
Эксплуатация
Станки для нарезания резьбы на трубах являются точным оборудованием, которое требует соблюдения правил эксплуатации:
- Заранее проверять точность выставления изделия относительно рабочих частей.
- Зависимо от вида оборудования, выбирать оснастку для проведения нарезания резьбы.
- Проверять целостность фрез, абразива до включения двигателя. Если есть сколы, заусенцы, визуальные повреждения, заменить оснастку.
- При проведении работ надевать защитную одежду, очки.
- Не пытаться обрабатывать трубы диаметром, превышающего допустимый показатель.
- Научиться настраивать установки с ЧПУ до начала обработки изделий.
Если деталь была зажата в патроне неровно, резьба будет нарезана под углом. Это приведет к браку изделия, поломке оборудования.
Трубонарезные станки используются для создания прочных соединений между отдельными частями трубопроводов. Они позволяют ускорить технологический процесс, проводить обработку более точно.
Нарезание резьбы на токарных станках
Нарезание резьбы — обширная тема в металлообработке с использованием токарных станков. Эта технология применяется больше чем в 40% работ. От качества резьб зависит прочность соединения разъёмных элементов конструкций или механизмов. Подробнее об этом в статье.
Методы получения резьб
Резьбовые соединения используются в машиностроении и строительстве. Применение метизов с резьбой позволяет соединять детали механизмов и конструктивные элементы при строительстве посредством использования болтов, гаек, винтов, шпилек. Изделия с резьбой предназначены и для передачи усилий или движения в механизмах типа домкрат, редуктор, пресс, станок.
Домкраты и ходовые винты изготавливают с трапецеидальной резьбой.
Существуют следующие способы изготовления резьб:
- вручную (метчиком или плашкой);
- на станках: токарно-винторезном (мод. 16К20);
- резьбонакатных с применением роликов и плоских плашек;
- фрезерных (мод. РТС 161Ф4) для получения резьб с большой величиной шага;
- шлифовальных с использованием кругов с заданным профилем для изготовления мелких и точных резьб;
- винторезных (мод. 1622);
- для нарезки резьб на гайках (мод. 2064);
- обеспечивающих вихревое нарезание резьб с использованием многорезцовых головок.
Вихревое резание обеспечивается 4 резцами, расположенными во вращающейся головке, от своего двигателя. Это приспособление закрепляют на суппорте токарного станка. За счёт поочередного врезания резцов обеспечивается высокая скорость обработки, так как резцы нагреваются незначительно. Этим же обеспечивается меньшая шероховатость получаемой резьбовой поверхности и повышенная точность профиля.
Резьба — это винтовая линия, образуемая на поверхности тела вращения вершиной выступа определенной формы. Расстояние между близлежащими выступами равно шагу резьбы. Форма выступа зависит от её вида. Между двумя соседствующими выступами находится впадина.

Виды резьбовых признаков:
- Направление винтовой линии:
- правая (подъём её происходит слева направо, а завинчивание болта осуществляют по движению часовой стрелки);
- левая (завинчивание происходит против движения часовой стрелки).
- Формы выступа в виде:
- треугольника,
- трапеции,
- неравнобочной трапеции,
- прямоугольника,
- полукруга.
- Внешней поверхности детали (цилиндрической или конусной).
- Расположения на детали (внутренней или наружной).
- Число заходов (один, два, три);
- Назначение (крепежная и ходовая).
Резьбу подразделяют на виды:
- с углом профиля: 60⁰ (метрическая, коническая дюймовая);
- 55⁰ (трубная цилиндрическая, трубная коническая);
упорную;
круглую;
трапецеидальной формы (угол 30⁰).
Трапецеидальной резьбе присуща большая прочность, чем прямоугольной, при меньшей трудоемкости изготовления. Назначение трапецеидальной резьбы — преобразование вращательного движения в поступательное.
Разбираемся в плашках
Как выбрать плашку для своего резьбонарезного инструмента
Плашка – инструмент для нарезания резьбы на трубах, прутках и других цилиндрических заготовках. Применяется для выполнения наружной (внешней) резьбы способом накатки.
Использование плашек в инструменте
Нарезка резьбы плашками производится с помощью плашкодержателя, ручного или электрического клуппа, резьбонарезного станка.
К ручному инструменту относятся плашкодержатели и ручные механические клуппы, где процесс нарезания резьбы происходит путем поворота длинной рукояти инструмента с определенным усилием.
Электрический клупп относится к профессиональному инструменту, где нарезание резьбы осуществляется с помощью мотора на достаточно быстрых скоростях.
Резьбонарезные станки предназначены для нарезки резьбы в промышленных масштабах, на больших диаметрах труб, при помощи автоматизированных элементов при высоких нагрузках и скоростях.
В зависимости от типа используемого оборудования, резьбонарезные плашки изготавливаются из различных сплавов стали, подходящих для ручного либо автоматизированного способа.
Так как плашка является режущим инструментом, подвергающимся высоким нагрузкам, качественный инструмент должен обладать следующими свойствами:
- твердость
- износостойкость
- прочность
Инструментальная сталь для резьбонарезного инструмента
Выполняются плашки из инструментальной стали, которые обладают необходимым набором качеств. Согласно ГОСТ 5950-2000, плашки относятся к группе режущих инструментов, не подвергаемых большим ударным и деформационным нагрузкам. Это отражается на включаемых в состав примесях и присадках.
В сплав добавляется более высокая доля углерода в зависимости от требуемых свойств:
- содержание углерода – 0,4-0,7 % — сплав высокой вязкости при пониженной твердости
- содержание углерода – 0,7-1,5 % — износостойкий и твердый сплав
То есть содержание углерода в используемых сталях для изготовления плашек должно содержать более 0,65 % углерода, достигая твердости сплава больше, чем твердость обрабатываемых заготовок.
При маркировке углеродистой инструментальной стали, применяемой для изготовления инструмента для нарезных работ добавляется буква У, например марки У10, У11.
Сейчас на рынке резьбонарезного инструмента представлено много зарубежных изготовителей. И маркировки сталей Alloy и HSS встречаются повсеместно.
Легированная сталь
Alloy – легированная инструментальная сталь. Ее твердость составляет 60-65 HRc и является высокой. Для производства плашек используются такие основные легирующие элементы, как кремний, ванадий, хром, медь, никель, азот в процентном отношении.
Легированные стали содержат общий процент добавок около 3-4%. Они не обладают высокой теплостойкостью, однако не подвержены сильному короблению. При нагревании подвергаются деформированию, предназначены для режущих элементов с небольшой скоростью нарезки.
Для режущего инструмента наиболее часто используются стали марок 9ХС, ХСВГ, 9Х5С и др.
Быстрорежущая сталь
HSS (High Speed Steel) – быстрорежущие стали. Стали класса HSS являются высоколегированными, закаленными сплавами. Для набора повышенной твердости легируются основными элементами углерод, вольфрам, молибден, кобальт, что позволяет выполнять работы при сильном нагревании и больших скоростях. Добавка в составе сплава кобальта повышает красностойкость сталей, которая обеспечивает их нормальное функционирование с максимальными нагрузками. Быстрорежущие стали обладают высокой твердостью, износостойкостью и устойчивы к деформациям при температурных колебаниях до 500-650 градусов.








Популярные быстрорежущие стали для рассматриваемого инструмента Р6М5, Р6М5К5, Р18 и др., М2, М35, М42.
Какую плашку выбрать
Таким образом, состав стали для ручного инструмента и резьбонарезных станков имеет различия. Используя ручной клупп, скорость нарезки невелика, инструмент и заготовка не подвергаются нагреванию. При использовании резьбонарезного станка, тем более высокой мощности, происходит сильное разогревание режущих элементов и увеличение нагрузки.
Плашки, изготовленные из легированной стали, подойдут при использовании ручного инструмента (Alloy).
При выполнении работ на резьбонарезном станке необходимо применять плашки из марок быстрорежущей стали (HSS).
Как выбрать наиболее подходящую модель?
Резьбонарезной станок Ridgid или резьбонарезной станок ВМС 2а востребованы в мелком и крупносерийном производстве
При выборе определенной модели следует обратить внимание на:
Тип конструкции: вес, компактность, расположение основных элементов, степень защиты подвижных элементов и зоны резания. На рынке продажи подобного оборудования есть большой выбор. К примеру, можно приобрести вертикальный вариант исполнения РЕМС или с горизонтальной компоновкой. Все зависит от поставленных задач.
Тип установленного привода. На протяжении многих лет устанавливается механический привод, так как он прост в использовании и компактен
Однако стоит учитывать, что есть довольно много типов механического привода, некоторые надежны и точны, другие выходят из строя довольно быстро.
При рассмотрении электродвигателя следует обратить внимание на то, от какой сети он питается и есть ли защита от перегрева. Большая мощность в данном случае не будет говорить о хорошей производительности.
Тип установленного зажимного устройства
Во время обработки есть вероятность возникновения довольно большой нагрузки. Для обеспечения высокой точности нарезания резьбы и безопасности работы конструкции зажимное устройство должно быть надежным.
Наличие подачи охлаждающе-смазывающей жидкости. При обработке твердосплавного материала есть вероятность существенного нагрева режущего инструмента и самой заготовки. При возникновении подобной ситуации быстро изнашивается инструмент, а также изменяются качества материала.
Резьбонарезной станок REMS Торнадо
Наличие системы автоматизации. В последнее время все большей популярностью пользуются модели с числовым программным управлением, так как они позволяют получать точные детали при высокой производительности. При этом практически весь процесс выполняется без участия человека, то есть управлять резьбонарезным станком Риджид или другого производителя может оператор с малым опытом резьбонарезания.
При выборе также уделяют внимание тому, какая фирма указана производителем. К примеру, Rothenberger является достаточно известным производителем, что определяет высокое качество получаемых изделий
Однако стоимость оборудования Rothenberger будет существенно выше, чем продукция отечественных производителей.
В заключение отметим, что рассматриваемое оборудование может устанавливаться дома, так как имеет небольшие габаритные размеры, может питаться от сети 220 В и не требует жесткого крепления к основанию. Единственным недостатком при покупке оборудования для его бытового применения является его высокая стоимость.
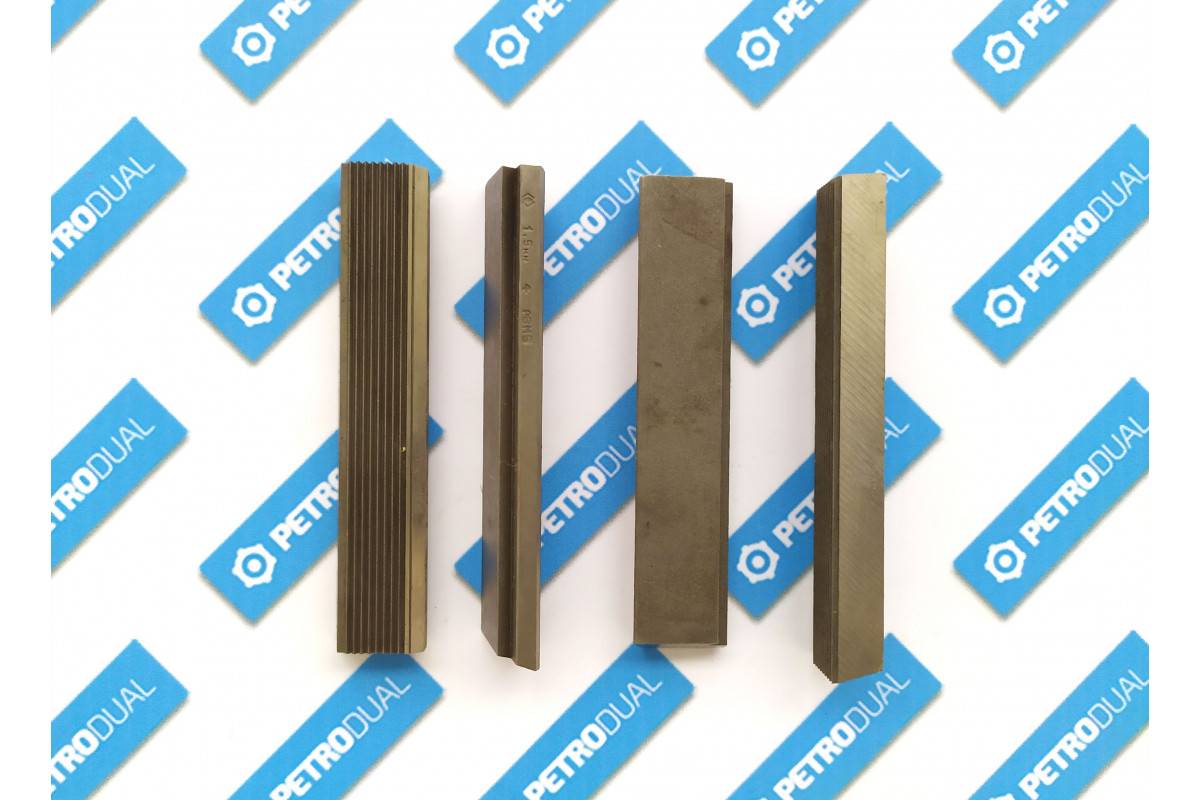
Технологические характеристики
Корпус резьбонарезной гребёнки должен быть выполнен из стали повышенной износостойкости. Для этого призму с готовым профилем подвергают термообработке до твёрдости НRC 60…64. Если гребёнка изготовлена цельной, то материалом корпуса принимают быстрорежущие стали типа Р6М5 или Р9М5К6 по ГОСТ 19265-73. Однако большинство участков цельных гребёнок не испытывает значительных сдвигающих усилий, из-за чего использование дорогостоящей стали экономически не оправдано. Поэтому в большинстве случаев корпус изготавливают из легированных конструкционных сталей типа 45Х или 40ХМ по ГОСТ 4543-81 и закаливают до НRC 58…62. После закалки корпус подвергают отпуску и шлифуют, чтобы снять коробление и обеспечить наилучшее скольжение в направляющих резьбонарезного станка.

Резьбонарезные вставки гребёнок, хотя и усложняют демонтаж инструмента, зато обеспечивают более экономный расход материалов. Вставки изготавливают их тех же марок быстрорежущей стали, что и для гребёнок цельного типа, однако стараются обеспечить инструменту повышенную вязкость. Это предохраняет гребёнки от выкрашивания на стадии врезания и исключает необходимость искусственно снижать скорость перемещения опорной плиты. Твёрдость вставок выдерживают в пределах НRC 61…63, для чего режим термообработки принимают следующим:
- предварительный подогрев заготовок в соляной ванне;
- покрытие заготовок слоем буры;
- окончательный нагрев в термической печи;
- охлаждение под прессом, который снабжается водоохлаждаемыми плитами.
Для особо ответственных разновидностей инструмента после охлаждения следует ещё одно- или двукратный отпуск до НRC 59…62.
Если скорость врезания невелика, а материал заготовок имеет высокую твёрдость, то вставки резьбонарезных гребёнок могут быть выполнены из твёрдого сплава ВК3М или ВК4 по ГОСТ 3882-74. Твёрдость такого инструмента – 89…91 НRА, при пределе прочности на изгиб не менее 1100 МПа. Твердосплавные вставки соединяют с плитой станка пайкой медью.
Режимы резания для резьбонарезных гребёнок, м/мин:
- нарезка трубной резьбы – 18…20;
- резьбообразование на конструкционных среднеуглеродистых сталях – 8…12;
- получение резьбы на легированных конструкционных сталях – 4…6;
- для получения резьб и профилей на цветных металлах и сплавах – 25…30.
Нормативная стойкость инструмента не превышает 60 мин, поэтому выгоднее использовать резьбонарезные гребёнки составной конструкции.
Принцип действия, назначение, преимущества
Нарезание резьбы считается неотделимой операцией металлообрабатывающего производства. Нарезка резьбы характерна для токарных станков с ЧПУ, винторезно-токарных агрегатов, резьбообрабатывающих установок. Справиться с резьбонарезным режимом способны и сверлильные станки методом сверления.
Резьбонакатные агрегаты – установки, использующиеся для накатки резьбовых и винтовых плоскостей на заготовках – телах вращения, произведенных из черных и цветных металлов, а также их смесей. Эти сплавы придают установке высокопрочностные характеристики и повышенный срок службы. Оборудование удобно в обслуживании, что позволяет осуществлять накатку резьб тремя методами:
- Радиальная подача роликов. Предусматривается для возделывания незначительных по длине винтовых плоскостей.
- Тангенциальная подача детали. Характеризуется усовершенствованной технологией подачи, чем радиальное поступление заготовки, так как осуществляется по касательной к окружности в заданной области.
- Метод осевого подступа болванки. Предназначается для обрабатывания винтовых соединений большой длины.
Наиболее известным и востребованным методом резьбонаката считается вариация, когда ролики подаются радиальным способом. Это обуславливается элементарностью инструментария. Процедура накатки на резьбонакатных станках происходит посредством двух подвижных роликов, но радиальная подача возможна только одним из валов.
Стоит отметить, что в радиальной методике подачи инструмента выступают только цилиндрические ролики, соответствующие нормам ГОСТ 9539.
Все эти методы активно используются в разных сферах производства. Принцип действия резьбонакатного станка основан на изменении поверхности детали и создании формы специальным инструментарием. Формируемый профиль выполняется посредством вдавливания в плоскость детали определенной нагрузки, зависящей от аппаратуры. Так осуществляется производство саморезов, шурупов, клепок.
Основными положительными сторонами резьбонакатного устройства считаются:
- отсутствие стружки, что повышает полезность действия устройства;
- выгодный экономический показатель в закупке дорогостоящих расходных материалов;
- повышенная износоустойчивость и срок службы обрабатываемых поверхностей;
- целостность резьбового соединения заготовки;
- высокая производительность строительных элементов.
Эти преимущественные показатели технологии накатки роликами обусловили им массовость использования в крупносерийном производстве.
Трехроликовый резьбонакатной станок
Основные виды
В зависимости от конструкции резьбонарезных гребенок головки могут быть:
1. С плоскими радиальными гребенками. 2. С плоскими тангенциальными гребенками. 3. С круглыми радиальными гребенками.
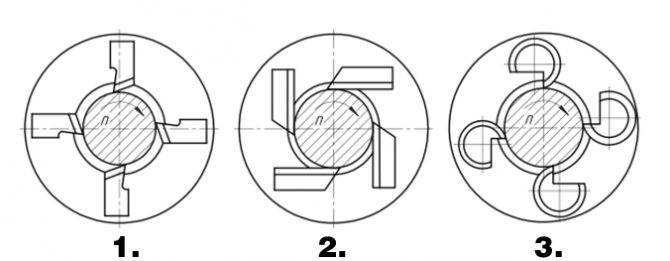
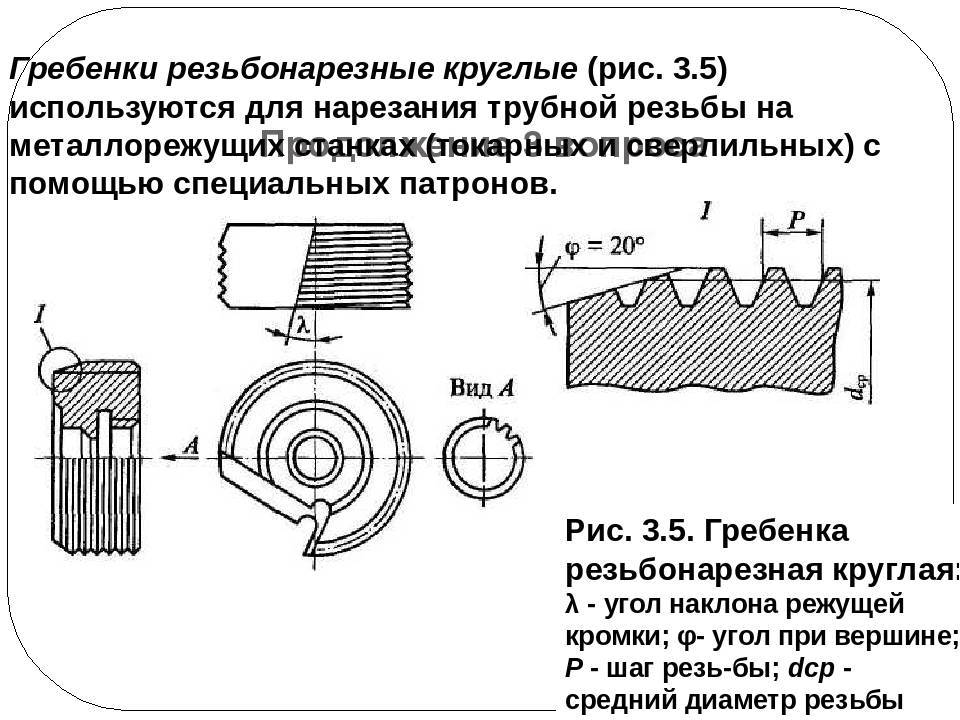
Изделия с круглыми радиальными гребенками являются самыми популярными. Это обусловлено тем, что они:
• отличаются длительным сроком службы, так как могут перетачиваться; • являются максимально стойкими к агрессивным воздействиям; • экономичны в работе; • позволяют получать круглые гребенки шлифованием.
Головки с круглыми радиальными гребенками могут быть:
1. Невращающимися
. При работе головок деталь вращается. Сама головка перемещается вдоль ее оси. Раскрывание головок в конце и закрывание в начале процесса обеспечивается с помощью специальной рукоятки. 2.Вращающимися . Такие головки применяются на сверлильных станках, токарных автоматах и полуавтоматах. Сама головка обеспечивает рабочее вращение и движение подачи. Деталь, в свою очередь, может вращаться в том же направлении. Это позволяет обеспечить нужное сокращение скорости резания. Раскрывают и закрывают головку два упора. 3.Специальными невращающимися . Такие головки используются для создания резьбы небольшого диаметра (4-10 мм). Устанавливаются резьбонарезные изделия на токарных автоматах. Открывание головок обеспечивается автоматически, а закрывание происходит при повороте револьверной головки с помощью упора и изогнутого рычага.






При нарезании наружной резьбы обычно применяются головки с круглыми гребенками. Такие изделия отличаются:
• простой конструкцией; • возможностями для работы с большим количеством переточек; • большей стабильностью.
Резьбу нарезают с принудительной подачей головки. Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками. Режущие кромки инструмента располагаются на одном диаметре и имеют заходной конус. Число гребенок в комплекте зависит от размера резьбонарезной головки. В комплекте гребенки смещены относительно друг друга в соответствии с углом подъема винтовой линии.

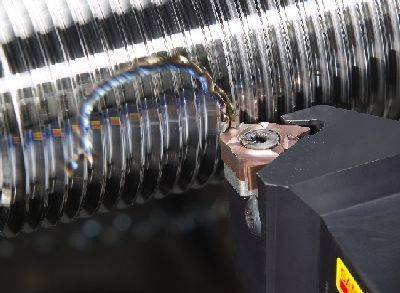
Нарезание резьбы на трубе с помощью ручного клуппа.
При нарезании длинных винтов и червяков применяют резцовые головки. Такие головки резьбонарезные устанавливаются на суппорте станка. Резцовая головка конструктивно состоит из корпуса, который вращается от отдельного привода. В корпусе закрепляются резцы (от 1 до 4). Их профиль соответствует профилю резьбы.
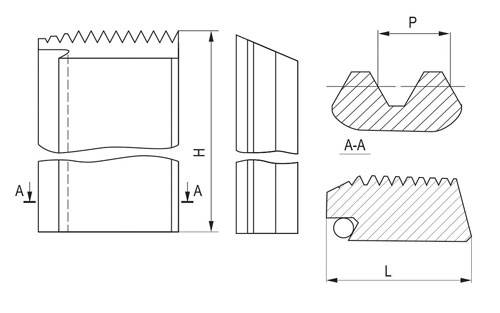
Резьбонарезная гребенка
| Основные типы и размеры плоских резьбонарезных гребенок. |
Резьбонарезные гребенки предназначены для нарезания резьбы на специальных станках.
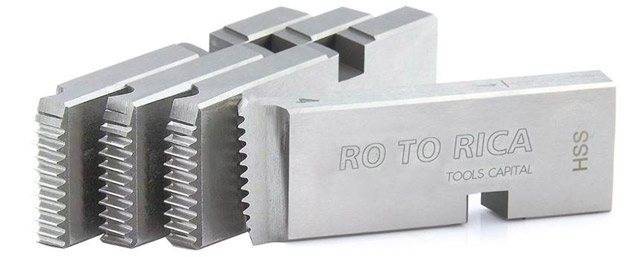
Резьбонарезные гребенки представляют собой как бы несколько резьбовых резцов ( от 2 до 8), соединенных вместе в ряд. Благодаря наличию нескольких зубьев гребенкз не требует большого числа ходов, как резьбовой резец, и, следовательно, обеспечивает большую производительность. Гребенки изготовляют плоскими ( призматическими) и круглыми.
Настройку резьбонарезных гребенок на размер производят или по готовой детали, или по проходному рабочему резьбовому калибру, которые устанавливают в рабочую зону.
Геометрические параметры и материал режущей части резьбонарезных гребенок аналогичны резьбонарезным резцам.
| Схема резьбонарезного устройства – приклона.| Схема ( а-г нарезания резьбы гребенками. |
В суппорте закрепляют резьбонарезной резец или резьбонарезную гребенку. Рукояткой 6 рычаг 5 со штифтом 7 опускается на линейку 8, в результате чего резец касается заготовки. Если в зацеплении находятся колеса Z4 и ze, то передаточное отношение равно единице и шаг нарезаемой резьбы на детали равен шагу резьбы на копире. На рис. 10.19 показаны схемы нарезания резьбы гребенками.
Опорная поверхность кулачков обеспечивает угол наклона ф витков резьбонарезных гребенок, а также смешение витков соседних гребенок на 1 / z шага резьбы, где г – число гребенок.
| Конструкция круглой гребенки. |
Износ ручных, машинных и гаечных метчиков, круглых плашек и круглых резьбонарезных гребенок происходит по задней поверхности режущей части и первым двум ниткам калибрующей части. Признаками затупления инструмента являются ухудшение чистоты резьбы и снижение ее точности.
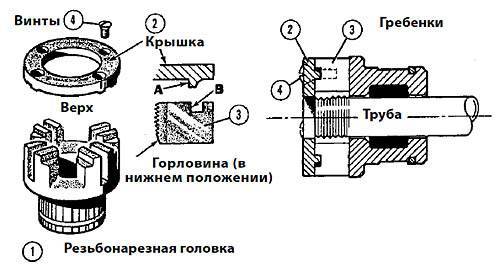
На рис. 10.21, а приведена конструкция винторезной головки для нарезания наружной резьбы круглыми резьбонарезными гребенками 2 с кольцевой нарезкой. Гребенки устанавливают выточкой 3 на кулачках 4 и крепят винтами / равномерно но окружности на равном расстоянии от центра в зависимости от диаметра нарезаемой резьбы.
К плоским относят следующие инструменты: стержневые и призматические резцы, ножи для сборного инструмента, зуборезные и резьбонарезные гребенки, расточные блоки, накатные плашки, плоские протяжки и др. Характерным признаком этого класса инструмента является оформление его по широким или узким плоскостям. Плоский инструмент подразделяют на цельные, паяные, специальные, сборные.
Гребенки для нарезания внутренних резьб почти не применяют, так как метчик представляет собой как бы комплект нескольких резьбонарезных гребенок, соединенных вместе, и в то же время он значительно лроще в изготовлении, чем гребенка.
Гребенки для нарезания внутренних резьб почти не применяют, так как метчик представляет собой как бы комплект нескольких резьбонарезных гребенок, соединенных вместе, и в то же время он значительно проще в изготовлении, чем гребенка.
К инструментам с цилиндрическим отверстием относятся насадные фрезы, дисковые шеверы, дисковые зуборезные долбяки, накатные ролики, круглые фасонные резцы, резьбонарезные гребенки.
Характеристики резьбонарезного оборудования
Чтобы агрегат работал с наименьшими потерями и развивал высокую производительность, играют роль следующие показатели:
- Мощность станка для производственных целей должна быть до 2,2 КВт, такие агрегаты используют в поточном производстве больших партий товара. Для кустарного изготовления маленьких партий труб используют станки с минимальным показателем мощности — 750 Вт.
- Частота оборотов шпинделя является показателем, который исходит из показателя мощности, и от него зависит скорость работы. Диапазон показателей колеблется в пределах от 28 до 520 вращений в минуту. У профессионального оборудования предусмотрено, как минимум три скорости, которые могут переключаться при необходимости. Для небольших мастерских приобретают маломощные станки со скоростью вращения шпинделя 28 оборотов за минуту.
- Диапазон размера деталей, с которыми работает агрегат и разброс возможной протяженности резьбы. Такой параметр определяет тип заготовок, например, для нарезки на болтах подойдет размерность 3−16 мм или 8−24 мм. Промышленная обработка труб большого диаметра отличается другими показателями.
- Вес станка определяет, является агрегат переносным или стационарным. Минимальный вес устройства для резьбового нанесения имеет вес 50 кг, он легко переносится или перевозится.
Дополнительные параметры
В каждом станке конструкторами заложены удобные дополнительные функции, в зависимости от них резьбонарезное оборудование делится на типы:
- Простые устройства, предназначенные только для операции резьбования, остальная работа (перемещение труб, установка упора, фиксация и другие) выполняется работником. Эти станки размещает мастер в небольшом помещении для разовых работ по ремонту авто и разных слесарных работ.
- Автоматическое оборудование позволяет свести работу к установке заготовки и включению кнопки пуска. Такие агрегаты совмещают основную функцию с дополнительным сверлением отверстий, которые могут иметь диапазон диаметров от 2,5 до 30 мм.
Исполнительный инструмент может располагаться в станке вертикально или горизонтально. В первом случае, который встречается наиболее часто, нарезание происходит с помощью метчика. Горизонтальное расположение режущего инструмента используется для создания резьбового соединения на газопроводных и водопроводных трубах.
Для наружной резьбы применяются плашки, винторезные головки, резьбовые резцы. Внутренняя резьба нарезается метчиками и специализированными резцами. Крупные производственные цеха используют вихревые головки для создания деталей в виде одноразовых и многоразовых винтов. С помощью современного оборудования создают типы резьбы:
- метрическую или дюймовую на трубах;
- коническую и цилиндрическую;
- трапецевидную.
С помощью дополнительных приспособлений задают несколько типов нарезки, варьируют разные формы, выбирают шаг и наклон резьбовых витков. В станках предусмотрена для этого возможность смены рабочего исполнительного инструмента. В некоторых агрегатах ставят самоцентрирующиеся резцы с острозаточенными роликами для резки труб в требуемый размер. Для их изготовления берут специально закаленные высокопрочные стали для длительной работы.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.







Характеристики резьбонарезного оборудования
Чтобы агрегат работал с наименьшими потерями и развивал высокую производительность, играют роль следующие показатели:
- Мощность станка для производственных целей должна быть до 2,2 КВт, такие агрегаты используют в поточном производстве больших партий товара. Для кустарного изготовления маленьких партий труб используют станки с минимальным показателем мощности — 750 Вт.
- Частота оборотов шпинделя является показателем, который исходит из показателя мощности, и от него зависит скорость работы. Диапазон показателей колеблется в пределах от 28 до 520 вращений в минуту. У профессионального оборудования предусмотрено, как минимум три скорости, которые могут переключаться при необходимости. Для небольших мастерских приобретают маломощные станки со скоростью вращения шпинделя 28 оборотов за минуту.
- Диапазон размера деталей, с которыми работает агрегат и разброс возможной протяженности резьбы. Такой параметр определяет тип заготовок, например, для нарезки на болтах подойдет размерность 3−16 мм или 8−24 мм. Промышленная обработка труб большого диаметра отличается другими показателями.
- Вес станка определяет, является агрегат переносным или стационарным. Минимальный вес устройства для резьбового нанесения имеет вес 50 кг, он легко переносится или перевозится.
Дополнительные параметры
В каждом станке конструкторами заложены удобные дополнительные функции, в зависимости от них резьбонарезное оборудование делится на типы:
- Простые устройства, предназначенные только для операции резьбования, остальная работа (перемещение труб, установка упора, фиксация и другие) выполняется работником. Эти станки размещает мастер в небольшом помещении для разовых работ по ремонту авто и разных слесарных работ.
- Автоматическое оборудование позволяет свести работу к установке заготовки и включению кнопки пуска. Такие агрегаты совмещают основную функцию с дополнительным сверлением отверстий, которые могут иметь диапазон диаметров от 2,5 до 30 мм.
Исполнительный инструмент может располагаться в станке вертикально или горизонтально. В первом случае, который встречается наиболее часто, нарезание происходит с помощью метчика. Горизонтальное расположение режущего инструмента используется для создания резьбового соединения на газопроводных и водопроводных трубах.
Для наружной резьбы применяются плашки, винторезные головки, резьбовые резцы. Внутренняя резьба нарезается метчиками и специализированными резцами. Крупные производственные цеха используют вихревые головки для создания деталей в виде одноразовых и многоразовых винтов. С помощью современного оборудования создают типы резьбы:
- метрическую или дюймовую на трубах;
- коническую и цилиндрическую;
- трапецевидную.
С помощью дополнительных приспособлений задают несколько типов нарезки, варьируют разные формы, выбирают шаг и наклон резьбовых витков. В станках предусмотрена для этого возможность смены рабочего исполнительного инструмента. В некоторых агрегатах ставят самоцентрирующиеся резцы с острозаточенными роликами для резки труб в требуемый размер. Для их изготовления берут специально закаленные высокопрочные стали для длительной работы.
Основные параметры
Оборудование рассматриваемой группы характеризуется по иным параметрам, нежели оборудование токарной или фрезерной группы. Это связано с тем, что резьбонарезной станок Ridgid или резьбонарезной станок Rems применяется не для изменения формы или качества поверхности, а образования канавок с заданными параметрами, которые и определяют тип резьбы. К основным параметрам, которыми обладает резьбонарезной станок для труб или других заготовок, можно отнести следующее:
- диапазон диаметра заготовки для болтовой резьбы, а также ее шаг;
- диапазон диаметра трубы, на которой можно нанести резьбу, и ее шаг;
- класс точности согласно установленным нормам в гост или ISO;
- протяженность резьбы, которая может зависеть от диаметра заготовки;
- размер наибольшей фаски;
- угол наклона фаски;
- тип резьбы, которые можно получить.
Современное оборудование, к примеру, резьбонарезной станок Ridgid или резьбонарезной станок ВМС обладают высокой производительностью и возможностью точной настройки под заданные параметры. Вышеприведенные технические характеристики указываются в документации
Однако при выборе следует уделить внимание и другим параметрам, которые определяют особенности проводимых работ

Резьбонарезной станок RIDGID 535





