Сферы применения и технические особенности станка
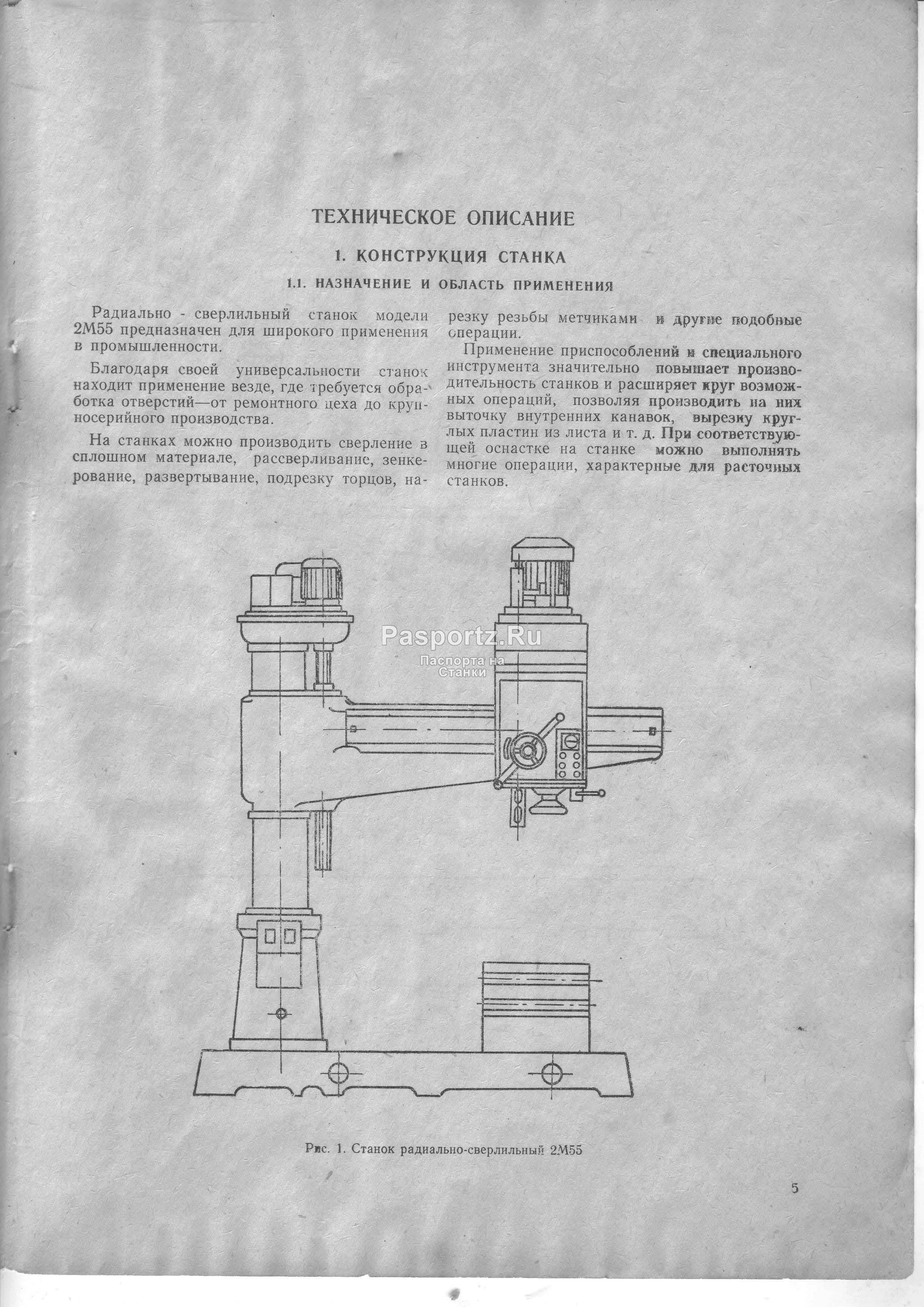
Станок 2М55, конструкция которого разработана в известном Одесском конструкторском бюро «АРС», служит для выполнения таких технологических операций, как:
- сверление и рассверливание отверстий;
- зенкерование;
- развертывание;
- растачивание предварительно выполненных отверстий;
- нарезание внутренней резьбы;
- подрезка торцов деталей и др.
Благодаря универсальности радиально-сверлильного станка модели 2М55 его успешно используют на предприятиях, выпускающих продукцию единичными, мелкими и средними сериями, и в сборочных цехах предприятий, работающих в сфере тяжелого транспортного машиностроения. Технические возможности станка позволяют оснащать его дополнительными приспособлениями и инструментами, благодаря которым это устройство можно использовать в крупносерийном производстве.

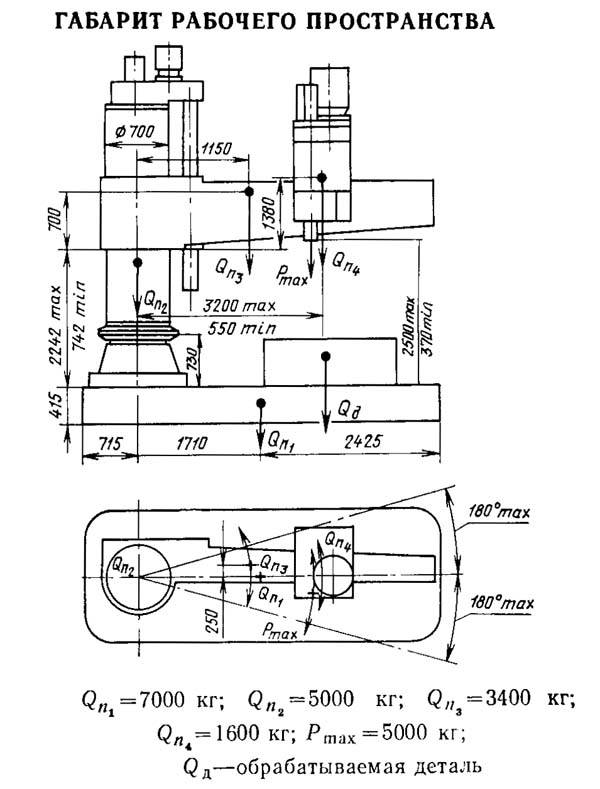
Массивное основание станка 2М55 позволяет разместить два стола и работать с крупногабаритными деталями
Важное преимущество использования рассматриваемого аппарата состоит в том, что обрабатываемая деталь остается неподвижной, а все перемещения совершает шпиндельный узел с закрепленным в нем режущим инструментом. Такая конструктивная особенность модели 2М55 позволяет экономить время, а также исключает необходимость перемещать габаритные и тяжелые детали по рабочему столу оборудования
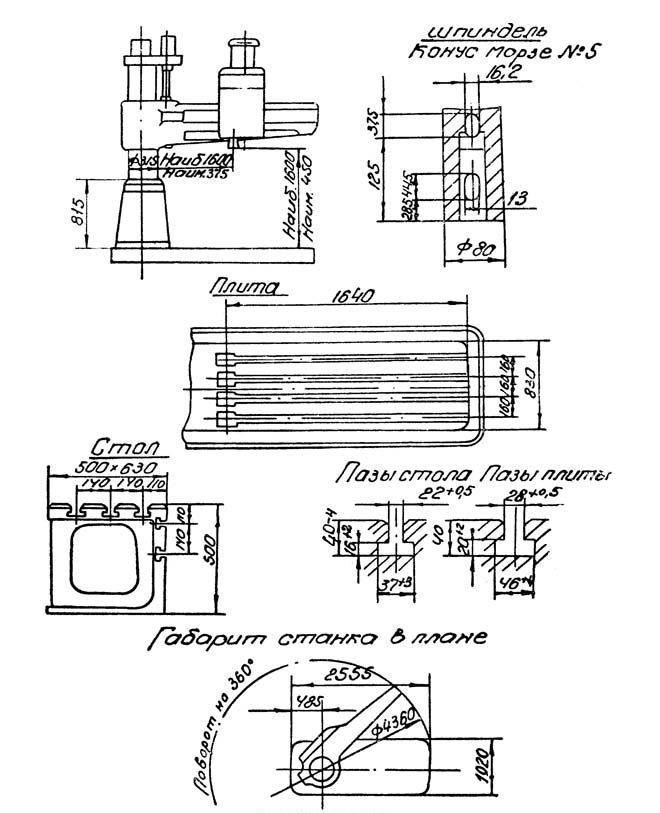
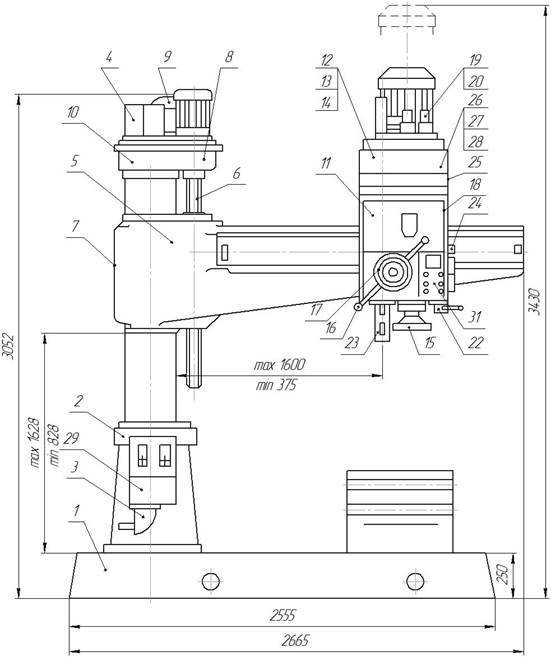
Установочные размеры станка
К преимуществам радиально-сверлильного станка модели 2М55 относят следующие особенности.
- В верхней части агрегата отсутствуют механизмы, нуждающиеся в обслуживании, что значительно облегчает процесс использования аппарата.
- Зажим колонны из-за использования конусного механизма отличается высокой жесткостью, что делает возможной обработку на высоких скоростях. Благодаря такой характеристике увеличивается ход траверсы по колонне и головки для сверления по траверсе, в результате возрастает объем рабочего пространства.
- Благодаря двухстоечной компоновке радиально-сверлильного станка 2М55 и оснащению траверсы оборудования жесткими направляющими обеспечивается высокая точность обработки заготовок.
- Высокая скорость передвижения рукава по колонне и быстродействие его зажима значительно сокращают время выполнения вспомогательных операций.
- Конструкция направляющих станка, при разработке которой были использованы инновационные подходы, увеличивает его ремонтопригодность и сокращает время на техническое обслуживание. Особое значение имеют следующие характеристики радиально-сверлильного станка модели 2М55.
- Противовес, которым оснащен шпиндельный узел, дает возможность оперативно регулировать данный узел в зависимости от веса используемого инструмента.
- Колонна станка из-за специальной конструкции поворачивается очень легко, в результате оператор затрачивает минимум усилий при выполнении такой операции.
- Направляющие станка не нуждаются в частом шабрении, для восстановления их характеристик достаточно плановых мероприятий.
- Технические возможности радиально-сверлильного станка 2М55 предусматривают автоматическое отключение вращающегося инструмента тогда, когда он достиг требуемой глубины сверления.
- Зажим колонны благодаря своей особой конструкции создает значительный тормозной момент, что повышает производительность устройства.
- В конструкции радиально-сверлильного станка 2М55 имеется электрогидравлический преселективный механизм, управляемый дистанционно и позволяющий предварительно устанавливать необходимые характеристики сверления, а также оперативно изменять их в ходе обработки.
- Высокая жесткость станка 2М55 способствует тому, что ось шпинделя остается в исходном положении в процессе работы.
Органы управления станка (нажмите для увеличения)
Технические характеристики модели
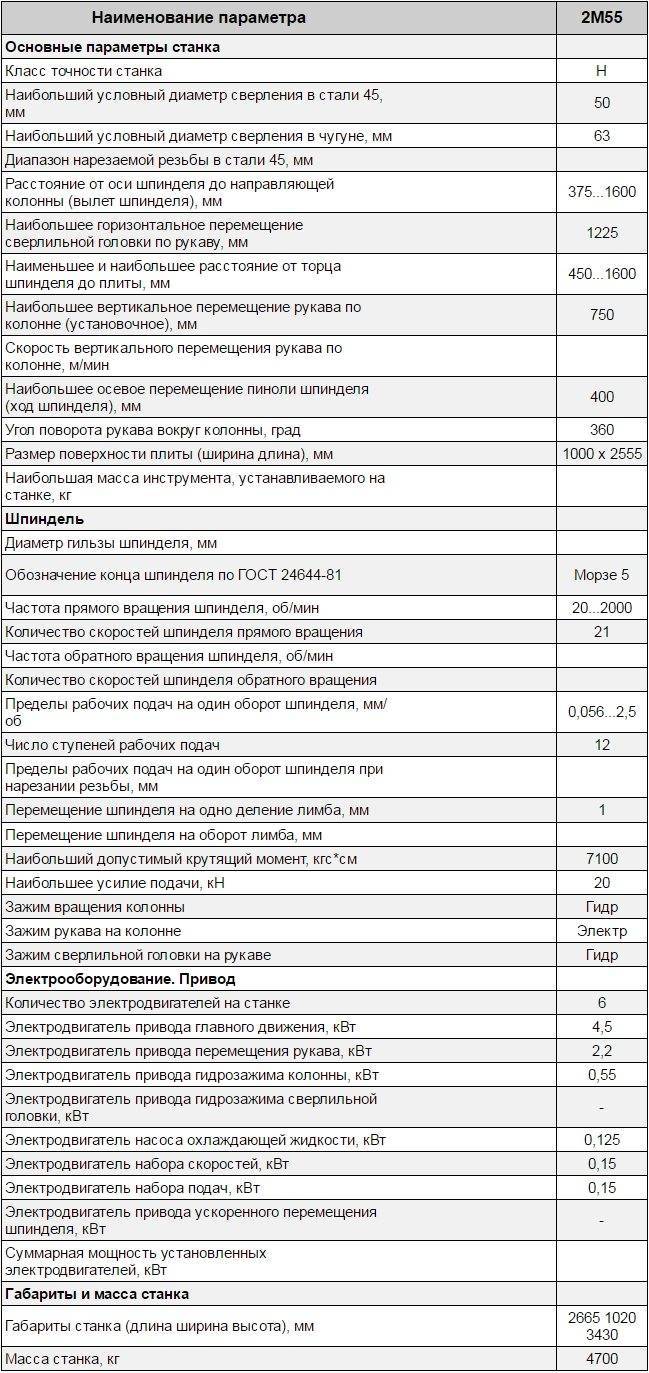
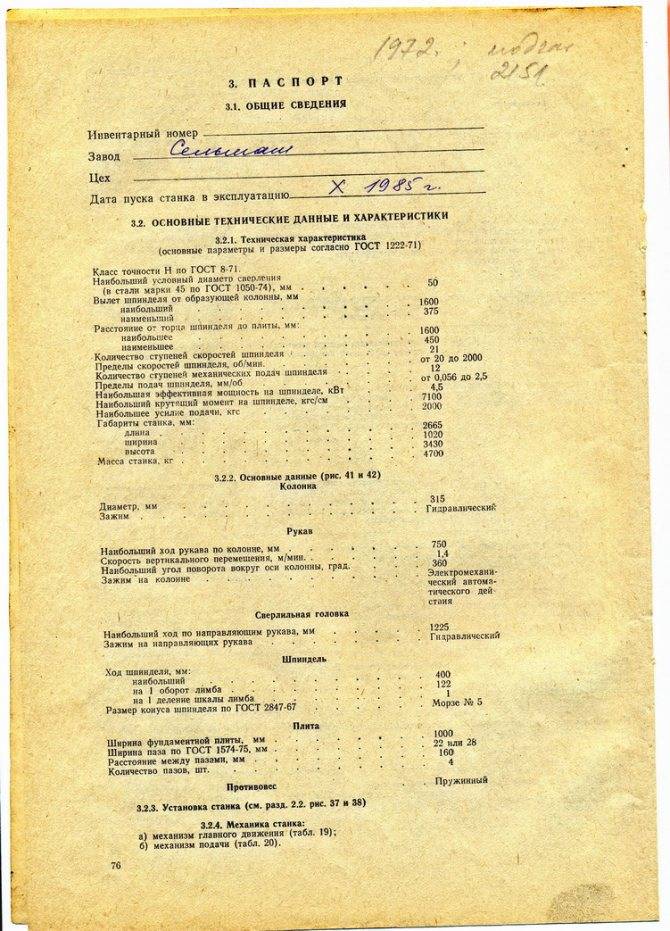
Радиально-сверлильный станок рассматриваемой модели, согласно паспорту, обладает следующими техническими характеристиками.
- Максимальный диаметр отверстия, получаемого на данном станке (для стальных деталей), – 50 мм.
- Категория точности оборудования – «Н».
- Рукав с расположенной на нем сверлильной головкой может поворачиваться на 3600.
- Максимальное перемещение траверсы в вертикальном направлении – 750 мм.
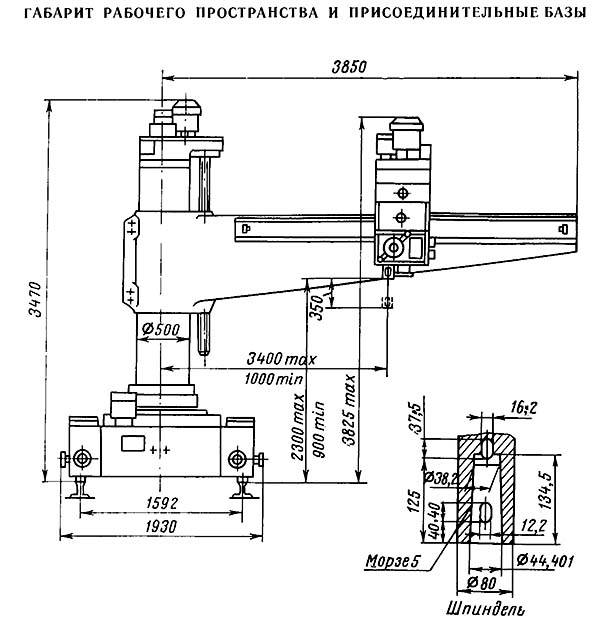
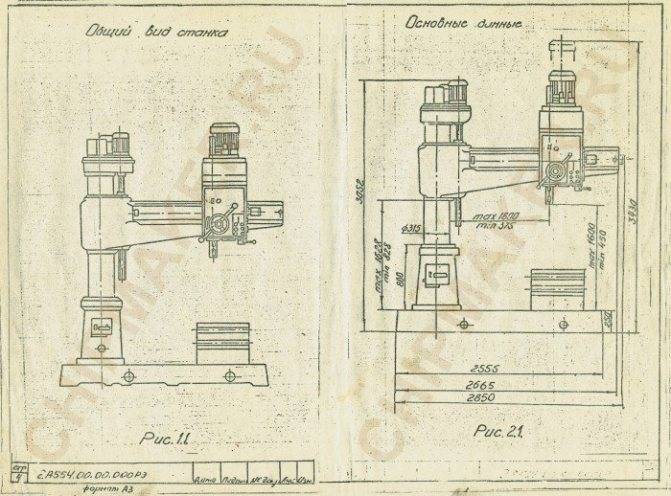
- Торец шпинделя может располагаться относительно рабочего стола в интервале от 450 до 1600 мм.
- Габариты рабочего стола – 2555х1000 мм.
- Минимальное расстояние от оси шпиндельной головки до колонны станка – 375 мм, максимальное – 1600 мм.
- Рабочая головка может передвигаться по траверсе на расстояние до 1225 мм.
- Наибольший ход шпинделя в вертикальном направлении – 400 мм.
- Масса станка составляет 4700 кг.
Характеристики станка 2М55
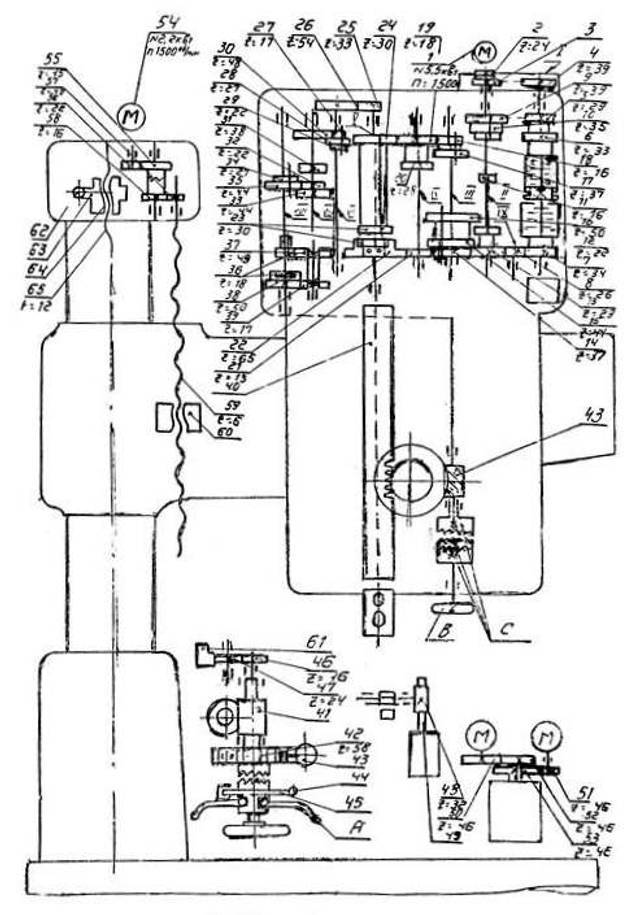
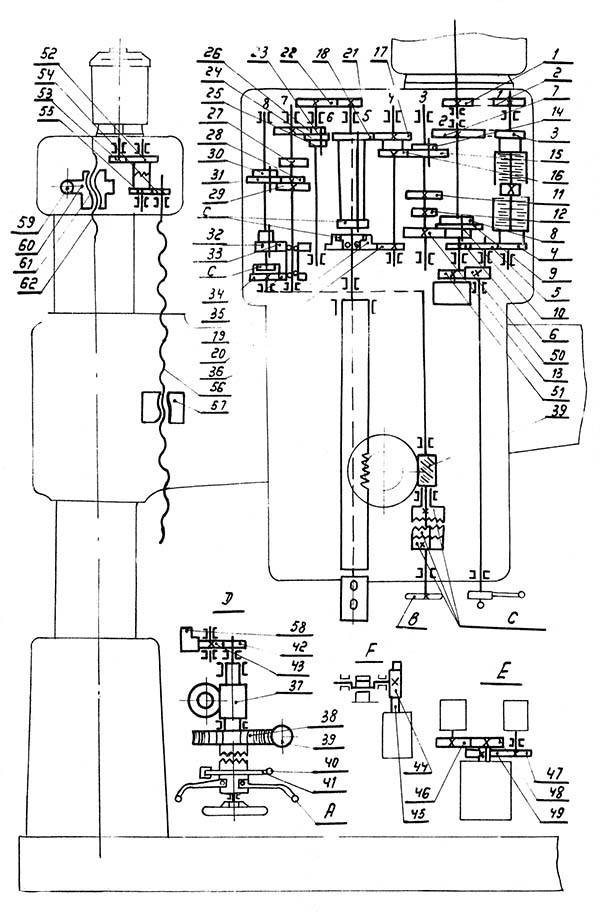
На станке данной модели, согласно паспорту, установлено шесть электрических двигателей:
- отвечающий за главное движение (мощность – 4,5 кВт);
- обеспечивающий гидравлический зажим колонны (0,55 кВт);
- привода вертикального перемещения траверсы (2,2 кВт);
- отвечающий за подачи (0,15 кВт);
- коробки скоростей (0,15 кВт);
- отвечающий за подачу охлаждающей жидкости (0,125 кВт).
Для питания радиально-сверлильного станка 2М55 необходима трехфазная электрическая сеть с напряжением 380 В. Выключатели для запуска аппарата и его охлаждающей системы находятся на цоколе колонны. Панель с кнопками, управляющими работой станка, располагается в нише траверсы. Электрическое питание и заземление агрегата обеспечиваются за счет использования токосъемника кольцевой конструкции.

Пульт управления сверлильным станком 2М55
Пульт, расположенный на сверлильной головке, оснащен блоком управления рабочими режимами оборудования, а также индикатором, отражающим уровень нагрузки на станок, что позволяет контролировать работу главного электрического двигателя.
Работа шпиндельного узла управляется при помощи специального командного аппарата, на панели которого для этого имеются кнопки и соответствующие рукоятки. Для того чтобы выполнить полную остановку радиально-сверлильного станка, необходимо задействовать кнопку с толкателем красного цвета.
Ниже вы можете бесплатно скачать техническую документацию по данному станку.
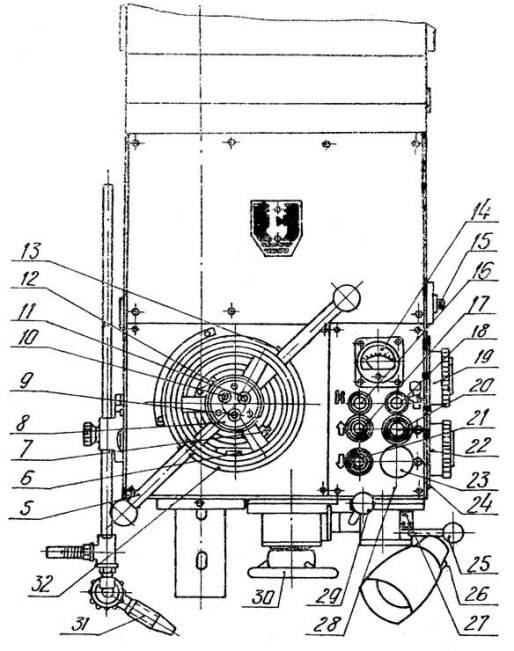
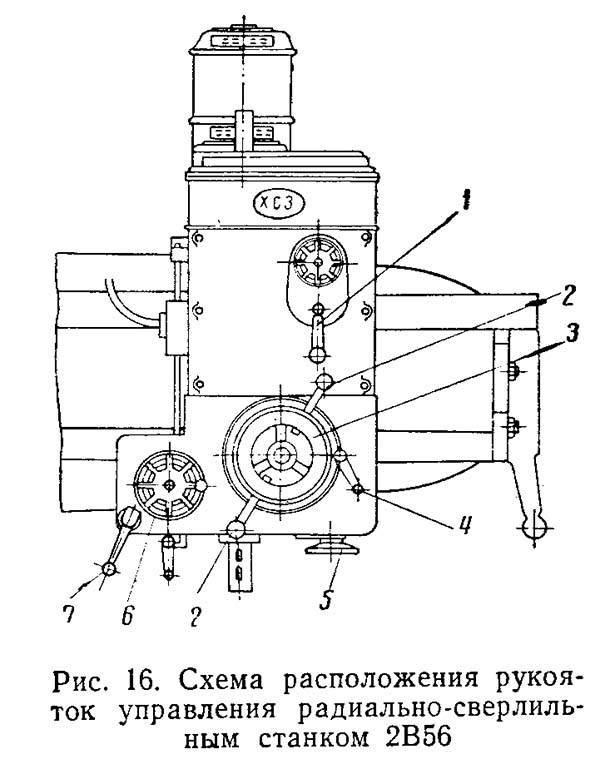
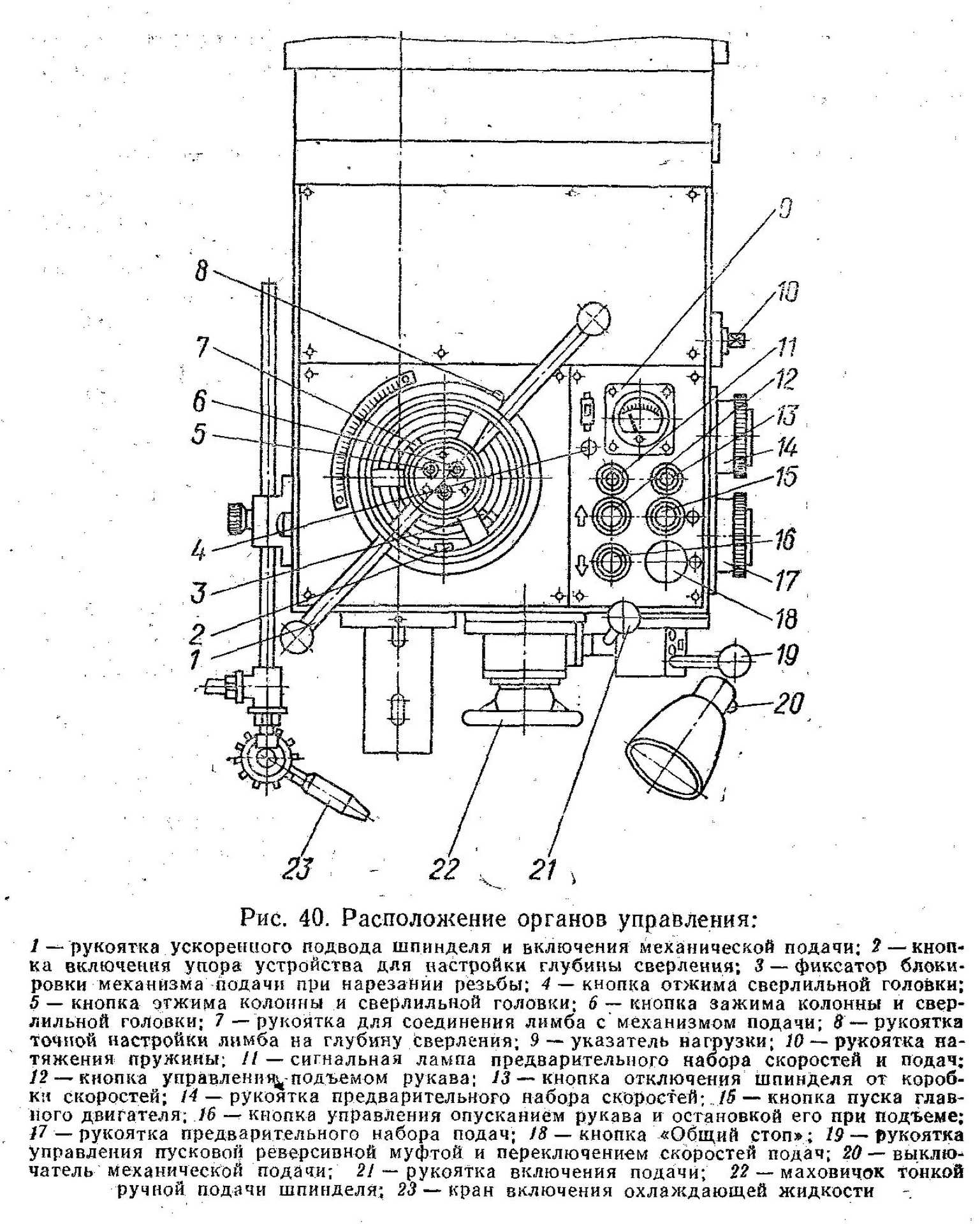
Органы управления
На станок 2М55 руководство по эксплуатированию приводит описание управления станком.
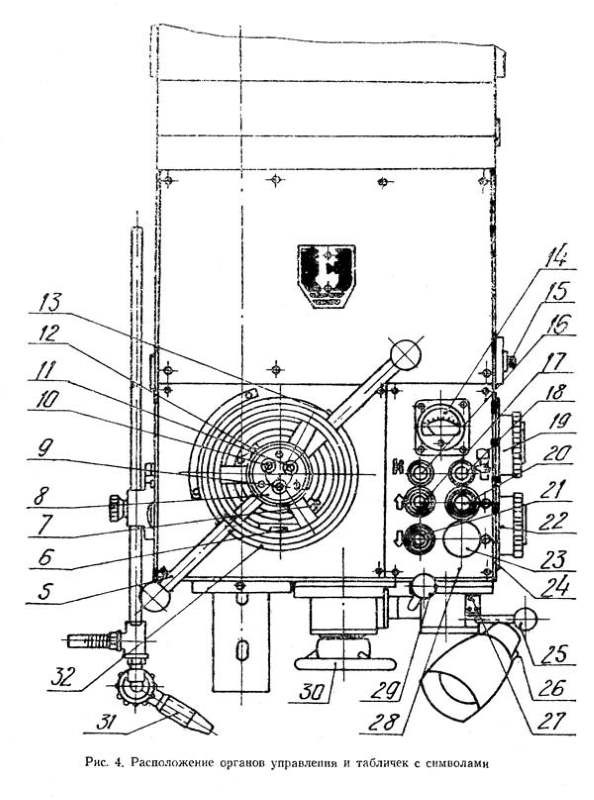
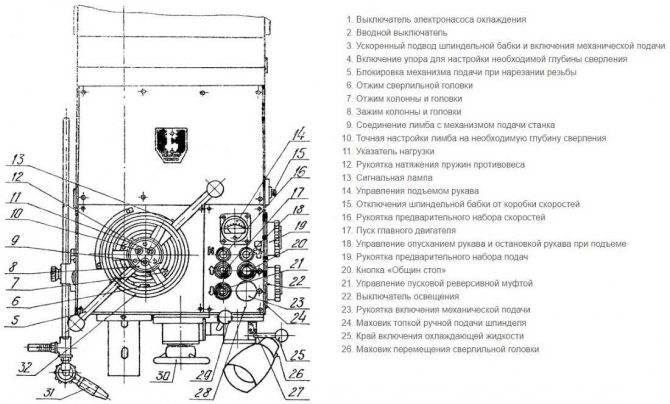
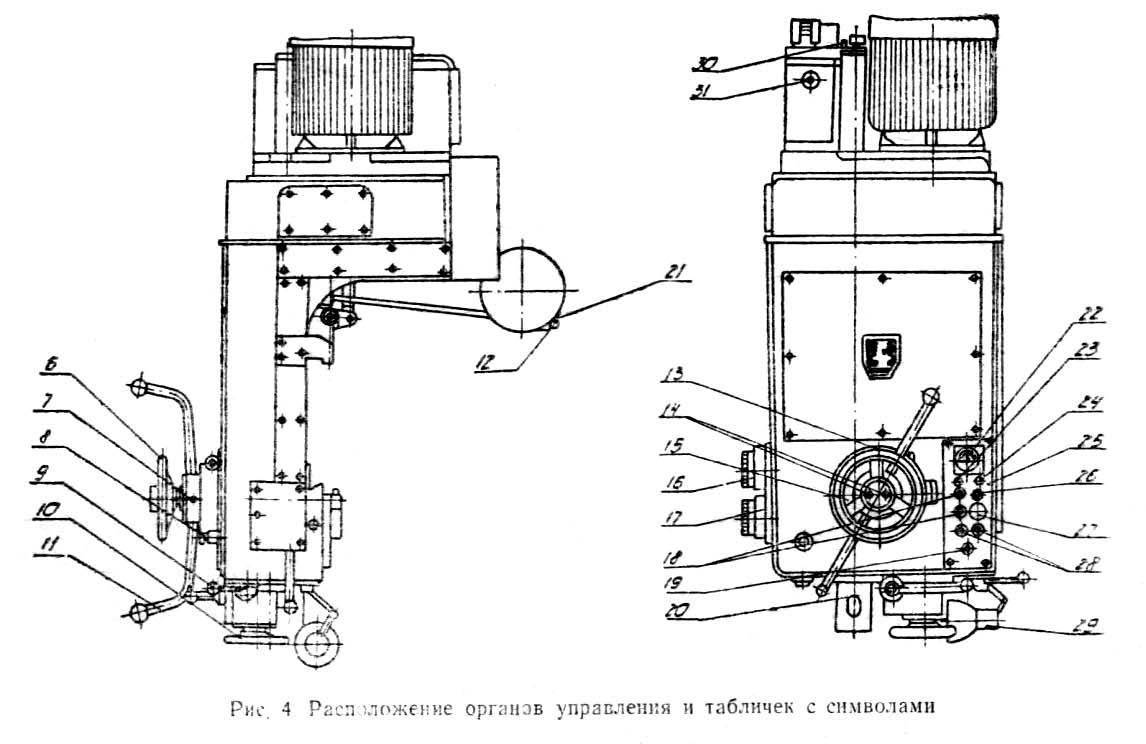
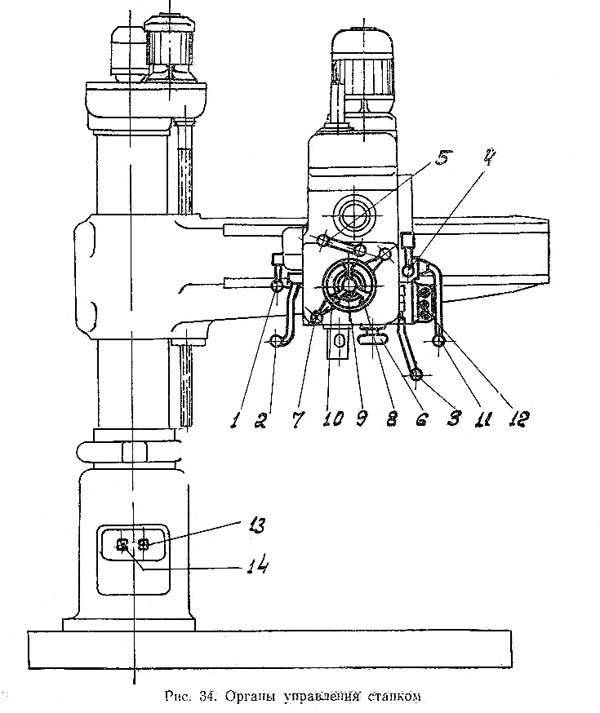
Органы управления станком 2М55
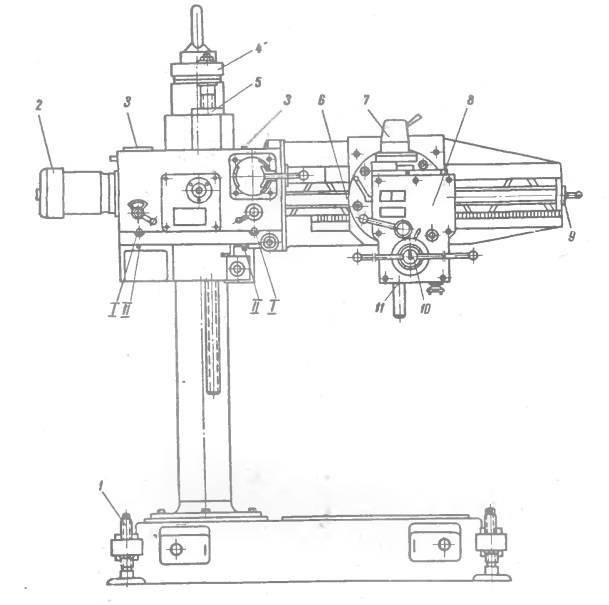
На рисунке предоставлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины высверливания – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны одновременно с сверлильной головкой – 10;
- зажим колонны одновременно с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- правильная настройка лимба -13;
- амперметр (указатель нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- указатель преднабора – 16;
- подъем рукава – 17;
- выключение шпинделя – 18;
- рукоять преднабора – 19;
- пуск основного мотора – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- локальное освещение – 26;
- включение механической подачи – 29;
- точная подача ручным способом – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
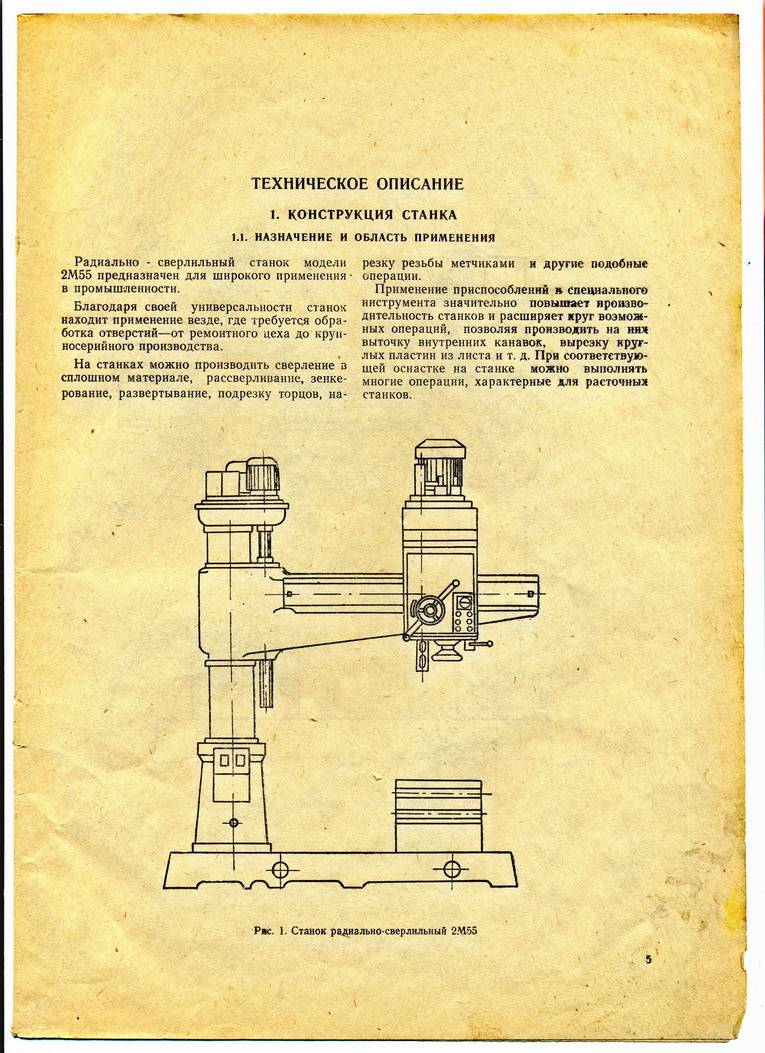
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).

Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Сферы применения и технические особенности станка
Станок 2М55, конструкция которого разработана в известном Одесском конструкторском бюро «АРС», служит для выполнения таких технологических операций, как:
- сверление и рассверливание отверстий;
- зенкерование;
- развертывание;
- растачивание предварительно выполненных отверстий;
- нарезание внутренней резьбы;
- подрезка торцов деталей и др.
Благодаря универсальности радиально-сверлильного станка модели 2М55 его успешно используют на предприятиях, выпускающих продукцию единичными, мелкими и средними сериями, и в сборочных цехах предприятий, работающих в сфере тяжелого транспортного машиностроения. Технические возможности станка позволяют оснащать его дополнительными приспособлениями и инструментами, благодаря которым это устройство можно использовать в крупносерийном производстве.
Массивное основание станка 2М55 позволяет разместить два стола и работать с крупногабаритными деталями
Важное преимущество использования рассматриваемого аппарата состоит в том, что обрабатываемая деталь остается неподвижной, а все перемещения совершает шпиндельный узел с закрепленным в нем режущим инструментом. Такая конструктивная особенность модели 2М55 позволяет экономить время, а также исключает необходимость перемещать габаритные и тяжелые детали по рабочему столу оборудования. Установочные размеры станка
Установочные размеры станка
К преимуществам радиально-сверлильного станка модели 2М55 относят следующие особенности.
- В верхней части агрегата отсутствуют механизмы, нуждающиеся в обслуживании, что значительно облегчает процесс использования аппарата.
- Зажим колонны из-за использования конусного механизма отличается высокой жесткостью, что делает возможной обработку на высоких скоростях. Благодаря такой характеристике увеличивается ход траверсы по колонне и головки для сверления по траверсе, в результате возрастает объем рабочего пространства.
- Благодаря двухстоечной компоновке радиально-сверлильного станка 2М55 и оснащению траверсы оборудования жесткими направляющими обеспечивается высокая точность обработки заготовок.
- Высокая скорость передвижения рукава по колонне и быстродействие его зажима значительно сокращают время выполнения вспомогательных операций.
- Конструкция направляющих станка, при разработке которой были использованы инновационные подходы, увеличивает его ремонтопригодность и сокращает время на техническое обслуживание. Особое значение имеют следующие характеристики радиально-сверлильного станка модели 2М55.
- Противовес, которым оснащен шпиндельный узел, дает возможность оперативно регулировать данный узел в зависимости от веса используемого инструмента.
- Колонна станка из-за специальной конструкции поворачивается очень легко, в результате оператор затрачивает минимум усилий при выполнении такой операции.
- Направляющие станка не нуждаются в частом шабрении, для восстановления их характеристик достаточно плановых мероприятий.
- Технические возможности радиально-сверлильного станка 2М55 предусматривают автоматическое отключение вращающегося инструмента тогда, когда он достиг требуемой глубины сверления.
- Зажим колонны благодаря своей особой конструкции создает значительный тормозной момент, что повышает производительность устройства.
- В конструкции радиально-сверлильного станка 2М55 имеется электрогидравлический преселективный механизм, управляемый дистанционно и позволяющий предварительно устанавливать необходимые характеристики сверления, а также оперативно изменять их в ходе обработки.
- Высокая жесткость станка 2М55 способствует тому, что ось шпинделя остается в исходном положении в процессе работы.
Органы управления станка (нажмите для увеличения)
Радиально сверлильный станок 2М55
- Описание
- Комментарии
- Отзывы
Cтанок радиально-сверлильный 2М55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей.
Станок имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора.
Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента, размера и т.д.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления. Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Радиально сверлильный станок 2М55 технические характеристики
| Характеристика | 2М55 |
|---|---|
| Наибольший диаметр сверления в стали средней твердости, мм | 50 |
| Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм. | 450 — 1500 |
| Расстояние от нижнего торца шпинделя до плиты, мм. | 470 — 1500 |
| Наибольшее вертикальное перемещение рукава по колонне, | 680 |
| Наибольшее осевое перемещение шпинделя, мм. | 350 |
| Конус шпинделя | Морзе 5 |
| Наибольший вес инструмента, управляемый противовесом при наибольшей допускаемой затяжке, кг. | 30 |
| Количество скоростей вращения шпинделя | 19 |
| Пределы чисел оборотов в минуту | 30 — 1700 |
| Мощность электродвигателя привода шпинделя, кВт. | 4,5 |
| Мощность электродвигателя перемещения рукава, кВт. | 1,7 |
| Габариты станка, мм. | 2625 х 968 х 3265 |
| Вес 2М55 2М55 станка, кг. | 4100 |
Конструктивные особенности и технические параметры радиально-сверлильных станков
Радиально-сверлильные станки предназначены для обработки заготовок с большими габаритами. Они отличаются от аналогичных моделей оборудования компоновкой и функциональными возможностями. Специфика применения – производственные участки по изготовлению изделий большого размера.
Назначение и конструкция оборудования
Главной особенностью станков этого типа является необязательное перемещение заготовки по рабочему столу для формирования отверстий на ней. Для этого в конструкции станка предусмотрен блок смещения шпиндельной головки в горизонтальной и вертикальной плоскостях.
Этот тип конструкции предназначен для сверления, зенкования и развертывания отверстий в стальных заготовках. Для выполнения этих функций оборудование включает в себя опорную плиту, на которую установлена несущая колонна. Она необходима для фиксации рукава, вдоль которого смещается шпиндельный блок с электродвигателем главного вращательного движения.
Для выполнения своих функций радиально-сверлильный станок должен иметь следующие параметры:
- жесткий зажим рукава на колонне. Это необходимо для снижения вибрации и повышения устойчивости положения сверла во время обработки;
- простой и надежный механизм смещения рукава по высоте колонны. Чаще всего для этого устанавливается гидравлическая система. Дополнительно применяется зажим для фиксации;
- компоненты должны находиться в доступной зоне для рабочего. Учитывая специфику конструкции, а в частности – высоту около 2м, компоновка оборудования должна предусматривать простоту выполнения ремонтных и обслуживающих работ.
Поворот колонны осуществляется за счет небольшого усилия оператора. Это уменьшает трудоемкость работы и увеличивает производительность. Для улучшения этих показателей рекомендуется выбирать модель с преселективным узлом. Благодаря ему можно предварительно настроить смену режимом без остановки оборудования.
Дополнительную жесткость конструкции может обеспечить двухколонная компоновка. Это положительным образом сказывается на точности обработки, но увеличивает массу конструкции.
Перечень основных технических характеристик
Радиально-сверлильные станки относятся к классу профессионального оборудования. Их производительность и точность обработки обусловлены сложной компоновкой, которая влечет за собой большие габариты и вес. Поэтому ознакомление с техническими и эксплуатационными характеристиками является обязательным.
Для крепления заготовки рекомендуется использовать специальные магнитные плиты. Чаще всего они не входят в стандартную комплектацию оборудования. Поэтому их необходимо приобретать отдельно
Важно, чтобы их габариты соответствовали размерам рабочего стола
Анализ возможностей радиально-сверлильного станка следует начать с ознакомления с основными техническими характеристиками:
- максимальный диаметр сверления. Зависит от материала изготовления детали;
- параметры смещения рабочей головки по рукаву;
- максимальная и минимальная высоты рукава;
- угол поворота рукава по оси колонны;
- частота вращения шпиндельной головки;
- количество скоростей и оборотов шпинделя;
- число рабочих подач;
- номинальная мощность электродвигателей – главного привода и для перемещения рукава по колонне.
Дополнительно необходимо учитывать наличие устройств зажима рукава в колонне и рабочей головки. Эти функции повысят надежность работы оборудования.
Наличие противовеса облегчает ручной режим настройки параметров радиально-сверлильного станка. Поэтому за его состоянием необходимо следить наиболее тщательно.
Особенности эксплуатации
Практически все модели радиально-сверлильных станков имеют большую массу – от 3,5 до 6 т. Для их установки необходимо предварительно подготовить устойчивую площадку. Чаще всего это ж/б платформа.
Перед началом работы необходимо проверить состояние всех узлов и агрегатов. В особенности это касается гидравлической системы зажимов и перемещений рукава по колонне. После этого можно приступать к полноценной эксплуатации оборудования.
Правила работы на радиально-сверлильном агрегате:
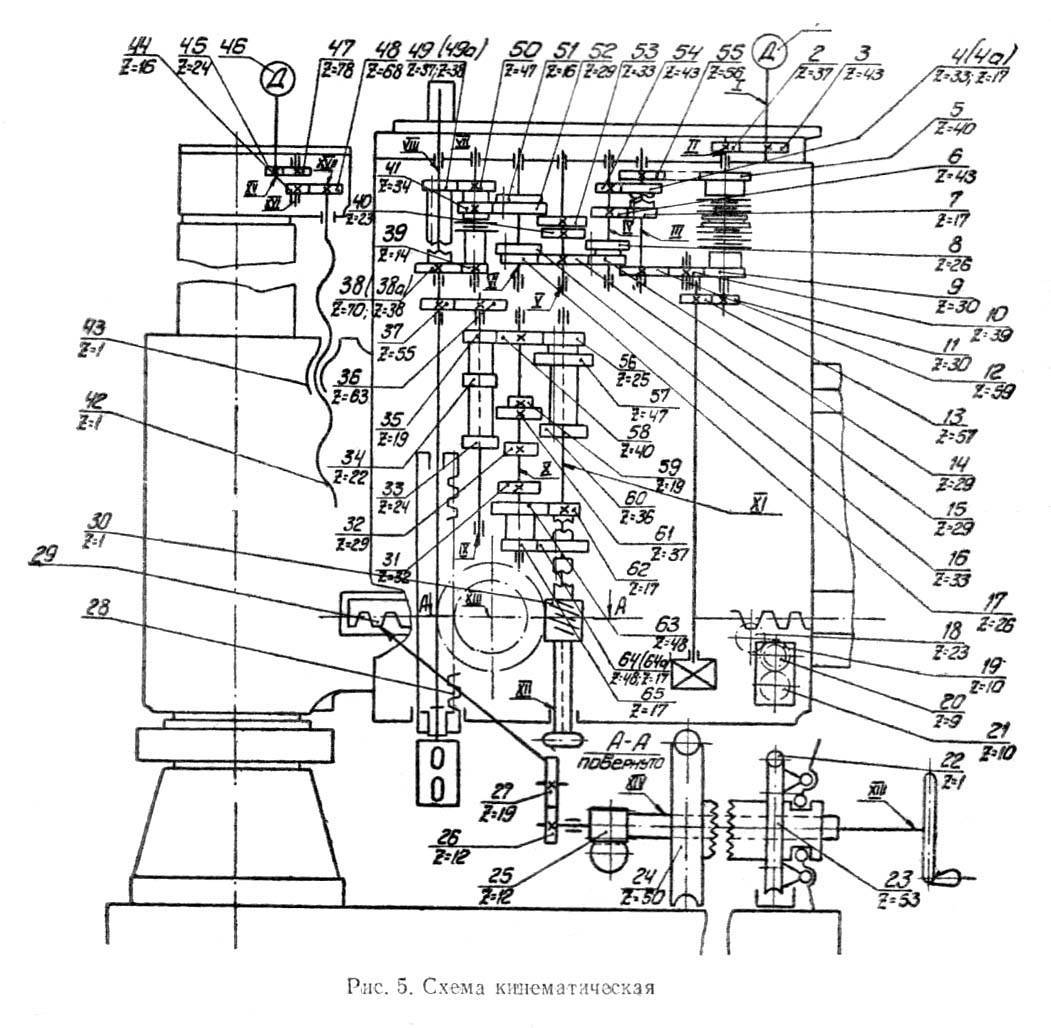
- ознакомиться с принципом функционирования оборудования, изучить его кинематическую схему;
- применять сверла, рекомендованные производителем агрегата;
- соблюдать меры безопасности, изложенные в инструкции по эксплуатации.
В качестве примера можно ознакомиться с видеоматериалом, в котором показаны способы сверления отверстий в швеллере с помощью этого оборудования:
1 Назначение, функциональные возможности
Радиально сверлильные станки широко используются как в массовом, так и в единичном производстве для формирования отверстий в деталях из металла, чугуна и цветных сплавов. Основным движением в оборудовании данного класса является вращательное движение рабочего инструмента — сверла, и его возвратно-поступательная подача.
Радиальные агрегаты ориентированы на работу с крупногабаритными деталями, непригодными для рассверливания на обычных вертикальных станках из-за трудоемкости перемещения заготовки по рабочему столу. В отличие от стандартного оборудования, в радиальных механизмах зафиксированная на плоскости стола деталь остается неподвижной, а в требуемое положение перемещается шпиндель с рабочим инструментом.

От типа смонтированного на шпиндель рабочего инструмента непосредственно зависят функциональные возможности агрегата. Так, современные радиально сверлильные станки способы выполнять следующие операции:
- сверление;
- зенкерование;
- зенкование;
- развертывание;
- растачивание;
- подрезка торцов;
- нарезание резьбы (метрическая, дюймовая)
Ключевыми характеристиками оборудования являются три параметра: максимальный диаметр сверления, вылет шпинделя по отношению к станине и размеры рабочего стола, последние 2 определяют размеры деталей, которые может обрабатывать конкретный агрегат.
1.2 Особенности конструкции
В зависимости от конструктивных особенностей все радиальные агрегаты классифицируются на три группы:
- универсальные (стационарные);
- переносные (используются для обработки крупногабаритных заготовок, к которым оборудование подается подъемным краном);
- самоходные (перемещаются на тележках по рельсовым путям, фиксируются на деталях посредством башмаков).
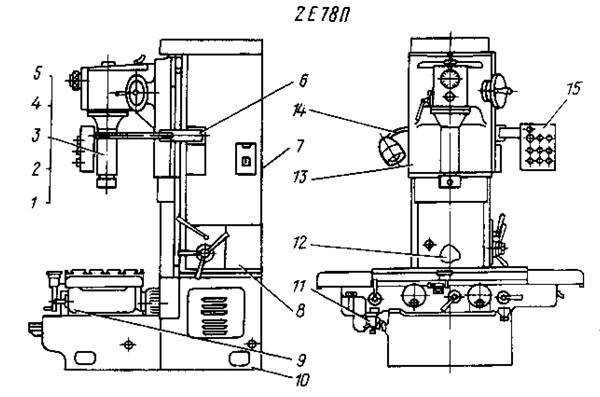
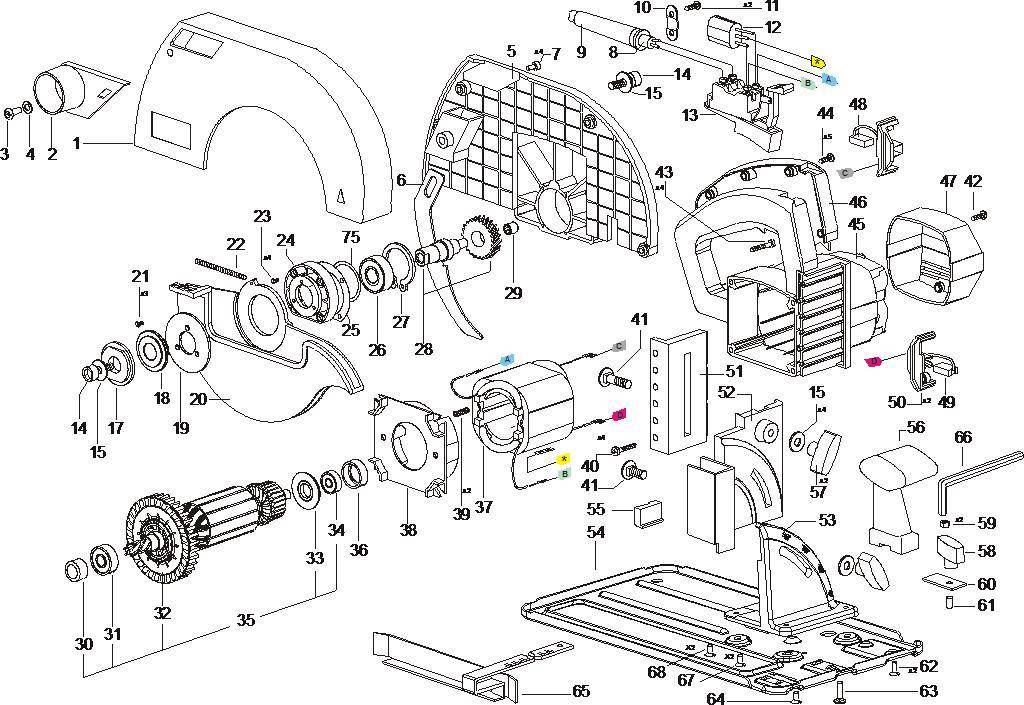
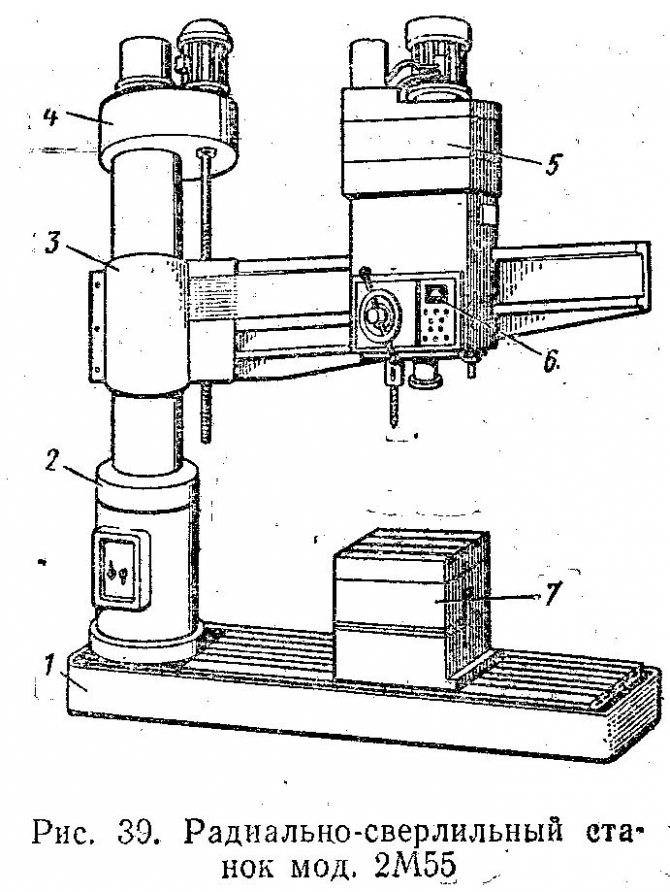
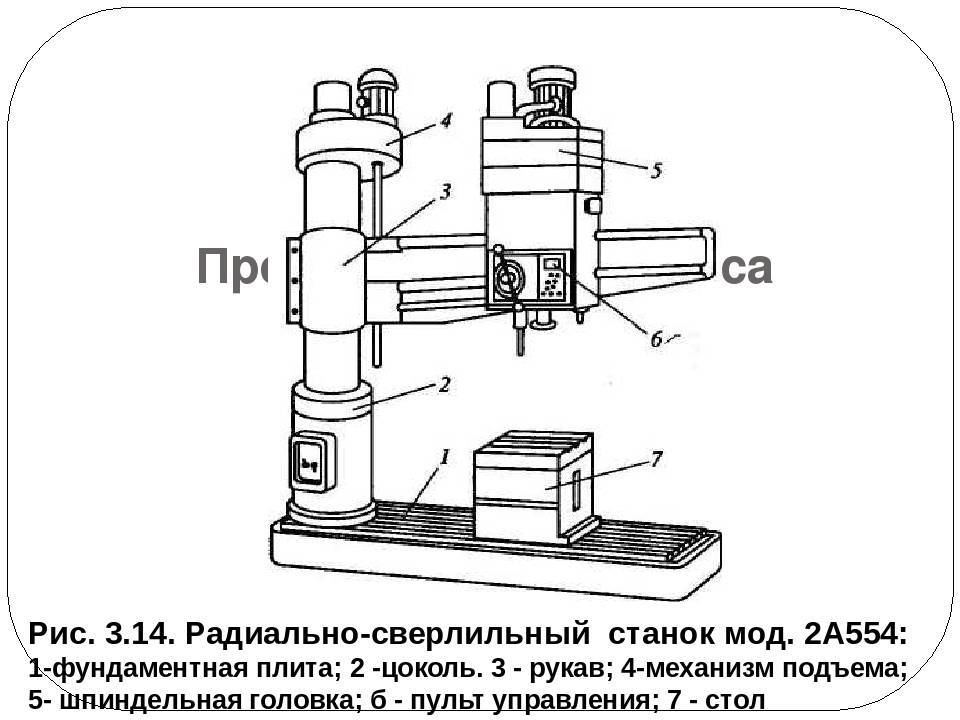
Схема конструкции радиального станка 2Е18П
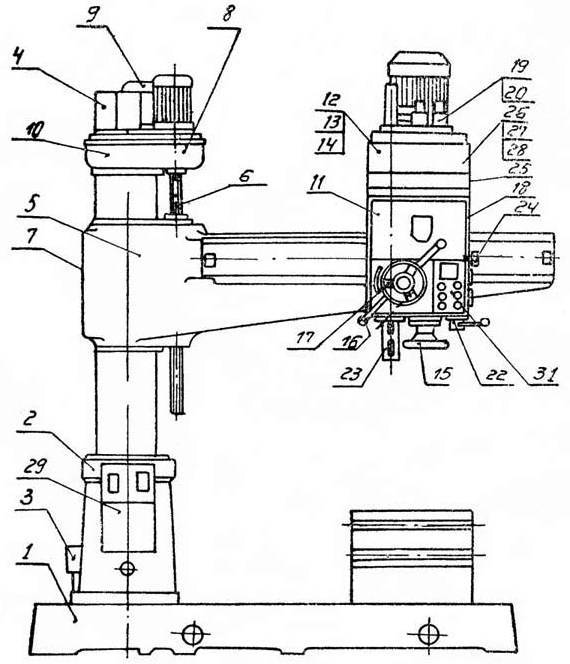
Конструкция станка состоит из следующих узлов:
- Фундаментная плита.
- Несущая колонна.
- Гидрозажим.
- Поворотная гильза.
- Траверса.
- Сверлильная головка.
В процессе обработки сверлильная головка может перемещаться как вдоль направляющей траверсы, так и поворачиваться в пределах 360 0 благодаря перемещению поворотной гильзы. Сама деталь устанавливается на рабочем столе либо прямо на фундаментной плите (зависит от конструкции конкретного станка).

Колонна, монтирующаяся на фундаментной плите, выполняется из металлической трубы. На ее верхней части установлен механизм подъема, перемещающий траверсу в вертикальной плоскости. Сверлильная головка представляет собой отдельный конструктивный узел, состоящих из блока скоростей, механизма подачи и шпинделя.
Сверлильная головка в таком оборудовании имеет конструкцию, аналогичную вертикально-сверлильным агрегатам, однако она отличается повышенным числом подач и оборотов. Увеличенная скорость вращения шпинделя требует эффективной смазки, которая обеспечивается системой автоматической подачи СОЖ (резервуар с жидкостью, как правило, размещается внутри фундаментной плиты).
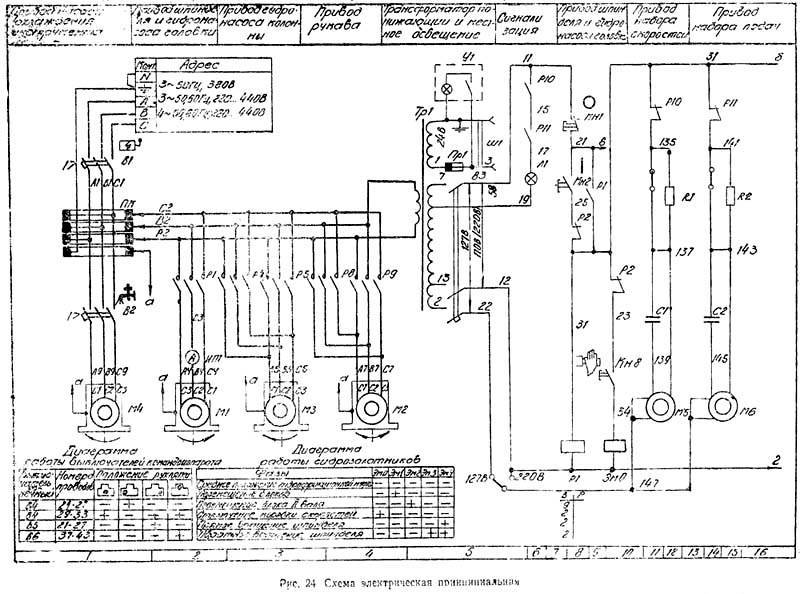
Крутящий момент на шпиндель сообщается от двигателя через коробку скоростей, состоящую из зубчатых колес. В качестве привода используются асинхронные двигатели, в одном станке может устанавливаться 3-8 моторов, каждый из которых отвечает за движения определенного узла конструкции. Для примера: распространенный станок 2А553 имеет 7 движков (электрическая схема демонстрирует расположение каждого из приводов):
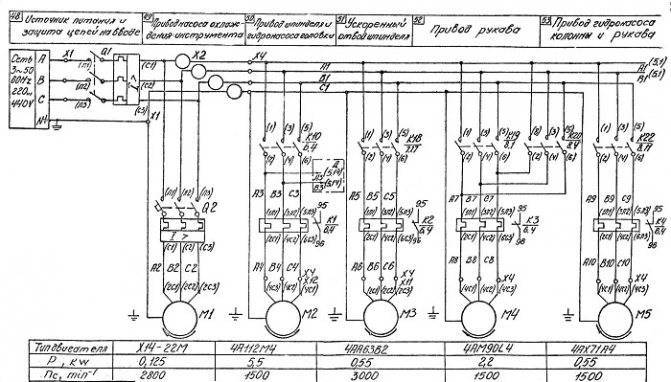
Электрическая схема станка 2А554
- M1 — двигатель насоса подачи СОЖ;
- M2 — двигатель шпинделя;
- M3 — двигатель ускоренного отвода шпинделя;
- M4 — двигатель траверсы;
- M5 — двигатель гидронасоса траверсы;
- M6 — двигатель набора скоростей;
- M7 — двигатель набора подач.