Компактирование
Порошковая металлургия также предусматривает проведение процедуры, которая основана на получении полуфабрикатов в виде прутков и лент. После прессования можно получить практически готовое к применению изделие.
К особенностям процесса компактирования можно отнести нижеприведенные моменты:
- В качестве сырья при проведении рассматриваемого процесса применяется сыпучее вещество.
- После прохождения компактирования сыпучий порошок становится компактным материалом с пористой структурой. Прочность получаемого изделия приобретается в ходе проведения других процессов обработки.
Принцип порошковой металлургии
Рассматривая процесс прессования порошка, отметим применение следующих технологий:
- прокатывание;
- шликерное литье;
- изостатическое прессование за счет оказания давления газом или жидкостью;
- прессование с одной или обеих сторон при применении специальных металлических матриц;
- инжекционный метод.
Для того чтобы ускорить процесс компактирования, изделия порошок подвергается воздействию высокой температуры. В большинстве случаев расстояние между отдельными частицами уменьшается за счет воздействия высокого давления. Большой прочностью обладают порошки, изготавливаемые из мягких металлов.
Химико-металлургические методы
Чаще остальных применятся метод восстановления железа. Выполняется он из рудных окислов или окалины, образующейся в процессе горячей прокатки. Во время реакции восстановления металла нужно постоянно отлеживать количество газообразных соединений в составе порошка.
Превышение предельно допустимой нормы их содержания, приведет к повышенной хрупкости порошка. А это, в свою очередь, делает невозможным операцию прессования. Если избежать этого превышения не удалось, применяют вакуумную обработку, удаляющую большое количество газов.
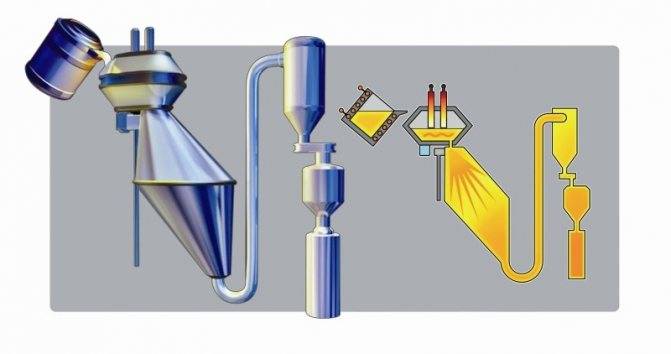
Способ, основанный на распылении и грануляции – самый дешевый и простой при получении порошков. Дробление происходит под воздействием струй расплава или инертного газа. Распыление осуществляется с помощью форсунок. Регулируемые параметры процесса распыления – температура и давление газового потока. Охлаждение – водяное.
Применение электролиза как метода производства порошков наиболее целесообразно для задачи получения медных порошков, которые имеют высокую степень чистоты.
Производство порошковых изделий
Методы получения порошков
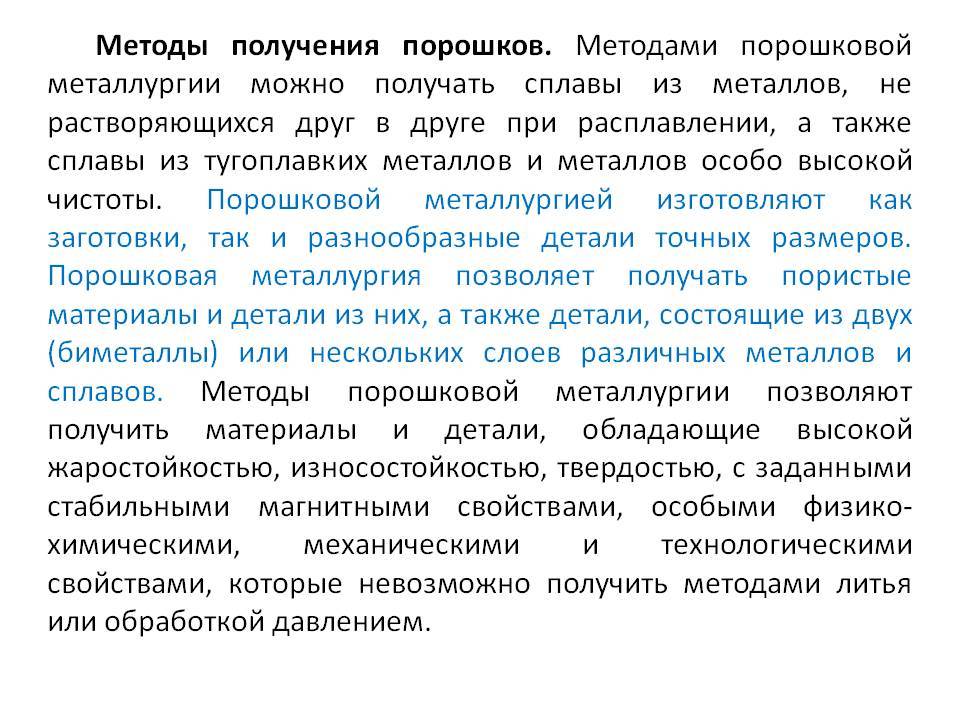
Разнообразие требований, предъявляемых к порошкам в зависимости от области их применения, а также свойства самих металлов объясняют существование большого числа различных методов производства металлических порошков. Общепринятым является условное деление этих методов на физико-химические и механические.
К физико-химическим методам относят технологические процессы производства порошков, связанные с глубокими физико-химическими превращениями исходного сырья. В результате получаемый порошок по химическому составу и структуре существенно отличается от исходного материала. Основными являются методы восстановления металлов, электролиз и термическая диссоциация карбонилов.
Механические методы обеспечивают превращение исходного материала в порошок без существенного изменения его химического состава. Чаще всего используют размол твердых материалов в мельницах различных конструкций и диспергирование расплавов.
Физико-химические способы получения порошков в целом более универсальны, чем механические. Возможность использования дешевого сырья (отходы производства в виде окалины, оксидов и т. д.) делает многие физико-химические способы экономичными. Порошки ряда тугоплавких металлов, а также порошки сплавов и соединений на их основе могут быть получены только физико-химическими способами.
Выбирая метод получения металлического порошка, учитывают, прежде всего, необходимость обеспечения требований, предъявляемых к конечной продукции из него, а также экономическую оценку соответствующих технологических процессов – себестоимость порошка, стоимость дальнейшей переработки порошка в изделия.
Механические методы получения порошков могут применяться как самостоятельные, а также входить в схему производства порошка физикохимическими методами (рис. 1).
Диспергирование расплавов – это способ получения металлического порошка распылением расплавленного металла или сплава струей сжатого газа, жидкости или механическим путем.
Распылением получаются порошки железа, сталей, чистых металлов, в том числе легких и тугоплавких, а также сплавов на их основе. Распыление эффективно для получения порошков многокомпонентных сплавов и обеспечивает объемную равномерность химического состава; оптимальное строение и тонкую структуру каждой частицы. Методы диспергирования позволяют увеличить выпуск порошков с контролируемыми свойствами.
Одним из распространенных способов распыления для многотоннажного получения порошков быстрорежущих сталей является диспергирование газом (аргоном, гелием или азотом). Схема с вертикальным расположением форсунки, где на струю расплавленного металла под углами 60º направлены потоки подогретого газа с дозвуковой и сверхзвуковой скоростью, представлена на рис. 2.
Полученные порошки подвергаются восстановительному отжигу. Механические способы получения порошков, основанные на измельчении твердых тел, часто совмещают с приготовлением смесей порошков.
Из методов измельчения наибольшее распространение получили:
- обработка металлов резанием с образованием мелкой стружки или опилок;
- измельчение металлов в паровых, вихревых, центробежных, молотковых и других мельницах.
Одним из наиболее распространенных видов размольного оборудования являются барабанные мельницы.
В простейшем конструктивном варианте такая мельница представляет собой вращающийся вокруг горизонтальной оси барабан 5, внутри которого находятся измельчаемый материал и мелющие тела (рис. 3, а). Мелющие тела чаще всего имеют форму шара и изготовлены из стали.
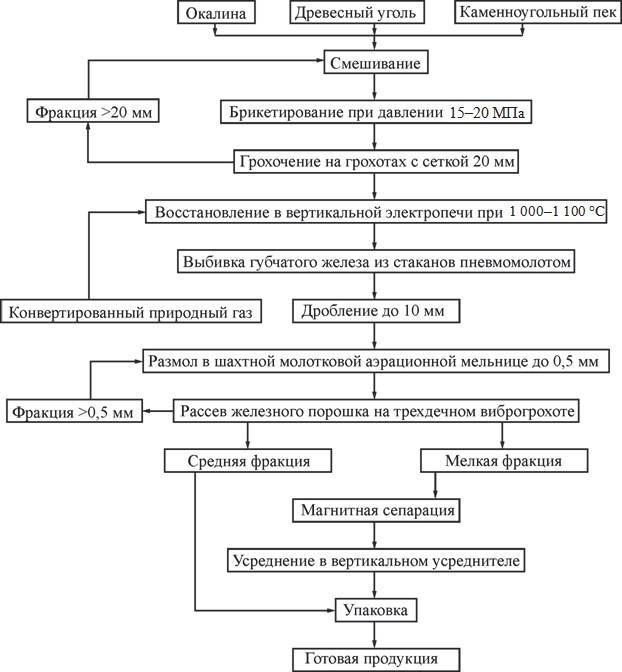
Рис. 1. Разновидность технологической схемы получения железного порошка методом восстановления окалины
Процессы, происходящие в рабочем объеме барабанных мельниц, сводятся к следующему: мелющие тела поднимаются на некоторую высоту в направлении вращения барабана до тех пор, пока угол подъема не превысит угол естественного откоса, после чего шары скатываются или падают вниз и измельчают материал, истирая и раздалбливая его.
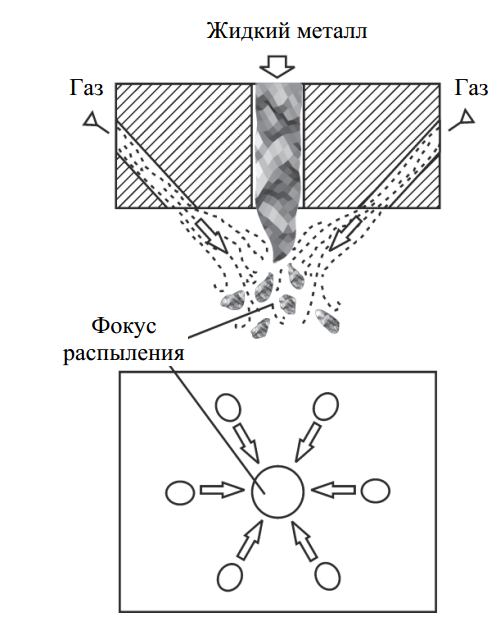
Рис. 2. Распыление жидкого сплава инертным газом
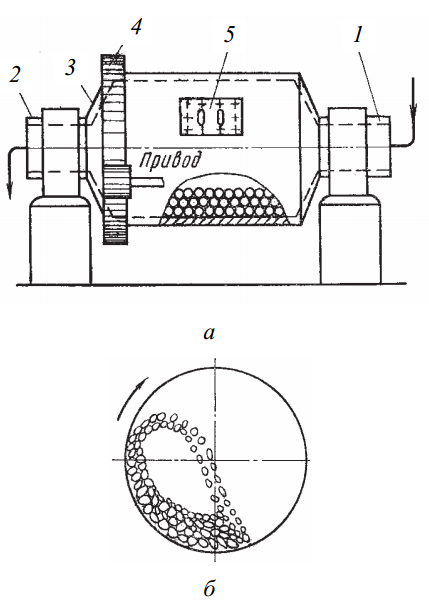
Рис. 3. Барабанная шаровая мельница: а – схема устройства: 1, 2 – подшипники; 3 – крышка; 4 – зубчатое колесо; 5 – люк; б – схема перемещения размольных тел и измельчаемого материала
Измельчение может быть мокрым и сухим. Считается, что мокрое измельчение более эффективно и улучшает экологические характеристики оборудования.
§1. Технология изготовления изделий из порошков (порошковая металлургия)
В современном мире возникла необходимость создания изделий с особыми свойствами, которые невозможно получить с помощью известных технологий обработки материалов. Для решения этой задачи была создана порошковая металлургия.
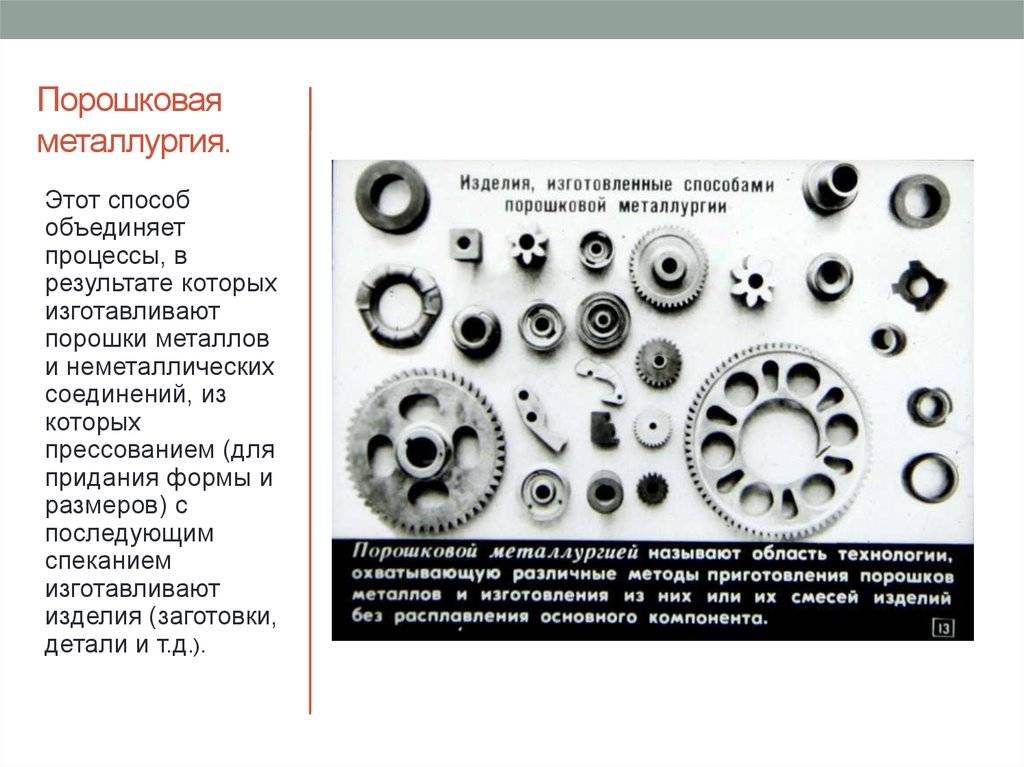
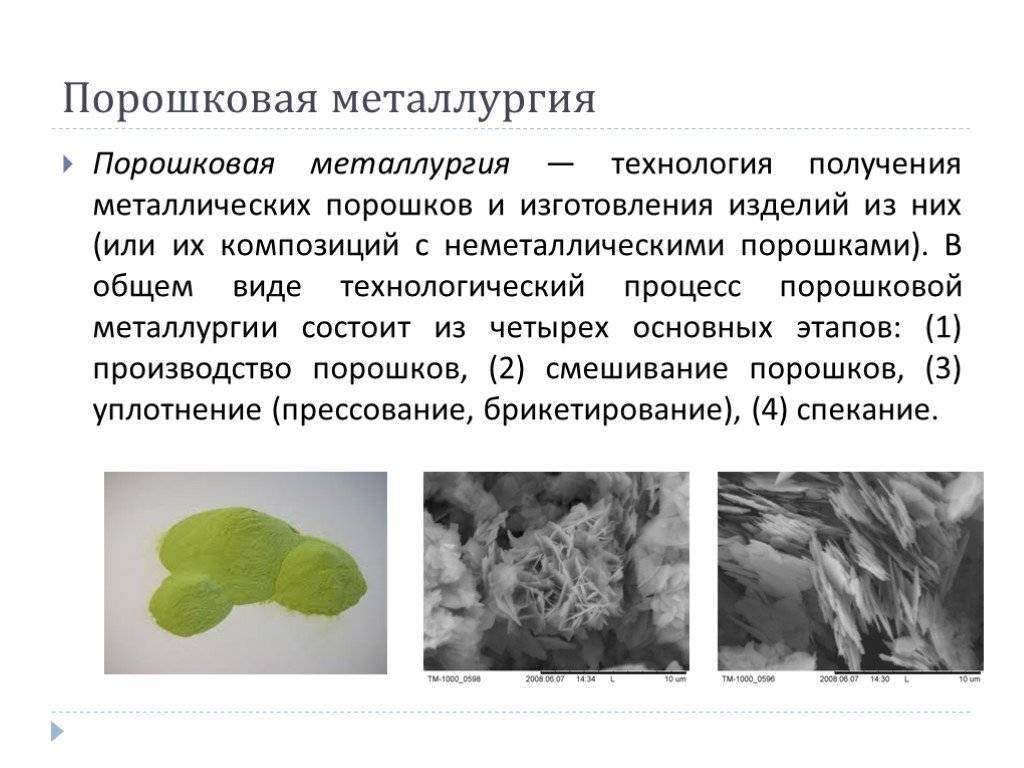
Порошковая металлургия — технология получения металлических порошков и изготовления изделий из них (или их сочетаний с неметаллическими порошками).
Элементы порошковой металлургии существовали ещё в Египте в III в. до н. э., где из порошков золота создавали украшения нужной формы.




В настоящее время данная технология позволяет получать высокоточные изделия из комбинации материалов, которые не смешиваются в обычных условиях, причём эти изделия обладают заранее заданными человеком свойствами (механическими, магнитными и др.). Кроме того, можно создать изделие, имеющее очень сложную форму, которую нельзя получить никакими другими технологическими операциями.
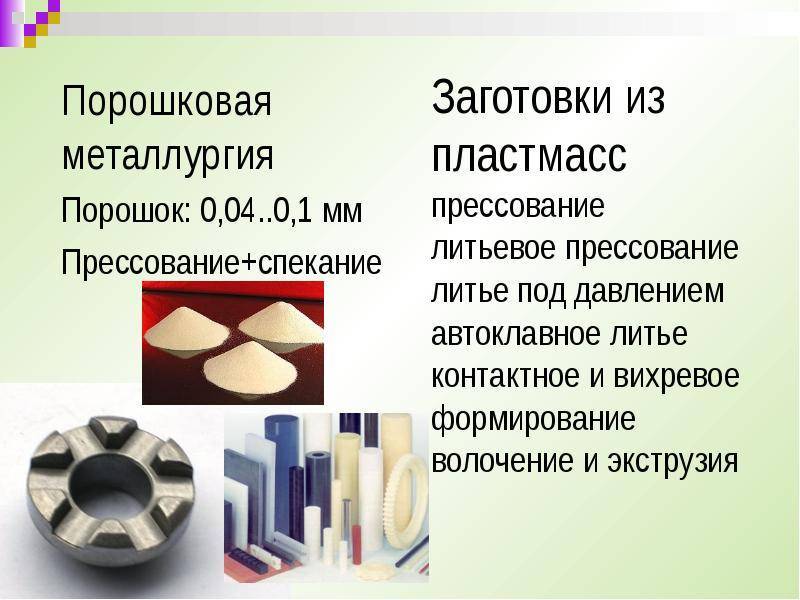
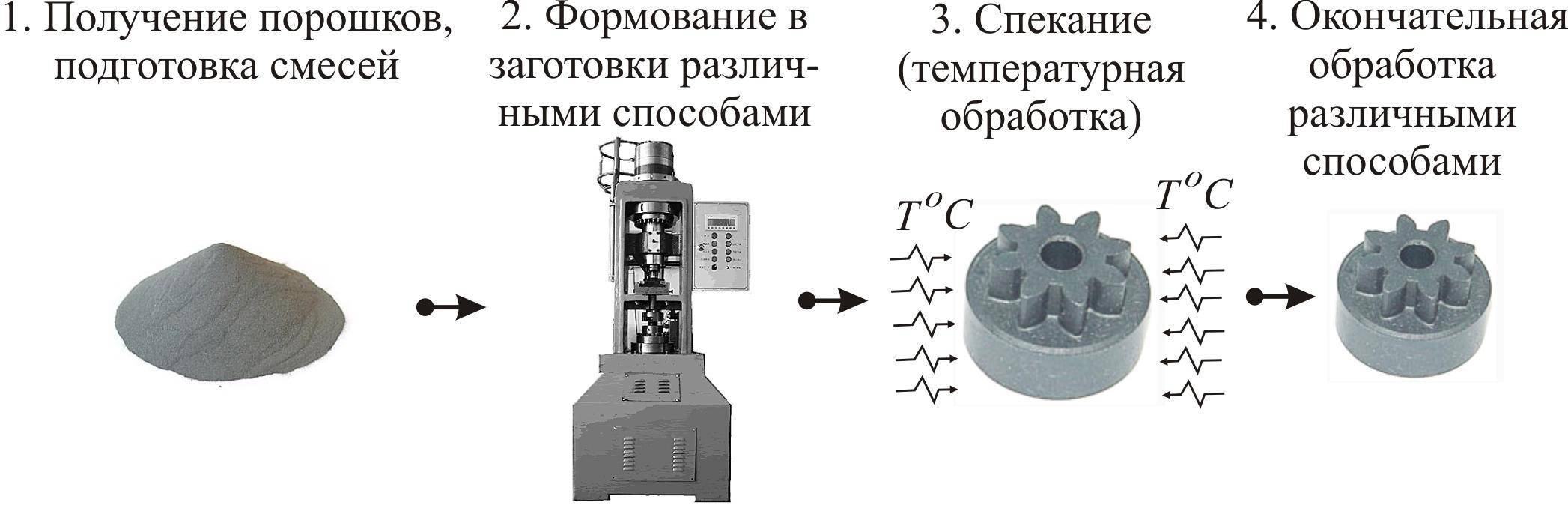
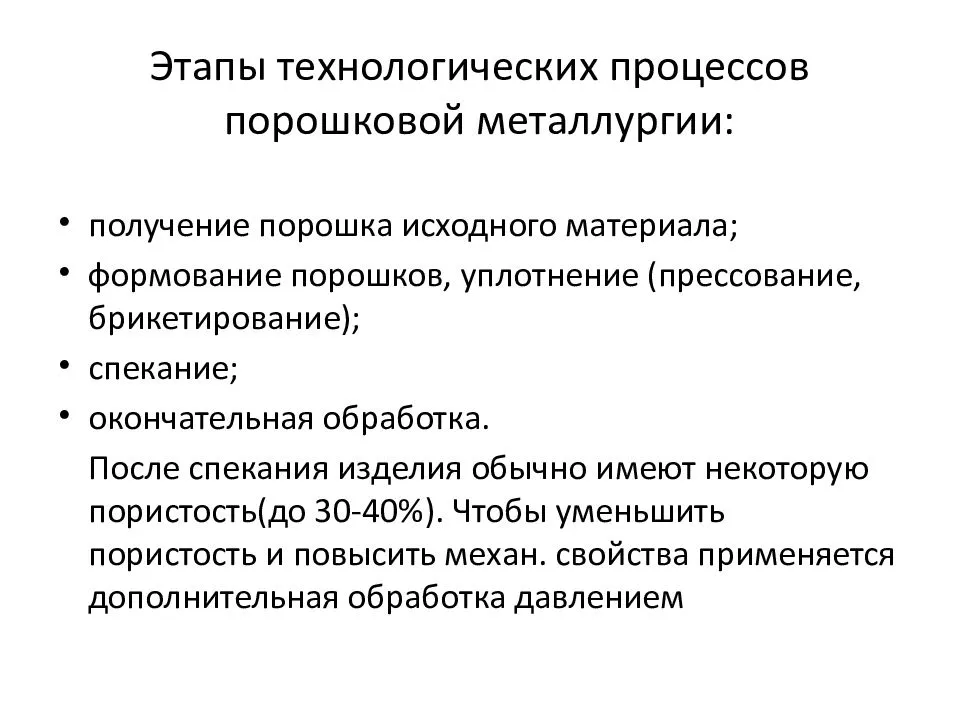
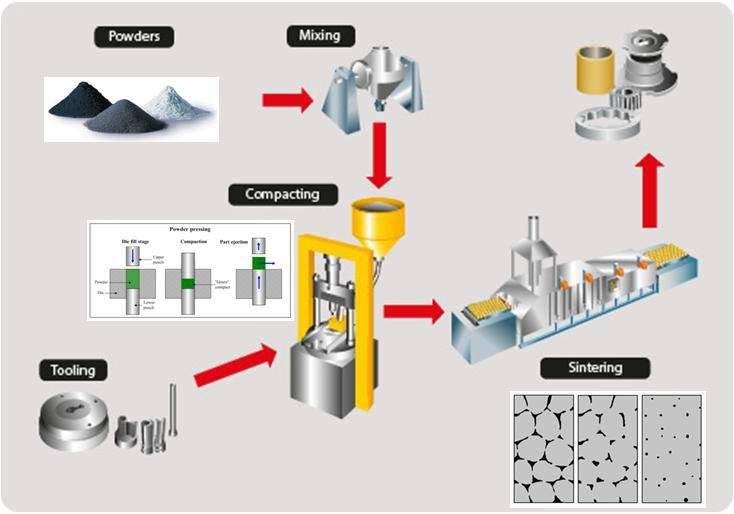
В общем виде технологический процесс порошковой металлургии состоит из четырёх основных этапов:
1) производство порошков: металлические порошки изготавливают измельчением металлов в специальных мельницах, распылением жидких металлов в среде газа, химическими методами и др.;
2) смешивание: порошки тщательно смешивают до получения однородной смеси;
3) формование: порошок засыпают в стальную пресс-форму, имеющую форму готовой детали, прессуют под большим давлением, в результате чего частички порошка плотно сцепляются друг с другом, и из формы достают готовую деталь;
4) спекание: спрессованные детали нагревают в печи при температуре ниже температуры плавления металла, после чего готовая деталь приобретает необходимую прочность и другие свойства.
Иногда применяют дополнительные операции: механическую, термическую или химическую обработку, пропитку смазками и др.
Широкое распространение получила металлокерамика — искусственный материал, представляющий собой соединение металлов (или сплавов) с неметаллами (керамикой). Металлокерамические изделия объединяют важные конструкционные и эксплуатационные свойства металлов и неметаллов. Твёрдые сплавы, полученные на этой основе, обладают повышенной прочностью и износостойкостью, благодаря чему их применяют для обработки металлов резанием (рис. 1), бурения горных пород и др.
Рис. 1. Пластины из твёрдого сплава, применяемые для обработки металлов резанием
Жаростойкость металлокерамики позволяет применять её в тормозных устройствах самолётов, автомобилей и других машин, так как при торможении выделяется много тепла.
Другим примером металлокерамики, полученной спеканием порошков из смеси металла (железа, бронзы и др.) и графита, могут служить пористые (имеющие мелкие отверстия — поры) самосмазывающиеся подшипники, хорошо удерживающие смазку (рис. 2). При изготовлении их пропитывают маслом, которое во время работы подшипников выдавливается из пор и смазывает трущиеся поверхности деталей. Такой же метод смазки применяют и в современных швейных машинах.
Рис. 2. Пористые бронзографитовые подшипники
Изделия порошковой металлургии сегодня используют в различных отраслях: ракетостроении, авиастроении, автомобилестроении, транспортном и химическом машиностроении, приборостроении, турбостроении, при строительстве ядерных реакторов и др.
В настоящее время созданы пористые металлические сплавы, способные изменять свою форму под действием температуры или магнитного поля.
Таким образом, порошковая металлургия позволяет создавать многофункциональные материалы, удовлетворяющие возрастающие потребности людей.
Запоминаем опорные понятия
Материал основной, вспомогательный, порошковая металлургия, металлокерамика.
Самостоятельная работа
Подготовка к образовательному путешествию (экскурсии). Выясните, выполнив поиск в Интернете и других источниках информации, какие предприятия вашего города (региона проживания) используют современные материалы и технологии их обработки. Выберите предприятие, на которое можно совершить экскурсию, чтобы ознакомиться с применяемыми на нем технологиями. Сохраните информацию в форме описания, фотографий и др.
Проверяем свои знания
1. Чем основной материал отличается от вспомогательного?
2. Что такое порошковая металлургия?
3. Где применяется металлокерамика?
§ 1§ 2
Отжиг
Этот вид обработки порошков применяют с целью повышения их пластичности, улучшения прессуемости и формуемости. При отжиге снимается наклеп, происходит восстановление оксидов, оставшихся при получении порошка или образовавшихся в результате окисления металла при хранении порошка.
Чаще всего отжигу подвергают порошки, полученные механическим измельчением твердых материалов. Такие порошки содержат значительные количества оксидов, растворенных газов и наиболее наклепаны.
Нагрев осуществляют в защитной среде (восстановительной, инертной или вакуум) при температуре порядка 0,4 – 0,6 температуры плавления металла в проходных или других печах, идентичных используемым при восстановлении и спекании. Для более тщательной очистки порошков от различных примесей часто используют атмосферы с галогенсодержащими добавками. Так, отжиг железного порошка в атмосфере смеси водорода с хлористым водородом приводят к получению порошков, более чистых по кремнию и марганцу, так как наличие хлористого водорода способствует образованию легко испаряющихся хлоридов кремния и марганца.
Этапы технологии порошковой металлургии
1. Получение порошков
– Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах (получение крупных (100 и более мкм) порошков неправильной формы); – распыление жидких металлов в воздух, либо в воду: его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность; – получение порошков железа, меди, вольфрама, молибдена высокотемпературным восстановлением металла (обычно из окислов) углеродом или водородом; – электролитическое осаждение металлов; – термическая диссоциация летучих карбонилов металлов (карбонильный метод). Преимущества- получение мелкодисперсного (0-20 мкм) порошка железа правильной формы, с определёнными радиотехническими свойствами.
2. Формование порошков
Основной метод формования металлических порошков — прессование в пресс-формах из закалённой стали под давлением 200—1000 Мн/м2 на быстроходных автоматических прессах. Прессовки имеют форму, размеры и плотность, заданные с учётом изменения этих характеристик при спекании и последующих операциях. Возрастает значение таких новых методов холодного формования, как изостатическое прессование порошков под всесторонним давлением, прокатка и МIМ-технология.
3. Спекание порошков
Спекание проводят в защитной среде (водород; атмосфера, содержащая соединения углерода; вакуум; защитные засыпки) при температуре около 70—85% от абсолютной точки плавления, а для многокомпонентных сплавов — несколько выше температуры плавления наиболее легкоплавкого компонента. Защитная среда должна обеспечивать восстановление окислов, не допускать образования нежелательных загрязнений продукции, предотвращать выгорание отдельных компонентов (например, углерода в твёрдых сплавах), обеспечивать безопасность процесса спекания. Конструкция печей для спекания должна предусматривать проведение не только нагрева, но и охлаждения продукции в защитной среде. Цель спекания — получение готовых изделий с заданными плотностью, размерами и свойствами или полупродуктов с характеристиками, необходимыми для последующей обработки. Расширяется применение горячего прессования (спекания под давлением), в частности изостатического.
Какие изделия производят из металлических порошков
Технологические методы, позволяющие получать порошки, весьма многочисленны и разнообразны. Благодаря этому возможно изготовление изделий из металлических порошков, обладающих нужными свойствами и составом.
Технология порошковой металлургии дает возможность создавать новейшие композитные материалы, которые невозможно произвести иными способами. Порошковое покрытие металлических изделий позволяет экономно использовать материалы из-за их более низкого расходного коэффициента.
Без изделий из металлокерамических порошков сегодня не обходятся такие сферы промышленности, как приборо- и машиностроение, радиоэлектроника, изготовление инструментов, включая сверла, резцы.
На сегодняшний день изготовление металлопорошковых изделий автоматизировано, в связи с этим не требуется наличия на предприятии высококвалифицированных кадров. Эти факторы снижают себестоимость готовых металлических изделий.
Если пористость порошков находится в пределах нормы, то их коррозионная стойкость аналогична этому показателю у деталей, произведенных традиционными способами.
Изделия, изготовленные из металлических порошков, устойчивы к резким перепадам температур, что обуславливает сферу их использования.
Детали узлов трения.
Благодаря пористой структуре изделия из металлических порошков хорошо удерживают смазку.
Именно поэтому металлопорошковые материалы используются для производства деталей, подвергающихся повышенному трению в процессе эксплуатации (подшипников скольжения, направляющих втулок, вкладышей, щеток электродвигателей).
Поскольку порошковые подшипники имеют пористую структуру, их можно пропитать смазочными материалами. В дальнейшем смазка начнет выходить на поверхность подшипника и перейдет на соприкасающиеся детали. Подобные подшипники называют самосмазывающимися.







Они обладают следующими преимуществами:
- экономичностью (снижают расход смазки);
- износостойкостью;
- экономией на материалах (железо используется вместо дорогой бронзы и баббита).
Пористость изделий в процессе их изготовления можно усиливать путем добавления в металлические порошки графита, характеризующегося отличными смазывающими качествами. Подшипникам, в которых содержится высокий процент графита, смазка не требуется вовсе.
Композитные материалы.
Высокотехнологичные машины и аппаратура комплектуются деталями и элементами, изготовленными из композитных материалов. Развитие высоких технологий повлекло за собой активное развитие металлопорошкового производства. В отличие от сплавов, композитные материалы могут состоять из различных компонентов, как металлических, так и неметаллических.
При помощи традиционных способов металлообработки, к примеру, плавления в металлургических печах, нельзя получить соединения вольфрама и меди. Производство компонентных материалов помогает решить эту проблему.
Для того чтобы изготовить композитные материалы, нужные компоненты просто смешивают друг с другом, затем придают им необходимую форму при помощи пресса, после чего спекают.
Среди композитных материалов можно также отметить ядерное топливо.
Твердые сплавы.
Благодаря современным технологиям можно получать твердосплавные изделия за счет добавления в их состав карбидных включений. Не секрет, что чем выше содержание в металле углерода, тем более твердым он является.
Карбид повышает вязкость порошков, при этом не отражаясь на его прочностных характеристиках. Металлокерамические детали отличаются повышенной износостойкостью, поэтому именно из них изготавливают режущие инструменты, твердосплавные матрицы и пуансоны, при помощи которых выполняется листовая штамповка металлов.
Контактные материалы.
Металлические ферромагнитные порошки используются также для создания электроконтактных материалов, т. е. электрических контактов, без которых невозможен выпуск электронных и радиотехнических деталей.
Возможно использование металлических порошков и в других сферах.
Благодаря устойчивости к воздействию высоких температур, порошки оптимальны для производства различных тормозных механизмов. Для повышения жаростойких качеств в металлокерамику добавляют хром, никель и вольфрам.
Для производства абсолютного большинства современных магнитных изделий используются порошки из металла. За счет инновационных технологий железо можно соединять с разного рода силикатами.
Изделия из металлических порошков применяются для создания фильтрующих устройств для газов и горючих веществ.
История и возможности
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. Массовое производство изделий порошковой металлургии начинается с середины 19-го века. В 1826 году Пётр Григорьевич Соболевский и Василий Васильевич Любарский разработали способ аффинажа сырой платины и превращения её в ковкий металл.
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьём компонентов с управляемыми характеристиками: механическими, магнитными, и др.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
Технология получения и применение порошковой проволоки для производства качественных сталей
Среди металлоизделий промышленного назначения порошковая проволока (ПП) занимает особое место как по высоким темпам роста объёмов производства, так и по используемым сырьевым материалам и оборудованию.
В Западной Европе и Японии технология обработки жидкой стали так называемой порошковой проволокой появилась в 1980-81 гг. В нашей стране начало работ по производству отечественной ПП для внепечной обработки черных сплавов можно отнести к 1988 г., когда было принято соответствующее решение в Минчермет СССР. В 1989 г. ЦНИИчермет и МГТУ им. Баумана разработали первый опытный комплекс оборудования для производства металлургической ПП. В 1990 г. НПО “Тулачермет” совместно с ПО “Тульский патронный завод” начали работы по созданию первых образцов отечественных трайбаппаратов и оборудования изготовления ПП. В 1990-91 гг. начались работы в этом направлении и на Чепецком механическом заводе в г. Глазове.
В 2004 года Научно-производственным предприятием «Вулкан-ТМ» (г. Тула) начато производство линий по производству порошковой проволоки и трайб-аппаратов. В настоящее время НПП «Вулкан-ТМ» осуществляет комплектую поставку линий производства порошковой проволоки и трайбаппаратов в составе технологического комплекса внепечной обработки и разливки стали и сплавов (Приложение). Выпускаемое оборудование не уступает по качеству импортным аналогам и имеет существенные преимущества.
Конструктивно порошковая проволока (англ. — “cored wire” — “проволока с сердечником”) состоит из протяжённой металлической оболочки, заполненной порошкообразным реагентом.
Подачу проволоки в ковш осуществляют с помощью специальной машины трайб-аппарата (англ. “cored wire injector”), позволяющей регулировать в широких пределах скорость и количество вводимых материалов в зависимости от массы металла и глубины ковша. В ковше оболочка проволоки расплавляется и подаваемое вещество попадает непосредственно в жидкий металл.

Способ внепечной обработки стали посредством порошковых реагентов в металлической оболочке протяжённой длины имеет ряд неоспоримых преимуществ, таких как:
небольшие капитальные вложения и производственные затраты, простота и надежность конструкций машин, совместимость с существующими в металлургических цехах технологическими процессами;
высокое и стабильное усвоение вводимых добавок, небольшой расход материалов и точное регулирование заданного химического состава готового металла;
отсутствие контакта и взаимодействия вводимых добавок с кислородом и влагой воздуха и со шлаком;
небольшая продолжительность операции, отсутствие чрезмерного барботажа, охлаждения и захвата газов металлом;
минимальные трудозатраты обслуживающей рабочей бригады, соблюдение жестких требований техники безопасности и промышленной санитарии, взрывобезопасность, отсутствие пылеи газовыделений, простота управления, механизация и автоматизация технологической операции;
удобство транспортировки и хранения ПП, простота подготовки к вводу в металл присаживаемых материалов;
возможность использования, в том числе, с предварительным хранением и транспортировкой гидрофильных, легковоспламеняющихся и ядовитых реагентов;
повышение производительности плавильных агрегатов, упрощение и сокращение последующего технологического процесса производства деформированных и литых заготовок;
повышение и стабилизация на высоком уровне качественных характеристик, состава и свойств металла, сокращение брака, достижение определенного экономического эффекта.
Порошковыми проволоками доводятся до требуемого химсостава такие марки сталей, как: Ст3, 10, 20, 40, 45, 30Х, 35Х, 40Х, 45Г, 48А, Р6М5, 09Г2С, 09Г2Д, 09Г2ФВ, 15ХГМНТ, 16Д, 17Г2АФ, 17Г1С, 18Г, 18ХГТ, 20ЮЧ, 22ГЮ,
23Х2Г2Т, К-74, а также Grade45, Grade50, Grade55 (по стандарту США АСТМ А 607-92а) и др.
Кроме внепечной обработки металлов и сплавов, порошковая проволока малых диаметров получила распространение в сварочном производстве начиная с 50-х гг. XX в.
Обработка металлов резанием
Производство порошков обработкой металлов резанием на практике используются очень редко. Порошки получают при станочной обработке ком-пактных металлов, подбирая такой режим резания, который обеспечивает обра-зование частиц, а не сливной стружки.
При этом образующиеся отходы в виде крупной стружки целесообразно использовать для дальнейшего измельчения в шаровых, вихревых и других аппаратах, а мелкую стружку и опилки с величиной частиц порошка около 1 мм можно использовать для изготовления изделий без дополнительного дробления. В некоторых случаях применение этого метода для получения порошка является почти единственным. Прежде всего, это относится к тем металлам, которые очень активны по отношению к кислороду, особенно в состоянии высокой дисперсности. Например, по этому способу получают магниевый порошок.