Станки ротационной вытяжки

Оборудование для получения полой осе-симметричной детали из вращающейся заготовки, деформируемой роликами по вращающейся оправке.
Принцип работы
Ротационная вытяжка производится из заготовки, закрепленной на вращающейся оправке, роликами. При соприкосновении роликов с заготовкой в месте контакта возникает большое удельное давление, под действием которого, металл заготовки пластически течет в зазор между роликом и оправкой, образуя деталь. Внутренняя поверхность детали принимает форму наружной поверхности оправки, а наружный контур детали повторяет траекторию перемещения рабочей кромки ролика.
Готовые изделия
ПосудаДиффузорыКубкиГейзерные кофеваркиГазовые баллоныКофейные туркиСветоотражателиБидоны
Диапазон возможных изготовляемых деталей на раскатном станке огромен: от металлической посуды до осветительных приборов из различных видов металла, таких как медь, серебро, олово, алюминий, сталь, нержавеющая сталь.
Преимущества
Централизованное управлениеНизкий уровень шумаАвтоматическая система смазкиДобавление рабочих устройствВысокая износоустойчивостьВысокая точность операцийБезопасность управленияОткатка детали с двух противоположных сторонОбработка толстых материалов до 10 ммНагрев в месте деформации деталиБыстрая смена инструментаРезцы для подрезки заготовки Низкая стоимость оборудованияИспользование на частных предприятиях и крупных заводах
Оборудование
Станок ротационной вытяжки предоставляет огромный потенциал для производства сложных деталей в форме цилиндра, конуса, параболы, трубы и др, которые изготавливаются за 1 рабочий цикл в большом количестве. Станок проводит тестирование изделий, выполняет обрезку и округление кромки, а также сжатие и прессование продукции. Станок оснащен системой ЧПУ, обеспечивающим максимальную точность как внешних, так и внутренних размеров детали.
Станок обладает прецизионными инструментами, безукоризненной работой сенсорики и измерительной техникой автоматов для изготовления высококачественной продукции сложных форм.
Характеристики
| Макс. диаметр заготовки | 600 мм |
| Расстояние между центрами | 800 мм |
| Размер шпинделя DIN 55027 | Размер 6HD |
| Мощность двигателя главного шпинделя (сервопривод шпинделя) | 15 кВт |
| Скорость вращения двигателя (серво контроль скорости шпинделя) | 2000 об/мин |
| Перемещение по оси X | ø600 |
| Перемещение по оси Z | 600 мм |
| Перемещение задней бабки | 300+500 мм |
| Ход выталкивателя | 200 мм |
| Перемещение удерживающей пластины | 300 мм |
| Положение револьверной головки | 4+4 |
| Толщина листа (алюминий) | 0.6–6.0 мм |
| Толщина листа (медь) | 0.6–5.0 мм |
| Толщина листа (нелегированная сталь) | 0.6–3.0 мм |
| Толщина листа (нержавеющая сталь) | 0.6–2.5 мм |
| Масса | 6500 кг |
| Габариты Д*Ш*В | 4300×2200×2000 |
Стандартная комплектация
- Наклонный корпус станка, прочный чугун, FC-30;
- Усиленная роликовая направляющая (HIWIN, Тайвань);
- Усиленный шариковый винт с ходовой гайкой из двух полугаек (HIWIN, Тайвань);
- Программируемая задняя бабка с гидравлическим управлением;
- Встроенная система контроля смазки;
- Центрирующее устройство;
- Воздушное кондиционирование блока управления;
- Защитный кожух, обеспечивающий полное закрытие;
- Две по четыре позиции давильных инструментов;
- Стандартные давильные инструменты (один набор с держателем ролика и роликами);
- Стандартный ящик для инструментов;
- Ударопрочная железная подушка;
- Компьютерная числовая система управления (SIEMENS828DSL):
- Серво контроль по нескольким осям;
- Разработка второго уровня компанией ProsperCNC функций выдавливания;
- Частотное регулирование скорости, функция постоянной скорости;
- Карта рабочего процесса на мониторе;
- Простой, удобный процесс программирования;
- Функция винтовой интерполяции;
- Функции обработки форм и оправок.
Ротационная вытяжка или «давленка» своими руками
Профи Давильно-раскатные станки, Клуб «ПРОФИ» →
15.12.2012 stangroup
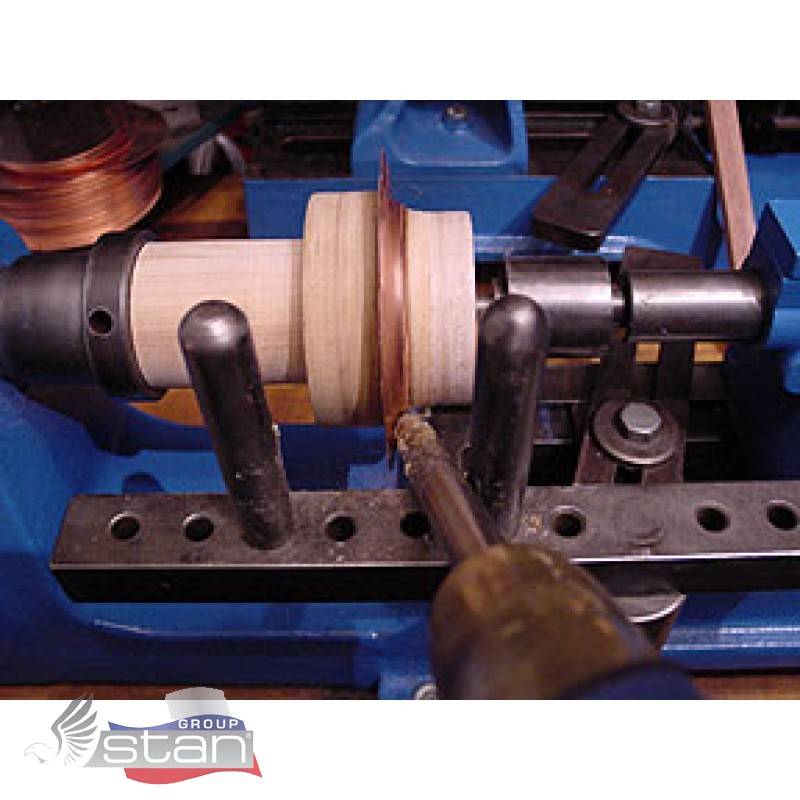
Инструмент для работы на давильно-раскатном станке или для ротационной вытяжки цветных металлов на любом токарном станке выглядит следующим образом:
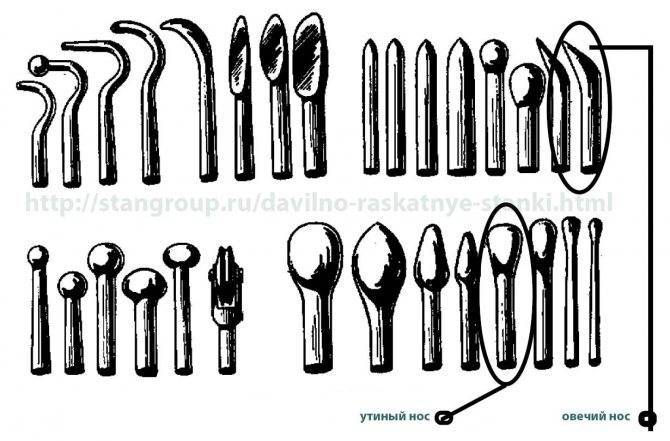
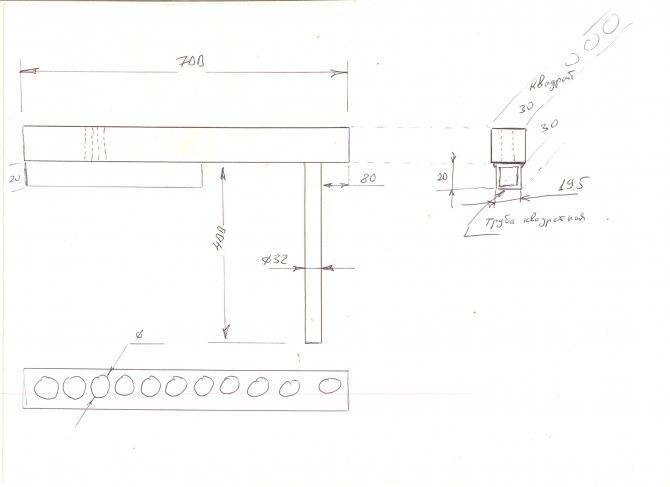
Наиболее активно в работе применяются утиный нос или овечий нос, хотя во многом это зависит от того какое изделие выкатывается. А самый простой инструмент в изготовлении для начала своих подвигов в давильном мастерстве выглядит следующим образом:

Его можно изготовить из кругляка инструментальной стали 16..30мм, в зависимости от того на каком станке Вы будете работать и каких габаритов будет Ваше изделие. На заточном станке или болгаркой придать необходимую форму наконечника, отшлифовать, закалить и отполировать до зеркальной поверхности. Все изъяны и недоработки после шлифовки и полировки инструмента будут переданы и приумножены на заготовке в работе! Не закаленный инструмент будет быстро приобретать повреждения поверхности — царапины и портить поверхность заготовки. При работе с таким инструментом по понятным причинам необходимо использовать смазки. Можно применять смазку для штампов, воск, мыло (для алюминия) и т.д. Главная задача обеспечить скольжение, максимально долгое прибывание смазки на заготовке в процессе работы и легкость ее очистки после окончания работы.
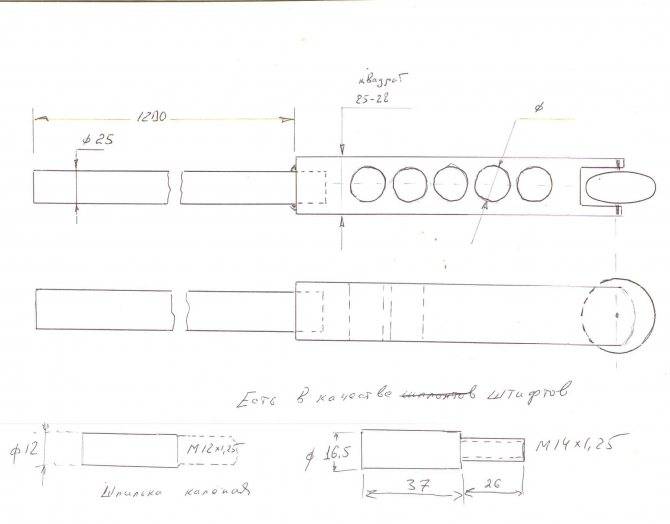
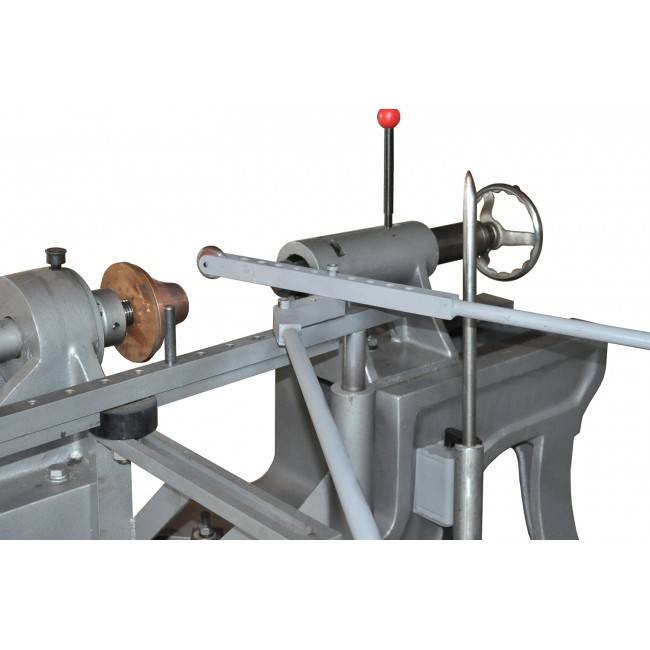
Следующим шагом в освоении «давленки» своими руками может быть прямой ручной инструмент с роликовыми насадками:

Он необходим для прокатки острых углов (с помощью роликов треугольной формы), закатки кромки и отбортовки (с помощью роликов с канавкой на поверхности), кроме того его можно применять для работы не только с цветными металлами, но и более твердыми ч/м (по способности к вытяжке холоднокатаный прокат толщиной до 2 мм групп прочности К260В, К270В, К310В, К330В, К350В — глубокой — Г, DX53D — Сталь формуемая коррозийно-стойкая. Качество для глубокой вытяжки, DX54D — Сталь формуемая коррозийно-стойкая. Качество для особо глубокой вытяжки, DX56D — Сталь формуемая коррозийно-стойкая — Качество для чрезвычайно глубокой вытяжки и т.д.), нерж. (304) и т.д… (крайний левый инструмент на фото оснащен твердосплавной напайкой и служит для подрезки кромки).
Инструмент для работы с черным металлом должен быть более мощным. Давить руками сталь толщиной от 1мм без рычага довольно трудоемкое занятие не говоря уже о работе с металлом толщиной 2 или 3 мм и тем более с нержавеющей сталью. Так же давильный инструмент для работы с ч/м должен быть роликовым, т.к. твердость заготовки становится близкой к твердости инструмента, а прилагаемые при раскатке усилия существенно возрастают и как результат при попытке раскатать простым инструментом он греется, повреждается и повреждает заготовку. Помимо собственно рычага применяемого для усиления давления оператора на деталь такой инструмент позволяет не заботиться об удержании в вертикальном положении раскатного ролика, снижает биение, а возросший вес инструмента ложится на опорную стойку.
Для примера приведу чертеж и фотографии готового рычажного инструмента для давильно-раскатных. Под свои задачи и на свое усмотрение можно его доработать и оптимизировать:
Опорная стойка:
Давильный рычаг с роликом + «пальцы»
Поворотный рычаг:
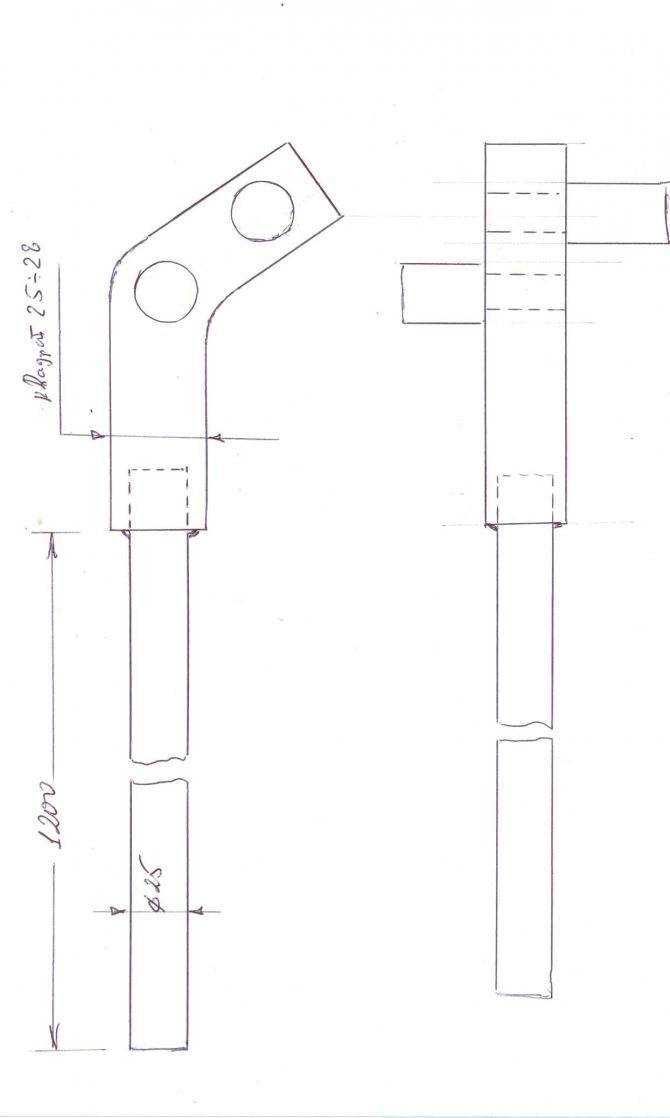
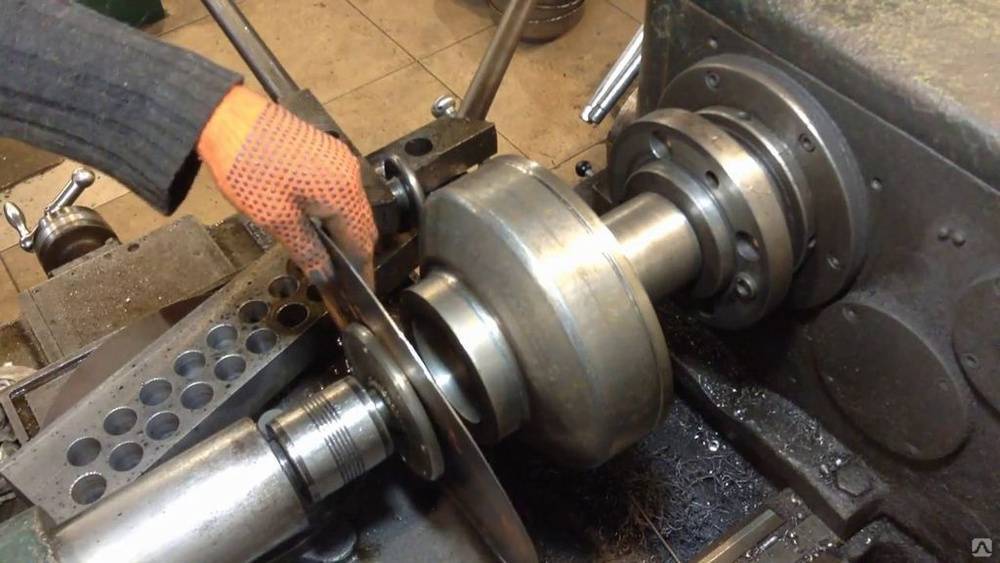
Фото готового инструмента:

Для облегчения работы этот инструмент хорошо применять и для работы с цветными металлами. К недостаткам инструмента с рычагом я бы отнес меньшую чувствительность, поэтому при работе с ювелирными изделиями из серебра лучше использовать прямой инструмент.
Различные модели давильно-раскатных станков можно посмотреть здесь.
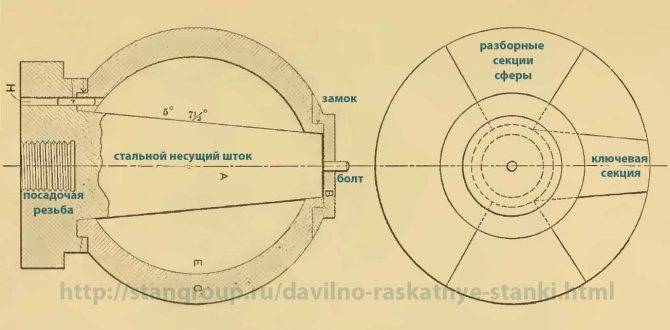
Так же смотрите статью о составных оправках для изготовления ротационной вытяжкой «закрытых» форм
К началу статьи…
Теги: давильно-раскатные станки давленка инструменты ротационной вытяжки ротационная вытяжка
22532
+2
Штамповка нержавеющей стали
Процесс обработки заготовок из нержавеющей стали при помощи штампования подразделяют на два вида:
- Холодная штамповка. С ее помощью изготавливают детали из вязких и пластичных материалов. Это сплавы с повышенным процентным содержанием никеля. К ним относятся аустенитные виды нержавеющей стали. Для обработки холодным способом используют листы, ленты, полосы, толщина которых составляет меньше 6 мм.
- Горячая штамповка. Этот процесс предполагает обработку металла при нагреве, что приводит к увеличению его пластичности. В этом случае толщина и масса заготовок не имеют значения. При этом материал должен обладать повышенной прокаливаемостью, быть не восприимчивым к местному нагреву.
Ротационная вытяжка металла
Ротационная вытяжка — широко распространенный способ обработки металлов, он применяется для изготовления тонкостенных полых деталей в форме тел вращения. Ротационная вытяжка металла
Осуществляется путем приложения давления к вращающейся листовой или полой заготовке, приобретающей в результате форму оправки.
Поступенчатое формование
Листовая заготовка в форме круга закрепляется между оправкой и суппортом. Оправка должна совпадать с внутренней конфигурацией изделия. Привод начинает вращать болванку, а управляемое формовочное давление осуществляется специальным пассивным роликом, приводимым в движение вращением заготовки. Давление осуществляется как в продольной, так и радиальной плоскостях. Ролик прижимает металл к оправке и двигается по сложной кривой то к краю болванки, то назад.









Прижим осуществляется за несколько проходов, ступенчато. В конце обработки проводится серия сглаживающих движений ролика с пониженным прижимом для получения высококачественной поверхности.
Проецирование — формование за один проход
Вытяжка осуществляется за один проход. Ролик перемещается параллельно оправке, в зависимости от угла его установки осуществляется большее или меньшее утонение стенки болванки, материал ее смещается под воздействием ролика в осевом направлении.
Проецирование — формование за один проход
Способ отличается экономичностью и точностью соблюдения размеров, а также высоким классом получаемой поверхности..
Закатка с оправкой или без нее
В этом случае осуществляется уменьшение внешнего диаметра заготовки с одновременным утолщением ее стенки за счет перераспределения материала. Закатка осуществляется по направлению к центру, в несколько проходов.
Закатка с оправкой или без нее
Как вариант применяется формование детали отдельными сегментами оправки посредством ролика со смещенным центром. Резка, дополнительное профилирование или отбортовку проводят в качестве завершающих операций.
Комбинированный
Для деталей сложной конфигурации поступенчатое формование, закатки, профилирования и резки применяются совместно в различных сочетаниях.
В качестве заготовки, как правило, используются листовая пластина в форме круга. Кроме того, для некоторых деталей используют и другие плоские фигуры — овал или эллипс, а также сложные криволинейные замкнутые контуры. Применяют и заготовки — отрезки труб, чаще всего круглых.
Подготовительные операции для уникальных деталей и небольших серий выполняются на кругорезах. В случае больших серий раскрой эффективнее выполнять на станках гидравлической резки, ввиду того, что лазерный или плазменный раскрой связан с воздействием высокой температуры в зоне разреза. Это может ухудшить пластичность материала.
Вытяжка нержавеющей стали
Кроме штамповки, лазерной резки, других способов обработки повышенным спросом пользуется у потребителей вытяжка нержавеющей стали, суть которой состоит в превращении плоской заготовки в деталь полостной формы. Различают два вида вытяжки.
- Ротационная. Используется для производства изделий в виде полых тел вращения: конусов, колец, колпаков, посуды, космических и авиационных приборов, деталей для автомобилей, спутниковых антенн. Этот метод отличается от аналогичных способов своей экономичностью. Кроме того, он способствует упрочнению поверхности деталей, позволяет избежать концентрации поверхностных и внутренних слоев металла, не приводит к возникновению микротрещин. Для проведения ротационной вытяжки используют токарно-давильные станки. Она позволяет в сжатые сроки видоизменять технологические процессы и перенастраивать оборудование для выпуска новых видов продукции.
- Глубокая. В основе метода лежит свойство пластической деформации, которое сопровождается утончением стенок заготовки и смещением материала по высоте детали. В отличие от ротационной вытяжки технология данного способа не использует «торможения», материал детали свободно перемещается в инструментах. Для обработки методом глубокой вытяжки применяются специальные прессы. Данный способ используется для заготовок из нержавеющей стали с минимальным значением упрочнения. Полые детали, изготавливаемые этим способом находят применение в космической, авиационной, автомобильной промышленности, в быту, при проведении научных исследований: это стаканы, колбы, баки, корпуса, бытовая и лабораторная посуда.
Процессы производства деталей исследуемого типа
При производстве сложнопрофильных осесимметричных изделий из листового материала возможно применение следующих формообразующих операций: штамповка жестким инструментом на гидропрессе, гибка, в сочетании со сваркой и калибровкой, штамповка на прессе эластичным инструментом, гидроформовка и ротационная вытяжка (рисунок 2). Рассмотрим целесообразность применения вышеуказанных операций при производстве сложнопрофильных осесимметричных деталей из жаропрочных и коррозионно-стойких сплавов.
Несмотря на сравнительно маленькую трудоемкость штамповки на гидропрессе, в связи с необходимостью проведения данной операции в инструментом на прессе профилирование инструментом на прессе несколько переходов, стоимость оснастки вносит значительный вклад в Гибка в сочетании со сваркой и калибровкой обеспечивает достаточную многономенклатурность производимых деталей, однако наличие сварных швов значительно снижает механические характеристики получаемых изделий. Штамповка эластичным инструментом может исключить все недостатки вышеуказанных технологий, однако ограничения по прочностным характеристикам деформируемого металла сводят на нет все преимущества процесса при штамповке жаропрочных и коррозионно-стойких сплавов. Штамповка жидкостью (гидроформовка), не смотря на возможность получать сложнопрофильные изделия за один переход, имеет два главных недостатка -значительное утонение материала в куполообразной части детали или у дна и возможность нарушения осевой симметрии изделия в связи с неравномерностью трения по прижиму и отсутствием трения между заготовкой и жидким пуансоном .
Ротационная вытяжка на специализированном оборудовании исключает либо значительно уменьшает все недостатки вышеуказанных способов, позволяя производить высокоточные детали из жаропрочных и коррозионно-стойких сплавов различных типоразмеров и форм, обладающих высокими механическими характеристиками .
Ротационная вытяжка является одним из древнейших способов обработки тонколистового материала. Первые станки для ротационной вытяжки широко применялись ещё в древнем Египте. Они использовались для производства деталей из мягких металлов и сплавов, таких как кувшины, стаканы и др. .
Со временем процесс стал вытесняться более высокопроизводительными технологиями – холодная штамповка вытяжка, сварка из листа и т.д.
Вновь вспомнили про ротационную вытяжку лишь в 30-х годах прошлого века, когда стали появляться первые станки с электрическим приводом вращения детали и ручным перемещением ролика. Позже они сменились станками с гидрокопирами, а затем, в 70-х годах станками с ЧПУ (CNC) и системой «Playback» (PNC) .
В настоящее время основными производителями станков для ротационной вытяжки в мире являются фирмы Leifeld и Denn. Их оборудование, имеющее жесткую систему крепления и перемещения роликов позволяет получать детали с точностью до Ла=0.63-0.32 не требующие дополнительной чистовой обработки.
Рассмотрим различные схемы процесса ротационной вытяжки, выделив три основные схемы процессов формообразования,
К первой схеме отнесехМ процесс «укладки» заготовки на оправку за один проход, так называемую вытяжку проецированием – формовку сдвигом (shear forming). В ходе процесса изменение толщины стенки заготовки происходит по закону синуса, т.е. толщина стенки заготовки пропорциональна синусу угла наклона образующей оболочки к оси детали. S=S0xsma (1.1)
Принципиальная схема процесса формовки «проецированием» для случая изготовления конических деталей приведена на рисунке Рисунок 3 – Схема формовки «проецированием» из плоской заготовки.
Таким образом, при выборе размеров исходной заготовки необходимо учитывать утонение её стенок при формовке.
При формовке «проецированием» деталей с криволинейной образующей необходимо проектировать технологию с учетом изменения угла наклона касательной к элементу заготовки, что обуславливает необходимость применения заготовок различных форм .
На рисунке 4 представлены варианты выбора заготовок, обеспечивающие получение оболочек с равномерной толщиной стенок. Это предварительная формовка заготовки (а) и применение заготовок с переменной толщиной (б).
Что такое ротационная вытяжка
» Ротационная вытяжка
Ротационную вытяжка – это процесс пластического формообразования оболочечной детали из металлической заготовки.
Вращающиеся оправки совместно с роликами из плоской или полой вращающейся заготовки формируют осесимметричную или не осесимметричную деталь. Деталь получает такую же форму, как и вращающаяся оправка.
Существует несколько видов ротационной вытяжки, а именно:
– многопроходная; – однопроходная; – раскатка; – закатка;
– профилирование и др.
Благодаря технологии ротационной вытяжки удается получать сложные детали различных форм, например, конических, сферических, оживальной и др. Для их изготовления не требуется большого количества технологической оснастки.
Также технология ротационной вытяжки позволяет:
1. Изготавливать осесимметричные детали как с постоянным, так и с переменным сечением стенок. Деталь в процессе производства подвергается специальной обработке, направленной на улучшение механических свойств материала, из которого она изготавливается. 2. Изготавливать сложные детали, которые другим способом изготовить не представляется возможным. 3. Изготавливать не осесимметричные детали. 4. Получать детали с минимальной шероховатостью поверхности и высокой точностью. 5. Осуществлять в одном процессе доделочные операции, такие как рифление, обрезка, накатка и другие. 6. При помощи ротационной вытяжки есть возможность обрабатывать кованые, литые или сварные заготовки. 7. Детали любой степени сложности можно обрабатывать в автоматическом режиме.








8. Исключить ручной труд в процессе доработки полученной детали.
Основные преимущества технологии РВ.
Традиционные технологии обработки металлов такие как ковка, литье или штамповка лишены тех преимуществ, которыми обладает РВ. В процессе обработки деталей с использованием технологии РВ можно получить значительную экономию времени и средств. К преимуществам технологии РВ обычно относят:
1. Автоматизированные станки РВ имеют высокую производительность, особенно это касается операции формообразования конусов. 2. Деталь полностью повторяет профиль и почти не требует дополнительной обработки. 3. Даже изготовление малых или опытных серий деталей доказывает максимальную экономическую эффективность технологии РВ. 4. Технология РВ позволяет существенно сократить производственный цикл. 5. Технология РВ позволяет существенно ускорить процесс изготовления любых партий деталей самой сложной формы, такие традиционные методы обработки металлов, как ковка или литье, проигрывают по многим показателям. 6. При изготовлении деталей существенно сокращается расход материала. 7. Технология позволяет изготавливать детали из заготовок с толщиной близкой к толщине стенок детали. 8. Приспособления и инструмент имеют низкую себестоимость, обладают повышенной прочностью и небольшой массой. Оснастка и инструменты, применяемые при изготовлении деталей по технологии РВ более экономически эффективные в сравнении с инструментами и оснасткой, используемой при традиционной обработке металла. Нет необходимости производства штампов и литьевых моделей, которые, как правило, требуют использования дорогостоящих материалов и ручного труда. 9. Детали после изготовления по технологии РВ обладают повышенной прочностью и однородной структурой. Благодаря этому удается существенно увеличить ресурс работы не только детали, но и сборочной единицы в целом. 11. Оборудование можно быстро переналадить для изготовления другой детали. 12. Одно рабочее место позволяет производить несколько операций, благодаря этому существенно сокращается полный цикл обработки. 13. Нет необходимости использовать большое количество оборудования и специальной оснастки для каждого технологического перехода.
14. Достаточно невысокая стоимость подготовительного цикла для изготовления детали. Если производство опытное или мелкосерийное, то экономическая эффективность его является максимальной.
Какие детали можно получить, используя технологию РВ
Такая технология позволяет получить детали различных геометрических размеров. Толщина стенок может быть в пределах от десятых долей мм, до 75 мм (алюминий). Диаметр детали может быть до семи метров. Если использовать специальные режимы нагрева, то толщину стенок можно увеличить. Точность детали может соответствовать 5-6 квалитету.
Сколько стоит инструмент и оснастка для производства деталей по технологии ротационной вытяжки
Ротационная обработка отличается невысокой стоимостью инструментов и оснастки для изготовления деталей, она в несколько раз меньше стоимости деталей и оснастки, которую используют при традиционной обработке металла.
Возможные дефекты в процессе вытягивания металла
Автоматизированная технология ротационной вытяжки позволяет получать точные асимметричные полые детали. Благодаря давлению роликового элемента на заготовку, металл быстро принимает нужную форму. При мелкосерийном производстве используют ручные токарные станки. В сфере промышленности — устанавливают специальное давильно-раскатное оборудование.
Однако применение токарных станков имеет ряд недостатков, к которым относят необходимость постоянной смены заготовок. При ручном производстве получается невысокая скорость работы и низкая производительность. А также при постоянном нагреве металла нередко требуется его дополнительный обжиг для увеличения показателей прочности.
К другим недочетам и возможным дефектам ротационной вытяжки относят:
- Наплыв металла перед зоной деформации (соприкосновение ролика и металла). Происходит при неправильном назначении режима подачи инструмента. Для устранения дефекта уменьшают рабочий угол ролика и скорость подачи металла.
- Получение детали с увеличенным диаметром. Устраняется недочет при помощи увеличения рабочего угла и скорости подачи.
- Появление спиральных волн на поверхности заготовки. Наличие такого дефекта ухудшает качество заготовки. Появляется недочет в результате превышения предельного значения частоты вращения, в результате инструмент «перескакивает» участки заготовки. Устраняется дефект корректировкой режима работы оборудования.
Чтобы не получалось дефектов и недочетов в процессе вытяжки деталей, за станком должен работать только профессионал.
Почему ротационную вытяжку применяют в ювелирном деле
Технология вытяжки металла подходит для разных областей промышленности, в том числе для ювелирных мастерских. Нередко мастера используют ручные токарные станки и специальное оборудование в виде удлиненной лопатки с внутренней пустотой (полостью), чтобы создать неповторимые объемные изделия.
Благодаря такой обработке удается сократить расход драгоценного металла, а также увеличить скорость создания уникальных украшений. Нередко ювелиры после получения заготовки нужной формы продолжают работать с ней вручную, добавляя драгоценные камни и создавая уникальный рифленый рисунок на поверхности.
Механические параметры и основные схемы
Резка металла: применяемые технологии
Рабочий должен учесть множество технологических параметров операции, поскольку при случайном отклонении от нормы могут значительно измениться технические параметры обработки, что приведет к нарушению точности процедуры.
Натяг
Один из главных параметров — это натяг. С технической точки зрения натяг — это разница между размерами исходного отверстия и инструмента-дорна (обычно этот показатель измеряют в миллиметрах, а в качестве объекта измерений используют диаметр трубы и диаметр дорна). Если натяг слишком большой (то есть дорн и отверстие сильно отличаются по размерам), то будет проблематично сделать гладкую твердую поверхность. Также при обработке нужно учесть некоторые особенности материала, из которого сделана труба — пластичность, твердость и так далее.
Сила
Помимо натяга большое значение имеет сила дорнования, а означает этот параметр интенсивность обработки отверстия
Обратите внимание, что различают два вида силы дорнования — радиальная и осевая. Под радиальной силой подразумевают степень воздействия дорна в перпендикулярном направлении. Этот показатель отражает степень расширения диаметра трубы при обработке
Этот показатель отражает степень расширения диаметра трубы при обработке.
Под осевой силой подразумевают воздействие инструмента вдоль своей оси. Чем выше этот показатель будет, тем легче дорн будет срезать различные шероховатости
Также обратите внимание, что при обработке нужно учитывать относительную деформацию. Этот показатель отражает степень увеличения наружной части детали
Выбор схемы
Также перед обработкой необходимо выбрать схему дорнования — методом растяжения, методом сжатия или комбинированным методом. Каждая технология имеет свои плюсы и минусы.
Самый популярный — комбинированный метод по схеме растяжения-сжатия. В чем причина его популярности? Он не создает избыточную осевую нагрузку, характерную для методов обычного растяжения или сжатия. Благодаря этому обработка осуществляется плавно, что позволяет избежать появления механических повреждений.
Однако нужно помнить, что схема комбинированного метода требует специальной техники, которая стоит достаточно дорого. Для дорнование трубы в домашних условиях, следует выбирать альтернативный метод.








Выбор технологии
По выбранной технологии можно производить несколько типов деталей:
► Удлиненные – к ним относятся рычаги, валы, воротки и иные. Обработка производится плашмя при использовании штамповочного пресса. Последним этапом этой работы является фасонирование, исполняемое в заготовительных вальцах для ковки.
► Дисковые – к ним относятся кольца, диски, шестерни, крышки и иные изделия. При выполнении данной операции используется метод осадки, производимый в торец заготовки. Для этого процесса применяются штамповочные переходы.
Таблица типовых изделий для разной формы поковок с подробным описанием:
| № п/п | Краткое описание характеристики | Типовые изделия |
| Изделия удлиненной конфигурации | ||
| 1. | Прямая ось | Балки, валы, втулки, шатуны |
| 2. | Изогнутые по оси | Рычаги, предназначенные для рулевого управления |
| Симметричные | ||
| 1. | Круглые изделия | Фланцы, шестеренки и ступицы |
| 2. | Квадратные и многоугольные | Гайки, фланцевые соединения и ступицы |
| 3. | Изделия, имеющие отростки | Типа вилки и крестовины |
| Иные изделия | ||
| 1. | Комбинированной формы | Коленвалы, поворотные кулачки |
| 2. | С количеством необрабатываемых поверхностей большего объема | Рычажные элементы для переключения передач, крюки для буксира и балки для параллельных осей |
| 3. | С внутренними отверстиями и заглублениями | Валы с полостями, шестеренчатые блоки и детали для фланцевых соединений |
► Штамповочные ручьи, которые в свою очередь подразделяются на:
- Протяжные (увеличивается длина отдельных элементов на обрабатываемой заготовки, именно по этой части производится нанесение ударов с кантованием детали).
- Заготовительные (выполнение фасонирования детали или равномерное перераспределение металлической массы с минимальными потерями).
- Пережимные (при этом одновременно уменьшается высота и увеличивается ширины обрабатываемой заготовки).
- Подкатные (диаметр отдельных участков увеличивается при распределении металла по оси заготовки).
- Гибочные (производится формирование поковки заготовки с изгибом по оси под 90 0).
Сфера применения изделий [ править | править код ]
По зарубежным данным, самая широкая сфера применения давильно-обкатной обработки производство деталей реактивных двигателей и управляемых снарядов, а также днищ резервуаров радарных экранов, корпусов прожекторов, экранов ламп.
Например, этим способом изготовляются:
- Коническая часть выхлопных труб из листовой стали толщиной 3 мм; готовая деталь имеет угол конуса 34°, диаметр основания детали 500 мм, высота 640 мм, толщина стенки 1 мм;
- Насадки (сопла), выполняемые из заготовок нержавеющей стали, конической формы длиной 127 мм, обрабатываемых на станках типа токарных. После ротационной вытяжки насадка имеет размеры: высоту 305 мм, толщину стенки 1,14 мм, угол конуса детали 12°;
- Корпус (кольцо) подшипника. Заготовка обработанная резанием поковка легированной хромистой стали. Наибольший диаметр готовой детали 508 мм, угол конуса 84°, толщина стенки по конусу от 3,2 до 2,3 мм;
- Задний кожух компрессора. Заготовка сварная из листовой нержавеющей стали. После ротационной вытяжки получают полую деталь цилиндрической формы с внутренним диаметром 710 мм, длиной 197 мм. Затем деталь механически обрабатывается внутри и снаружи до получения толщины стенки 6,4 мм. Операциями окантовки, обточки и давильно-обкатной обработки получают пять внутренних рёбер и толщину стенки 1,5 мм при увеличении длины детали до 380 мм. В конце обработки выполняется операция нанесения рифлений с применением роликов специальной формы.
Ротационной вытяжкой могут быть легко изготовлены массивные трубчатые детали с переменной толщиной обработанных концов стенок и с наружными кольцевыми рёбрами. В комбинации с ротационной вытяжкой для получения сложной формы деталей можно применять дополнительные операции: прокатку, штамповку, сварку. Ротационной вытяжкой можно применять и как вспомогательные для придания окончательной формы полученным вытяжкой заготовкам. Часто на давильных станках обрабатывают отдельные секции (части) деталей, собираемые при помощи сварки или клёпки. Это позволяет изготовлять трубчатые детали с различной комбинацией сечений.
Эффективно обрабатывать ротационной вытяжкой длинные медные конические детали, применяемые в некоторых отраслях промышленности. На прессах такие детали получать трудно, если к тому же предъявляются жёсткие требования к качеству их поверхности.
Ротационной вытяжкой полезно изготовлять также хозяйственные принадлежности и аналогичные тонкостенные изделия сложной формы: ковши, кубки, бидоны, чайники, кофейники, баллоны, котелки, бочонки, круглые детали вентиляторов и вытяжных зонтов, фасонные медные детали пивоваренных установок, барабанов бетономешалок, крупные сосуды и посуду изделия для химической и пищевой промышленности.