Как осуществляется сверление уголка
Начинается сверление уголка с проделывания углубления с применением кернера, потом металл закрепляют в особом зажимном устройстве. Сверло станка делает в отмеченной точке отверстие.
Перед тем как начать работы необходимо установить быстроту вращения сверла и силу нажатия на заготовку. К большей общей производительности приведут выше установленные параметры. Сверло выбирают по заданному заблаговременно диаметру, а также в соответствии с обрабатываемыми типами металла. При этом учитывается то, что у полученного отверстия диаметр будет больше, чем у самого сверла.
Перед выполнением такой работы станок надо регулировать, чтобы наиболее точно и глубоко просверлить металл. Сверла, которые используются в работе, должны быть правильно заточены.
У нашей компании в Москве для сверления металла используются современные станки, которые обеспечены программным управлением, а это способствует повышению точности.
Как сверлить трубу
5. Расскажем, как очень точно просверлить сквозное отверстие в трубе практически любого диаметра. Без всяких сложных приспособлений. Нам понадобится часть тетрадного листа в клетку. Закрепляем один конец скотчем или клеем и ровно обматываем трубу. Размечаем, где необходимо отверстие. Измеряем диаметр трубы. По простой формуле находим половину длины окружности. Откладываем от первой метки. Сворачиваем обратно и сверлим трубу с 2 сторон. Таким образом можно очень точно просверлить в трубе любое количество равноудалённых отверстия. А если сразу разместить необходимое количество бумажек, то работа пойдет гораздо быстрее. Вместо тетрадных листов подойдёт малярный скотч.
Технология и оснастка для сверления отверстий большого сечения
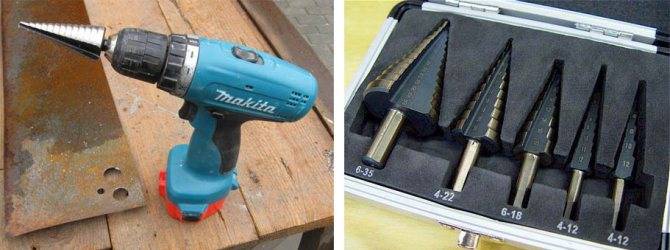
Конусные сверла
Представляют собой инструмент, выполненный в виде совокупности постепенно уменьшающихся к острию цилиндрических участков, соотношение диаметров между которыми принимается таким образом, чтобы снизить усилие при переходе от меньшего диаметра к большему. Сверла обычно изготавливаются двухзаходными, поскольку не предназначены для применения в толстолистовом металле: рекомендуемая толщина заготовки в месте сверления не превышает 2-5 мм, причём последнее касается пластиков.
Конические сверла
Номенклатура конических сверл ограничивается диапазоном 6-30 мм, поскольку при снижении данного размера острие быстро тупится, а обработка более крупных отверстий приводит к резким увеличениям нагрузок на привод (для станка) или на руки работающего (если используется ручной электроинструмент).
Особенность конструкции конических сверл состоит в том, что они выпускаются с двумя исполнениями хвостовиков – круглым и шестигранным. Последний вариант более предпочтителен, поскольку при постоянно возрастающих усилиях инструмент с круглым хвостовиком может проскальзывать в патроне. Это увеличивает опасность поломки, и снижает производительность операции. Вместе с тем такие сверла имеют и ряд преимуществ:
- Сделать отверстие можно постепенно, без образования заусенцев и острых кромок.
- Наличие цилиндрических площадок позволяет получать несколько отверстий различного диаметра, используя только одно сверло: достаточно контролировать величину осевой подачи. Это затруднительнее сделать для ручного электроинструмента, поэтому, применяя данный способ, стоит запастись ограничителями перемещения инструментальной головки или патрона.
- При сверлении конической ступенчатой оснасткой сила резания растет постепенно, поэтому стойкость сильно не снижается. Иное дело – применение гладких конических сверл: они, хотя и проще конструктивно, но требуют (при ручной подаче) значительных усилий.
- Инструмент пригоден не только для того, чтобы просверлить большое отверстие в металле, но и для производства таких операций как рассверливание, растачивание или зенкование.
- Поскольку боковые поверхности конических сверл имеют пазы, их можно применять для получения сквозных пропилов в металлических заготовках.
Корончатые сверла
Относятся к оснастке универсального назначения, ибо для установки такого сверла подойдут обычная дрель или шуруповерт. Корончатое сверло состоит из следующих частей:
- Торцевой центровочной насадки, которая производит предварительное сверление отверстия. Опираясь на него, коронка начинает свое действие.
- Хвостовика.
- Собственно коронки.
- Крепежных болтов.
Из-за сборной конструкции корончатые сверла могут использоваться для получения отверстий разного диаметра: достаточно снять одну коронку, и установить другую
Важно, чтобы конечное значение вращающего момента и осевого усилия не превышало тех границ, на которые рассчитана оснастка и оборудование
Корончатые сверла отличаются не только высокой производительностью, но и повышенной долговечностью. Они достаточно жесткие, концентраторы напряжений в них отсутствуют (нет спиральных канавок), а нагрузка распределяется только по кольцевой линии реза металла.
Последовательность получения отверстия с применением корончатого сверла заключается в том, что вначале необходимо сделать центровочное отверстие, а затем – основное. Поэтому рабочий ход шпинделя несколько увеличивается.
Описанный специальный инструмент отличается высокой ценой, причем наибольшим доверием пользователей пользуется оснастка, производимая торговой маркой Bosch. Гнаться за китайскими поделками, привлекающими своей более низкой стоимостью, крайне не рекомендуется.
Дыропробивной пресс
ДЫРОПРОБИВНОЙ ПРЕСС
, станок для пробивки дыр в металле. Пробивание дыр является частным случаем резания, когда режущая кромка инструмента представляет собою не прямую линию (как, например, у ножниц), а замкнутую фигуру, форма которой зависит от формы отверстия выбиваемого этим инструментом. Пробивающий инструмент называется пуансоном, штемпелем, бородком или пробойником; нижним лезвием служит подкладка (матрица), в которую он входит примерно на 1,5 мм (фиг. 1).
Для того чтобы материал не забивался в матрице накрепко (что значительно увеличило бы рабочее усилие), между отверстием последней и пуансоном оставляется небольшой зазор
5—6% толщины пробиваемого материала (часто зазор делают постоянным, равным 0,5 мм). При пробивании дыр материал вблизи отверстия подвергается значительному изменению структуры, вследствие возникающих при пробивке напряжений и деформаций. В виду этого в тех случаях, когда требуются точные и ровные отверстия в материале однородного установленного качества (например, заклепочные дыры для паровых котлов или мостов), предпочитают означенные дыры сверлить, несмотря на то, что пробивка их обходится значительно дешевле (примерно в 3—4 раза).

Упомянутые выше пуансон и матрица закрепляются на дыропробивном прессе различным образом. Матрица устанавливается обычно на подкладке, при помощи болтов или клина; пуансон прикрепляется к ползуну дыропробивного пресса при помощи конического или цилиндрического хвоста и зажимного винта (фиг. 1) или посредством клина, к которому иногда добавляется зажимной винт. На фиг. 2 представлена конструкция, часто встречающаяся у американских машин: здесь матрица (а) вставляется в зажимную подкладку (b) с прорезом, пуансон же (с) закрепляется при помощи гайки (d) в державке (f), вставляемой своей верхней частью в соответствующий вырез ползуна.
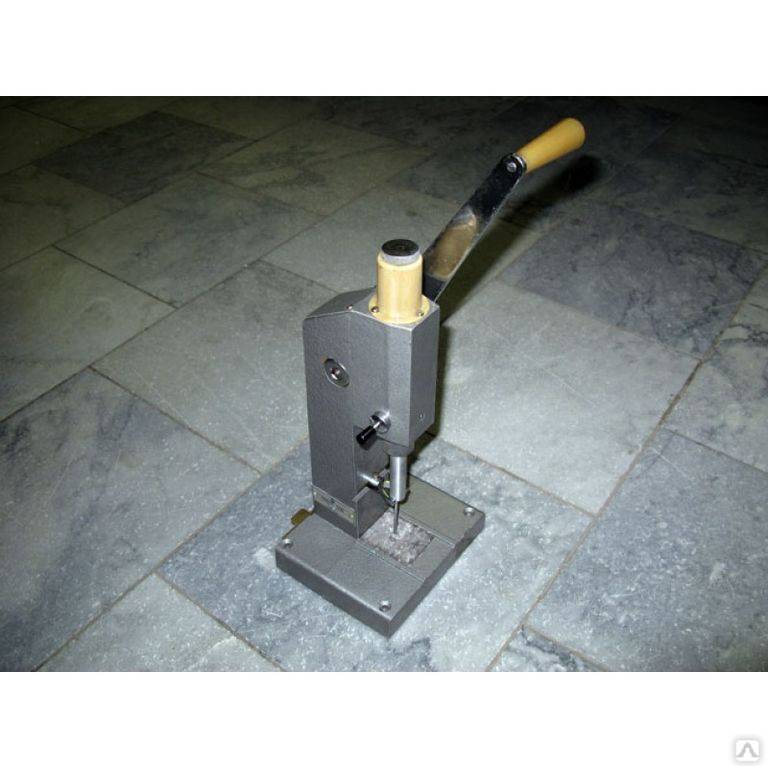
Дыропробивные прессы могут быть разделены на 2 группы: а) приводимые в действие силой рабочего и б) работающие от привода. К первым относятся следующие наиболее распространенные типы. 1) Коленчатый дыропробивной пресс («медведка», фиг. 3), состоящий из двух рычагов (abc) и (dbf) и винта (g) с правой и левой резьбой.
При поворачивании последнего длинные плечи рычагов (bс) и (bf) сходятся, а короткие (аb) и (bd) расходятся, причем ролик (а) нажимает на пуансон и т. о. приводит его в действие. 2) Винтовой (фиг. 4).
3) Эксцентриковый (фиг. 5), у которого пуансон (а) приводится в действие эксцентриком, сидящим на оси, приводимой во вращение при помощи рычагов (b) и (d), серьги (с), собачки (f) и храпового колеса (g). Собачка (h) служит для того, чтобы храповое колесо (g) не могло при этом вращаться в обратную сторону.
Подобного рода дыропробивные прессы снабжаются иногда вторым рычагом (ikm) с собачкой (n) для пробивания отверстий в тонких листах. 4) Ножной, у которого ползун с пуансоном приводится в движение нажатием на педаль.









5) Гидравлический рычажный (фиг. 6), пуансон которого (а) закрепляется на поршне (b), приводимом в движение давлением жидкости (масла), перекачиваемой из камеры (с) в гидравлический цилиндр (d) при помощи рукоятки (f) и поршня (g), скользящего в стакане (е).
Дырокол для металла ручной. Отверстие в пластике, металле, бумаге, коже, текстолите. Без дрели
33 rb
Unduh video
Приветствую, Вас! Для начала рекомендую хорошие интернет магазины — товары и услуги по доступной цене:
Полезные товары — интернет магазин » Gearbest «: goo.gl/riFbzo Нужное и полезное — интернет магазин — » Алиэкспресс «: goo.gl/242qIr Множество нужных товаров — интернет магазин — » Banggood «: goo.gl/U7l3Kp Магазин ножей — «Ножиков»: goo.gl/pPjgRj
Заработок на своем видео с партнерскими программами: Заработай на своем видео с — » AIR «: goo.gl/R7C0pK Заработай на рекламе в видео с — » Аdmitad «: goo.gl/1qvZqN И теперь по теме видео: Приветствую Вас! В этом видео я расскажу о полезном инструменте, как дырокол для металла. Зачастую он используется в рихтовке, для пробоя отверстия — при замене деталей, чтобы сделать точки сварки.. Но с большим успехом — можно использовать и в большом секторе применений в других областях. В том числе и в домашнем ремонте.. Он прекрасно пробивает метал толщиной до 1-1,5 мм. Так же он пробивает ряд других материалов: пластик, полиэтилен, текстолит, кожу, бумагу и многие другие не очень хрупкие материалы.. В общем смотрите видео. Спрашивайте, если что-то было не понятно.. Комментируйте, ставьте лайки и не забывайте подписаться на мой канал! Приятного просмотра! Ссылка на это видео: idplayer.info/show/Sm1jVDlINXVtalk.html Ссылка на мой канал: idplayer.info/tv/NcS8Cqsaw7HIqIYRbr33lg У меня еще много — полезных видео
Пробивка отверстий
| Менеджер отдела продаж Мезенцев Юрий Владимирович |
Пробивка отверстий представляет собой одну из самых востребованных операций обработки листового материала штамповкой. Если учесть, что в такой отрасли как приборостроение штампованные изделия составляют порядка девяноста процентов и большая часть этих изделий имеет те или иные функциональные отверстия, то становится понятной популярность серийной пробивки отверстий на штампах. Ведь этот метод относится к самым производительным. Пробивка отверстий подразделяется на черновую и чистовую.
Черновая пробивка отверстий
При черновой пробивке качество отверстий стараются увеличить разными способами. Например, обеспечив максимально возможную соосность между пуансоном и матрицей, а также путем учета допуска на размеры этих частей. Когда размеры матрицы или пуансона не соответствуют допустимым параметрам, возникает снижение стойкости штампа, причем это явление происходит с катастрофической скоростью – буквально в несколько раз. Кроме того, возрастает усилие, необходимое для пробивки отверстия. В результате образуются заусенцы, повышается шероховатость и возникают дефекты в виде трещин.
На качество черновой обработки путем пробивки влияют также свойства металла (прочность, пластичность, твердость и т.д.) и толщина листа
Безусловно, состояние режущих кромок матрицы и пуансона, расстояние между ними тоже имеет немаловажное значение. Чтобы уменьшить усилие, необходимое для пробивки отверстий, применяют режущие детали со скошенными краями. Если отверстие пробивается матрицей, то она имеет скошенные кромки, а пуансон – ровные, если же пробивка отверстия осуществляется пуансоном, то используется плоская матрица и пуансон со скошенными краями
Размеры скоса должны быть меньше толщины листа, но при этом подбираются в зависимости от толщины материала. Когда необходимо пробить в листовом металле несколько отверстий, то уменьшение усилия получают за счет ступенчатого расположения пуансонов. При этом чем меньше пробиваемое отверстие, тем короче пуансон, однако разница между высотами пуансонов не может быть больше толщины обрабатываемого листа, в противном случае короткие пуансоны не смогут пробить отверстие
Если отверстие пробивается матрицей, то она имеет скошенные кромки, а пуансон – ровные, если же пробивка отверстия осуществляется пуансоном, то используется плоская матрица и пуансон со скошенными краями. Размеры скоса должны быть меньше толщины листа, но при этом подбираются в зависимости от толщины материала. Когда необходимо пробить в листовом металле несколько отверстий, то уменьшение усилия получают за счет ступенчатого расположения пуансонов. При этом чем меньше пробиваемое отверстие, тем короче пуансон, однако разница между высотами пуансонов не может быть больше толщины обрабатываемого листа, в противном случае короткие пуансоны не смогут пробить отверстие.
Чистовая пробивка
Для того, чтобы уменьшить шероховатость, возникающую из-за зазора между пуансоном и матрицей, используются такие способы как создание подпирающего усилия в месте среза и ступенчатый пуансон. Подпирающее усилие создается ребром прижима, расположенного точно по абрису пробиваемого отверстия. Ребро, вдавливаясь, создает смещение металла и в месте воздействия противоположной части возникают напряжения сжатия, в результате чего образуется гладкое отверстие, имеющее заданные размеры и форму. Для того, чтобы точно рассчитать необходимое усилие подпора, нужно правильно выбрать угол скоса подпирающего ребра, расстояние между ним и отверстием, учесть толщину металла и его характеристики, выбрать смазочный материал. Для тонколистового металла желательно создавать ребра подпора и со стороны матрицы, и со стороны пуансона. Самой популярной операцией пробивки отверстий является пробивка отверстий малого диаметра. Однако у этой процедуры есть ограничения, связанные с толщиной листа. Поэтому для такой операции создаются специальные штампы, в которых устойчивость и прочность пуансона обеспечивается за счет специальных направляющих элементов (шайб, втулок, телескопических и других). Для того, чтобы обеспечить стабилизацию пуансона, желательно, чтобы направляющие элементы охватывали его со всех сторон, что в полной мере могут обеспечить телескопические направляющие.
Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.

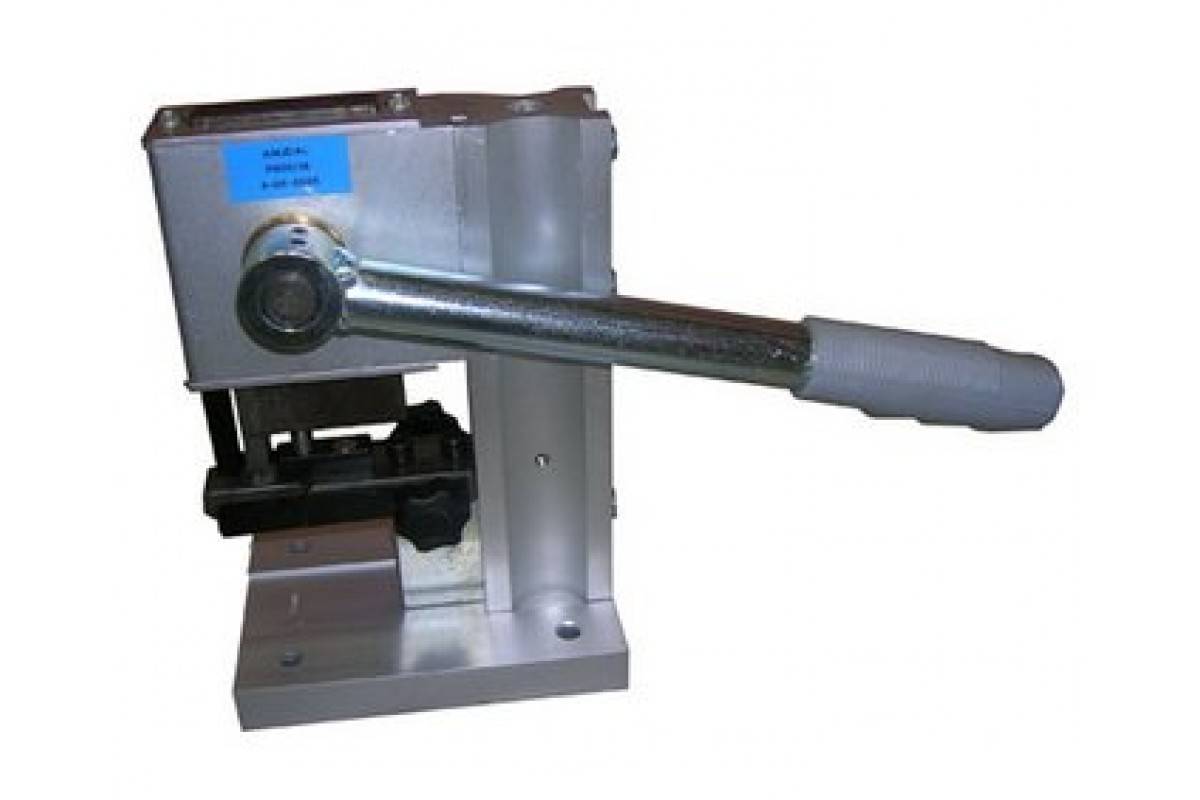
Ручной пресс

Координатно-просечные прессы
К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.

Ручной процесс пробивки
Сверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
Пробивание отверстий на комбинированных пресс — ножницах
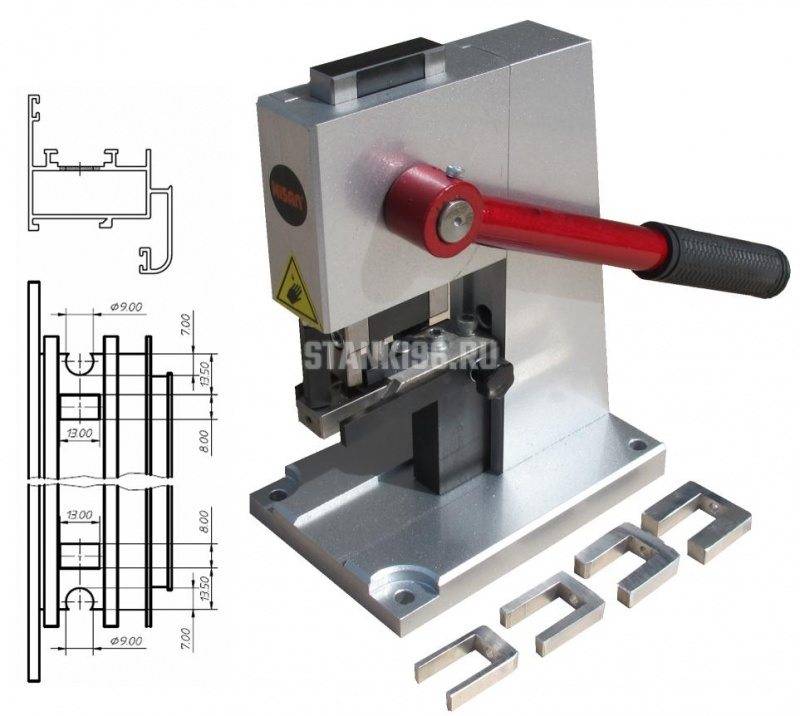
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.

Пробивание отверстий на комбинированных пресс — ножницах
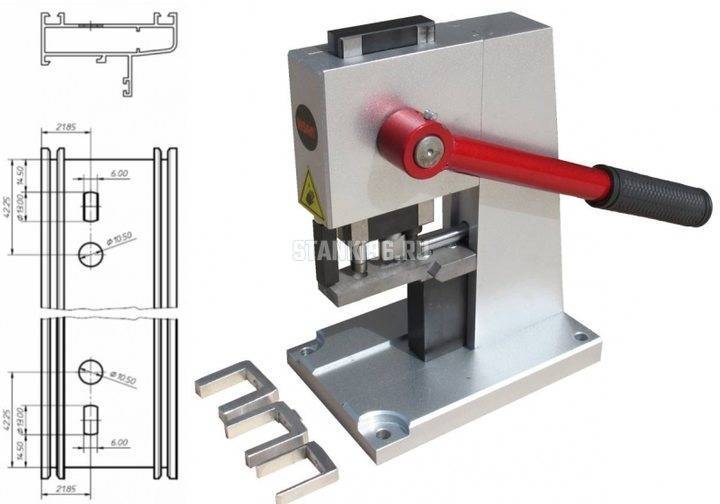
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.
Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.








Пробивание отверстий на прессах
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия. Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.
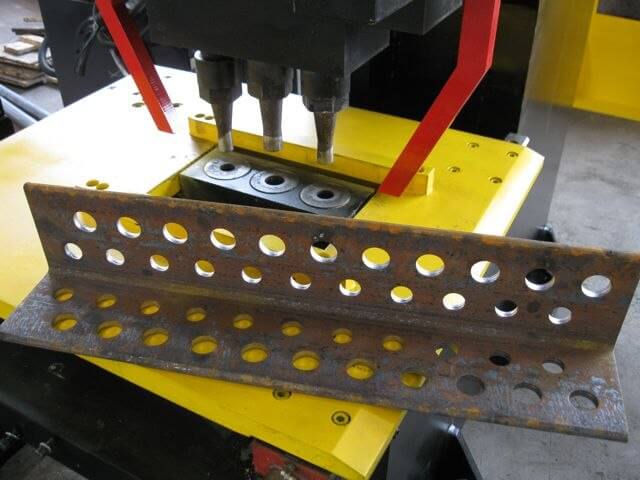
Пробивание отверстий на прессах
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту. Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа. После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм. Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
Пробивка металла
Технология пробивки отверстий в металле является одной из самых распространенных методик в процессе обработки металла. Благодаря этому процессу можно получить отверстия, размеры, форма и позиционирование которых будут в точности соответствовать проектным величинам. Пробивка металла может осуществляться с образованием единичного отверстия, либо с производством ряда последовательных отверстий. Во втором случае процедура называется перфорацией. Способы пробивки металла могут быть следующими:
- ручной метод;
- пресс-ножницами;
- координатно-пробивными станками.
Наиболее трудозатратный и наименее производительный способ, конечно же, ручной. Кром того, этот метод еще и имеет большую погрешность. Однако при этом стоимость оборудования для пробивки металла ручным методом самая низкая. Этот способ не предназначается для крупносерийного производства. В то время как пробивка металла на револьверных координатно-пробивных станках с числовым программным управлением позволяет добиться высочайшей производительности и точности. Но этот способ не будет окупаться при единичном производстве, поскольку оборудование для него стоит довольно дорого.
Преимущества, слабые места и особенности пробивки металла
По сравнению с операцией сверления, пробивка металла во многом более выгодна. Во-первых, пробивка занимает меньше времени, поэтому она более эффективна. Кроме того, в отличие от того же самого сверления и многих других способов, используемых для получения отверстий, при пробивке не происходит перегревание металла. Значит, исключается отпуск в месте проведения обработки изделия, не возникают окислы, не происходит изменение кристаллической решетки. Однако, есть и обратная сторона медали, которая может быть как полезной, так и вредной, в зависимости от целей. При пробивке металла происходит наклеп, который может уплотнять структуру металла, а может и вызывать радиальные микротрещины, которые впоследствии станут очагом развития коррозии. Еще один минус пробивки металла заключается в том, что иногда возникает необходимость механической обработки полученного отверстия, поскольку образуются заусенцы. Ведь обработка методом пробивки подразумевает воздействие на металл давлением, в результате которого происходит отрыв металла. Кроме того, если величина (диаметр) отверстия должна быть меньше толщины листа, то пробивание заменяют на сверление.
Существует два способа пробивки металла – на полный и неполный диаметр. Под понятием «полный диаметр» подразумевается проектная величина отверстия. При пробивке на неполный диаметр размеры отверстия уменьшаются по сравнению с проектным на определенную величину, а затем доводятся до необходимого путем механической обработки.
Одним из наиболее распространенных способов пробивки металла является обработка посредством пресс-ножниц. При этом лист или деталь размещают на матрице, а пуансон опускается на заготовку и выдавливает отверстие. Опускание пуансона происходит не до конца, а примерно до половины толщины металла, дальнейший отрыв которого происходит под влиянием деформирующих сил. Пробивка отверстия в металле с помощью пресс-ножниц может производиться с предварительной разметкой специальным инструментом – керном, либо без нее.
Пробивные станки представляют собой оборудование, состоящее из гидравлических прессов, пробивных устройств, штампов, которые устанавливаются на опорном столе и подвижном основании. Эти станки могут быть автоматизированные, либо управляться вручную. Они могут быть включены в состав сложных конвейерных устройств, осуществляющих одновременно и другие операции, такие как гибку профиля.
Ручное пробивание отверстий в металле
Пробивание отверстий вручную (рис. 72, а) осуществляют ударами слесарного молотка по головке бородка (пробойника), предварительно установленного на месте будущего отверстия в металле. Этим способом пробивают отверстия диаметром от 1 до 8 мм в листовой стали с пределом прочности до 30 кг/мм2.
Бородки слесарные (рис. 72,6) изготовляют шести размеров (ГОСТ 7214—54): длиной L 85, 90, 100, 120, 150 и 175 мм, имеющих диаметр оттянутой рабочей конусной части d соответственно 1, 2, 3, 4, б и 8 мм. Средняя часть бородка имеет круглое сечение и гладкую поверхность. Поэтому бородок удобно держать в руке во время пробивания отверстия. Средняя часть бородка соответственно указанной длине L имеет диаметр D 6, 6, 8, 10, 12 и 16 мм.
Рис. 72. Пробивание отверстий вручную: а — схема пробивания, б — бородок, в — схема совмещения бородка с осевыми разметочными линиями, г — схема последовательности пробивания отверстий, д — пробивание отверстия по шаблону
Головка бородка, являющаяся ударной частью, оттянута слегка на конус и края ее округлены. При такой форме ударной части сила удара слесарным молотком по бородку используется с наилучшим результатом, так как удары приходятся по центру ударной части и создается более устойчивое положение бородка во время пробивания.
Бородки изготовляют в основном из инструментальной углеродистой стали У7А. Рабочая часть бородков на длине всего конуса, т. е. примерно на 1/3 общей длины бородка, термически обработана до твердости HRC 52— 57, а головка на длине /, = 10—15 мм термически обработана до твердости HRC 32—40.
Слесарные молотки применяются двух типов: с круглым бойком и с квадратным бойком. Слесарные молотки с круглым бойком (ГОСТ 2310—54) изготовляют семи номеров. Молотки каждого номера характеризуются весом и габаритными размерами. Для пробивания отверстий обычно применяют молотки № 2 весом 400 Г и № 3 весом 500 Г.
Слесарные молотки с квадратным бойком изготовляют шести номеров. Для пробивания отверстий применяют молотки № 4 весом 400 Г и № 5 весом 500 Г.
Рабочие концы молотков — бойки термически обрабатывают до твердости HRC 49—56 на 1/5 общей длины молотка с обоих концов. Молотки надежно насаживают на деревянные ручки, изготовляемые из крепких пород Дерева (рябины, кизила, граба, клена или березы). Ручки должны быть без сучков и трещин, поверхности хорошо отшлифованы и покрыты олифой. Ручки имеют эллиптическое сечение, благодаря этому молотки хорошо удерживаются в руке. Длина ручки зависит от веса молотка: чем больше вес, тем длиннее ручка. Обычно для молотков весом 400 Г применяют ручки длиной 300 мм, а для молотков весом 500 Г — длиной 320—380 мм.
Отверстия пробивают вручную по разметке и по шаблону. При пробивании отверстий по разметке бородок устанавливают на размечаемом материале так, чтобы торец рабочей конусной части находился в пределах окружности размечаемого отверстия, т. с. не был сдвинут влево за точку А (рис. 72, б) или вверх за точку Б, или вправо за точку В, а также вниз за точку Г. Значительно ускоряет работу применение бородков с неглубокими рисками, сделанными на рабочей конусной части (см. рис. 72,6) сечение Л—Л. Бородок с такими рисками совмещают с осевыми разметочными линиями.
Отверстия пробивают вручную обычно начиная с середины детали и ведут в последовательности, показанной на рис. 72, г. Такой порядок пробивания способствует меньшей деформации пробиваемого материала.
Пробивание отверстий по шаблону (рис. 72, д) выполняют без предварительной разметки. На деталь накладывают шаблон, а затем деталь и шаблон стягивают струбцинами. Пробивание отверстий по шаблону производится быстрее, чем пробивание по разметке, так как при первом способе не требуется совмещать торец конусной части бородка с центром осевых линий на размечаемом металле.
Плюсы и минусы пробивки металла
В отличие от того же сверления пробивание отверстий намного выгоднее. Оно отнимает меньше времени, исключает нагрев и дефект по краю, окисление или кристаллизацию поверхности.
Существует и минус такой работы: может произойти уплотнение структуры металла или появится микротрещина, что повлечет за собой коррозию. Есть риск образования заусенцев и необходимости в последующей обработке.
Пробивка отверстий в металле – это использование высокого давления, и, если запланирован диаметр отверстия меньшего размера, то лучше ее заменить сверлением. Например: необходимость дополнительных отверстий в трубе для получения дренажной системы. Путем воздействия пресса такое не всегда возможно, чаще для этого используют:
– сверление отверстий на заказ – если нужный размер меньше плотности самого материала;
– фрезеровку – когда нельзя применить пробивку и сверление;
– лазер – когда необходима ювелирная точность. Ширина полученного отверстия равна десятой доле миллиметра.
Впрочем, несмотря на упомянутые погрешности в использовании пробивки, их нельзя назвать значимыми. А современные станки с ЧПУ способны обеспечить высокие показатели скорости с точностью в 0,05 миллиметра, что делает работу с металлом результативной и надежной. Перфорированные металлические листы – это гарантия прочности и легкости, что вместе с используемым защищающим металл покрытием сделало его лучшей основой для любого начинания. Как яркий пример можно выделить лишь несколько из них:









– элементы архитектурного декора;
– некоторые детали мебели;
– красивые защитные кожухи и ограды;
– главные детали уличных баннеров;
– решетки и системы фильтраций.
Недостатки технологии
Надо помнить о том, что качество получаемой продукции напрямую зависит от нескольких факторов, среди них которых — качество инструмента, настройки оборудования, добротности программного обеспечения, применяемого для создания управляющей программы.
Координатная пробивка и ее недостатки
Но надо отметить, что в принципе, вне зависимости от способа получения группы отверстий, дефекты при ручной пробивке и автоматизированной одинаковы.
Смещение отверстий
Чаще всего при изготовлении группы отверстий можно встретить такой дефект, как смещение отверстий относительно друг друга или сторон листа. Этот дефект, может проявиться из-за ошибок в программе, неправильных настроек станка и пр.
Заусенцы
Этот дефект появляется вследствие того, что неправильно подобраны размеры пуансона и матрицы. Кроме того, заусенцы появляются в результате некачественной заточки инструмента.
Пуансоны и матрицы
Борозды
Нередки случаи появления бород на поверхности отверстия вдоль его оси. Они вызваны наличием дефектов поверхности пуансона.
Борозды при пробивке металла
Читать также: Как рассчитать мощность силового трансформатора по нагрузке