Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Описание
Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либоленточныйинструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельныйразводнойстанок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования
Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра. Столь высокая точность позволяет упростить пиление, сделать его более плавным.В зависимости от загруженности производственной косильной лески, проводить процедуру приходится с большой периодичностью
Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы
Столь высокая точность позволяет упростить пиление, сделать его более плавным.В зависимости от загруженности производственной косильной лески, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Общая информация о заточном станке для ленточных пил SZ 75
Выбирая вид разводки зубьев, возможно получить требуемую схему разводку. При этом все зубья могут быть разведены последовательно т.е один влево другой вправо, или же попеременно-при которой один зуб будет разведен вправо, другой влево, а третий остается прямым. Кроме этого, регулируя шаг подачи пилы, можно получить один прямой зуб и один гнутый.
Преимущества
|
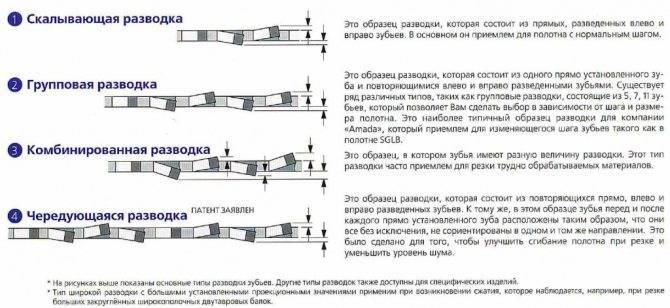
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.





Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от “пилы”).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя “умные” книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно “карману” зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.
4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта — ссылка на него обязательна!
Конструкция ленточной пилы
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Формы режущей части и угол заточки
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Подготовка приспособления к работе
В процессе постоянного использования инструмента неизбежно снижение качества режущей кромки. Он становится тусклым, и ширина зубьев уменьшается. Исходя из этого, заточка и настройка пилы по дереву является необходимой частью обслуживания ленточной пилы.
Следует отметить, что настройку зубов необходимо производить перед их заточкой, а не наоборот.
Разводка инструмента
Использование регулируемого станка.
Встраивание – это процесс загибания зубов по бокам. Это необходимо для того, чтобы пильный диск не застревал в заготовке, а также для уменьшения трения во время работы.
Есть 3 основных типа:
- При классическом методе зубы загибают вправо и влево в строгой последовательности.
- При методе стриппинга каждая треть зубов остается в исходном положении. Идеально подходит для инструментов, предназначенных для резки особо твердых пород дерева.
- При волнообразной настройке каждому зубу назначается отдельный размер изгиба. В этом случае профиль полотна приобретает форму волны. Этот способ самый сложный.
Заточка пилы
Эльборские круги разной формы.
Необходимость операции определяется визуально
В этом случае необходимо обращать внимание на состояние зубов и качество стенок разреза (например, их повышенную шероховатость).
Колеса для наконечника ленточного инструмента подбираются по степени твердости зубьев. Диски из оксида алюминия требуются для насадок из инструментальной стали
Биметаллические пилы затачиваются на боразоновых или алмазных кругах.
Форму наждака для ленточных устройств нужно подбирать исходя из их параметров. Известны круги чашеобразные, профильные, дискообразные, плоские.
Перед проведением операции необходимо открутить пилу и оставить ее в таком положении в подвешенном состоянии примерно на 10-12 часов.






Ручная заточка зубьев пилы.
Схема заточки пилы по дереву должна учитывать следующие положения.
- Удаление металла по профилю зуба должно быть равномерным;
- Необходимо подавить чрезмерное давление заточного устройства. Это может привести к отжигу;
- Профиль лезвия и высота зуба должны оставаться неизменными;
- Во время работы необходимо обеспечить жидкостное охлаждение;
- На зубах не должно появиться заусенцев.
Методы затачивания
На фото показана полнопрофильная автоматическая заточка.
Подготовить инструмент к работе можно с помощью специальных приспособлений для заточки (например, станков с кругами из разного материала и формы) или вручную. Прежде чем правильно заточить пилу по дереву, следует изучить основные методы этого.
Первый метод – заточка полного профиля.
- Он высочайшего качества, операция выполняется на автомате;
- Шлифовальный станок Elbor точной формы обрабатывает всю поверхность межзубной полости за одно движение с сопутствующими плоскостями соседних зубов;
- Полностью исключается образование угловатости на верхушке зубов;
- Относительный недостаток такой заточки – необходимость иметь соответствующее количество кругов, доступных для полотен с различным профилем.
Второй способ – заточить края зубов.
Это можно сделать вручную или на профессиональном станке.
В домашних условиях лучше заточить своими руками – на обычной механической наждачной машине или с помощью гравера. При проведении операции не забывайте о средствах индивидуальной защиты и используйте специальные перчатки, маску или защитные очки.
Когда у вас и ваших соседей нет гравера, станка или наждака, вы можете заточить ленточную пилу традиционным народным способом, используя напильник.
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.
Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
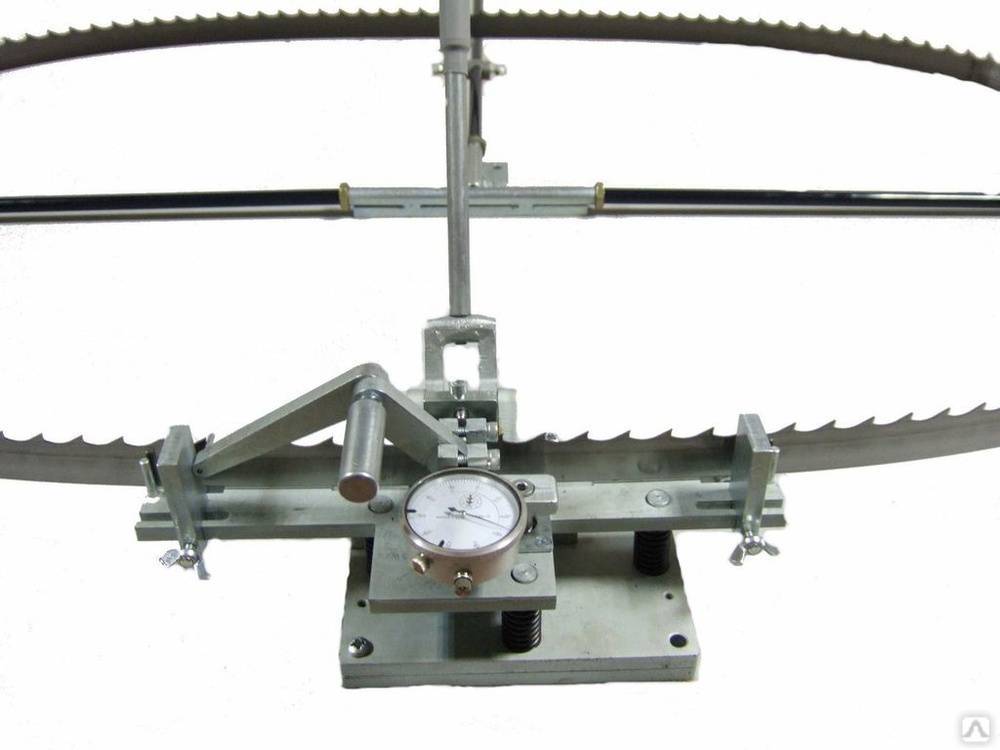
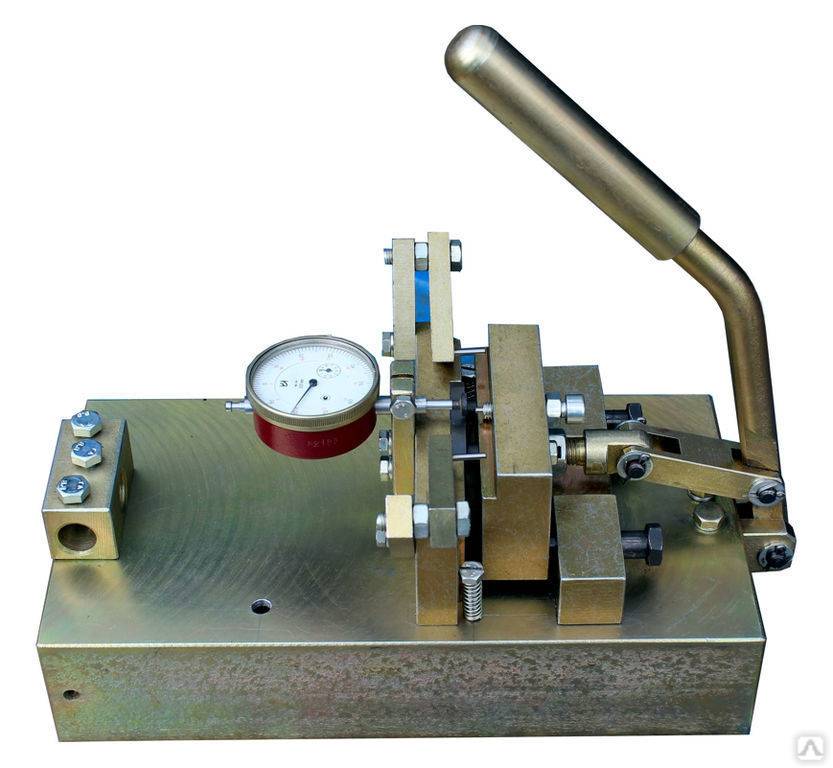
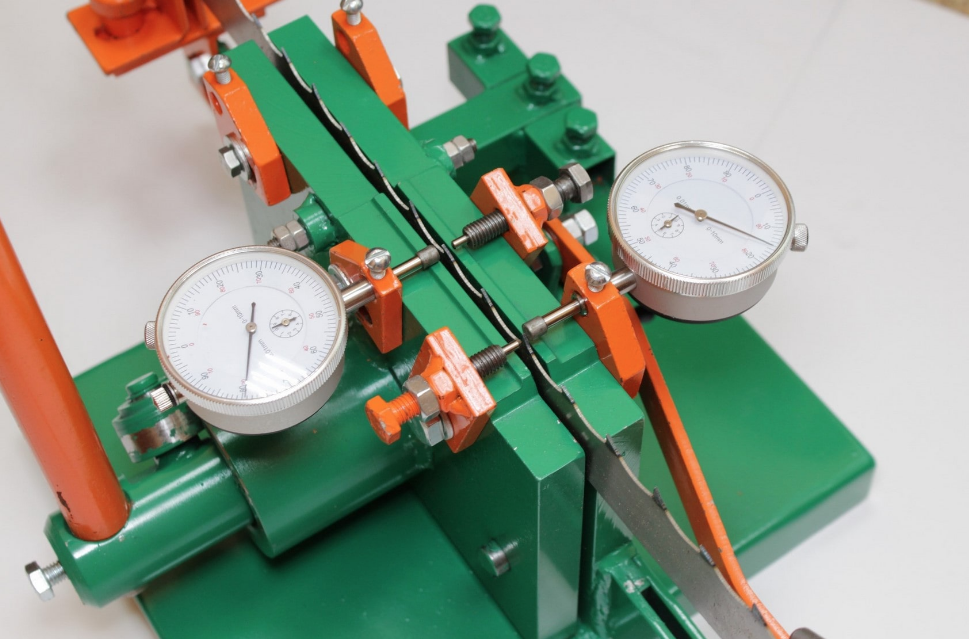
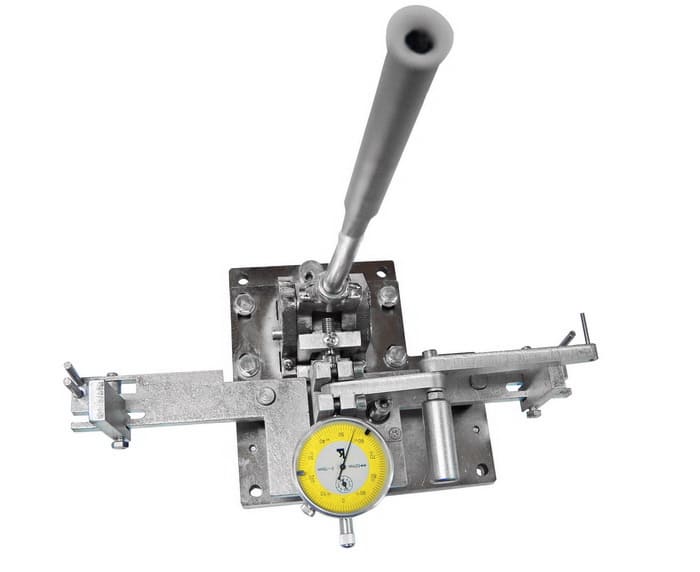
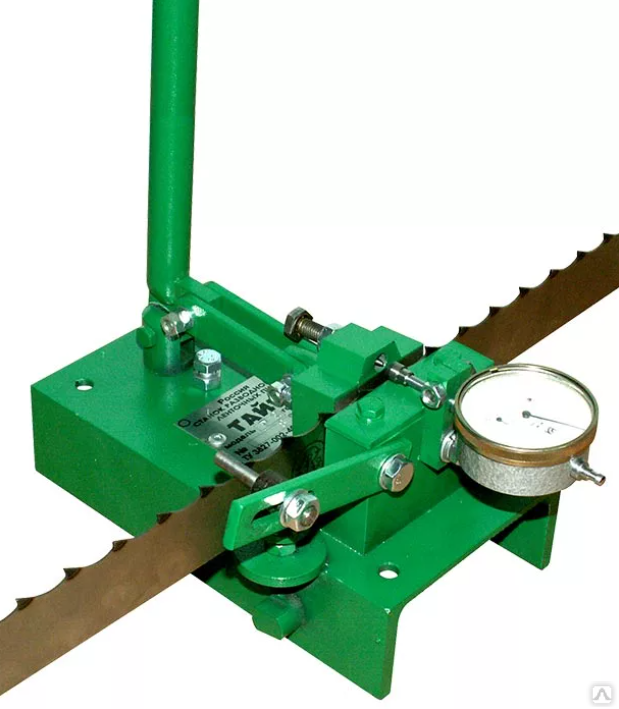
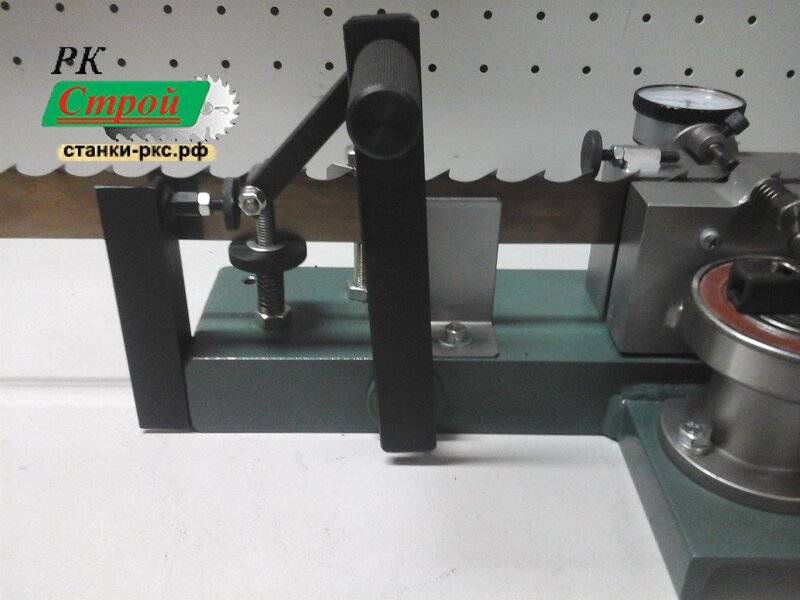
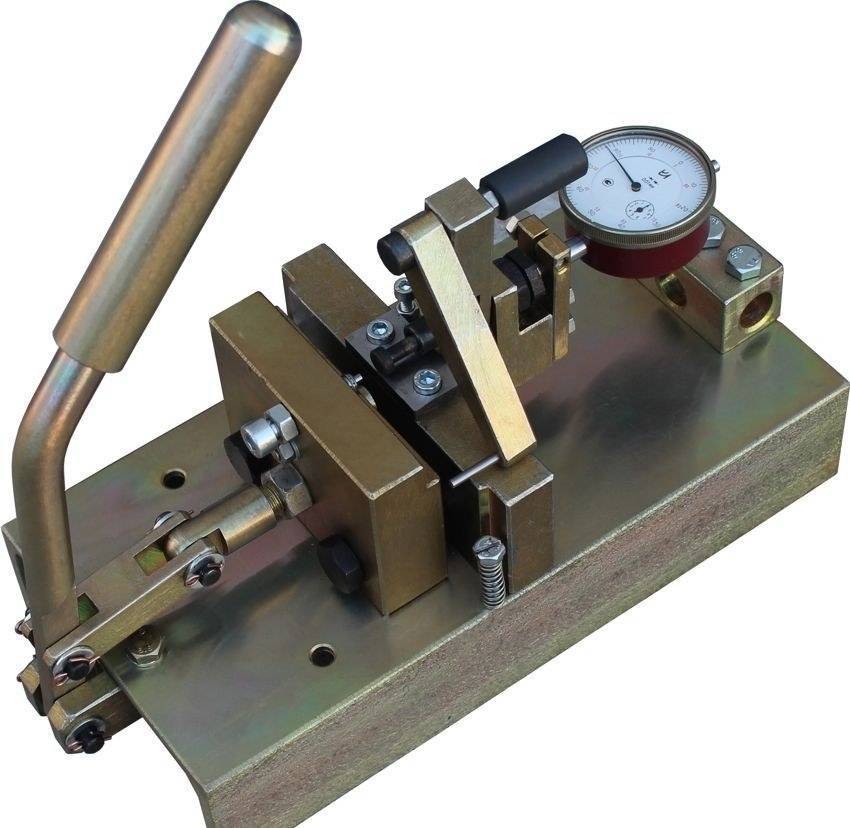
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
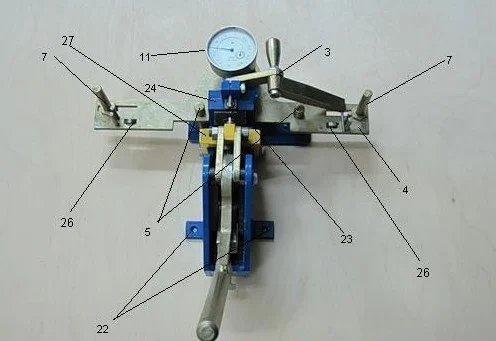
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
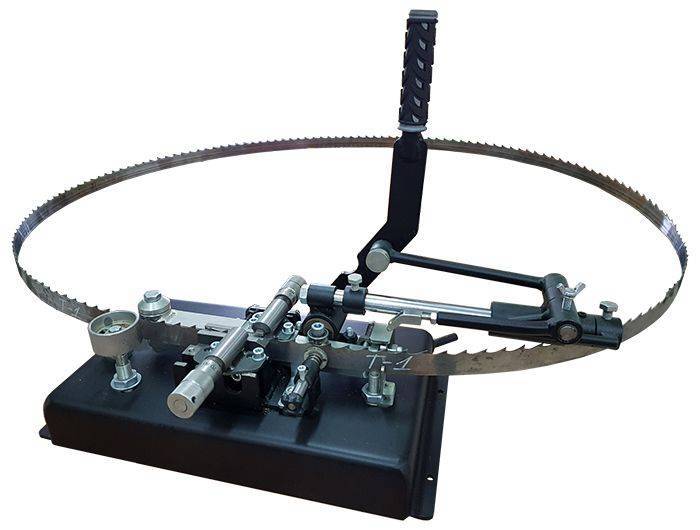
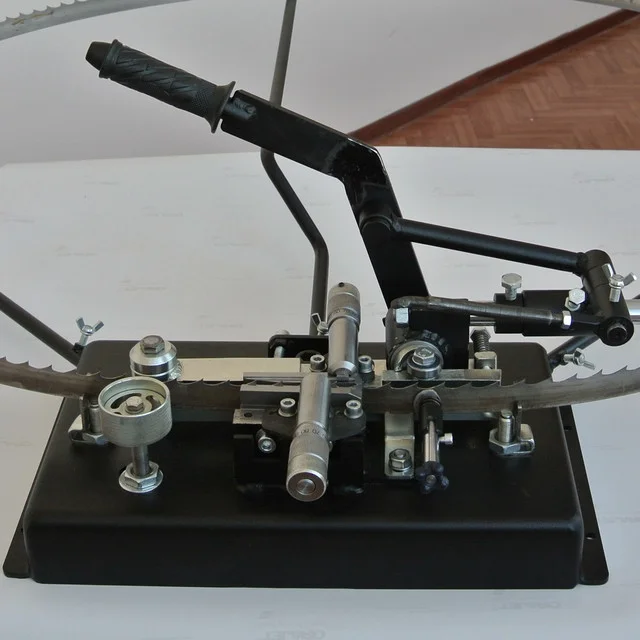
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
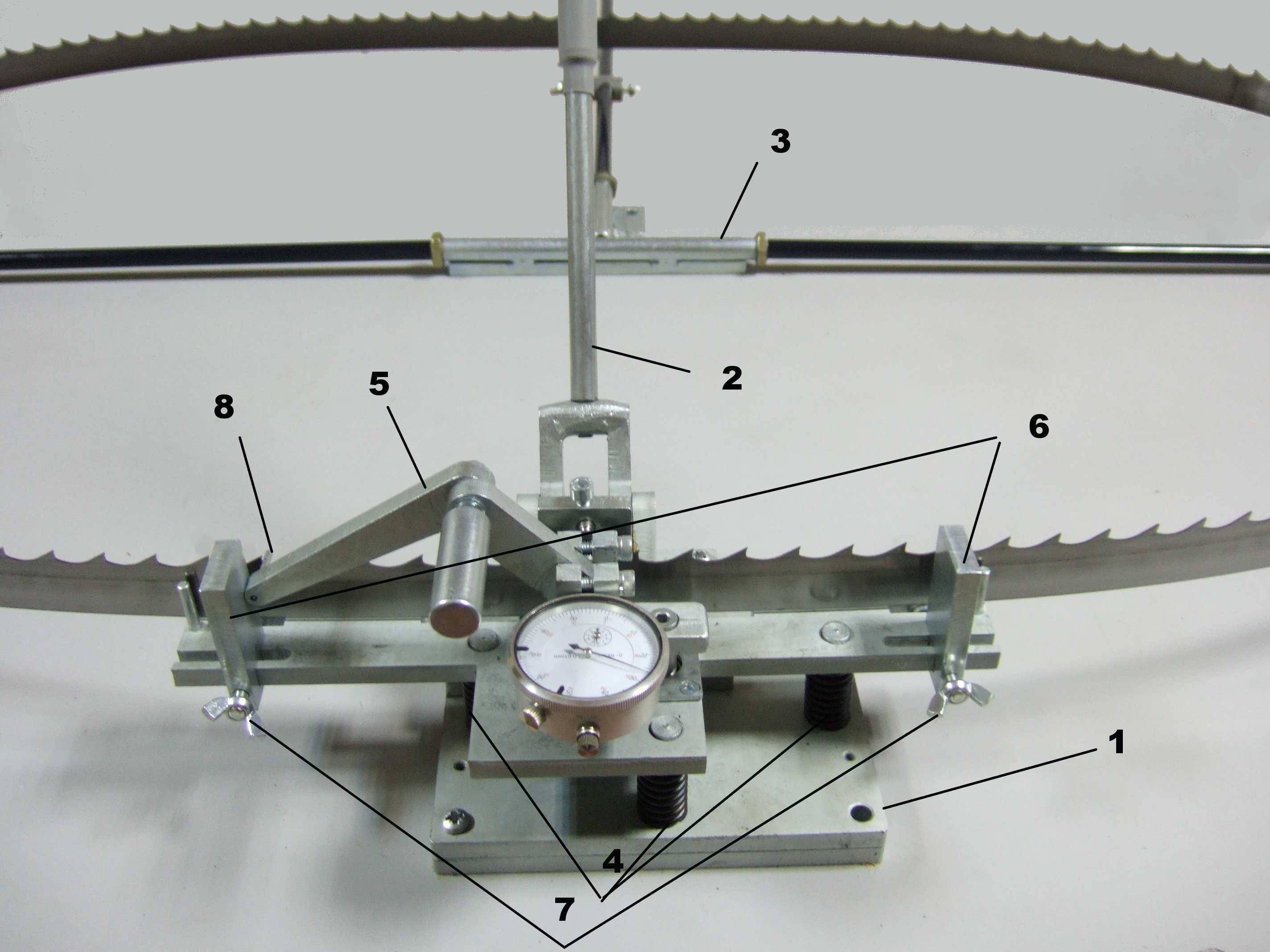
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
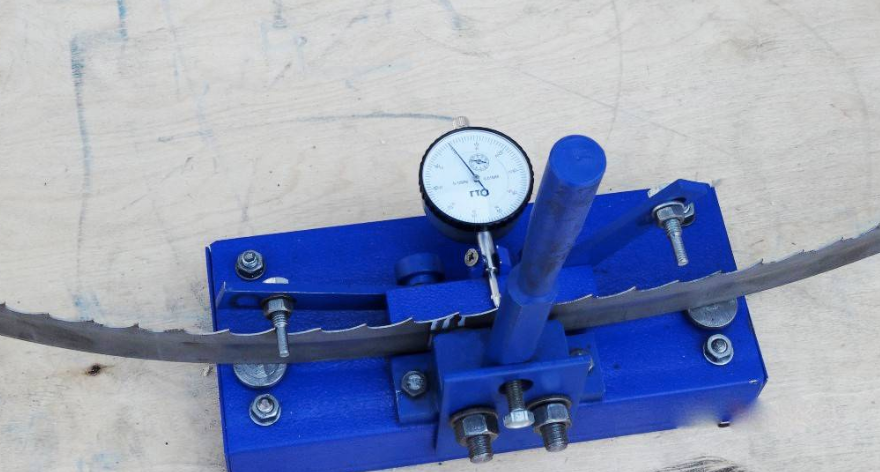
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
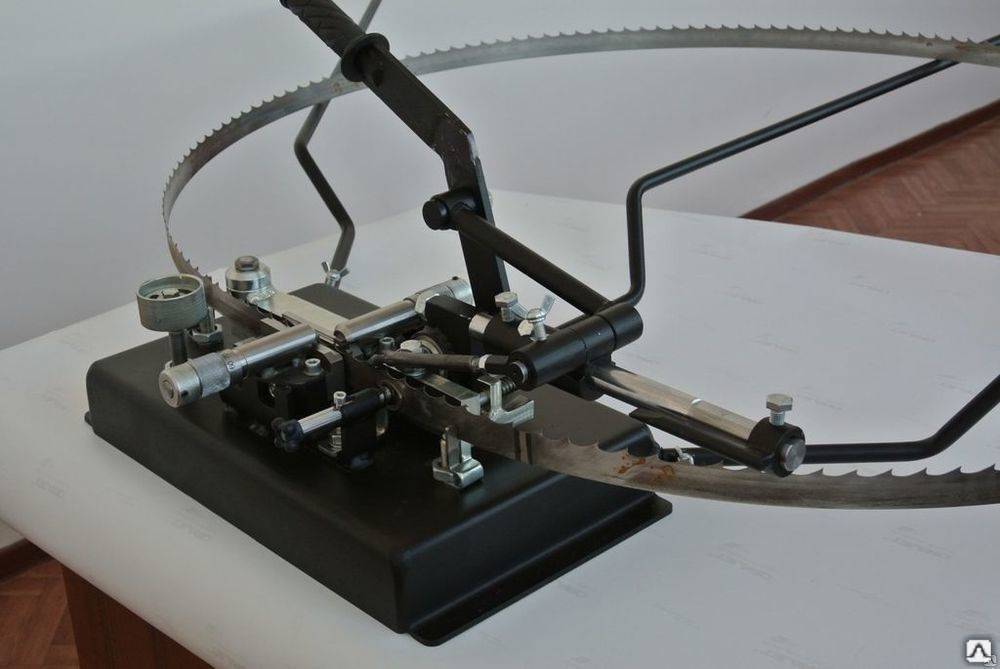
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Развод зубьев ножовки
Движение полотна должно быть свободным, зачем разводят зубья пилы на схожую величину.
Чтоб понизить коэффициент трения и зажим ножовки в пропиле, его ширина должна быть больше толщины рабочего полотна, по другому металл греется и расширяется, что приводит к заеданию пилы.
Развод зубьев ножовки производится отгибанием резцов в стороны.
Внедрение плоскогубцев не позволяет получить однообразный угол наклона – таким инвентарем можно будет пилить только дрова.
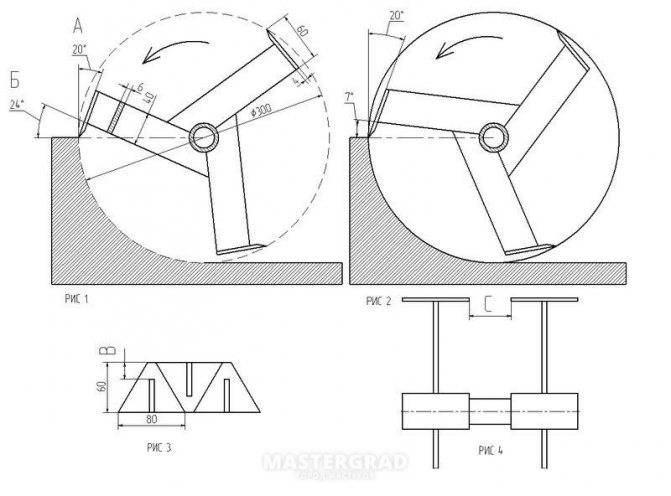
Чтоб развести резцы умеренно и получить ровненький, осторожный срез, употребляется самодельное приспособление для разводки зубьев.
Для его производства нужна железная плашка случайной формы шириной 2-3 мм.
В ординарном варианте, делаются несколько прорезей, обозначающих толщину полотна.
Зубец захватывается в отверстие, и отгибается до заслуги избранного упора.
Во 2-ой версии, в планке пилкой по металлу пропиливается срез, и сверлятся два отверстия для установки ограничителя.
Поворот сектора в стороны позволяет регулировать угол загиба.
На рисунке изображена обычная модель и разводка с упором.
Схема устройства отличается интуитивной простотой производства и использования.
Нужно учитывать, что для ширины отгиба есть свои характеристики.
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.





Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.
Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.