубки металла.
Способы рубки металла
Классификацию можно проводить по различным факторам.
По решаемой задаче – распиловка, вырубка, снятие малой части, слоя. Фактически все они повторяют перечисленные выше цели.
По приводящей силе:
- вручную;
- с помощью механизированной машины.
На этом мы более подробно остановимся ниже.
По принудительной фиксации – в зажимах, тисках, а также с закреплением на специальной станине и под прессом.
По направлению движения – по вертикали или по горизонтали.
Перечисленные способы выбираются в зависимости от:
- наличия оборудования;
- толщины металлического изделия;
- требуемого уровня работы – кромки могут получиться гнутыми при исполнении вручную, а при механизированном процессе повышается точность;
- степени производительности – ради одной детальки нет смысла перенастраивать оборудование, но на серийную партию потребуется специальные станки.
Общая информация
Рубка металла это слесарная операция, заключенная в воздействии режущего либо ударного инструмента на металлическую заготовку. Процесс позволяет разделить ее на части, избавиться от лишних слоев материала, а также получить канавки и пазы. Режущим инструментом для рубки металла служит крейцмейсель или зубило, а ударным — молоток. Последний используется всегда при ручной работе, а первые два — в зависимости от желаемого результата.
Зубило предназначено для грубой работы и обрезания заусенцев. Состоит оно из 3 частей:
- рабочей (осуществляет рубку);
- средней (мастер держит зубило за нее);
- ударной (по ней бьют молотком).
Ручная обработка заготовок на производстве — энергозатратный и малопроизводительный процесс. Часто она заменяется на механическую.
Последовательность рубки металла зубилом такова:
- заготовка кладется на плиту или наковальню, а лучше — крепится в тисках;
- зубило ставится на линию разметки (место обрубания) вертикально;
- молотком наносятся легкие удары по контуру;
- далее следует глубокая рубка по проявившемуся контуру;
- заготовка переворачивается;
- удары зубилом производятся с другой стороны до окончания рубки.
Важно оставлять небольшую часть лезвия в прорубленной канавке, чтобы процесс был точным. Теперь — пара слов о проблемах, возникающих по ходу ручной рубки металла
§ 2. Основные правила и приемы рубки металлов.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
При рубке металла необходимо соблюдать ряд основных правил.
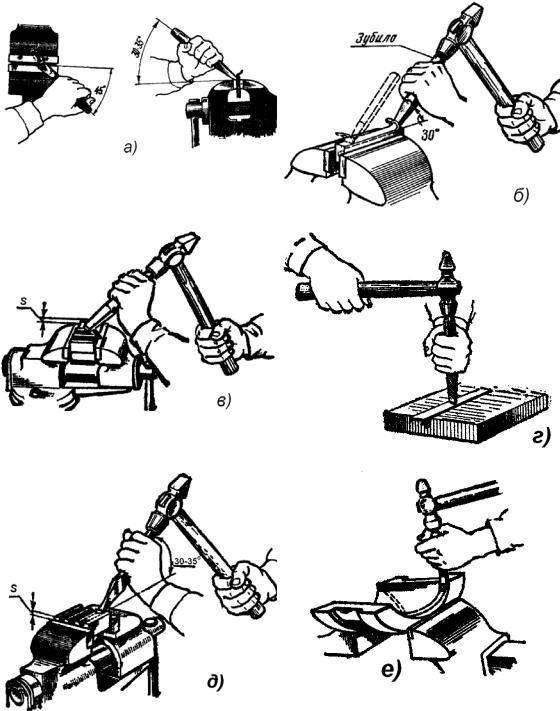
Стоять нужно устойчиво вполоборота к тискам (рис. 34, а, б), ступни должны составлять угол примерно 70°, левая нога слегка выставлена вперед, правая — назад.
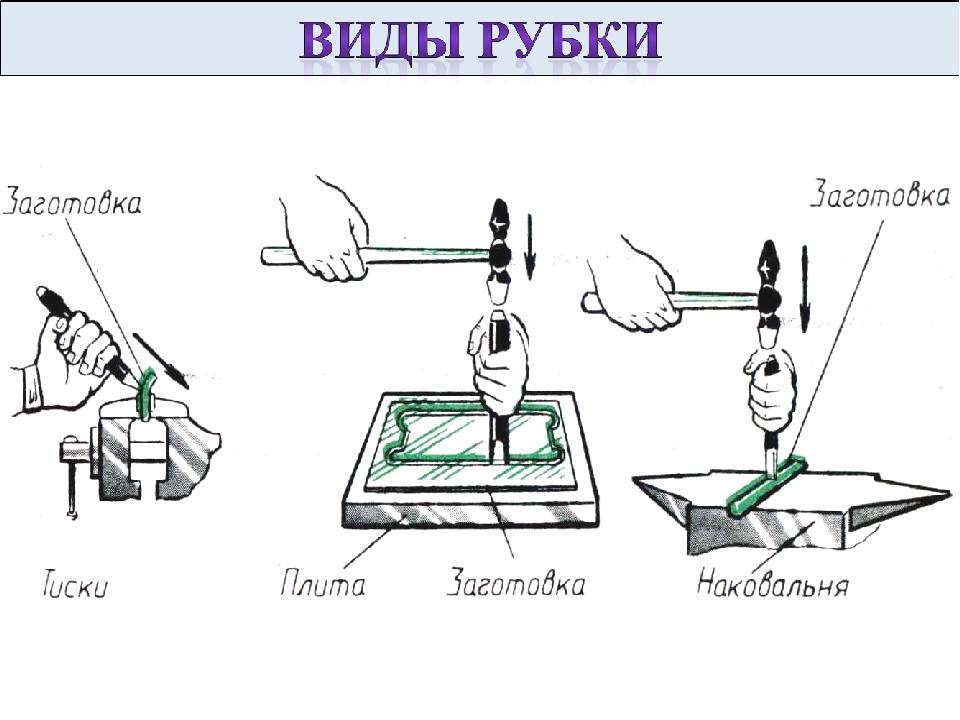

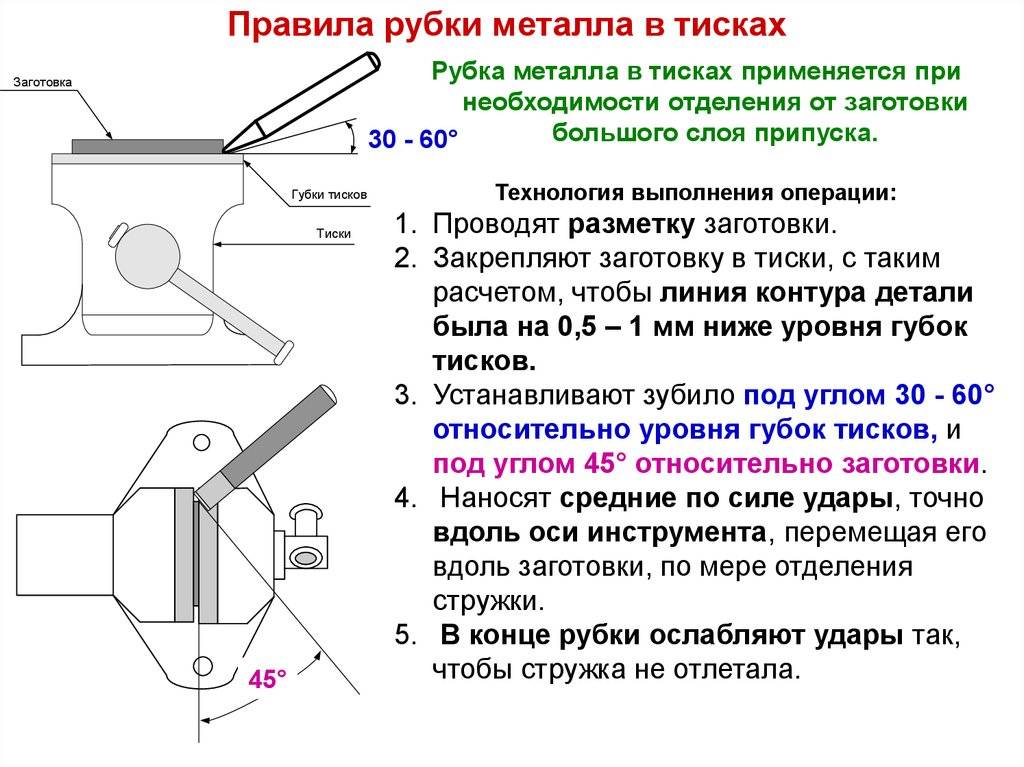
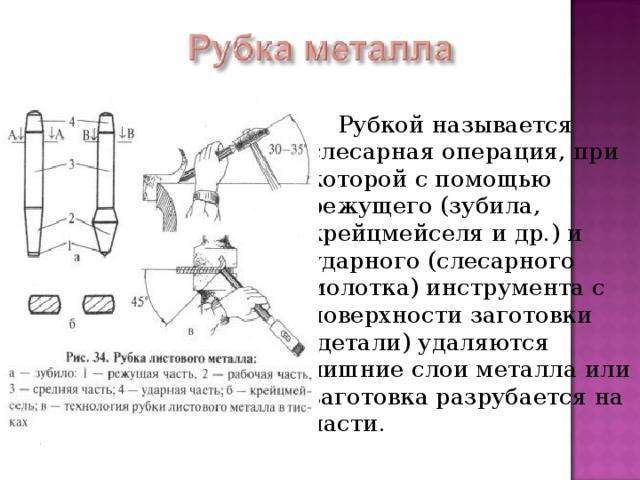
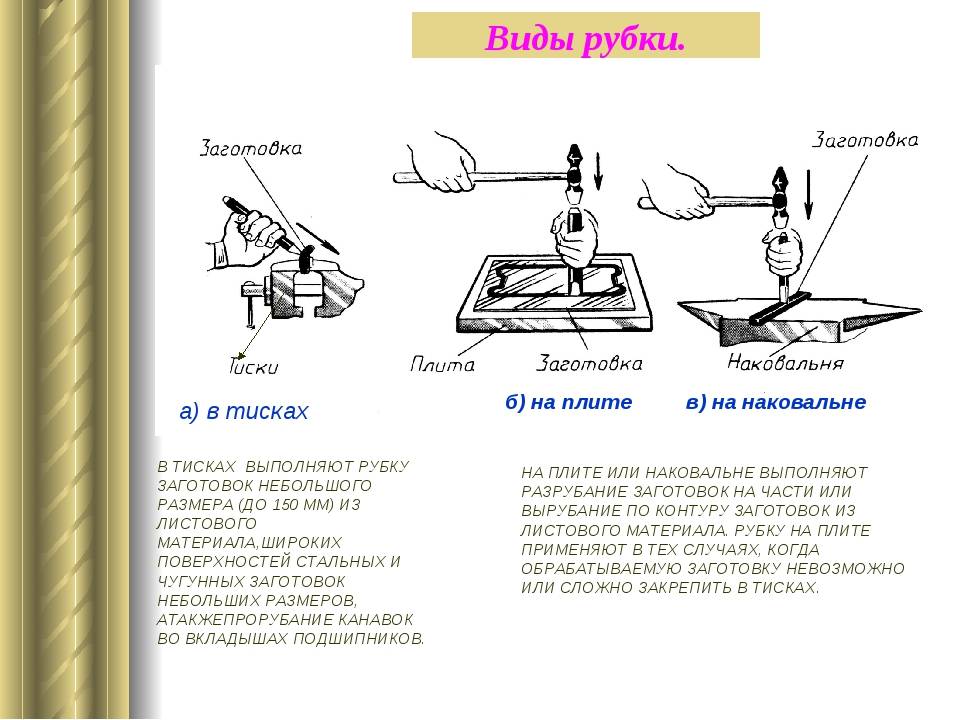
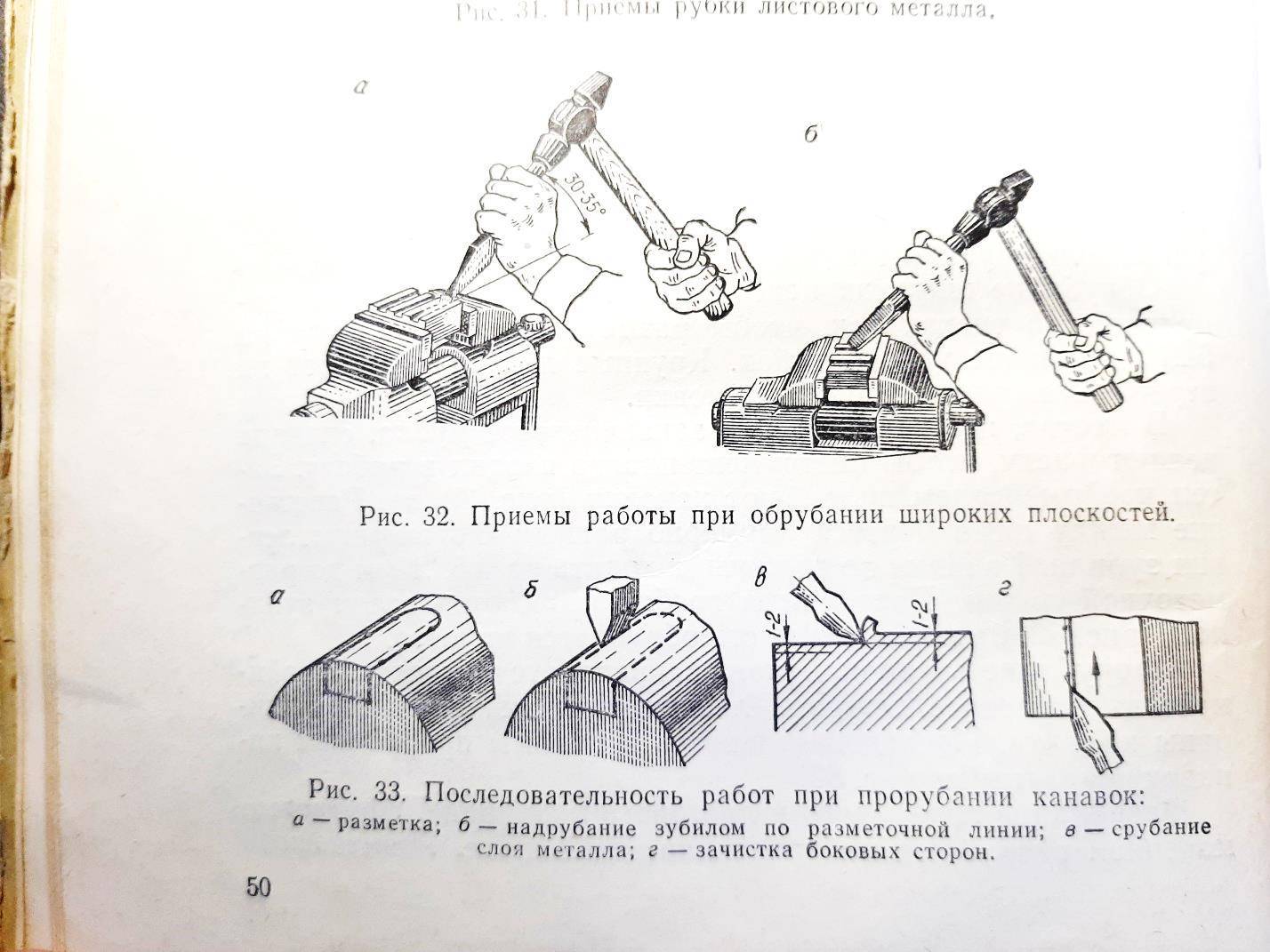
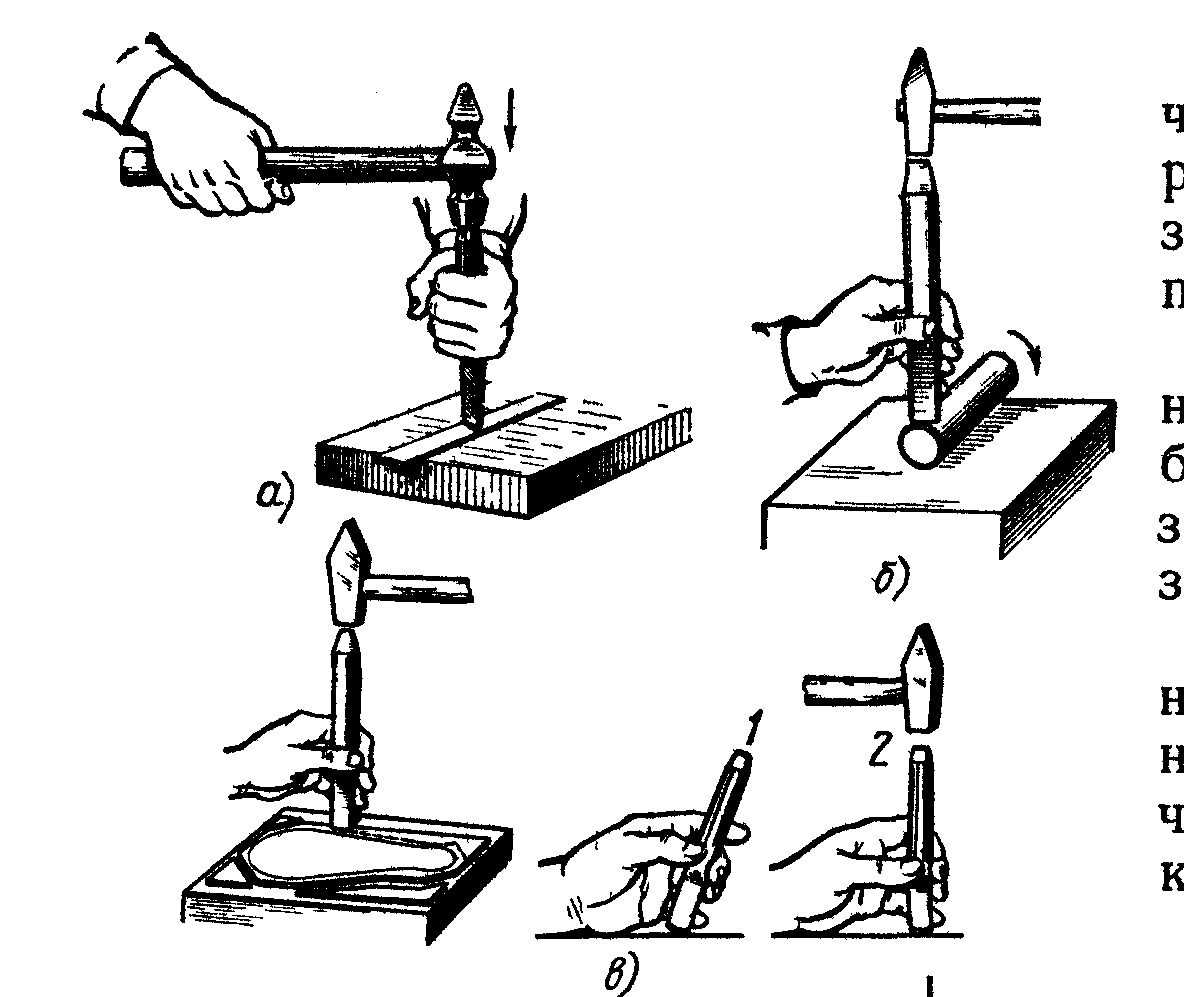
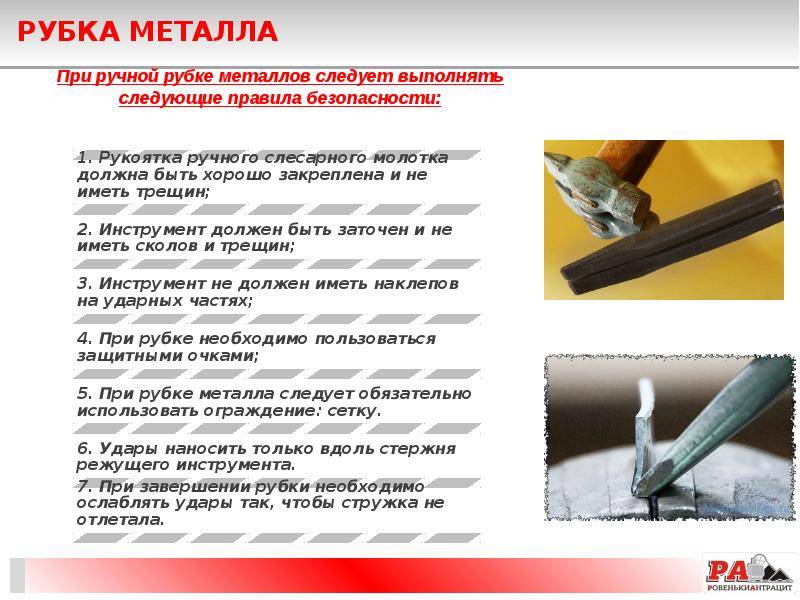

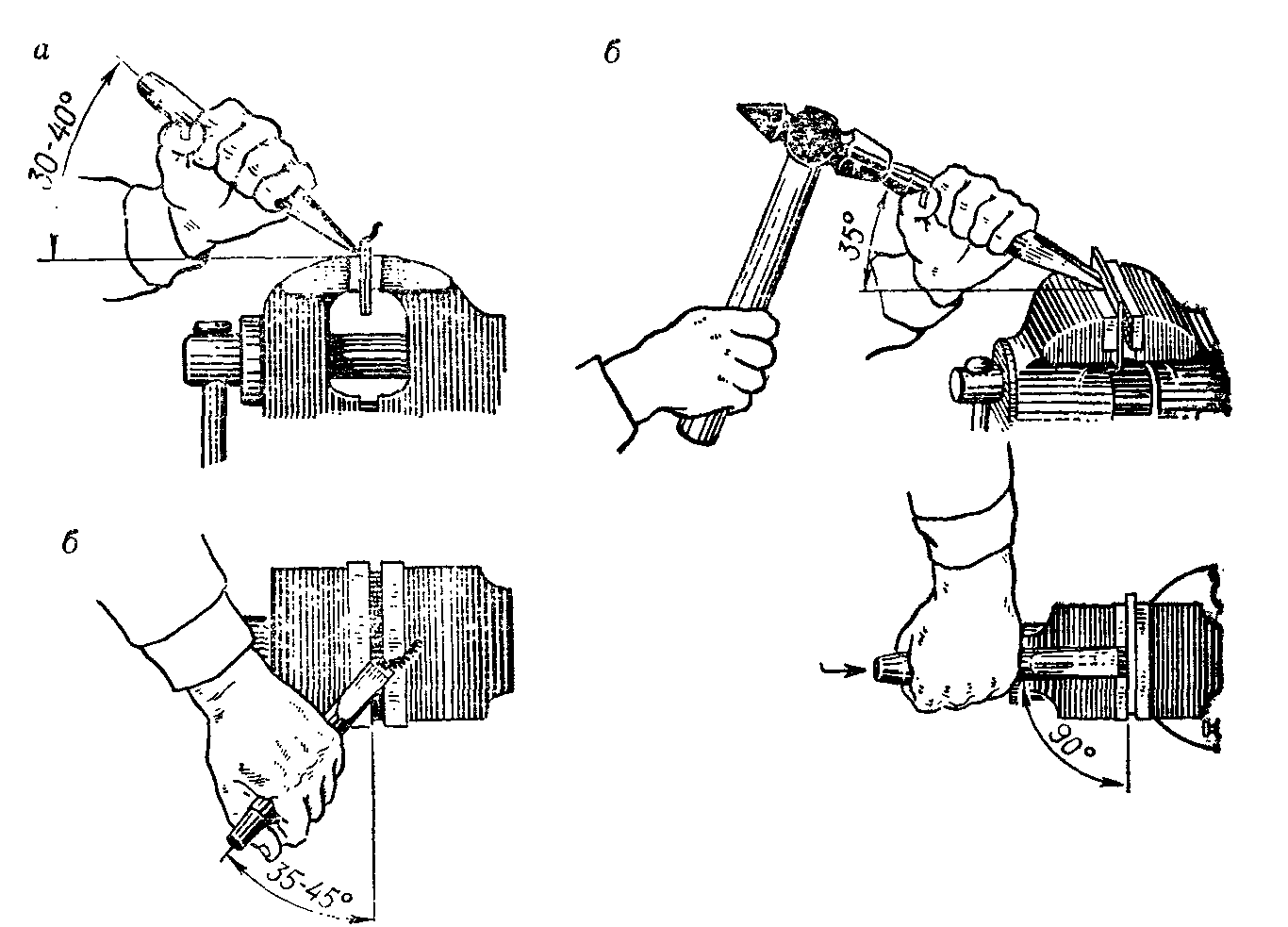
Рис. 34. Положение при работе зубилом:
а — корпуса, б — ног
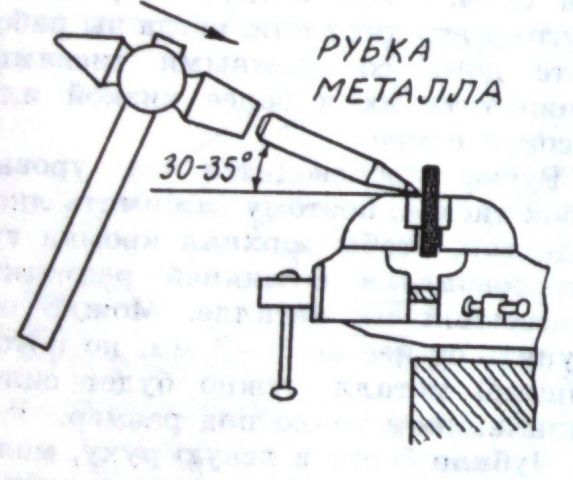
Инструмент держат свободно в левой руке. Наклон инструмента в вертикальной плоскости должен составлять 30-40°, в горизонтальной — по возможности 35-45°.
Молоток держат в правой руке на расстоянии 15- 30 мм от конца рукоятки, рукоятку обхватывают четырьмя пальцами и крепко прижимают к ладони, большой палец накладывают на указательный.
Есть и другой способ рубки, применяющийся реже. Он состоит в том, что начальная хватка та же, а по мере движения молотка вверх три пальца слегка разжимают и при движении вниз снова сжимают, что обеспечивает сильный удар.
При рубке различают три разновидности замахов: кистевой — молоток движется за счет изгиба кисти. Применяют при легкой рубке; локтевой — руку изгибают в локте. Локтевой замах является основным при рубке в тисках; плечевой — удар всей рукой сплеча. Его применяют при разрубании и срубании большого слоя металла.
Сила удара при рубке зависит от массы молотка, длины рукоятки, замаха, меткости удара. Для увеличения меткости ударная часть инструмента несколько занижена, а головка и боек закруглены.
Скорость рубки зависит и от частоты наносимых ударов. Число ударов в минуту должно быть около 40 при тяжелой рубке и около 60 при легкой.
Толщина срубаемой стружки при черновой рубке стали должна составлять 1-2 мм, чугуна — 2-4 мм. Чистовую рубку производят широким острым зубилом при толщине стружки 0,5-1 мм.
Во избежание выкрашивания чугун и бронзу рубят до середины, затем заготовку поворачивают и рубят с другой стороны.
Для получения гладкой и чистой поверхности при рубке мягкой стали зубило обтирают масляными концами или смачивают мыльной водой, а при рубке алюминия — скипидаром.
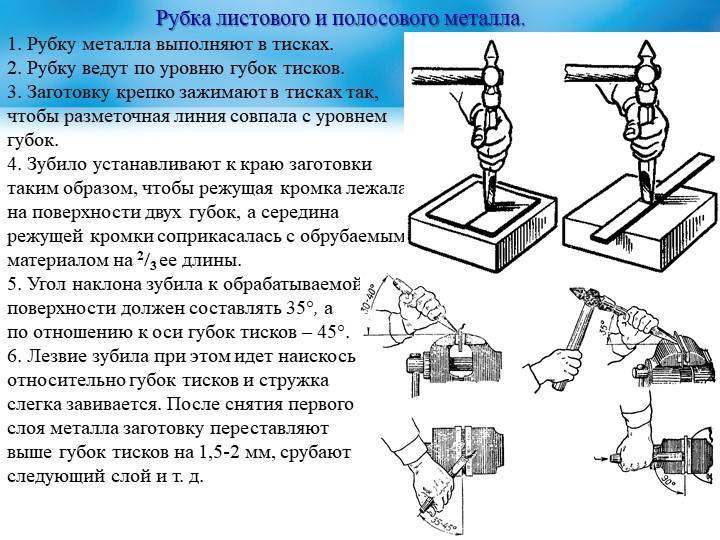
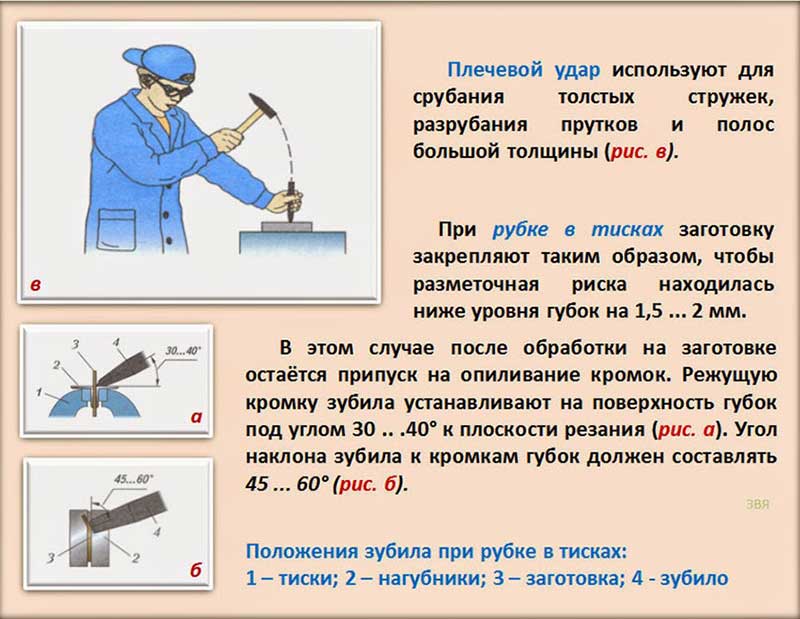
На рис. 35, а, б приведены схемы рубки металла по уровню губок тисков и по разметке. При рубке по уровню губок тисков материал зажимается так, чтобы срубаемый слой был расположен параллельно губкам тисков и несколько выше их. Зубило устанавливают под углом 25-30° и по ударной части наносят удары. После снятия первого слоя заготовку переставляют на второй проход и т.д.
При рубке по разметке на заготовку наносят разметочные риски, а на двух противоположных торцах делают фаски под утлом 45°, облегчающие установку зубила и предупреждающие откалывание края при рубке хрупких материалов. Рубку производят в несколько приемов — первый удар наносят при горизонтальном расположении зубила, а затем при наклонном (25-30°).
Рис. 35. Рубка металла:
а — по уровню губок, б — по разметочным рискам
Рубку широких плоскостей (рис. 36, а, б) осуществляют так. Сначала крейцмейселем прорубают узкие канавки, затем зубилом срубают оставшиеся выступы.
Рис. 36. Рубка широких поверхностей:
а — прорубание канавок крейцмейселем, б — срубание выступов зубилом
Разрубание пруткового материала производят на плите. Перед рубкой на пруток наносят (мелом или другим способом) круговую риску, затем в вертикальном положении зубило устанавливают на риску, и сначала легкими ударами надрубают, а затем сильными ударами разрубают пруток. Толстый полосовой металл разрубается так же, как и прутковый.
Вырубку заготовок из листового материала производят по разметочным рискам. Материал толщиной до 2 мм обычно разрубают с одного удара, более толстые листы рубят в несколько приемов.
Перейти вверх к навигации
Распиловка материала в промышленных масштабах
Рубку в промышленности используют не часто в связи с не самым качественным результатом. Метод гильотины применяют исключительно как промежуточный этап металлообработки. Но это экономически невыгодно – делать два задания вместо одного. Чтобы сразу получать идеальный срез, а также работать с более сложными геометрическими формами, чем линия, заводы оснащены специальными станками. Например, абразивным. Принцип его действия заключается в том, что газ под мощным давлением подает поток воды, смешанный с мельчайшим абразивом. Эта смесь отлично пробивает даже толстый металл, оставляя ровные кромки. Посмотрим видео:
Такое оборудование, а также газовое, плазменное, лазерное в основном оснащается пультом ЧПУ. Заготовка распиливается в соответствии с заранее обусловленным результатом, вычислениями.
Рубка металла
Подробности Категория: Сортовой прокат опиливание металла. инструменты, применяемые при опиливании
Рубка металла
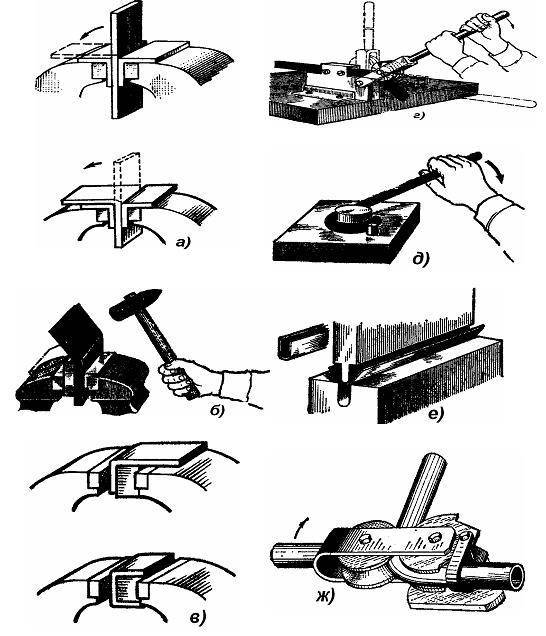
Рубкой разделяют заготовку на части, удаляют лишний металл (припуск), делают в деталях смазочные канавки и др. Осуществляется эта операция с помощью зубила (рис. справа) и молотка.
Режущая часть зубила, как и любого другого режущего инструмента, имеет форму клина.
Угол заострения(заточки) зависит от твердости обрабатываемого металла: чем тверже металл, тем больше должен быть угол заострения. Для обработки стали рекомендуется угол 60°, для цветных металлов — 35° … 40°.
Для прорубания канавок применяется специальное зубило — крейцмейсель (рис. справа).
При рубке используются молотки массой 400 или 500 г.
Перед рубкой заготовку закрепляют в тисках немного левее правого края губок, чтобы оставалось место для установки зубила (рис. слева). Молоток бойком влево кладут на верстак справа от тисков, а зубило — слева, режущей частью на себя. На рабочем месте для рубки должна быть установлена защитная сетка (или экран) для защиты окружающих от осколков металла.
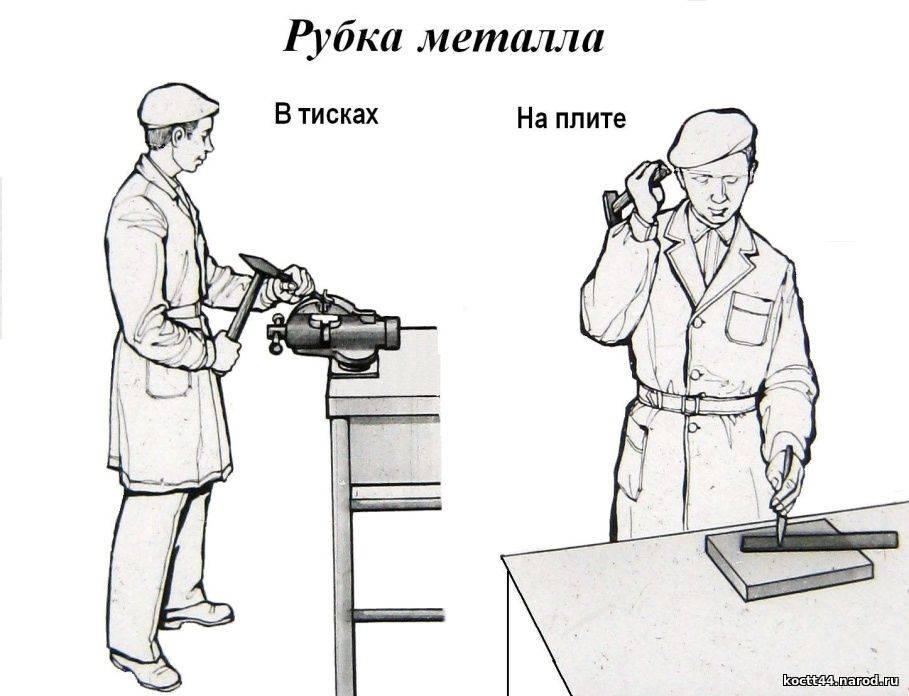
Во время рубки очень важно принять правильную рабочую позу (рис. справа). Стоять следует прямо, корпус тела должен быть развернут по отношению к тискам, правое плечо должно находиться против головки зубила
Левая нога для устойчивости должна быть выдвинута вперед, тело опирается на правую ногу
Стоять следует прямо, корпус тела должен быть развернут по отношению к тискам, правое плечо должно находиться против головки зубила. Левая нога для устойчивости должна быть выдвинута вперед, тело опирается на правую ногу.

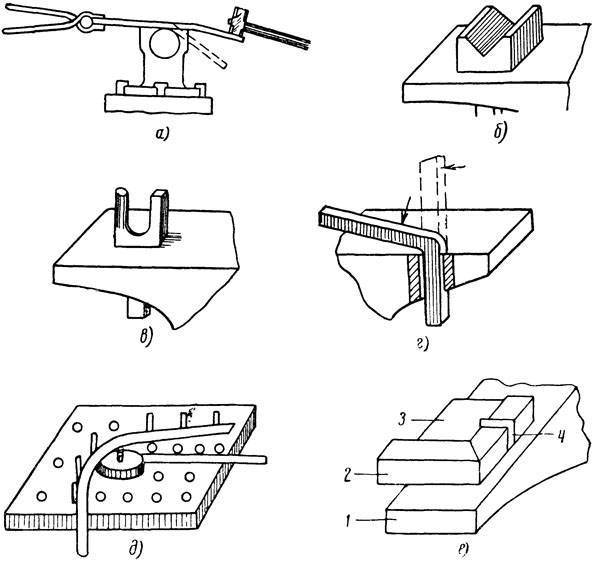


Зубило и молоток держат так, чтобы ударная часть и край рукоятки выступали на 15…30 мм (рис. слева).
Рубку в тисках можно выполнять по разметочным рискам и по уровню губок тисков. В первом случае заготовку устанавливают так, чтобы разметочная риска находилась на 1,5… 2 мм выше губок тисков. Зубило помещают под углом 30… 40° (рис. справа) к обрабатываемой поверхности. После каждого удара возвращают зубило в исходное положение.Во втором случае разметочные риски опускают ниже уровня губок с таким расчетом, чтобы после обработки на поверхности заготовки оставался припуск 1… 1,5 мм.
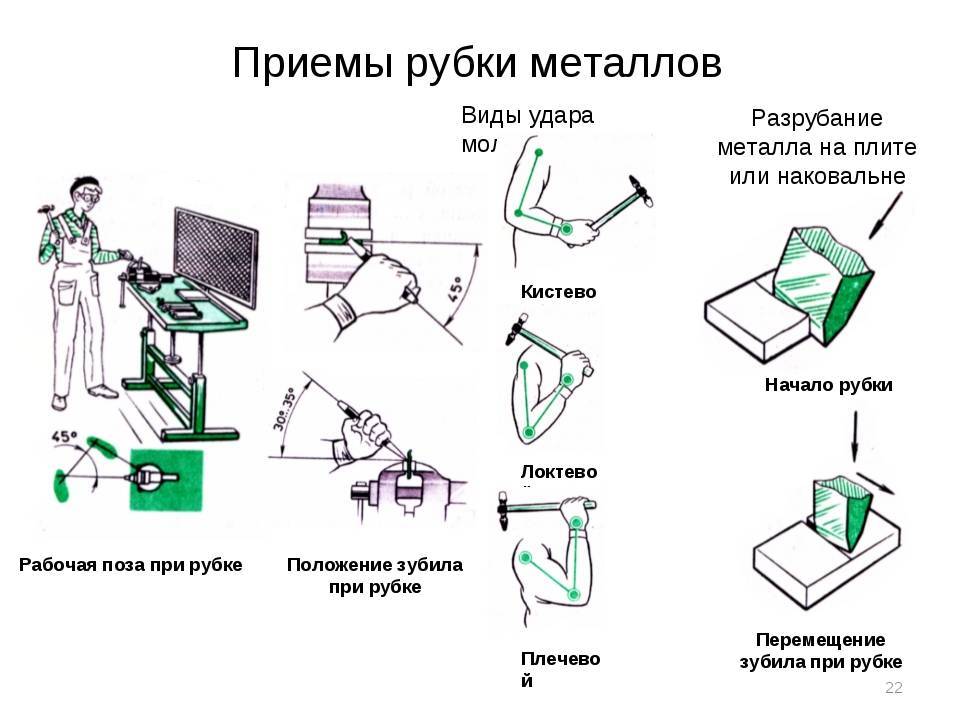
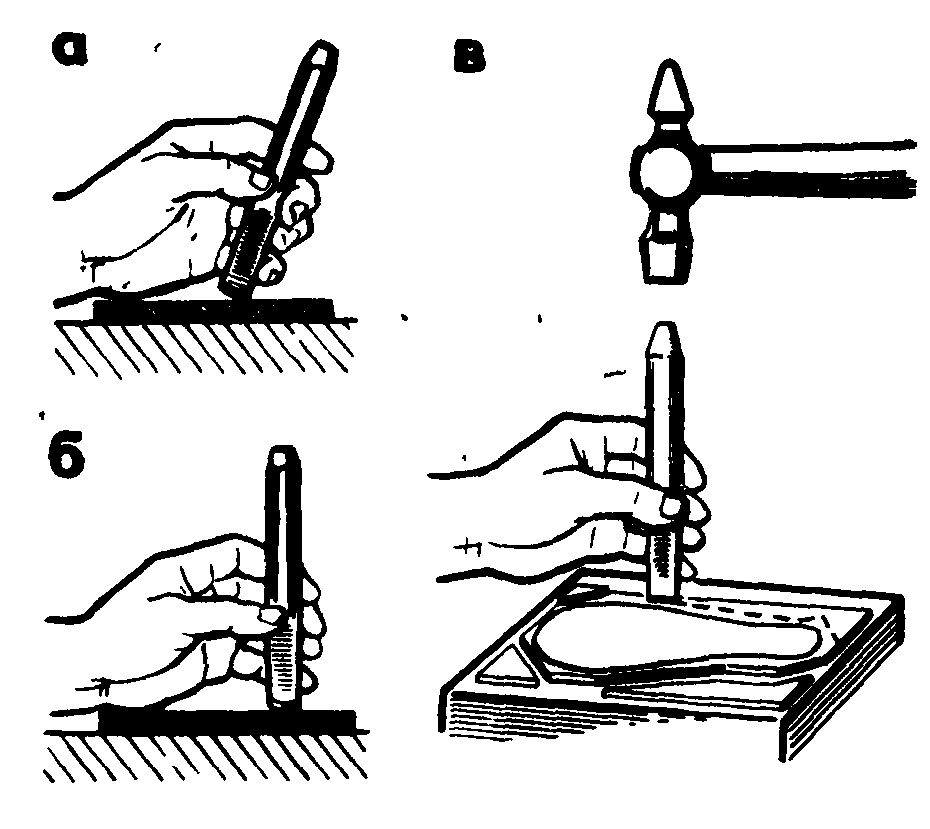
В зависимости от твердости обрабатываемого материала и его толщины молотком наносят по зубилу удары различной силы. Различают кистевой, локтевой и плечевой удары(см рис. ниже).
Кистевым (рис. а) ударом снимают небольшие неровности и тонкие стружки, локтевым (рис. б) — срубают лишний металл и разрубают на части заготовку небольшой толщины. При кистевом ударе молоток перемещается за счет движения кисти руки.При локтевом ударе рука сгибается в локте и удар становится сильнее (рис. б). Локтевым ударом срубают лишний металл и разделяют заготовки на части.Плечевым ударом(рис. в) — срубают толстые стружки, разрубают прутки, полосы большой толщины.
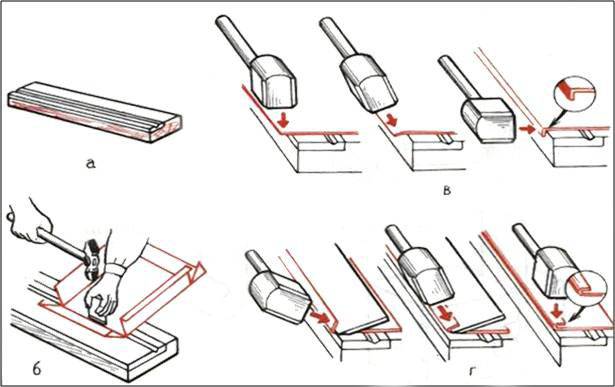
В тех случаях, когда заготовку невозможно закрепить в тисках, ее обрабатывают на плите (рис. слева). Зубило ставят вертикально на разметочную риску и наносят удары.После каждого удара зубило перемещают на половину режущей кромки. Благодаря этому облегчается установка зубила в правильное положение и образуется непрерывный разрез. В заготовке большой толщины разметочную риску наносят с противоположных сторон. Сначала надрубают примерно до половины толщины листа с одной стороны, затем — с другой.
При вырубке заготовки сложной формы режущую кромку ставят на расстоянии 1 … 1,5 мм от разметочной риски и надрубают заготовку легкими ударами вдоль всего контура. После этого рубят по всему контуру более сильными ударами. Затем заготовку переворачивают и заканчивают вырубание по обозначившемуся контуру.
Работать можно только исправным инструментом. Ударная часть зубила и молотка должна быть без трещин и заусениц.Ручка молотка должна быть прочно насажена и не иметь трещин.Не проверяйте качество рубки рукой на ощупь.В конце рубки ослабляйте силу удара.Во избежание травмы на верхний конец зубила следует надевать резиновую шайбу.Рубку можно выполнять только при наличии защитного экрана и защитных очков.Нельзя стоять за спиной работающего.
Ручная рубка — трудоемкая операция. В промышленном производстве ее заменяют другими способами обработки. Там, где без рубки обойтись нельзя, ее выполняют слесари с помощью пневматических или электрических рубильных молотков. Чаще всего вырубку заготовок из листового металла производят на прессах с помощью специальных штампов. Среди высокопроизводительных способов, которые применяются в последнее время, следует отметить кислородный, лазерный и др. Эти установки обслуживают резчики металла.
Разнообразие зубил и крейцмейселей показано на рисунке ниже.
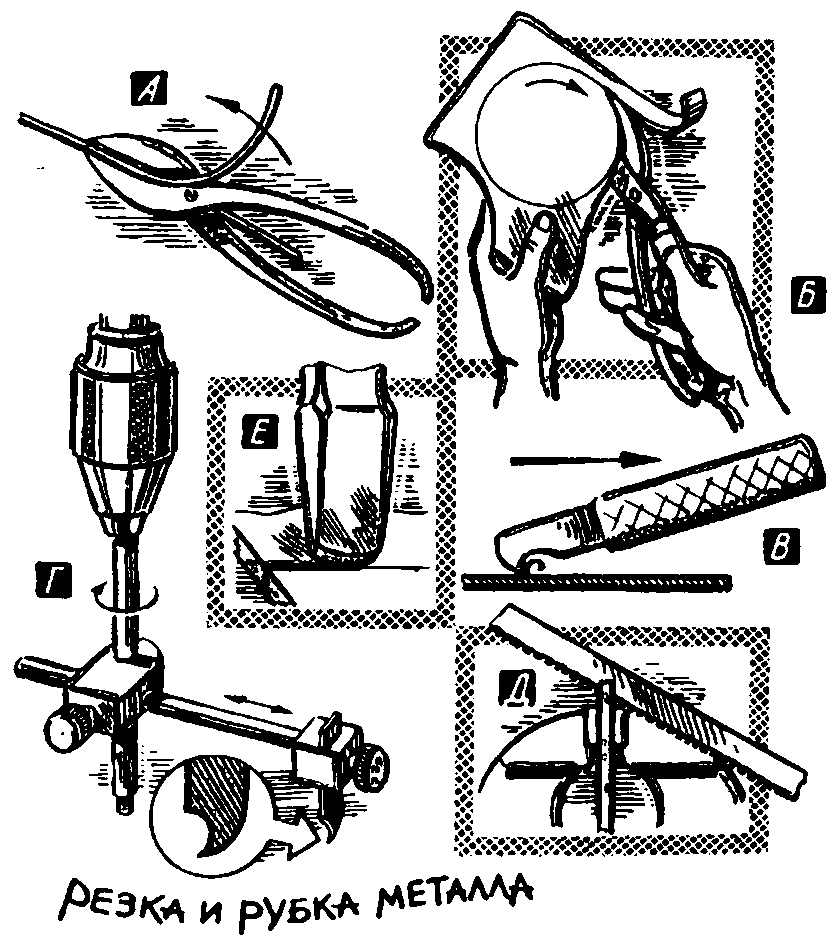
Обработка металла холодным и горячим приемами
Резка металла осуществляется холодным (механическим) и горячим приемами. Первый характеризуется механическим воздействием на обрабатываемое изделие. Значение имеет твердость режущего инструмента. Резка осуществляется инструментом, значительно превосходящим по твердости обрабатываемую деталь. При данном способе применяются инструменты:
- циркулярная пила;
- болгарка;
- гильотина;
- ленточнопильный станок.
- газокислородную;
- лазерную;
- плазменную.
Не всегда холодная металлообработка позволяет добиться необходимой чистоты конечного изделия. Такая проблема возникает при кислородной и воздушно-дуговой резке. Указанные методы применяются только в качестве подготовительных работ.
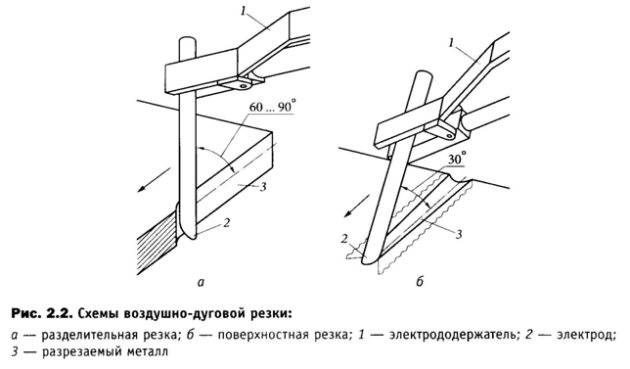
Схемы воздушно-дуговой резки
Крейцмейсель, молотки для рубки металла, фото
Первое приспособление предназначено для проделывания канавок и отверстий. Оно не больше среднего гвоздя, однако с его помощью можно деформировать металлическое изделие в нужной пропорции. На них изредка тоже производят шляпки, но чаще это просто небольшой инструмент из монолитного сплава, который имеет приплюснутую основную часть и ромбовидную, заостренную рабочую зону. Вот как он выглядит:
- зубило – используется для грубых операций;
- крейцмейсель – приспособление для снятия небольших фрагментов поверхности.

О молотках подробно рассказывать нет смысла, так как они ничем не отличаются от нам привычных. Их удельный вес составляем от 400 г до 800 в зависимости от размаха работ. Главное при выборе смотреть на надежность установления металлической части на рукояти, на отсутствие свободного хода.