Устройство ленточного конвейера
Основными частями ленточного конвейера являются рама, приводной барабан, натяжной барабан, ролики конвейера, транспортерная лента.
На раме закреплены ролики, по которым транспортерная лента скользит, и перемещает груз в пространстве. Для натяжения ленты служит два больших ролика, называемых барабанами. Один из них – натяжной, закреплен на подшипниковом узле и служит для регулировке натяжении ленты. Другой – приводной барабан конвейера, закреплен на противоположном конце конвейера и имеет специальный вал, который соединен с электродвигателем через редуктор. Собственно с помощью передачи вращательного движения от электродвигателя или мотор-редуктора к приводному барабану, и происходит движение ленты транспортера.
Преимущества ленточных конвейеров перед другими способами транспортировки налицо. Во-первых, благодаря значительной скорости движения ленты обеспечиваются высокая эффективность и производительность промышленных процессов. Во-вторых, подобный конвейер потребляет относительно мало энергии. В-третьих, надежная конструкция устройства даже при длительном сроке эксплуатации обеспечивает качественное выполнение задач.
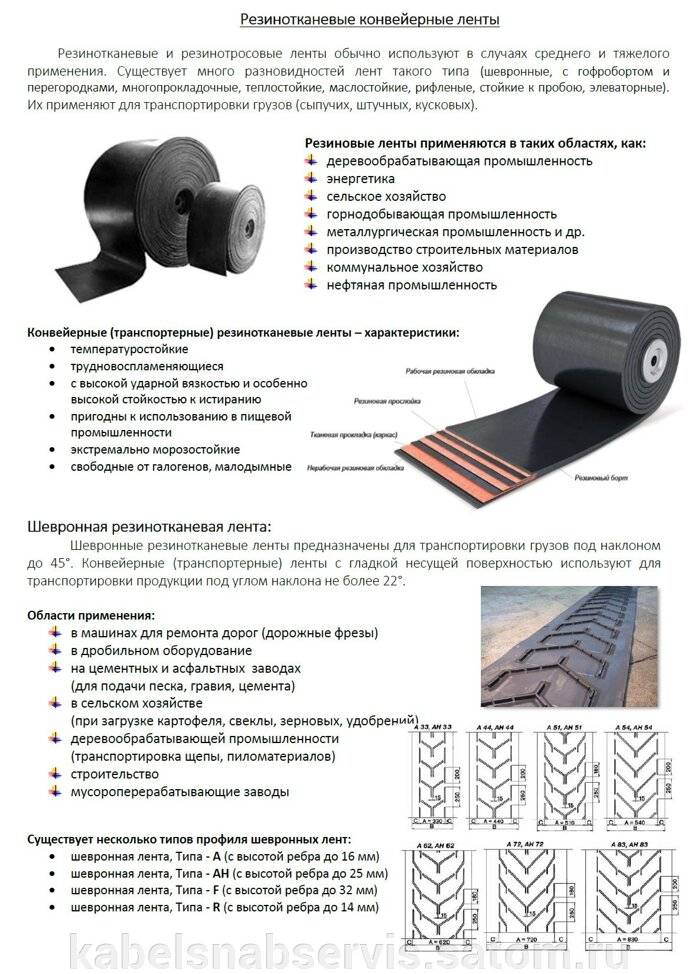
Транспортировку штучных грузов обычно производят на конвейерах, имеющих ленты гладкого типа. Для мелких грузов и сыпучих материалов предусмотрена возможность перемещения по ленте с рифленой структурой основания. Именно такой тип устройства ленточного конвейера обеспечивает максимальное КПД. Существует несколько видов рифления – в виде ромбов, треугольников, пирамидальный тип и др. Транспортируемый груз можно перемещать под наклоном до 45° за счет поперечно установленных перегородок высотой до 20 см. Эффективная работа предприятия возможна, благодаря наличию конвейеров, имеющих разные типы лент: резинотканевую, брезентовую, сетчатую, специальную пищевую. В зависимости от характеристик конкретного груза/товара процесс транспортировки осуществляется на специально предназначенном для него конвейере.
Установка транспортеров возможна не только в отапливаемых помещениях, но и в зданиях, не имеющих обогрева, и на открытом воздухе. Для оптимальной работы транспортеров рекомендуется их эксплуатация при температуре от-50 до +45 °С. Вспомогательное оборудование, установленное на конвейере, позволяет осуществлять процессы транспортировки грузов при температуре, достигающей 200°С, обеспечивая надежную работу встроенных механизмов.
Большинство ленточных конвейеров оснащено специальными устройствами, предупреждающими падение грузов, и очищающими поверхность от просыпавшихся материалов. Постоянное расширение областей применения возможно благодаря новым технологиям, позволяющим улучшить конструктивно-технологические параметры конвейеров. Усовершенствование процессов работы транспортеров снижает оборачиваемость ленты, уменьшает количество промежуточных перегрузок и повышает срок эксплуатации ленточных конвейеров. Появление лент из морозостойких материалов и особых сортов смазки, предназначенных для холодных условий, область применения и особенности устройства ленточных конвейеров расширяется вплоть до районов, относящихся к Крайнему Северу.
Требования в техническом плане
Как раньше было отмечено, главные требования в техническом плане указываются в ГОСТ. Только при воплощении ГОСТ 20-85 ленты конвейерные резинотканевые техусловия изделие прослужить в течение долгого периода и будет владеть соответствующими свойствами. Ключевым техническими требованиями можно назвать следующее:
- Изготовление обязано вестись строго в соответствии с технологическим регламентом.
- Ширина и число тяговых подкладок должны подходить требованиям, которые указываются в соответствующих таблицах.
- В табличной информации также указывается возможное отклонение от длины, толщина резиновых обкладок и иная информация.
В общем необходимо заявить, что есть просто очень большое число самых разнообразных требований, которые должны предусматриваться при изготовлении изделия.
Основные эксплуатационного правила конвейерных лент
При рассмотрении того, как объединить транспортерную ленту напомним, что основные эксплуатационного правила обязаны быть регламентированы документацией в техническом плане. Также в большинстве случаев проходит сшивка транспортерной ленты. Главными нюансами назовем следующее:
Выбираемый вид изделия должен соответствовать к условиям использования. Для этого применяется специализированная таблица.
Если работа происходит в тяжёлых условиях, то проходит установка оборудования, которое уменьшает ударную и другу нагрузку.
При эксплуатировании проводится надзор. Он должен фиксироваться должным образом.
Учет работы рабочего полотна проходит при оформлении журнала в согласии с принятым стандартами.
При соединении некоторых резинотканевых лент применяется специализированная резина, а еще клеевой состав
Они могут держать большую нагрузку при эксплуатировании.
На момент эксплуатации уделяют внимание тому, какая температура поверхности. Для измерений применяется специализированное измерительное устройство.
Грамотная эксплуатация дает возможность значительно продлить срок их эксплуатации изделия. При допущении ошибок есть вероятность того, что лента деформируется.
Лента конвейерная на ткани ТК-200
Лента конвейерная (транспортерная) резинотканевая на основе ткани ТК-200 самая массовая лента по всему СНГ. Поэтому и производится лента на ткани ТК-200 всеми заводами Российской Федерации, производящими конвейерные ленты. Популярность как самой ленты, российской ленты, так и конвейеров её использующих, очевидна и легко объяснима: основные таки перемещаемые грузы общего, как и лента, назначения, ткань ТК-200 оптимальна по своим характеристикам и производится в РФ на основе российского же сырья в отличие от её международного аналога ткани EP-200.
Кстати с июля 2012 года белорусское ПТК “Химволокно” ОАО “ГродноАзот” так же серийно выпускает ткань марки ТК-200-2П (полиамидная техническая пропитанная). На предприятии используется высокотехнологичное ткацкое оборудование фирмы “Дорнье”, которое позволяет обеспечивать производство технических тканей для конвейерных лент марок ТК (из нитей ПА-6), ТЛК (из полиэфирных нитей по основе и полиамидных нитей ПА-6), ЕР (из полиэфирных нитей по основе и полиамидных ПА-6.6), в том числе пропитанных тканей шириной 98-160 см, длиной ткани в рулоне до 1000 метров с тремя видами кромки (закладной, обрезной и оплавной).
Массовое производство, высокая конкуренция и собственная сырьевая база – в итоге имеем достаточно качественную и сравнительно дешевую конвейерную ленту на ТК-200.
ООО «Вирма» сотрудничает со всеми заводами Российской Федерации, производящими конвейерные ленты. ОАО «Курскрезинотехника», ЗАО «Ярославль-Резинотехника», ООО «ГКС Красный Треугольник», ОАО «Уральский завод РТИ» имеют в своем производстве ленты ТК-200, однако у каждого производителя она в чём-то отличается.
В частности Уральский завод резиновых технических изделий (УРТИ) в сентябре 2012 года ввел в эксплуатацию ультрасовременную линию, спроектированную и изготовленную итальянской компанией Comerio Ercole, отвечающую всем мировым стандартам в производстве конвейерных лент. А «Ярославль-Резинотехника» производит пропитку и термофиксацию текстилей тканевых прокладок конвейерной ленты на французской линии REPIQUE.
Резинотканевая конвейерная лента производятся в соответствии с ГОСТ 20-85, однако производители с целью улучшения тех или иных характеристик разрабатывают на базе ГОСТа собственные ТУ и производят ленты в соответствии с ними, что отражено в маркировке лент. Стандарт ГОСТ 20-85 полностью соответствует международным стандартам ИСО 251-87, ИСО 252-88, ИСО 282-75, ИСО 284-82, ИСО 432-75, ИСО 433-82, ИCO 5285-78.
1 Область применения
1 Область применения
Настоящий стандарт устанавливает требования к конвейерным лентам с резинотканевым каркасом с резиновыми или пластиковыми обкладками для шахтного оборудования с плоскими или лотковыми поддерживающими роликами. Настоящий стандарт не распространяется на легкие конвейерные ленты, соответствующие стандарту .Настоящий стандарт не регламентирует требования к пластиковой обкладке. Эти требования должны быть согласованы между изготовителем и потребителем с учетом типа используемого пластика.В приложении А приведены параметры, не регламентированные настоящим стандартом, которые рекомендуется согласовывать между изготовителем и покупателем конвейерной ленты.Информация, предоставляемая при заказе потребителю конвейерной ленты, приведена в приложении В.Оценить способность конвейерной ленты к прямому ходу до монтажа невозможно. Поэтому требования к способности конвейерной ленты к прямому ходу не входят в область распространения настоящего стандарта. В приложении С приведены требования к боковому отклонению конвейерной ленты.
Основные эксплуатационного правила конвейерных лент
При рассмотрении того, как объединить транспортерную ленту напомним, что основные эксплуатационного правила обязаны быть регламентированы документацией в техническом плане. Также в большинстве случаев проходит сшивка транспортерной ленты. Главными нюансами назовем следующее:
Выбираемый вид изделия должен соответствовать к условиям использования. Для этого применяется специализированная таблица. Если работа происходит в тяжёлых условиях, то проходит установка оборудования, которое уменьшает ударную и другу нагрузку. При эксплуатировании проводится надзор. Он должен фиксироваться должным образом. Учет работы рабочего полотна проходит при оформлении журнала в согласии с принятым стандартами. При соединении некоторых резинотканевых лент применяется специализированная резина, а еще клеевой состав
Они могут держать большую нагрузку при эксплуатировании
На момент эксплуатации уделяют внимание тому, какая температура поверхности. Для измерений применяется специализированное измерительное устройство
Грамотная эксплуатация дает возможность значительно продлить срок их эксплуатации изделия. При допущении ошибок есть вероятность того, что лента деформируется.
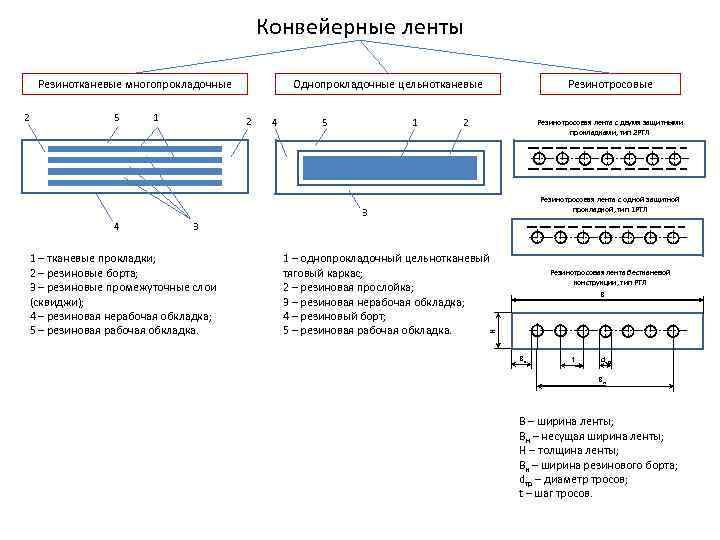
Типы выпускаемых резинотканевых лент
Встречаются самые разные типы конвейерных лент. Главная классификация проходит по тому, при каких условиях находится в эксплуатации изделие. Выделяют несколько самых разнообразных типов резинотканевых полотна для конвейера:
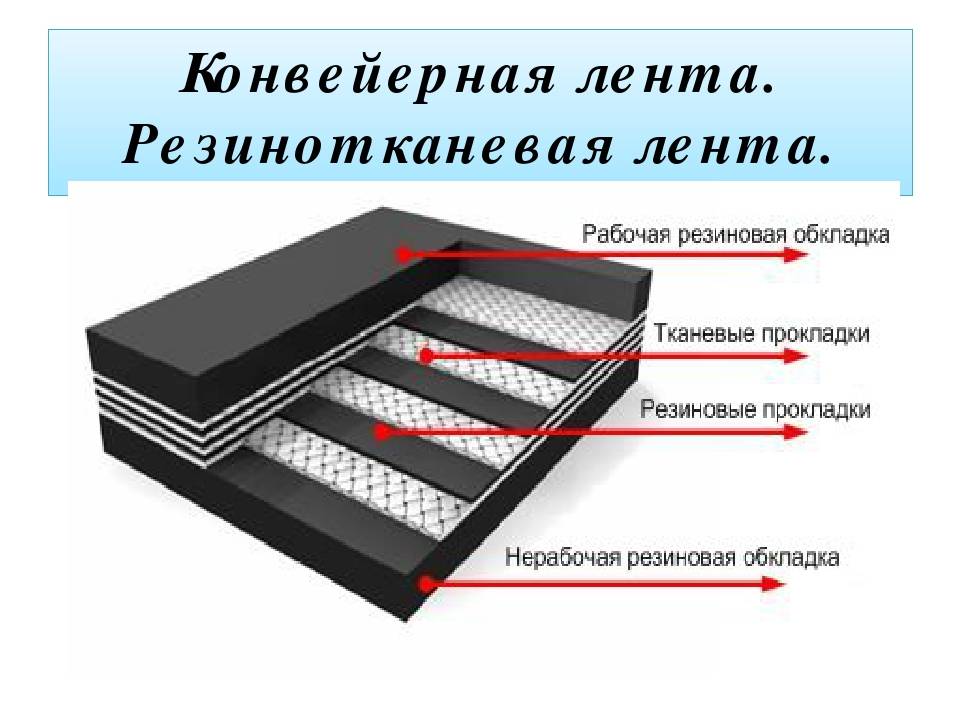
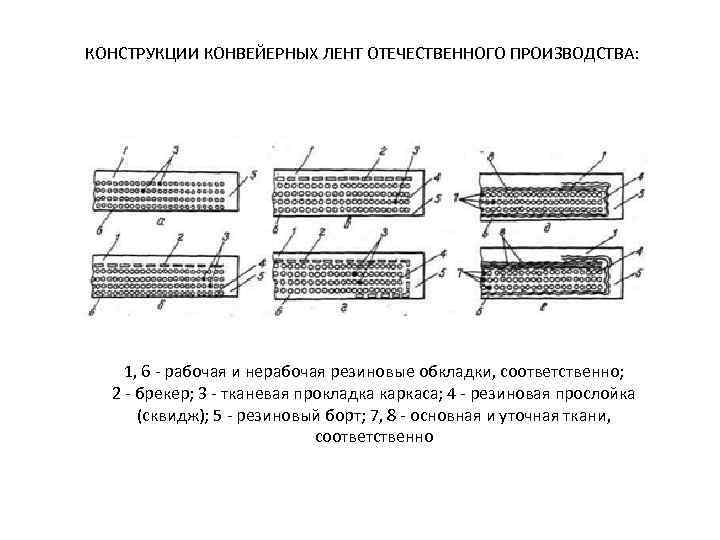
- С очень приличным количеством подкладок. При этом с двух сторон есть резиновая обкладка. В большинстве случаев применяется брекерная прокладка с резиновыми бортами.
- Довольно огромную популярность получили многопрокладочные, с обоими сторонами расположена прокладка из резины. Изготовители делают резиновые борты, благодаря им исключается вероятность выпадения деталей.
- Многопрокладочное резинотканевое полотно с односторонней резиновой обкладкой и нарезными болтами.
- Встречается в продаже полотна с одной и 2-мя кладками, а еще резиновой обкладкой.


Аналогичная классификация транспортерных лент считается ключевой, каждая группа разделена на некоторые подгруппы с собственными некоторыми особенностями. Конкретные виды конвейерных лент считаются многофункциональными, могут применяться для перевозки разных материалов. Лента транспортерная резинотканевая мм может также обозначаться по области температуре, при которой проходит использование.
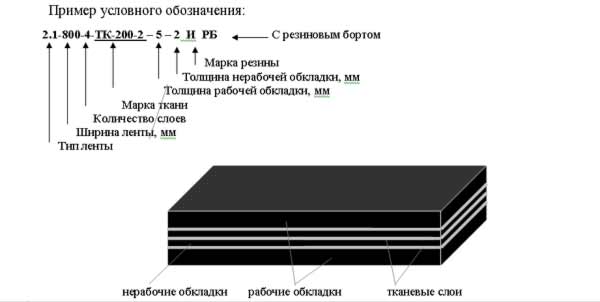
Обозначение и маркировка
При подборе изделия можно руководствоваться маркировкой, которая наноситься в согласии с принятым стандартами. Среди свойств маркировки отметим такие моменты:
- Очень часто она наноситься на поверхности, а еще на чертеже.
- При обозначении применяется буквенные и цифровые индексы. Они дают возможность определить главные характеристики.
- Главным параметром можно назвать массу. Связывают это с тем, что очень велика масса может привести к увеличению нагрузки, оказываемой на электро двигатель.
Очень часто для определения ключевых параметров применяется таблица, в которой указываются все характеристики. Ее использование значительно облегчает выбор подходящего полотна. На поверхность маркировка наноситься с помощью специализированной краски, которая не стирается даже при долгой эксплуатации.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Способ разделки концов резинотканевых конвейерных лент
Использование: изобретение позволит повысить качество стыка ленты. Сущность изобретения: концы ленты – рабочий и нерабочий – закрепляют на опорном столе. Перед нарезанием трапециевидных канавок срезают обкладочный слой резины, и в средней части стыка каждого конца ленты выполняют косой срез, а по краям нарезают трапециевидные канавки. При этом канавки рабочего конца ленты соответствуют профильным гребням нерабочего. Площадь косого среза составляет не менее 60% общей площади стыка. 1 ил.
Изобретение относится к оборудованию для монтажа и ремонта конвейерных лент и может быть использовано в угольной, горнорудной промышленности для механизации процесса разделки стыков конвейерных лент перед их соединением методом холодной или горячей вулканизации.
Формула изобретения
РИСУНКИ
Похожие патенты:
Изобретение относится к машиностроению и касается соединения скобами транспортерных лент
Изобретение относится к машиностроению , в частности к эксплуатации промышленных ленточных конвейеров
Изобретение относится к машиностроению , в частности к ленточным конвейерам, Цель изобретения – расширение функциональных возможностей
Изобретение относится к горной промышленности и м
Изобретение относится к вулканизации стыков непосредственно на конвейере
Изобретение относится к транспортной технике и может быть использовано при эксплуатации ленточных конвейеров
Изобретение относится к конвейерному транспорту, а именно к способам обработки поверхности концов конвейерных лент при их соединении
Изобретение относится к вариантам выполнения промышленной ленты, выполненной с возможностью сшивания при установке, и способу изготовления промышленной ленты
Изобретение относится к передаче с синхронным плоским ремнем
Изобретение относится к эксплуатации различных транспортных систем, оснащенных резинотросовыми лентами, например, ленточных конвейеров и скиповых подъемных установок
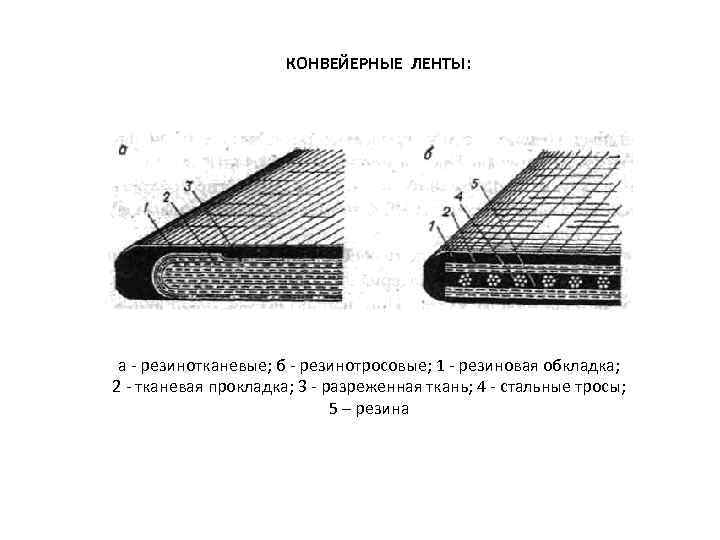
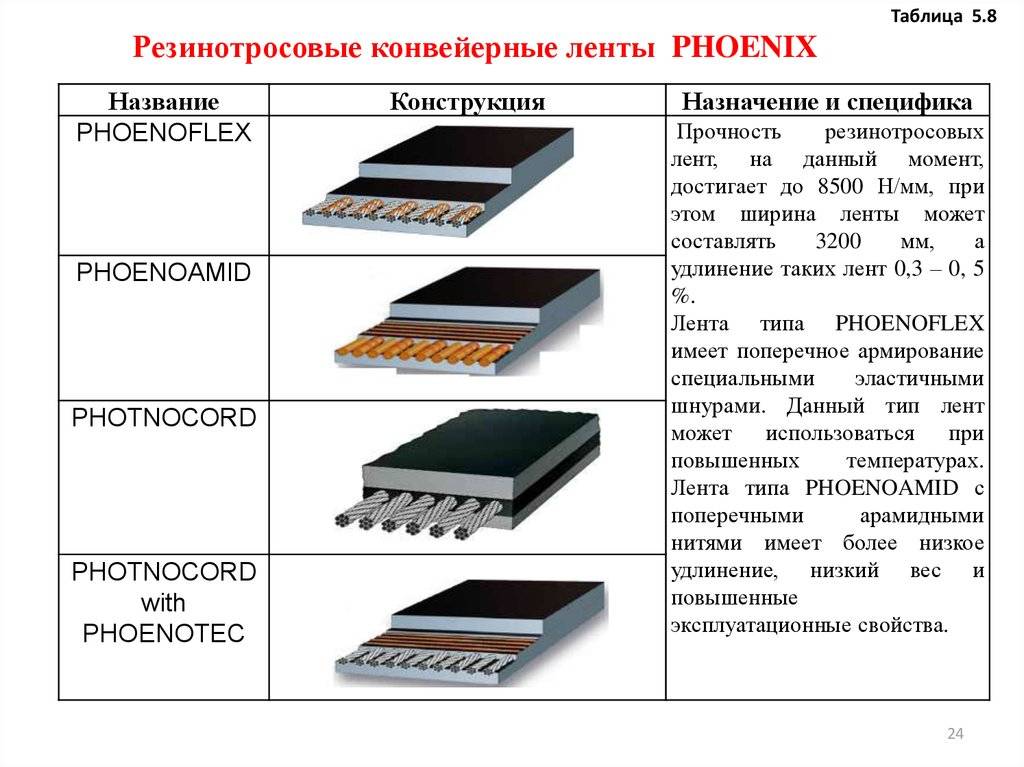
Резинотросовая лента, отрезки которой включают среднюю часть и концы, состоит из резины и тросов, образующих резинотросовый каркас, армирующих элементов, верхней и нижней обкладок, бортов. На концах отрезков ленты тросы изолированы от резины тканью или бумагой, или пленкой, или слоем охлажденного расплава, а армирующие элементы отсутствуют. Достигается уменьшение трудоемкости соединения концов резинотросовой ленты. 2 н. и 7 з.п. ф-лы, 10 ил.

Многослойная лента включает среднюю часть и концы, несущие слои, соединенные межслойным материалом, защитные обкладки и борта. На концах ленты защитные обкладки и борта отсутствуют. Несущие слои концов ленты отделены друг от друга пленкой и закрыты пленкой снаружи. Межслойный материал на концах ленты невулканизирован или отсутствует. Повышается эффективность соединения концов многослойных лент. 7 ил.
Изобретение относится к машиностроению, а именно к способам соединения гибких, в том числе и конвейерных, лент. Способ соединения включает выполнение продольных пазов и выступов на соединяемых поверхностях лент, нанесение клеящего материала на соединяемые поверхности, размещение первой ленты на опорном столе соединяемой поверхностью вверх, наложение сверху второй ленты соединяемой поверхностью вниз, совмещение выступов первой ленты с пазами второй ленты, прижатие лент. Вторую ленту сначала изгибают в продольном направлении выпуклостью вниз, затем накладывают в изогнутом состоянии на первую ленту и распрямляют. В виде альтернативы обе ленты изгибают в продольном направлении выпуклостями навстречу друг другу, затем сближают и накладывают в изогнутом состоянии, после чего вторую ленту распрямляют, изгибают в противоположном направлении и прижимают к первой ленте. Достигается улучшение технологичности процесса соединения лент. 9 ил.
Способ разделки концов резинотканевых конвейерных лент
Основные параметры
Рассматриваемая резинотканевая конвейерная лента обладает самыми различными свойствами, которые должны учитываться перед непосредственным выбором. Все изделия делятся на несколько основных групп:
- Общего назначения. Подобное резинотканевое полотно характеризуется общими свойствами, поэтому она получила весьма широкое распространение.
- Морозостойкие. Некоторые конвейерные полотна могут эксплуатироваться в тяжелых условиях. Примером можно назвать существенное снижение температуры окружающей среды.
- Теплостойкие. Определенная производственная деятельность может стать причиной нагрева окружающей среды. Для подобных случаев изготавливается резинотканевая конвейерное резинотканевое полотно, характеризующееся повышенной устойчивостью к воздействию высоких температур.
- Трудновоспламеняющиеся. В особых производственных помещениях могут транспортироваться вещества, которые взрывоопасны или легковоспламенимы. Для того чтобы исключить вероятность распространения огня по помещению проводится установка изделия с подобными свойствами.
- Пищевые. К пищевой промышленности предъявляется довольно большое количество особых требований. Одна из них заключается в применении соответствующей резинотканевой полотна.
Все группы характеризуются определенными свойствами, которые также должны учитываться. Примером можно назвать следующее:
- Длина изделия.
- Ширина.
- Толщина основного материала.
Большая часть параметров указывается в маркировке или в инструкции по эксплуатации.
Методы испытаний
Определенные свойства можно определить только при проведении испытаний. Кроме этого, лента конвейерная проходит испытания для исключения вероятности выпуска продукта с существенными дефектами. Резиновая лента тестируется следующим образом:
- Применяется визуальный метод, который позволяет определить наличие или отсутствие дефектов.
- Точность размеров определяется не ранее, чем после прохождения 8-ми часов с момента вулканизации.
- Длина проверяется при использовании специального измерительного инструмента, который имеет незначительную погрешность в работе.
- Показатель ширины зачастую проверяется металлической рулеткой.
- Согласно установленным нормам в ГОСТ 11358 толщина измеряется специальным инструментом, цена деления которого составляет 0,1 мм. При этом рекомендуется проводить замер в нескольких местах, за счет чего исключается вероятность допущения погрешности.
- Выполняются также физико-механические тесты, которые должны проводится не ранее чем после прохождения 8-ми часов с момента вулканизации.
- Важным параметром можно назвать прочность на разрыв. Для подобного теста подбирается заготовка длиной не менее 400 мм и шириной 70 мм.
В целом можно сказать то, что применяемые методы испытаний позволяют определить все особенности подобного изделия. Все они должны проводится исключительно при соблюдении установленных стандартов в ГОСТ.
Технические требования
Как ранее было отмечено, основные технические требования указываются в ГОСТ. Только при соблюдении ГОСТ 20-85 ленты конвейерные резинотканевые технические условия изделие прослужить в течение длительного периода и будет обладать соответствующими характеристиками. Основным техническими требованиями можно назвать следующее:
- Изготовление должно проводиться исключительно в соответствии с технологическим регламентом.
- Ширина и число тяговых прокладок должны соответствовать требованиям, которые указываются в соответствующих таблицах.
- В табличной информации также указывается допустимое отклонение от длины, толщина резиновых обкладок и другая информация.
В целом можно сказать, что есть просто огромное количество различных требований, которые должны учитываться при производстве изделия.
Основные правила эксплуатации конвейерных лент
При рассмотрении того, как соединить транспортерную ленту отметим, что основные правила эксплуатации должны быть регламентированы технической документацией. Также в некоторых случаях проводится сшивка транспортерной ленты. Ключевыми моментами назовем следующее:
Выбираемый тип изделия должен подходить к условиям применения. Для этого применяется специальная таблица.
Если эксплуатация происходит в тяжелых условиях, то проводится установка оборудования, которое снижает ударную и другу нагрузку.
При эксплуатации ведется надзор. Он должен фиксироваться соответствующим образом.
Учет работы рабочего полотна проводится при оформлении журнала в соответствии с установленными стандартами.
При соединении отдельных резинотканевых лент применяется специальная резина, а также клей
Они могут выдерживать высокую нагрузку при эксплуатации.
На момент эксплуатации уделяется внимание тому, какова температура поверхности. Для измерений применяется специальное измерительное устройство.
Правильная эксплуатация позволяет существенно увеличить эксплуатационный срок изделия. При допущении ошибок есть вероятность того, что лента деформируется.
Характеристика и назначение конвейерных лент
Ленточные устройства могут применяться для перевозки самых разных материалов. Анализируя важные характеристики необходимо отметить следующее:
- Температура использования может варьировать в довольно обширном диапазоне. Некоторые ставятся при показателе от -60 до +60 градусов по Цельсию, в остальных случаях температурный диапазон гораздо меньше.
- Еще 1 ключевой параметр — ширина ленты конвеера. Она также может варьировать в довольно обширном диапазоне, выбирается в зависимости от свойств конвейерной установки.
- Длина изделия стандартизирована, зато можно также заказать изготовление изделия по особенным показателям.
- Толщина прокладки и остальные параметры имеют приоритетное значение.
Использование резинотканевой ленты очень широко. Она это неотъемлемая часть конвейерного оборудования, обладает собственными некоторыми свойствами. Эластичные резинотканевые конвейерные ленты могут держать самое различное влияние. Примером можно назвать перевозку грунта, пищевых продуктов и множества прочих изделий.
1 Область применения
1 Область применения
Настоящий стандарт устанавливает требования к конвейерным лентам с резинотканевым каркасом с резиновыми или пластиковыми обкладками для шахтного оборудования с плоскими или лотковыми поддерживающими роликами. Настоящий стандарт не распространяется на легкие конвейерные ленты, соответствующие стандарту .Настоящий стандарт не регламентирует требования к пластиковой обкладке. Эти требования должны быть согласованы между изготовителем и потребителем с учетом типа используемого пластика.В приложении А приведены параметры, не регламентированные настоящим стандартом, которые рекомендуется согласовывать между изготовителем и покупателем конвейерной ленты.Информация, предоставляемая при заказе потребителю конвейерной ленты, приведена в приложении В.Оценить способность конвейерной ленты к прямому ходу до монтажа невозможно. Поэтому требования к способности конвейерной ленты к прямому ходу не входят в область распространения настоящего стандарта. В приложении С приведены требования к боковому отклонению конвейерной ленты.
Модульные ленты
Компания Импортбелт поставляет на российский рынок модульные транспортерные ленты ведущих европейских компаний. Ленты подобной конструкции применяются в большинстве отраслей промышленности, таких как автомобильная, шинная, картонажная, упаковочная и пищевая. Наиболее часто модульные транспортерные ленты применяют в конвейерных системах для транспортировки хлебобулочных изделий, замороженных продуктов, морепродуктов и рыбы.
К преимуществам модульных транспортерных лент можно отнести простоту в обслуживании, легкую очистку поверхности, длительный срок службы, небольшой износ, гигиеничность, стойкость к высоким и низким температурам.
16 Маркировка
16.1 Маркировка конвейерной ленты должна содержать:
a) обозначение настоящего стандарта;
b) требуемую длину, м;
c) требуемую ширину, мм (см. таблицу 3);
d) тип волокна каркаса по основе и утку (см. таблицу 10 и 16.2);Таблица 10 – Обозначения кода материала нитей
Обозначение | Материал нити |
В | Хлопок |
Р | Полиамид |
Е | Сложный полиэфир |
D | Арамид |
Если ткань содержит двойную нить, для обозначения типа нити ее идентифицируют с помощью символа в скобках. |
e) номинальную прочность при растяжении по полной толщине, Н/мм ширины ленты (см. таблицу 7);
f) число слоев или тип ленты (см. раздел 3);
g) толщину верхней обкладки, мм;
h) толщину нижней обкладки, мм (см. раздел 4);
i) класс обкладки (см. таблицу 4), при необходимости;
j) категорию безопасности по EN 14973.
16.2 Примеры маркировки ленты при заказеПример 1 – Многослойная конвейерная лентаКонвейерная лента длиной 400 м, шириной 1200 мм с текстильным материалом в продольном направлении (основа) из сложного полиэфира (Е) и в поперечном направлении (уток) из полиамида (Р), с минимальной прочностью при растяжении по полной толщине 1000 Н/мм, пятислойная, с толщиной верхней обкладки 4 мм и толщиной нижней обкладки 2 мм, класс обкладок Н в соответствии с таблицей 4, соответствующая требованиям безопасности для класса А по EN 14973:Резинотканевая конвейерная лента 400 м1200 мм, ГОСТ ISO 22721, ЕР 1000/5, 4+2Н, класс АПример 2 – Двухслойная конвейерная лентаКонвейерная лента длиной 200 м, шириной 1000 мм, имеющая комбинированную из сложного полиэфира и полиамида (ЕР) основу и полиамидный уток (Р), минимальную прочность при растяжении по полной толщине 1250 Н/мм, двухслойная, с толщиной верхней и нижней обкладок 1,5 мм, соответствующая требованиям безопасности для класса В2 по EN 14973:Резинотканевая конвейерная лента 200 м1000 мм, ГОСТ ISO 22721, ЕРР 1250/2, 1,5+1,5, класс В2Пример 3 – Однослойная конвейерная лентаОднослойная конвейерная лента длиной 150 м, шириной 1200 мм, имеющая основу из сложного полиэфира (Е) и полиамидный уток (Р), минимальную прочность при растяжении по полной толщине 630 Н/мм, и с толщиной верхней обкладки 6 мм и толщиной нижней обкладки 2 мм, класс обкладок D в соответствии с таблицей 4, соответствующая требованиям безопасности для класса С2 по EN 14973:Резинотканевая конвейерная лента 150 м1200 мм, ГОСТ ISO 22721, ЕР 630/1, 6+2D, класс С2Пример 4 – Цельнотканая конвейерная лентаЦельнотканая конвейерная лента длиной 300 м, шириной 1600 мм, имеющая комбинированную из сложного полиэфира и полиамида основу (ЕР) и полиамидно-хлопчатобумажный уток (РВ) с полностью вплетенным хлопковым ворсом (В), с минимальной прочностью при растяжении по полной толщине 1250 Н/мм, с толщиной верхней и нижней обкладок 1,5 мм, соответствующая требованиям безопасности для класса С1 по EN 14973:Текстильная конвейерная лента 300 м1600 мм, ГОСТ ISO 22721, ЕР(В)РВ 1250/1SW, 1,5+1,5, класс С1
Требования в техническом плане
Как раньше было отмечено, главные требования в техническом плане указываются в ГОСТ. Только при воплощении ГОСТ 20-85 ленты конвейерные резинотканевые техусловия изделие прослужить в течение долгого периода и будет владеть соответствующими свойствами. Ключевым техническими требованиями можно назвать следующее:

- Изготовление обязано вестись строго в соответствии с технологическим регламентом.
- Ширина и число тяговых подкладок должны подходить требованиям, которые указываются в соответствующих таблицах.
- В табличной информации также указывается возможное отклонение от длины, толщина резиновых обкладок и иная информация.
В общем необходимо заявить, что есть просто очень большое число самых разнообразных требований, которые должны предусматриваться при изготовлении изделия.
Ленточные транспортеры. Транспортеры-элеваторы.
Ленточные транспортеры с гибкой или жесткой лентой используют для перемещения различных видов сырья, полуфабрикатов и готовой продукции, а также при ручной сортировке, чистке плодов и овощей, потрошении рыбы, обвалке, жиловке мяса и расфасовке продуктов в тару. При осуществлении ручных процессов обычно с обеих сторон транспортеров устанавливают столы или деревянные борта. Длина транспортеров, предназначенных для передвижения грузов, зависит от размещения оборудования в цехе, а длина транспортеров, на которых осуществляются производственные операции, рассчитывается исходя из количества перерабатываемого сырья или материалов и норм выработки рабочих. Длину рабочего места для рабочего, выполняющего производственные операции, на транспортере без подсобных противней, лотков или тазиков принимают равной 0,8 м; при использовании противней, лотков или тазиков — 1,2 м и обвалке и жиловке мяса — 1,3 м. Приставные столы устанавливают с интервалом 0,6 м. Высоту транспортеров и столов обычно принимают равной 0,8 м.
Ленточный транспортер (рис. 8) состоит из стального трубчатого каркаса, бесконечного ленточного полотна, натянутого на ведущий и натяжной барабаны, и роликов, поддерживающих ленту. Движение ленты обеспечивается электродвигателем, приводящим в движение ведущий барабан через редуктор обычно с помощью цепной передачи. Транспортную ленту изготовляют из нескольких слоев хлопчатобумажной прорезиненной ленты. Она может быть использована при температурах от 50 до -15°С.
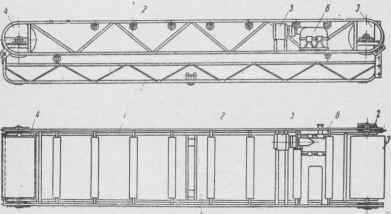
Рис. 8. Ленточный транспортер: 1 — стальной трубчатый каркас; 2 — ролики; 3 — приводной барабан; 4 — натяжной барабан; 5 — электродвигатель; 6 — редуктор; 7 — звездочки цепной передачи, приводящей в движение приводной барабан.
В зависимости от величины натяжения ленты количество слоев хлопчатобумажных полотен определяют по формуле
где S — натяжение, кг; В — ширина, см; Кл — допускаемая нагрузка на 1 см ширины ленты (в среднем 12 кгс/см).
Производительность ленточного транспортера определяют по формуле:
G = 3600ВhvуФ кг/ч,
где В — ширина ленты транспортера, м;
h — высота транспортируемого слоя продукта, м;
v — скорость движения ленты, м/сек;
у — объемная масса транспортируемого продукта, кг\м3;
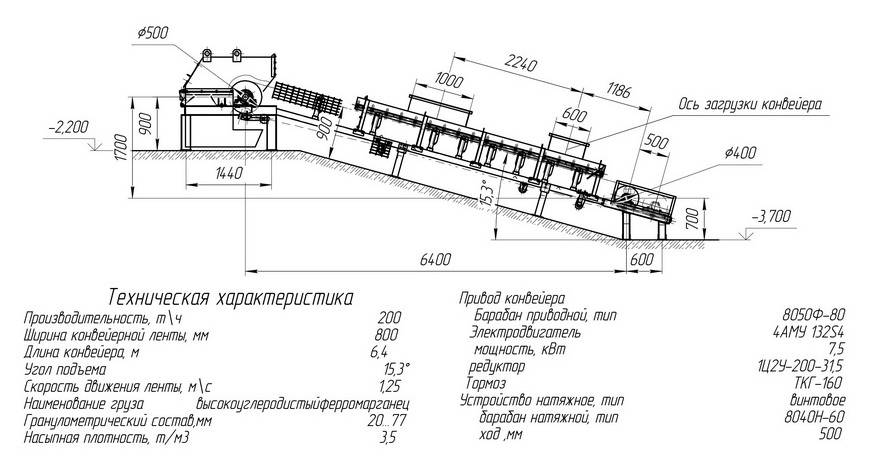
Техническая характеристика ленточного транспортера ТСИ:Производительность, кг/ч 1500Ширина ленты, мм 800Скорость движения ленты, м/сек 0,1Электродвигательмощность, кВт 0,6число оборотов в минуту 1410Габариты, ммдлина 4647ширина 1142высота 948Масса транспортера, кг 552
Техническая характеристика ленточных транспортеров для перемещения банок:
Транспортеры-элеваторы ТЭ. Транспортер-элеватор (рис. 9) применяют для перемещения плодов и овощей на высоту от 1000 до 2250 мм под углом от 20 до 45°; уровень подачи изменяют при помощи подъемно-винтового устройства. Для перемещения транспортера в него вмонтирована специальная тележка. Подача сырья обеспечивается лентой с планками.
Техническая характеристика транспортера-элеватора ТЭ:Производительность, кг/ч 1500Скорость движения ленты, м/сек 0,3Ширина ленты, мм 400Электродвигательмощность, кВт 0,6число оборотов в минуту 1410Габариты, ммдлина 2725-3400ширина 1130высота 1470-2635Масса транспортера, кг 456
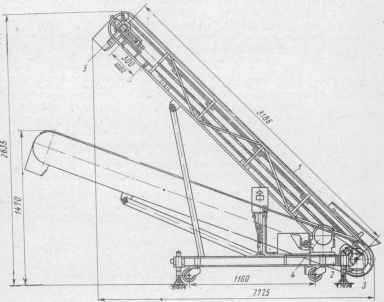
Рис. 9. Транспортер-элеватор: 1 — каркас; 2 — тележка; 3 — барабан; 4 — приводная станция; 5 — натяжная станция.