
Оглавление
Радиально-сверлильный станок 2А554 предназначен для сверления отверстий в сплошном материале, рассверливания, зенкерования, а также нарезание резьбы метчиком.
Повышение производительности и функциональных возможностей станка возможны с применением приспособлений и специального инструмента, которые позволяют выполнять выточку внутренних канавок, вырезку круглых пластин, а также работы, характерные для расточных станков.
Фурнитура Кронас по доступным ценам тут!
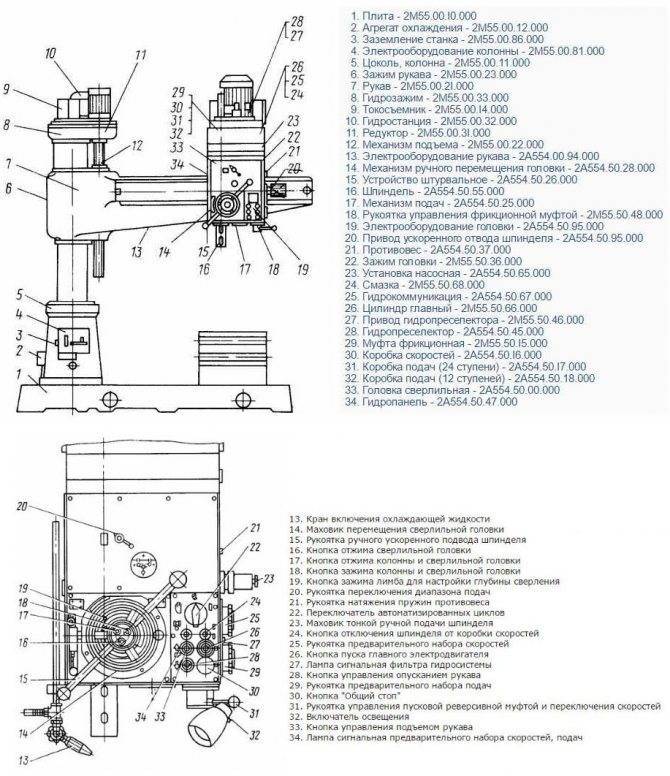
Устройство радиально-сверлильного станка 2А554
- Плита;
- Система охлаждения;
- Заземление;
- Электрооборудование;
- Цоколь, колона;
- Зажим рукава;
- Рукав;
- Гидрозажим;
- Токосъемник;
- Гидростанция;
- Редуктор;
- Механизм подъема;
- Электрооборудование;
- Механизм ручного перемещения;
- Штурвальное устройство;
- Шпиндель;
- Механизм подач;
- Управление фрикционной муфтой;
- Электрооборудование;
- Ускоренный отвод шпинделя;
- Противовес;
- Зажим головки;
- Насосная станция;
- Система смазки;
- Гидрокоммуникация;
- Главный цилиндр;
- Привод гиропреселектора;
- Гидропремелектор;
- Фрикционная муфта;
- Коробка скоростей;
- Коробка подач 24 скорости;
- Коробка подач 12 скоростей;
- Сверлильная головка;
- Гидропанель
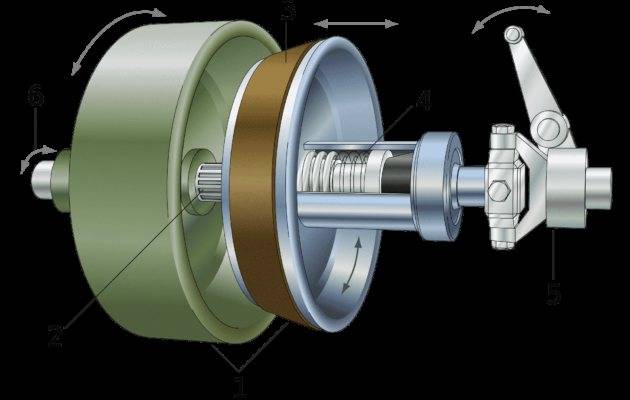
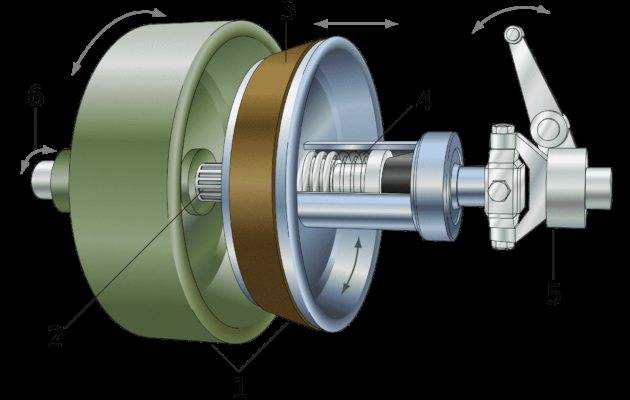
Шпиндель радиально-сверлильного станка
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.
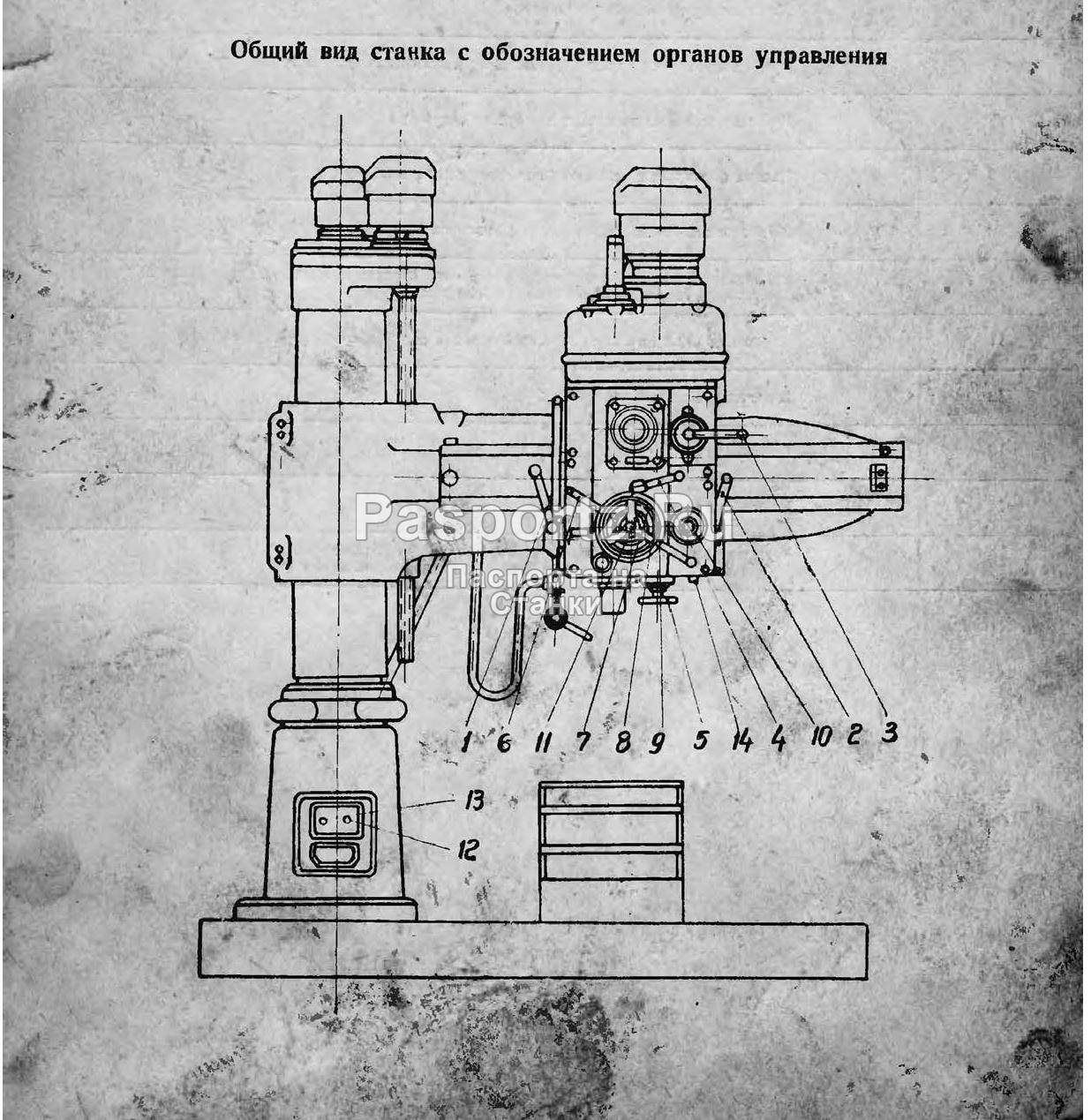
Сверлильная головка станка
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.
Коробка скоростей радиально-сверлильного станка
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.
Коробка подач радиально-сверлильного станка
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
Конструкция модели
Данное радиально-сверлильное устройство состоит из следующих конструкционных элементов:
- основание, выполненное в форме плиты,
- рукава или траверсы,
- коробка скоростей и подач,
- головка, использующаяся для выполнения сверления,
- система охлаждения,
- механизм для фиксирования головки для сверления,
- гидравлическое и электрическое оборудование,
- редуктор,
- механизм, использующийся для подъема траверс,
- токосъемник,
- вал червяка,
- колонна,
- шпиндельный узел,
- фрикционная муфта,
- узел, который обеспечивает передвижение рабочей головки в ручном режиме,
- противовесное устройство,
- система управления,
- насосный механизм,
- узел для включения и управления подачами.
Конструкционно радиально-сверлильное устройство состоит из массивной плиты, которая исполняет роль основания. На данном элементе размещается цоколь, предназначенный для монтажа колонны из стали. Именно на ней находится рукав с рабочей головкой. Она перемещается при помощи специального механизма.
Сама рабочая головка является конструкционно сложным узлом, который состоит из нескольких элементов. В частности, это шпиндельный механизм, коробка подач и скоростей, противовес. Данный узел может перемещаться в ручном режиме, что осуществляется при помощи траверсы. Его также можно зафиксировать в нужном положении, используя специальный зажимной механизм.
2 Распространенные модели
Среди широко распространенных во времена СССР радиально-сверлильных агрегатов, используемых на производственных предприятиях и по сей день, выделим следующие модели оборудования:
- ГС535;
- 2К550;
- 2Л53;
- 2Н55.
Радиально сверлильный станок ГС545 способен рассверливать отверстия в любой пространственной ориентации, это сравнительно малогбаритная переносная конструкция весом в 1.36 тон и размером 180*925*2260 см. Агрегат имеет следующие технические характеристики:
- максимальный диаметр сверления — 45 мм;
- вылет шпинделя — от 320 до 1100 мм;
- количество рабочих подач — 4 шт;
- наибольшее усилие подачи — 12 кН;
- мощность главного привода — 3000 Вт;
- обороты шпинделя — от 45 до 2000 об/мин.
ГС545
Современным аналогом модели ГС545 является радиально сверлильный станок 2К250, обладающий схожими функциональными возможностями. Агрегат рассверливает отверстия диаметром до 50 мм, мощность движка в нем увеличена до 4000 Вт, а усилие подачи — до 20 кН.
Среди крупногабаритного оборудования выделим радиально сверлильный станок 2А554, способны сверлить отверстия диаметром до 63 мм. Данная установка весит 4 тонны, она может работать с деталями размером до 125*160*160 см. 2А554 оснащен движком на 5500 Вт, выдающем до 2000 об/мин. Число подач — 24 шт.
Распространенным агрегатом компактного типа является радиально сверлильный станок MetalMaster TDR 20 — это китаец, весящий 354 кг и имеющий скромные габариты — 88*50*106 мм. Рассмотрим технические характеристики данной модели:
- максимальный диаметр сверления — 20 мм;
- вылет шпинделя — до 370 мм;
- мощность главного привода — 750 Вт;
- обороты шпинделя — от 210 до 2000 об/мин.
Среднерыночная стоимость TDR 20 составляет 195 тыс. рублей, по соотношению цена/качество это одна из лучших моделей в своем классе.
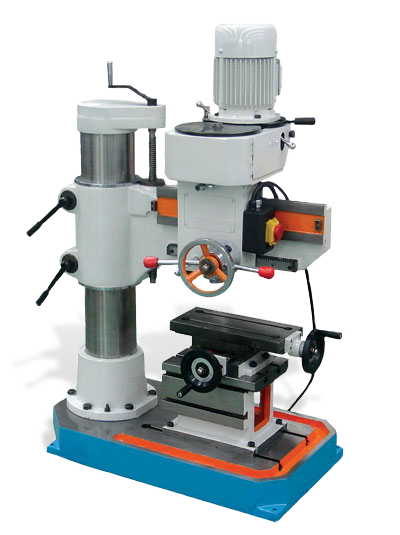
MetalMaster TDR 20
В отдельную категорию отнесем радиально-сверлильное оборудование с ЧПУ, используемое в серийном производстве. Система ЧПУ (числовое программное управление) позволяет полностью автоматизировать работу оборудования, увеличив тем самым его продуктивность и точность обработки деталей.





Роль оператора в управлении агрегатами с ЧПУ сводится к минимуму, работу станка контролирует программа, задающая периодичность и траекторию движения рабочего инструмента. В отечественной промышленности наиболее распространенной моделью сверлильного оборудования с ЧПУ является станок 2Р135Ф2 производства Стерлитамакского станкостроительного завода.
Также отметим такой агрегат как настольный миниатюрный сверлильный станок радиолюбителя, предназначенный для сверления электрических плат. Проверенные модели- 5166А (отечественный), ZJ-3104 и BG-5158 (китайцы).
2.1 Типичные неисправности
Всевозможные неисправности, возникающие в процессе использования сверлильных агрегатов, не являются редкостью, поскольку на производстве такие станки эксплуатируются в условиях тяжелой беспрерывной работы. Наиболее продуктивными, но вместе с тем самими подверженными разным видам повреждений, являются станки с гидравлическим приводом серии 2Н55.
Схематическое дополнение к таблице
Предлагаем вашему вниманию перечень типовых неисправностей и способы их решения.
| Проблема | Причина | Способ ремонта |
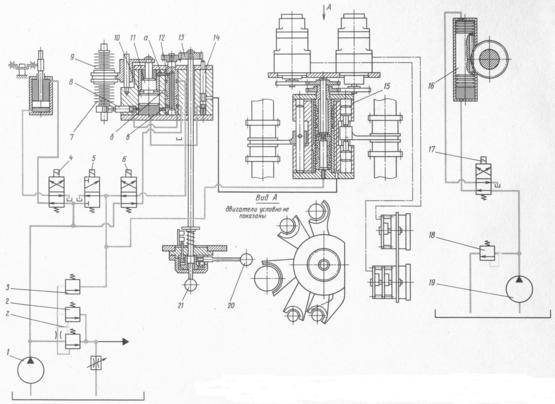
| Нет давления в гидроприводе зажима колонны | Сломался насос (№19) либо клапан (№18) | Замена предохранительного клапана либо насоса целиком |
| Нет давления в гидроприводе сверлильной головки | Сломался клапан (№9 или 10) либо насос (№1) | Замена неисправных узлов |
| Не происходит отжим/зажим колонны | Застрял распределитель (№17) либо сломалась пружина его золотника | Пружина заменяется, промывается золотник, также нужно проверить плунжер-рейку (№8) |
| Не происходит отжим/зажим сверлильной головки | Заклинил поршень (№7 ( | Узел разбирается и промывается |
| Не регулируются скорости подачи | Заблокирован золотник распределителя (№2) либо застрял плунжер преселектора (№15) | Узлы разбираются и промываются, после чего выполняется притирка золотника/плунжера |
| Не регулируется муфта сцепления | Заклинил золотник (№1) или поршень (№4) | Разборка, промывка, притирка |
| Тормоз шпинделя не функционирует | Заклинил плунжер (№6) | Разборка и промывка |
Устранение серьезных повреждений и капитальный ремонт техники лучше доверить профильным специалистам. В плане ремонтопригодности значительно выигрывает советское оборудование, запчасти на которое доступны и дешевы.
Станок 2А554 радиально-сверлильного типа: функции и устройство
Функции и задачи устройства
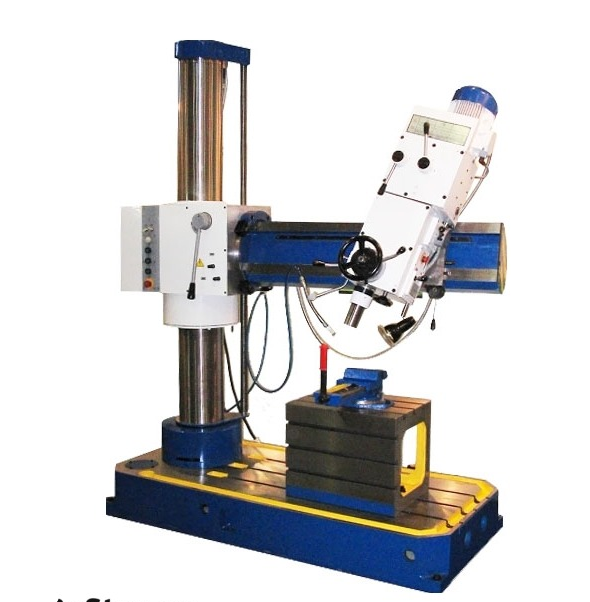
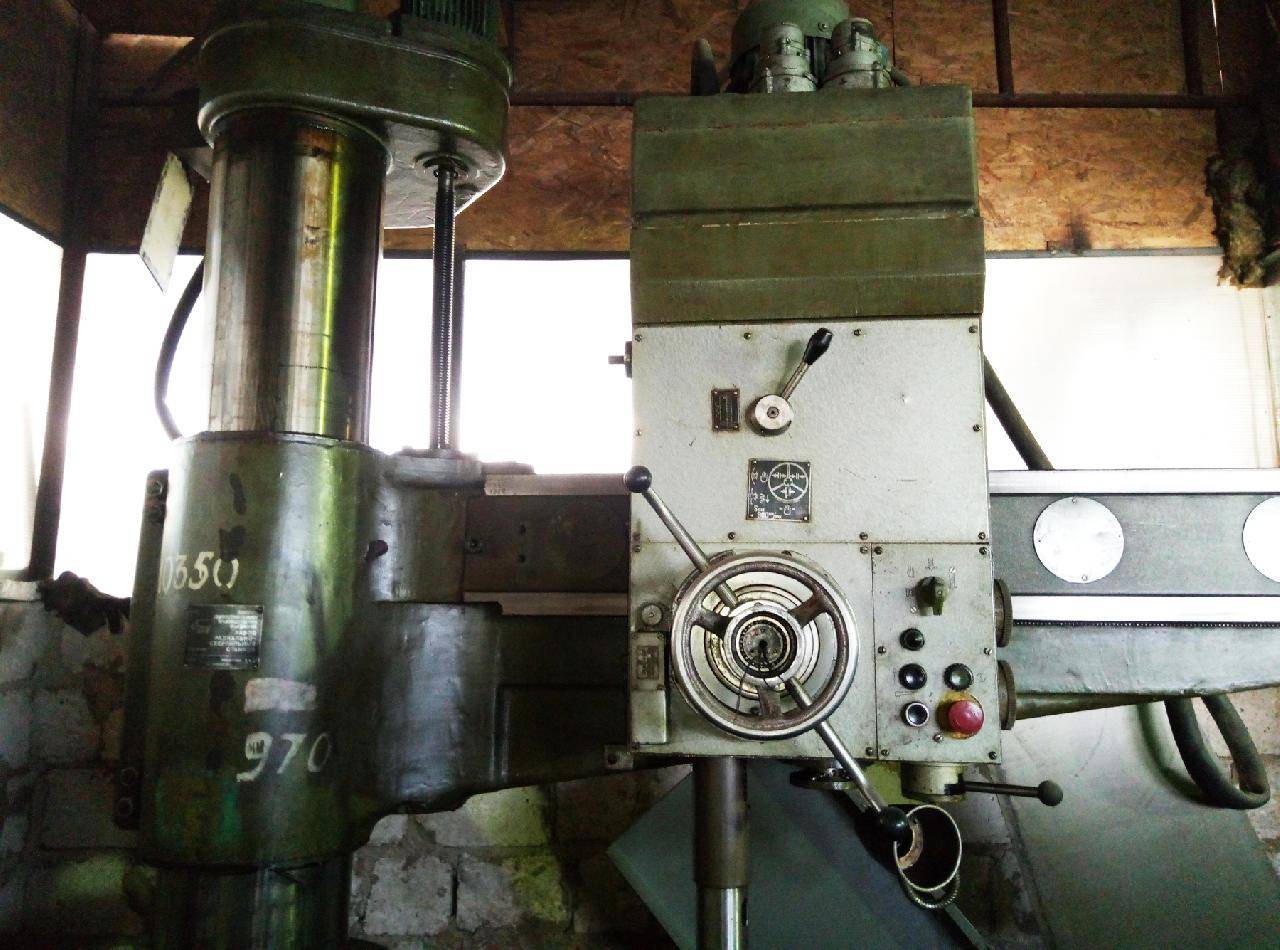
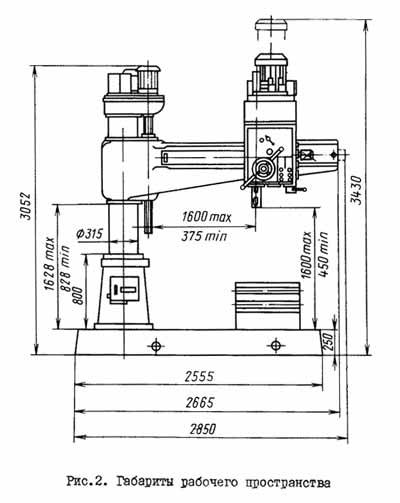
Отличительной особенностью станка радиально-сверлильного типа 2А554 является наличие вращающейся колонны с рабочей многофункциональной головкой, поворачиваемой на 360° и обрабатывающей закрепленные на тяжелом и устойчивом основании неподвижные заготовки с размерами до 1600 мм, то есть относящихся к средним и крупным. Высокое число степеней свободы шпинделя вкупе с хорошей защитой от перегрузок сокращают время сверлильных операций и повышают их производительность в разы, в плане экономии энергозатрат 2А554 выгодно отличается от моделей, осуществляющих перемещения массивных деталей на рабочем столе.
Технические возможности станка позволяют выполнять с достаточно высокой точностью (класс Н по ГОСТ 8-82) самые разные операции: сверления сквозных и глухих отверстий, зенкерования с целью улучшения показателей шероховатости, рассверливания и растачивания созданных ранее, включая полученные литьем, накатки резьбы с помощью метчиков. При условии закрепления дополнительных приспособлений и использовании специального режущего инструмента функции модели расширяются до подготовки канавок, вырезки пластин круглой формы из тонких листов металла, формирования отверстий с квадратным сечением, притирки цилиндров и клапанов, и выполнения других действий, присущих моделям расточного типа.
Конструкция станка
Внешний вид станка
Основное назначение станка 2А554 – формирование отверстий методом сверления, зенкования и подрезки торцов. Шпиндельная головка имеет несколько степеней свободы и смещается относительно заготовки.
Главным отличием от аналогичных моделей является сосредоточение основных органов управления в конструкции сверлильной головки. Она располагается на рукаве, который закреплен на оси вертикальной колоны. При этом обеспечивается смещение сверлильного блока как по высоте, так и по горизонтали. Усовершенствованная система управления позволяет максимально автоматизировать процесс обработки.
Радиально-сверлильный станок 2А554 имеет следующие компоненты и узлы:
- плита-основа, которая имеет несколько Т-образных пазов для надежной фиксации детали;
- колонна, поворачивающаяся вокруг своей оси. Для выполнения этой функции в ней предусмотрено наличие подшипников;
- рукав, прикрепленный к колонне;
- сверлильная головка. Она перемещается по направляющим рукавам в горизонтальном направлении.
Для функционирования агрегатов и узлов в конструкции станка есть гидравлические зажимы, обеспечивающие достаточно легкое изменение положения. Элементы управления располагаются на боковой части сверлильной головки, что облегчает настройку оборудования. Также предусмотрена возможность предварительного набора режимов и частоты работы. Эта функция повышает производительность и точность обработки заготовок.
Основные рекомендации по эксплуатации оборудования РСС
Любая эксплуатация начинается с качественно подготовленного рабочего места. В этом случае – площадка. Основа должна быть изготовлена из такого материала, чтобы она смогла выдержать вес самого оборудования и материала для обработки.
Как показывает практика, следует использовать армированный бетон, который способен выдержать большой тоннаж и имеет длительный срок эксплуатации.
Второй момент: визуальная проверка изделия на присутствие дефектов и повреждений. При выявлении работником таковых принимается решение о степени их критичности и целесообразность дальнейшего использования агрегата.
Более подробно мастера могут ознакомиться в инструкции по эксплуатации, там имеется схема со штатным расположением электропроводки.
Если в процессе работы с оборудованием возникает нештатная ситуация, то первым делом нужно выдернуть шнур электрического питания, чтобы обесточить систему. Только после этого нужно приступать к диагностике или ремонту. Запрещено проводить чистку поверхности изделия в то время когда вращается головка. Высока вероятность получения травмы.
Во время обработки металлических поверхностей образовывается сливная металлическая стружка. Чрезмерное ее провисание чревато налипанием на кромки сверла, торцы поверхностей. Чтобы предотвратить подобное, нужно оперативно вывести сверло из обрабатываемого гнезда. С помощью щетки по металлу провести очистку, продолжить обработку.
СПЕЦМЕХАНИЗМЫ
Стоимость:
Cтанок радиально-сверлильный 2А554Ф1 (Одесса) предназначен для обработки отверстий в средних и крупных деталях. На радиально-сверлильном станке 2А554Ф1 можно выполнять следующие виды работ:
- сверление
- зенкерование
- развертывание
- подрезка торца
- нарезание резьбы
Станок радиально-сверлильный 2А554Ф1 применяется в индивидуальном, мелкосерийном и серийном производстве. Компоновка станков 2А554Ф1 традиционная для радиально-сверлильных станков и включает: Колонну, поворачивающуюся вокруг вертикальной оси на подшипниках цоколя; рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной; сверлильную головку с возможностью горизонтального перемещения по направляющим рукава; шпиндель 2А554Ф1, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки. Подача обеспечивается гильзой шпинделя. Все остальные перемещения — позиционирующие. Все части станков 2А554Ф1 перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов. Все органы управления сосредоточены на панели управления сверлильной головки. Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов. Фрикционная муфта 2А554Ф1, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок. Шпиндель станка уравновешен в любой точке его перемещения. Штурвальное устройство управления сверлильной головкой радиально- сверлильного станка 2А554Ф1, имеет возможность выключения механической подачи при достижении заданной глубины сверления. Стандартное напряжение электрической сети — 380В, 50Гц.; Комплектуется сверлильной тумбой с Т-образными пазами — материал-чугун
| Технические характеристики | 2А554Ф1 |
| Диаметр сверления в стали, мм | 50 |
| Диаметр сверления в чугуне, мм | 63 |
| Расстояние от оси шпинделя до направляющих колонны (вылет), мм | 375-1600 |
| Расстояние от торца шпинделя до рабочей поверхности плиты, мм | 450-1600 |
| Крутящий момент шпинделя, нм | 710 |
| Осевое усилие на шпинделе, н | 20000 |
| Мощность главного двигателя, кВт | 5.5 |
| Осевое перемещение шпинделя, мм | 400 |
| Перемещение головки по рукаву, мм | 1225 |
| Перемещение рукава по колонне, мм | 750 |
| Вращение рукава вокруг колонны, грд | 360 |
| Частота вращения шпинделя, об/мин | 18-2000 |
| К-во частот вращения шпинделя | 24 |
| Подачи шпинделя на оборот, мм/об | 0,045-5,0 |
| К-во подач шпинделя | 24 |
| Конус шпинделя | Морзе К5 |
| Габариты, мм | 2665х1030х3430 |
| Вес, кг | 4700 |
Напишите нам
Возврат на главную страницу
Технические параметры оборудования
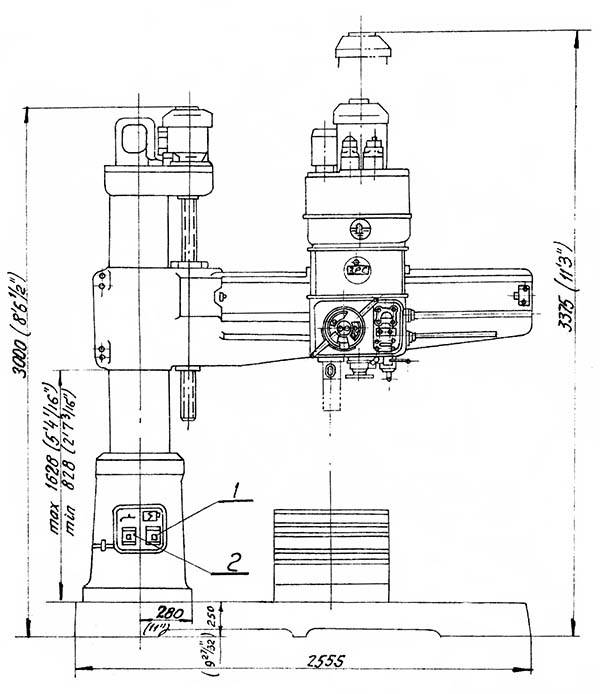
Грамотная компоновка станка 2А554 позволила добиться оптимальных эксплуатационных качеств. Это же напрямую сказалось на характеристиках оборудования. Их обзор следует начать с основных параметров. Масса станка составляет 4700 кг, его габариты – 266,5*103*343 см.
Класс точности оборудования соответствует «Н». Максимально допустимый диаметр сверления для стали 45 равен 50 мм. Также предусмотрена возможность формирования отверстий в чугунных заготовках. Их диаметр не может превышать 63 мм. Шпиндель может смещаться по рукаву на расстояние от 35 до 160 см. Максимальная высота подъема рукава по колонне составляет 75 см. При этом максимальная скорость равна 1,4 м/мин.
Размеры рабочего стола составляют 102*255,5 см. Дополнительно предусмотрена возможность установки дополнительного инструмента для улучшения технических и функциональных возможностей оборудования. Его масса не может превышать 15 кг.
Для понимания эксплуатационных качеств станка 2А554 следует внимательно изучить параметры шпиндельной головки:
- диаметр гильзы – 9 см;
- границы частоты вращения — от 18 до 2000 об/мин;
- число скоростей составляет 24;
- пределы рабочих подач, которые возможны при одном обороте шпинделя – от 0,045 до 5 мм/об;
- параметры формирования резьбы. Пределы подач на один оборот — от 1 до 5 мм;
- максимальный крутящий момент, кгс*см – 7100;
- допустимое усилие подач, кН – 20.
Для управления положением рабочей головки в конструкции есть несколько типов зажимов. При вращении колонны и смещении сверлильной головки по рукаву применяются гидравлические устройства. Зажим рукава на стойке колоны осуществляется с помощью электрических зажимов.
Главный привод станка 2А554 выполняется при работе электродвигателя мощностью 5,5 кВт. Для перемещения по рукаву в конструкции предусмотрена электроустановка 2,2 кВт. Дополнительные устройства (5 шт) предназначены для подачи охлаждающей жидкости и обеспечения надежной фиксации компонентов станка относительно друг друга.
Для выключения шпинделя и изменения направления его вращения в станке есть фрикционная муфта. Она располагается между коробкой скоростей и главным электродвигателем.
Компоненты агрегата и их особенности
Несколько слов о компонентах.
Фрикционный тормоз, муфта – она расположена в области электромотора и коробки скоростей.
Фрикционный тормоз
Муфта имеет четкое назначение – активация движения шпинделя и предохранение привода от чрезмерной нагрузки. Сама муфта состоит из двух частей, верхней и нижней.









Коробка скоростей РСС – конструктивно расположена вверху головки. Задача – передача шпинделю точных показателей по скорости вращения. Всего 24 скорости. Зубчатые колеса изготавливаются из стали высокого качества, закалены и отшлифованы. Все вместе обеспечивает бесшумность в работе и точную передачу порционных нагрузок.
Принцип работы
Представленный вариант РСС делает возможным перемещение головки для высверливания на все 360 градусов. Это стало возможным благодаря вращению поворотной гильзы.
Деталь для обработки устанавливается или фиксируется на основной плите – рабочем столе. Центральная колонна по подъемному механизму перемещается вверх или вниз. Траверса перемещает сверлильную головку по шпинделю для выбора точности буравления отверстия.
Головка РСС имеет несколько скоростей вращения, она требует своевременной и полной смазки. Этого специалисты добились благодаря монтажу системы автоматической подачи смазки, а сам же резервуар с маслянистой основой размещен в основе плиты.
Крутящий момент на шпиндель передается через зубчатые колеса коробки скоростей. Приводом служат асинхронные моторы, количество которых определяется в каждой модели сугубо индивидуально. В представленной модели РСС их семь, радиальный агрегат является мощным.
Радиально-сверлильный станок 2А554
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
Основные параметры 2A554
| Наибольший диаметр сверления,мм: | |
| в стали | 50 |
| в чугуне | 63 |
| нарезаемой резьбы: | |
| в стали | М52х5 |
| в чугуне | М54х4 |
| Расстояние от оси шпинделя до направляющих колоны,мм: | |
| наибольшее | 1600 |
| наименьшее | 375 |
| Перемещение шпинделя,мм: | |
| наибольшее | 400 |
| на один оборот лимба | 120 |
| на одно деления лимба | 1 |
| Наибольшее перемещение сверлильной головки по колонне,мм | 1225 |
| Наибольший угол поворота рукава вокруг оси колонны,град | 360 |
| Скорость вертикального перемещения рукава,м/с | 0,023 |
| Пределы частоты вращения шпинделя, об/мин | 18…2000 |
| Наибольший крутящий момент на шпинделе,Нм | 7100 |
| Габаритные размеры станка,мм: | |
| длина | 2850 |
| ширина | 1030 |
| высота | 3430 |
| Масса станка,кг | 4700 |
www.metalstanki.com.ua
Основные рекомендации по эксплуатации оборудования РСС
Любая эксплуатация начинается с качественно подготовленного рабочего места. В этом случае – площадка. Основа должна быть изготовлена из такого материала, чтобы она смогла выдержать вес самого оборудования и материала для обработки.
Как показывает практика, следует использовать армированный бетон, который способен выдержать большой тоннаж и имеет длительный срок эксплуатации.
Второй момент: визуальная проверка изделия на присутствие дефектов и повреждений. При выявлении работником таковых принимается решение о степени их критичности и целесообразность дальнейшего использования агрегата.
Более подробно мастера могут ознакомиться в инструкции по эксплуатации, там имеется схема со штатным расположением электропроводки.
Если в процессе работы с оборудованием возникает нештатная ситуация, то первым делом нужно выдернуть шнур электрического питания, чтобы обесточить систему. Только после этого нужно приступать к диагностике или ремонту. Запрещено проводить чистку поверхности изделия в то время когда вращается головка. Высока вероятность получения травмы.
Во время обработки металлических поверхностей образовывается сливная металлическая стружка. Чрезмерное ее провисание чревато налипанием на кромки сверла, торцы поверхностей. Чтобы предотвратить подобное, нужно оперативно вывести сверло из обрабатываемого гнезда. С помощью щетки по металлу провести очистку, продолжить обработку.
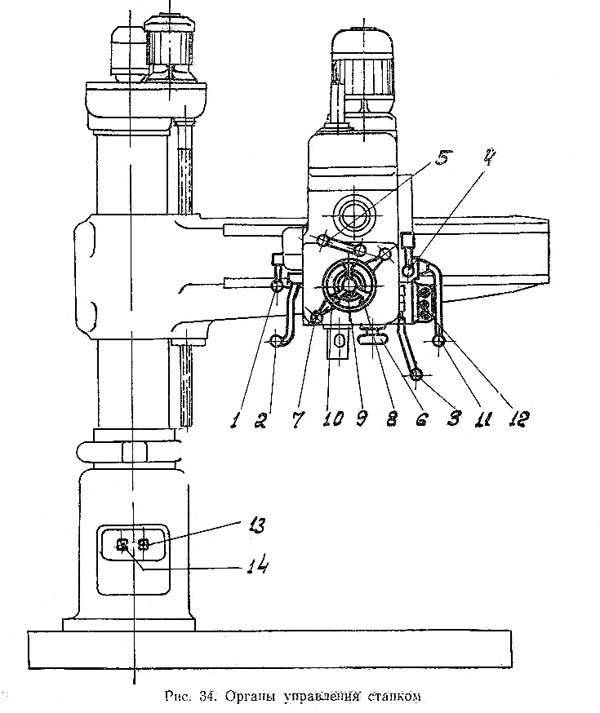
Общая компоновка станка
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токопроводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в вице отдельного силового агрегата и состоит из коробки скоростей и подач, механизмов подачи и ускоренного етвода шпипделя, шпинделя с противовесом и других узлов. Она перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и закреплена насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
Все органы управления станком сосредоточены на сверлильной головке. На панели цоколя размещены только кнопки вводного выключателя, подключающего станок к внешней электросети, и выключателя управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки установлена электроарматура.
Электроаппаратура смонтирована в нише, выполненной с обратной стороны рукава.
Компоненты агрегата и их особенности
Несколько слов о компонентах.
Фрикционный тормоз, муфта – она расположена в области электромотора и коробки скоростей.
 Фрикционный тормоз
Фрикционный тормоз
Муфта имеет четкое назначение – активация движения шпинделя и предохранение привода от чрезмерной нагрузки. Сама муфта состоит из двух частей, верхней и нижней.





Коробка скоростей РСС – конструктивно расположена вверху головки. Задача – передача шпинделю точных показателей по скорости вращения. Всего 24 скорости. Зубчатые колеса изготавливаются из стали высокого качества, закалены и отшлифованы. Все вместе обеспечивает бесшумность в работе и точную передачу порционных нагрузок.
Принцип работы
Представленный вариант РСС делает возможным перемещение головки для высверливания на все 360 градусов. Это стало возможным благодаря вращению поворотной гильзы.
Деталь для обработки устанавливается или фиксируется на основной плите – рабочем столе. Центральная колонна по подъемному механизму перемещается вверх или вниз. Траверса перемещает сверлильную головку по шпинделю для выбора точности буравления отверстия.
Головка РСС имеет несколько скоростей вращения, она требует своевременной и полной смазки. Этого специалисты добились благодаря монтажу системы автоматической подачи смазки, а сам же резервуар с маслянистой основой размещен в основе плиты.
Крутящий момент на шпиндель передается через зубчатые колеса коробки скоростей. Приводом служат асинхронные моторы, количество которых определяется в каждой модели сугубо индивидуально. В представленной модели РСС их семь, радиальный агрегат является мощным.
Строение оборудования РСС
Полный перечень деталей и механизмов состоит из 35 пунктов, но наиболее важные из них:
- фундаментальная плита;
- охладительный механизм;
- заземление;
- электрическая развязка: кабеля, схема, прокладка, платы;
- зажим;
- рукав;
- шпиндель;
- редуктор;
Редуктор
- подъемный механизм;
- устройство ручного перемещения рукава;
- механизм подачи;
- главный цилиндр;
- муфта;
- гидроселектор;
- коробка передач;
- гидравлическая панель;
- сверлильная головка.
Изготовлением РСС занимается Одесский завод радиальных станков.
Гидравлические зажимы предназначены для простоты и легкости изменения положения обрабатываемой поверхности. Настройка РСС облегчена за счет монтажа блока механическо-электронного управления на боковой части. Повышена производительность и точность благодаря опции предварительной настройки и установки частоты работы.
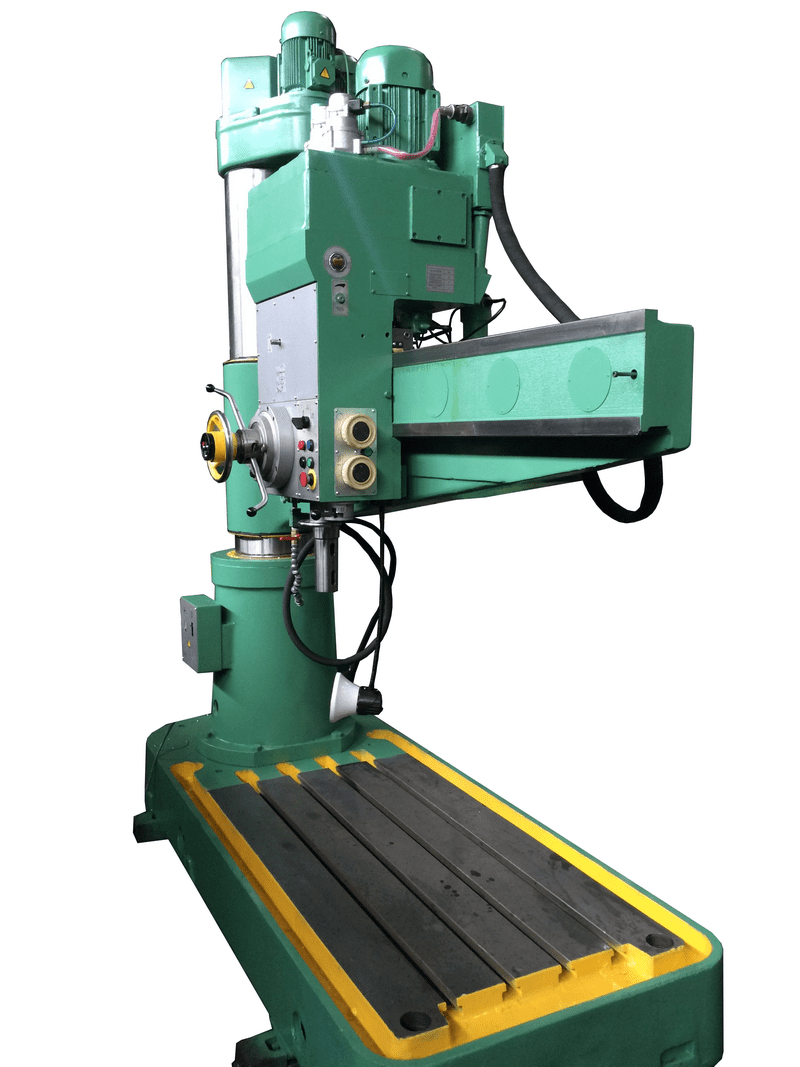
Радиально-сверлильный станок 2A554
Радиально-сверлильные станки могут использоваться для сверления, рассверливания, зенкерования и нарезки резьб. Радиально-сверлильный станок широко используется в крупном и мелкосерийном производстве промышленных деталей.
Назначение станка
Данный тип металлообрабатывающего оборудования применяется для выполнения следующих операций:
- Сверление отверстий
- Зенкование (обработка отверстий для гнезд под потайной крепеж)
- Нарезка внутренней резьбы
- Развертывание отверстий (чистовая обработка поверхности)
- Подрезка торцов
Важный момент: радиально-сверлильный станок 2а55 сверлит как сквозные, так и глухие отверстия на заданную глубину.
Технические характеристики
Станок состоит из нескольких базовых элементов: плита, колонна с гильзой, траверса и механизм перемещения. Гильза может делать полный оборот на 360° вокруг своей оси (колонны). Траверса опускается на нужную высоту благодаря винту механизма перемещения. По горизонтальным направляющим траверсы перемещается сверлильная головка (шпиндель). Механизм работает в 3-х направлениях: по вертикали, горизонтали и окружности. Технические параметры станка:
- максимальный диаметр сверления в стали – 50 мм;
- горизонтальное перемещение – до 1050 мм;
- максимальная допустимая высота по вертикали – 680 мм;
- габариты – 2625*968*3265 мм (длина*ширина*высота);
- вес – 4100 кг.
Преимущества станков это группы
Принципиальное отличие радиальных станков от вертикально-сверлильного оборудования в том, что при работе на них нет необходимости перемещать деталь по плите относительно сверла. В данном случае шпиндель движется вдоль заготовки. В чем плюс этой технической особенности станка?
Во-первых, на нем можно обрабатывать максимально тяжелые и крупные детали. Во-вторых, на установку, крепеж и перемещение заготовки нет необходимости тратить время и усилия. В-третьих, отверстия можно делать практически в любом месте болванки, благодаря маневренности механизма со шпинделем.
О компании
Станкостроительное объединение «ДВТ» на российском рынке уже более 20 лет. Компания была организована в тяжелое пост перестроечное время, тем не менее, не просто «выжила», но и процветает. В данный момент «ДВТ» — один из основных поставщиков металлообрабатывающих станков на территории РФ. Специалисты компании обладают серьезным опытом в плане знаний технических характеристик современного сложного оборудования. «ДВТ» сотрудничает с такими крупными партнерами как «Сургутнефтегаз», «Норильский никель», «Казхром» и др.
Технические характеристики
| Диаметр сверления в стали | 50 | мм |
| Диаметр сверления в чугуне | 63 | мм |
| Крутящий момент шпинделя | 710 | Нм |
| Осевое усилие на шпинделе | 20000 | Н |
| Мощность главного двигателя | 5,5 | кВт |
| Осевое перемещение шпинделя | 400 | мм |
| Перемещение головки по рукаву | 1225 | мм |
| Перемещение рукава по колонне | 750 | грд |
| Вращение рукава вокруг колонны | 360 | об/мин |
| Частота вращения шпинделя | 18-2000 | |
| К-во частот вращения шпинделя | 24 | |
| Подачи шпинделя на оборот | 0,045-5,0 | мм/об |
| Подачи шпинделя в минуту | — | мм/мин |
| К-во подач шпинделя | 24 | |
| Конус шпинделя | МК5 | |
| Длина | 2665 | мм |
| Ширина | 1030 | мм |
| Высота | 3430 | мм |
| Вес | 4700 | кг |
Комплектация
- Переходные втулки
- Клинья удаления инструмента
- Детали для закрепления на фундаменте
- Инструменты для обслуживания
- Запасные части
- Руководство по эксплуатации
- Коробчатый стол:
— размером 630 х 500 х 500 мм для модели 2A554; 2А554-1; 2A554-2 — размером 800 х 630 х 500 мм для модели ОС2567; ОС2146; 2A576 — размером 1000 х 1000 х 500 мм для модели 2A587





