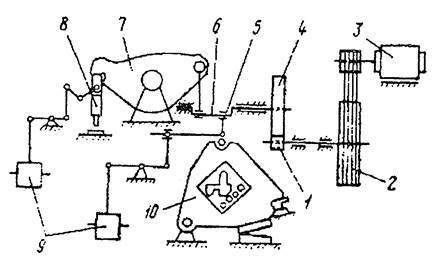
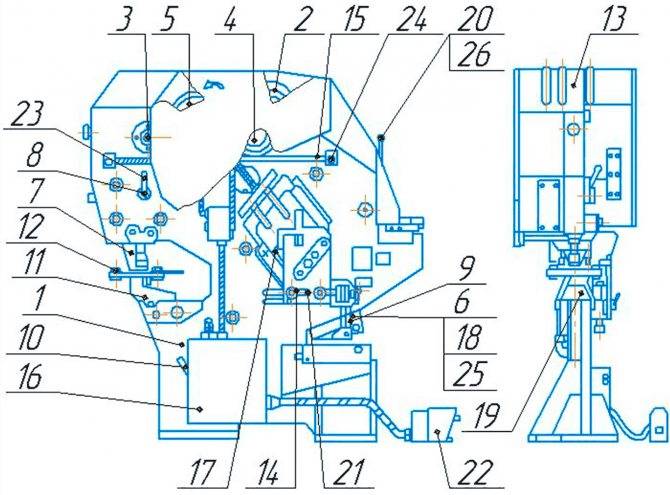
Работа пресса НВ5222
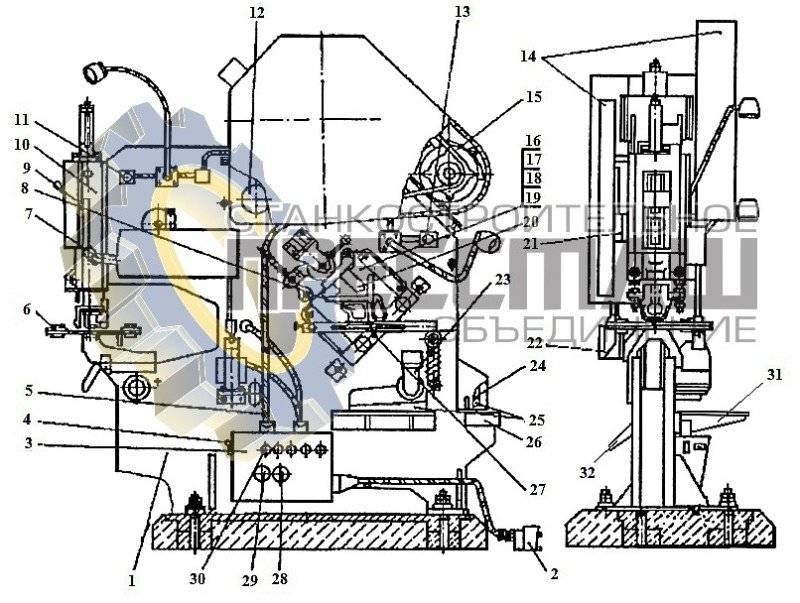
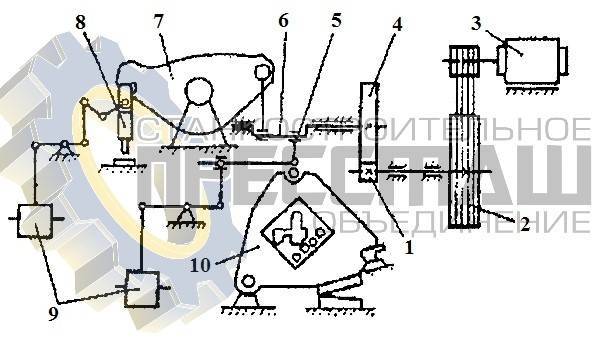
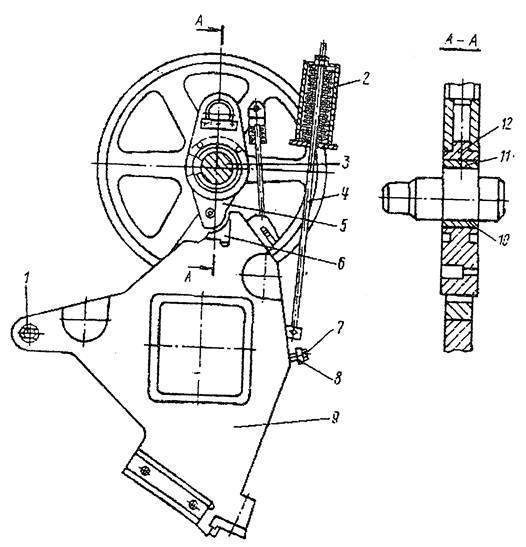
Кинематическая схема
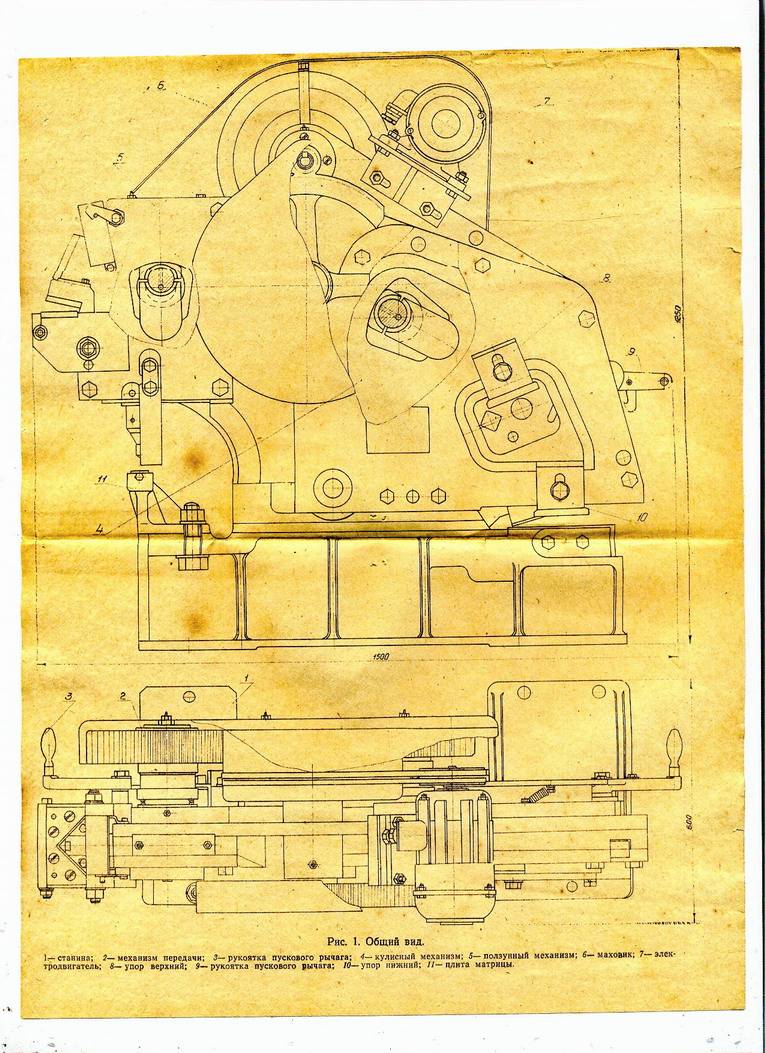
1 – вал-шестерня, 2 – маховик, 3 – электродвигатель, 4 – колесо зубчатое,
5 – шатун, 6 – вал, 7 – балансир, 8 – ползун пресса, 9 – электромагнит,
10 – ползун сортополосовой секции.
Привод пресс-ножниц осуществляется от электродвигателя (3) через клиноременную передачу, маховик (2) и одноступенчатую зубчатую передачу (1, 4) к эксцентриковому валу (6). Зубчатая пара (1,4) прямозубая, цилиндрическая. Движение на ползун (10) сортополосовой секции передается через шатун (5), на ползун (8) пресса для пробивки отверстий через балансир (7) и западающий камень. Включение и выключение исполнительных механизмов осуществляется через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами (9).
Переключатель поставьте в положение: «сортополосовая секция» или в положение «дыропробивная секция».
- Пробивка отверстий:
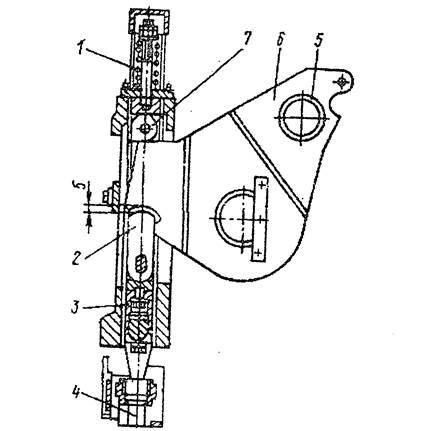
Закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустите пуансон в матрицу и вставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном.
Закрепите корпус матрицедержателя на станине и еще раз проверьте зазор.
В зависимости от толщины пробиваемого материала выставьте корпус съемника, для чего освободите гайки и контргайки, и, вращая винты, вставьте корпус съемника с зазором 1…2 мм от плоскости листа.
Затяните гайки и контргайки. Установка корпуса съемника с перекосом не допустима.
Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона.
- Сортополосовая секция:
Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (90°, 45°) по делениям направляющей и закрепите ее. Поставьте сменные прижимы. Введите в гнездо инструмента прокат и выставьте его либо по разметке, либо в упор реза заготовок, размер которых предварительно установите. Не режьте полосу, имеющую на своей поверхности масляные пятна.
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, должны быть хорошо закрепленными и сухими.
Продувайте сжатым воздухом полость станины под сортополосовым ползуном для удаления накопившейся окалины или удаляйте скребком.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей зарубочного устройства, дыропробивной зоны.
При работе на ножницах:
- не режьте и не пробивайте отверстия в профилях и материалах размером больше, чем указано в технической характеристике при δв = 500 Н/мм²;
- не снимайте ограждений;
- не работайте на сортополосовой секции без прижимов;
- не налаживайте ножницы при включенном электродвигателе.
Нюансы конструкции станков НГ
Станки НГ нашли широкое применение во всевозможных областях производства. Это обусловлено широкой функциональностью и внушительных техническими характеристиками станков. Потому с их применением и назначением следует познакомиться более детально. Но для этого следует разобраться в элементах конструкции НГ.
Пресс ножницы комбинированные обеспечивают выполнение нескольких различных операций, избегая предварительных изменений настроек устройства. Это возможно благодаря четырем рабочим зонам. Работа может осуществляться в любой последовательности. Менять при этом инструменты не требуется. Именно так достигается быстрая, экономичная и производительная обработка заготовок.
Что вам следует знать про конструкцию этого станка?
- Станина состоит из пары металлических листов — заднего и переднего. Они соединены с основанием методом варки.
- Четыре расточки в станине служат для монтажа приводов секций, приводных валов станках НГ.
- Приводы дыропробивных и сортолистовых секций идут от электромотора через зубчатые и клиноременные передачи на эксцентриковый вал.
- Рычаги зарубочных устройств станков непосредственно связаны с ползунами сортолистовых секций за счет тяги.
- Ползуны дыропробивных секций уравновешены за счет специальных пружинных уравнителей.
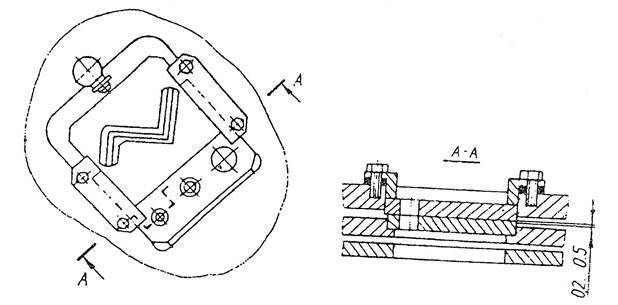
- Механизм, предназначенный для резки уголков, квадратов, металлических кругов состоит из 2 плит. Одна подвижная, вторая — неподвижная. Подвижная плита закреплена в гнезде ползуна сортолистовой секции. Неподвижная часть помещена в гнезде станины и зафиксирована с помощью Г-образных пружин.
- Зарубочные и листовые агрегаты включают в конструкцию неподвижные и подвижные ножи — 3 и 2 единиц соответственно.
- Пресс ножницы предусматривают наличие трех рабочих мест, которые могут обслуживаться одним оператором.
- Электрическая схема модернизирована, если сравнить НГ5222 и пресс ножницы комбинированные н5222а. Данная электро схема позволяет пресс ножницам работать на одиночных и непрерывных ходах.
- Управление пресс ножницами является педальным, кнопочным.
Комбинированная схема станка обеспечивает его многозадачность при максимальной эффективности и экономичности. НГ5222 занял свою нишу на рынке пресс ножниц и уверенно сохраняет лидирующие позиции.
Отменные технические характеристики, привлекательная стоимость и высокие показатели производительности делают станок НГ5222 один из наиболее предпочтительных устройств. Цена пресс ножниц составляет от 1000 долларов. Достаточно приемлемая стоимость при таких параметрах станка.
Получить консультацию
Пресс-ножницы комбинированные НГ5222 номинального усилия 40тс с механическим приводом служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате.
Имея четыре рабочие зоны, пресс-ножницы позволяют выполнять несколько операций без смены инструмента и любой последовательности.
Пресс-ножницы комбинированные могут найти свое применение на машиностроительных, ремонтных и других заводах, в коммерческих производствах и ремонтных участках, строительных организациях.
Пресс-ножницы НГ5222 нашего производства поставлены в центральный федеральный округ, Северо-Западный ФО, Южный ФО, Северо-Кавказский ФО, Приволжский ФО, Уральский ФО, Сибирский ФО и страны СНГ.
Некоторые особенности технологии применения пресс-ножниц любой модели.
Последние версии комбинированных ножниц модернизированы двухскоростными электродвигателями. Это сделано с учётом условий обработки металлопроката из разной стали (легированной и углеродистой). При резке углеродистых сталей больше всего подходит повышенная скорость, а при обработке легированной – пониженная. Также на качество среза влияет температурный режим резки. Например, углеродистые стали (углерод – 0,5%) режут вхолодную, а высокопластичные металлы подогревают до высокой температуры. Это помогает избежать трещин на торцах. Кроме того, чтобы не допустить двойного среза, особенно у высокопластичных заготовок, следует контролировать глубину внедрения ножей. Она не должна превышать V4 высоты обрабатываемого сечения.


Электрооборудование пресс-ножниц нг5223

Электрическая схема пресс-ножниц нг5223
Электросхема (рис. 16) комбинированных пресс-ножниц предназначена для управления двумя секциями в следующих режимах:
- Одиночные ходы (управление от педали)
- Наладочный режим (ручной проворот).
Режимы работы устанавливаются переключателем SA1, расположенным на дверце электрошкафа. В электрошкафе (рис. 17) находится вся пускорегулирующая и защитная аппаратура, а также трансформатор TV1 для питания цепей управления (ОСМ 0,25 380/5-22-110/24). Вводной автоматический выключатель QF1 (см. рис. 16) расположен в электрошкафу на левом борту и заперт в положении ОТКЛЮЧЕНО переключателем SA6. Электродвигатель главного привода M1, светильники местного освещения рабочих зон и конечные выключатели расположены на пресс-ножницах. Схема расположения электрооборудования показана на рис. 18.
В электросхеме машины (см. рис. 16) предусмотрены следующие виды защиты:
- силовая цепь от токов короткого замыкания защищена вводным автоматическим выключателем QF1. После автоматичеекого отключения выключателем QF1 перед его включением выявите и устраните причины короткого замыкания;
- электродвигатель главного привода от перегрузки защищен тепловым реле КК1;
- электромагниты УА1, УА2 и трансформатор TV1 защищены от токов короткого замыкания со стороны питающей сети предохранителями FV1, FU4;
- цепи управления, сигнализации и освещения защищены от токов короткого замыкания предохранителями FU5, FU6, FU7;
- нулевая защита, предотвращающая произвольный запуск электродвигателя при появлении напряжения после его исчезновения, осуществляется магнитным пускателем КМ1, включенным по схеме с самопитанием.
Преимущества пресс-ножниц серии WSD
Пакетировочные пресс-ножницы применяются: — для холодного прессования и разрезания металлолома толщиной до 3 мм. — разрезания прямоугольных пакетов требуемой длины (включая стальной профиль длиной до 5 метров) — для производства пакетов для шихты на металлоплавильных заводах.
Пользователь имеет возможность выбрать ножницы в зависимости от производственных требований по таким параметрам как размер камеры прессования, пакета и режим прессования.
Данное оборудование комплектуется электрическим или дизельным двигателем, учитывая необходимую мощность или особенности дальнейшей эксплуатации.
Для переработки металлолома пресс-ножницы оснащают системой гидропривода, возможна работа в ручном или автоматическом режиме с ЧПУ.
Использование нашего оборудования при переработке металлического лома снижает площадь хранения металлолома, уменьшает затраты на его перевозку, следовательно — увеличивает доходность предприятия.
Увеличивается рентабельность Вашего предприятия, так как стоимость резаного металлолома дороже прессованного и на выходе Вы получаете «вид 9».
Из основных преимуществ для предприятий так же можно выделить: широкий спектр применения (различные сферы металлургической промышленности), потребление сравнительно не большого количества энергии, легкость в установке, надежность, защита от перегрузок, высокий уровень безопасности и низкий уровнем шума.
Одной из дополнительных опций является помощь в установке, отладка оборудования и обучение персонала.
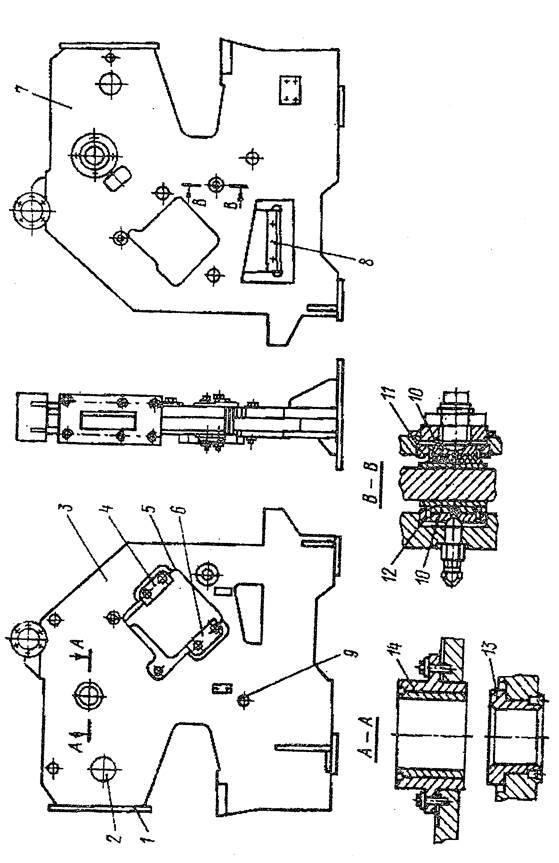
Устройство и назначение основных узлов
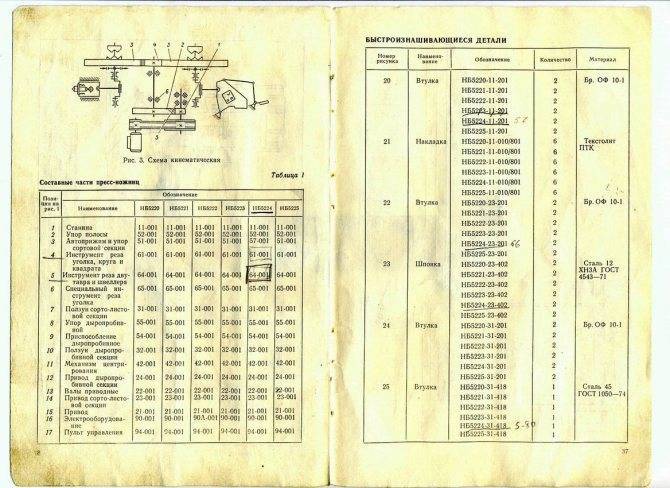
Приводимая в паспорте на оборудование блок-схема ножниц НВ5222 включает в себя три основных узла:
- для разделения полосового материала;
- для резки сортового профиля;
- прессовой головки для пробивки отверстий.
Кинематически все эти узлы собраны на общей станине и снабжены совместным приводом от одного электродвигателя (электрическая схема станка предусматривает наличие двигателя с короткозамкнутым ротором).
Система управления комбинированными ножницами – смешанная, с применением как педального включения (используется с целью включения/выключения дыропробивного пресса), так и рычажного, для приведения в движение исполнительного механизма резки.
Описание последовательности действия комбинированных ножниц, согласно паспорту, следующее:
- При включении электродвигателя вращение через маховик передаётся на приёмный вал, на противоположном конце которого установлена прямозубая понижающая передача.
- Через зубчатое колесо вращение сообщается эксцентриковому валу, на кривошипе которого установлены качающиеся балансир и ползун.
- Переключение узлов производится при помощи рычажного механизма включения.
- Предварительно в один из неподвижных ножей вставляется разрезаемая заготовка. Всего ножей в основной комплектации станка три – для круга, квадрата и сортового проката, хотя по дополнительному заказу могут быть изготовлены и ножи с иным набором рабочих профилей.
- Прокат фиксируется по упору, после чего ползун включается на рабочий ход, производя разрезание металла.
- Переводя рычаг в противоположное положение, останавливают ползун в его крайней верхней точке, после чего извлекают изделие из зоны реза.
- Для включения привода дыропробивного пресса, используют педаль включения. При её нажатии включается в работу балансир, с закреплённым на его нижнем торце подпружиненным штоком.
- Предварительно в матрицу по упорам устанавливается полуфабрикат, в котором требуется выполнить отверстие.
- Перемещаясь в направляющих станины ножниц, шток воздействует на ползун, к которому прикреплён дыропробивной пуансон. Дыропробивная матрица установлена на столе, который конструктивно находится сзади оборудования и снабжена жёстким съёмником. Происходит пробивка.
- После пробивки вал возвращает балансир в исходное положение. При наличии заусенца, во избежание застревания пуансона в заготовке, пружинный механизм снимает её с ползуна.

На комбинированных ножницах могут одновременно работать два оператора – один отвечает за разделение полосового или объёмного стального проката, а второй – за производство операции пробивки отверстия.
Электросхема пресс-ножниц комбинированных модели НВ5222 допускает их эксплуатацию как в автоматическом режиме, так и в режиме одиночных ходов.
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:
- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, который обеспечивает повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.
- Виды выполняемых операций
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.



Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.
Мобильные пресс-ножницы для металлолома
Мобильные пресс-ножницы для металлолома с усилием реза 500, 600 и 800 тонн.

Мобильные пресс-ножницы для металлолома – это полностью автономное оборудование, является машиной особенно подходящей для резки и пакетирования негабаритного черного лома. Конструкция наших мобильных пресс-ножниц разработана с учетом всех возникающих статистических и динамических нагрузок на несущие элементы и обеспечивает Пользователю длительную бесперебойную эксплуатацию.
Поставляем мобильные пресс-ножницы для лома с усилием реза 500, 600 и 800 тонн.
Стандарты мобильных установок полностью соответствуют европейским дорожным стандартам. Мобильные пресс-ножницы для лома, установленные на шасси, легче перемещать в сравнении с транспортируемыми или стационарными. Для их перевозки требуется только тягач.
Успешно поставляем Российским пользователям мобильные пресс-ножницы для переработки металлического лома различной производительности. Это классическая конструкция гидравлических пресс-ножниц для лома с верхними крышками загрузочной камеры. Мобильные и транспортируемые пресс-ножницы полностью автономное оборудование (возможна комплектация как с электрическим, так и с дизельным двигателями).
Принцип камеры сжатия основан на работе 3-х компрессионных крышек.

Уникальная конструкция крышек дополняется режимом подпрессовки, что позволяет получать пакет высокой плотности.
Это давно запатентованная разработка закрытия крышки на 120° вместо 90°. Получаемый пакет металлолома спрессовывается сильнее обычного, вследствие чего прохождение готового брикета уменьшает износ конструкции. Приемная камера с закрывающей крышкой является сварной конструкцией, с облицовкой из высокопрочных стальных листов HARDOX. Массивные крышки, прикрепленные шарнирами к приемной камере, позволяет перерабатывать лом, имеющий большие габариты, чем приемная камера. Облицовка камеры выполнена из высокопрочной шведской стали HARDOX, при необходимости они легко снимаются и заменяются на новые облицовочные плиты.
Hожи и сама гильотина выполнены из высокопрочной стали, нижний и верхний ножи заменяемые. Смазка гильотины происходит через системы автоматической централизованной смазки гильотины. На гидроцилиндре реза установлена система рекуперации гидравлического масла, обеспечивающая быстрый холостой ход штока повышающая скорость работы. Специально разработанная конструкция рамы, облегчают доступ к креплению ножей. Гидравлическая блокировка нижних ножей является одновременно и системой безопасности: происходит постоянный контроль давления и, в случае падения давления, резка прекращается. Гидравлические устройство постоянно контролирует правильность установки и крепления ножей. Усиленный ход гидроцилиндра толкателя, позволяет пропустить вперед металл в случае невозможности резки.
| Усилие реза, т | 505 | 605 | 805 |
| Прижим, т | 150 | 154 | 154 |
| Ширина ножа, мм | 820 | 820 | 820 |
| Высота ножа, мм | 610 | 610 | 610 |
| Длина реза, мм | 10 — 1500 | 10 — 1500 | 10 — 1500 |
| Резов в минуту, раз | 6 — 7 | 6 — 7 | 6 — 7 |
| Размер камеры, мм | 5000 х 2200 | 6000 х 2400 | 6000 х 2400 |
| Размер пакета, мм | 800 х 600 | 800 х 600 | 800 х 600 |
| Усилия крышек, т | 180 х 3 | 240 х 3 | 240 х 3 |
| Усилия толкателя, е | 160 | 160 | 160 |
| Мощность, л.с. | 220 | 240 | 280 |
Блоки гидравлики и блок управления машины Parker-Denison-Rexroth.
Насосы Parker. Danfoss.
Пропорциональный клапан гидравлики для управления давления Rexroth.
Электронная система PLC SIEMENS.
Лучшая цена на рынке на стационарные пресс-ножницы для металлолома с усилием реза 800 тонн и камерой 6 метров►
Технические характеристики комбинированных пресс-ножниц НГ5222
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электродвигатель, кВт | 5,5 | 5,5 | 11 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
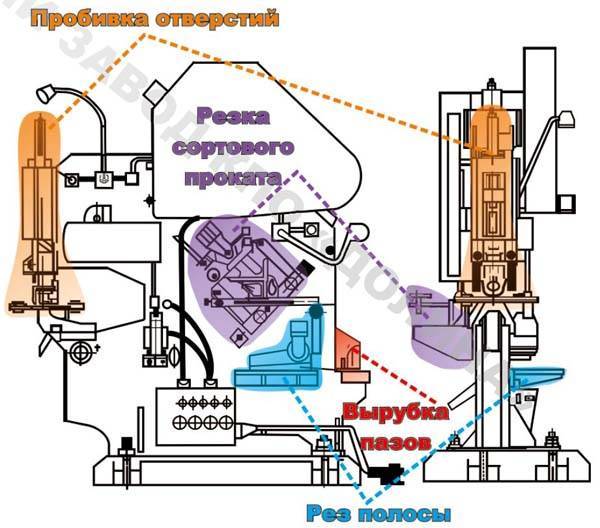
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом.
Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления.
Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное.
Основные технические характеристики регламентированы государственным стандартом.
Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки.
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры.
Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть.
Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов.
На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная.
Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.



Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
Сведения о производителе пресс-ножниц НВ5222
Изготовителем пресс-ножниц НВ5222 является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Пресс-ножницы Н-серии: описание, преимущества, особенности
Ножницы предназначены для выполнения широкого перечня операций, связанных с раскроем листовой стали, холодной обработкой и пробиванием металлопроката. Отличием комбинированных ножниц от аналогов является тщательно продуманная эргономика, облегчающая работу оператора. Другая особенность оборудования – универсальность, позволяющая работать с абсолютным большинством сортового и фасонного металлопроката. Пресс-ножницы серий Н5222, Н5222А и других рассчитаны на использование предприятиями, специализирующимися на единичном и малосерийном производстве деталей при большом разнообразии ассортимента. Станки позволяют изготавливать автомобильные комплектующие, элементы дорожных ограждений и строительных конструкций, основным материалом для которых служит листовой металл.
Преимущества комбинированных ножниц Кувандыкского завода «Долина»:
- простота использования;
- малая металлоемкость, снижающая общую стоимость и облегчающая транспортировку;
- возможность использования пресс-ножниц для большого количества технологических операций;
- использование высококлассной инструментальной стали, сочетающей прочность и стойкость к коррозии.
Как заказать оборудование?
Станки НВ5222, НВ5221 и другое металлорежущее оборудование, представленное в каталоге, можно приобрести с доставкой по России и странам СНГ. Перевозка осуществляется проверенными транспортными компаниями, что гарантирует сохранность груза и минимальные сроки ожидания. По желанию заказчика, специалисты завода «Долина» самостоятельно выполнят монтаж, проведут пусконаладочные работы и подготовят комбинированные ножницы к эксплуатации.
АРГУМЕНТЫ | СРАВНЕНИЕ | ОТЗЫВЫ | МОДЕЛЬНЫЙ РЯД |
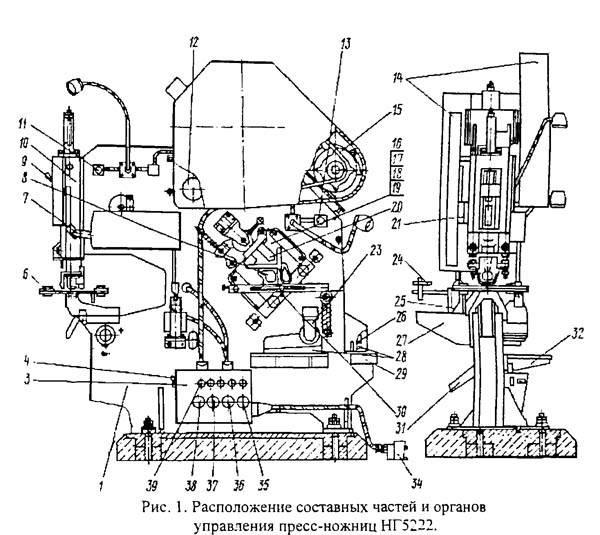
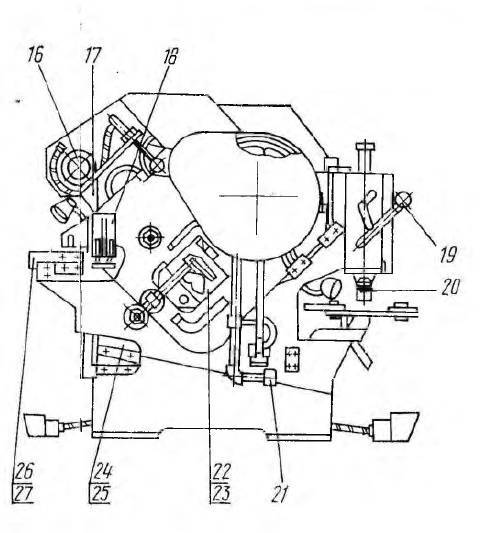
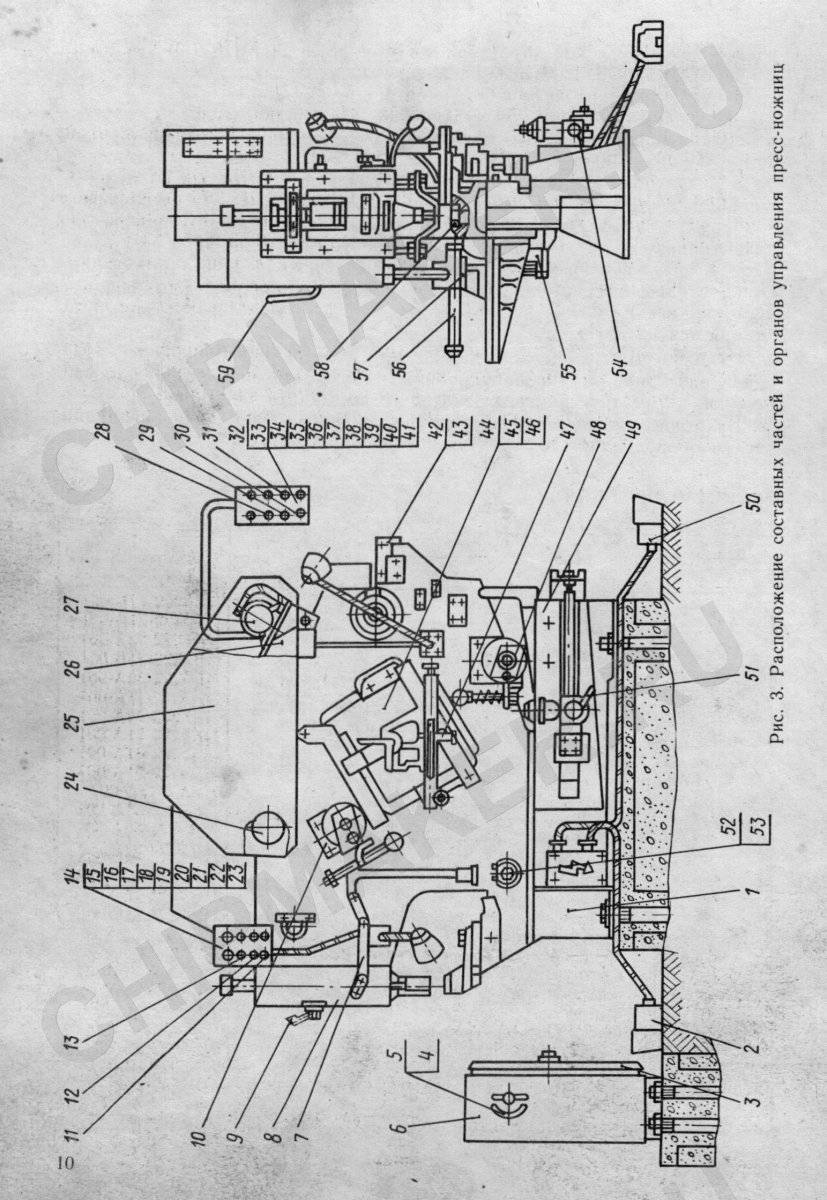
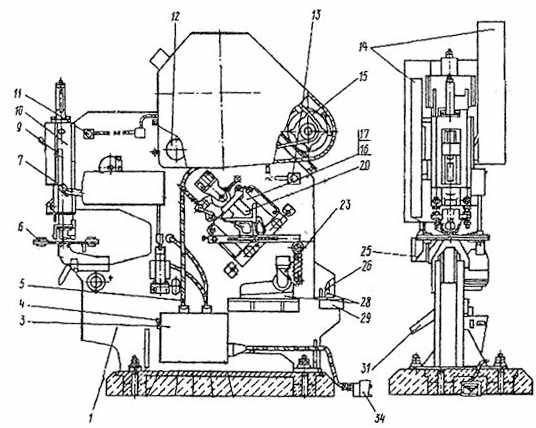
Расположение органов управления пресс-ножниц НВ5222
| 9 | Рукоятка механизма центрирования |
| 34 | Педаль включения дыропробивного пресса и включения листовых, кортовых ножниц и зарубочного устройства. |
| 12 | Кулачки управления электромагнитами |
| 11 | Кнопка ОБЩИЙ СТОП |
| 13 | Кнопка ОБЩИЙ СТОП |
| 4 | Вводной выключатель |
Это интересно: Как выбрать ленточнопильный станок