Характеристики ленточнопильного станка
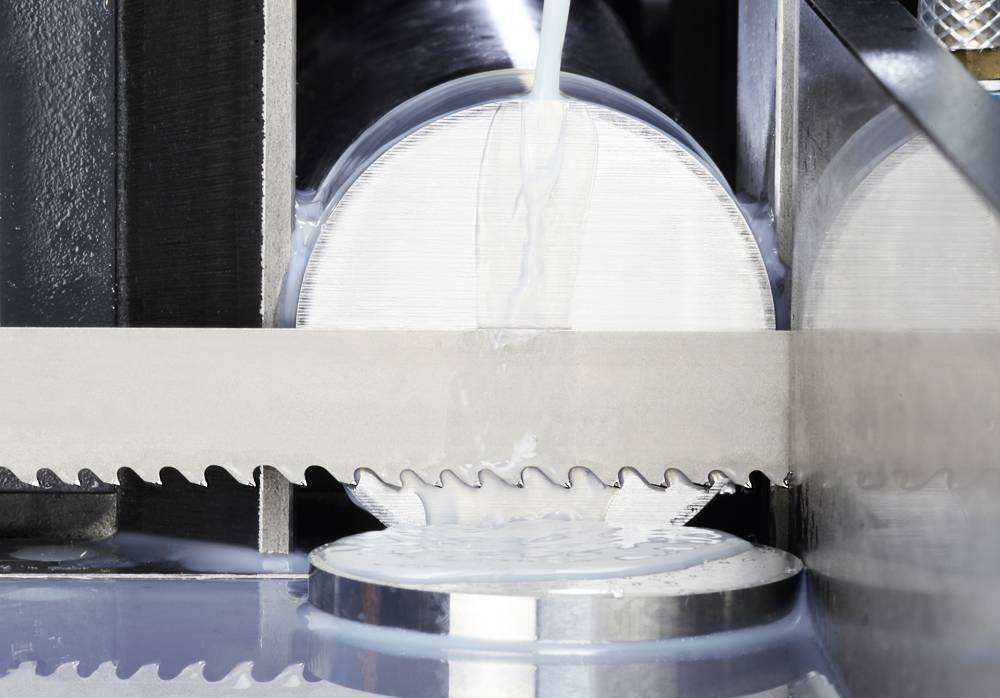
Некоторые ленточнопильные станки оборудованы системой подачи СОЖ, которая засасывает и обратно сливает СОЖ в бак для СОЖ. Как правило, ленточнопильный станок без системы подачи СОЖ должен использоваться только для резки легкообрабатываемых материалов, таких как мягкая сталь и алюминий. На вертикальном или горизонтальном ленточнопильном станке может быть установлена и система масляного тумана, чтобы обеспечить смазку для уменьшения фрикционного тепла. Однако, система затуманивания не обеспечивает испаряющее охлаждение ленточного полотна или заготовки, поэтому, скорость резания должна быть уменьшена на 15%-20%. Сухая отрезка без использования СОЖ требует половину от обычно рекомендуемой скорости резания.
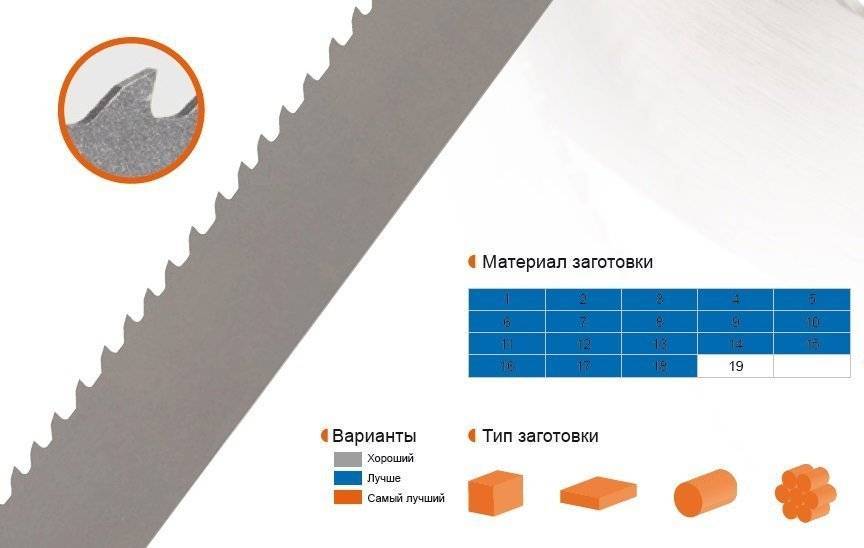
По типу формы зуба и угла заточки.
Каждый производитель имеет много серий полотен, выполненных из одного материала, но предназначенных для распила разных видов металла. Главным отличием таких полотен является форма зуба, основные разновидности которых рассмотрим ниже:
- ФормаS или Стандартная. Передний угол зуба 0 градусов. Оптимально подходит для материалов с образованием короткой стружки, сталей с высоким содержанием углерода, чугуна, заготовок небольших сечений, тонкостенных профилей, хрупких материалов.
- ФормаK или Крючок. Передний угол зуба10 градусов, положительный. Это форма для универсального применения, т.е. не знаешь какой – бери этот. Как правило применяется для железонесодержащих металлов и сталей с содержанием углерода < 0,8%, конструкционных, улучшенных сталей, для крупных профилей, заготовок сплошного сечения, цветных металлов и сталей.
- ФормаL или Длинный. Передний угол зуба 0 градусов. Увеличенное межзубное пространство. Оптимально подходит для пиления мягких материалов (алюминий и древесина).
- ФормаM или Переменный. Передний угол зуба10 градусов, положительный. Высота зуба переменная. Оптимально подходит для пиления нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения.
- ФормаP или Профильный. Передний угол зуба 5 градусов, положительный. Оптимально подходит для полых профилей и уголков, стальных балок, пиления пакетов заготовок, т.к. уменьшает уровень вибрации при пилении.
- ФормаR илиRadial. Передний угол зуба 16 градусов, положительный. Оптимально подходит для нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения. Имеет длительный срок эксплуатации.
- ФормаT или Трапецеидальный. Обеспечивает высокую производительность и наилучшее качество реза. Перечислим основные.
- TSN. Отрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TSNENR. Сверхотрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TNF-A. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с низким уровнем вибраций и ручной подачей.
- TNF-B. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с высокой скоростью подачи.
- Есть ещё много разновидностей данного типа, т.к. каждый производитель для решения узкоспециализированных задач имеет в своём ассортименте линейку самых разнообразных полотен со специфическими формами зуба.
Российские производители отрезных ленточнопильных станков
- Астраханский станкостроительный завод – двухстоечный полуавтомат Аллигатор-900
- Барановичский станкостроительный завод БЗС Атлант – двухстоечный автомат БЗС5001
- Краснодарский станкостроительный завод Седин (Седин-Шисс СП) — двухстоечный автомат КСА8532
- Кимрский машиностроительный завод — двухстоечный автомат СКА8550
- Подолье Станкоторговый центр г. Москва – двухстоечный автомат СЛП-8535
- РусРеза г. Волгоград – консольный ручной Реза-350
- Роста г. Воронеж – двухстоечный автомат СРЗ-200
- Станкостроительный завод им. Кирова г. Минск — двухстоечный автомат МП6-1920-001
- Эксен (Exen) Группа Компаний г. Нижний Новгород — двухстоечный автомат 8Б550Д. 8Б800Д
- Автом (Avtom) г. Екатеринбург — полуавтомат Автом ЛП
2 Технические параметры ленточных пил
Для достижения наиболее оптимальных условий при обработке определенных видов материалов и форм разрезаемых заготовок требуется точно подбирать технические параметры полотна: форму, разводку и шаг зуба. Также немаловажны режимы работы самого ленточнопильного станка – подача и скорость пилы.
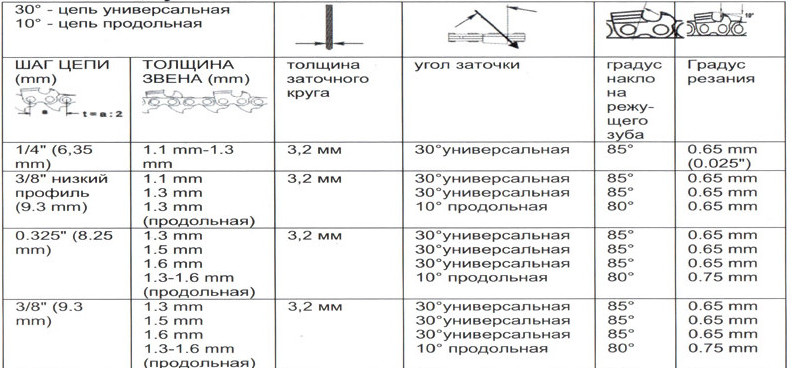
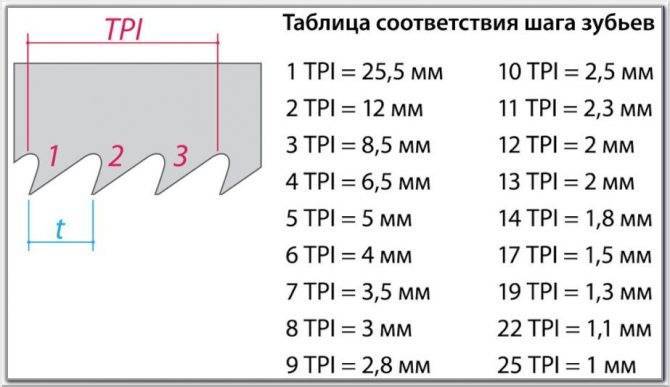
Шаг зуба полотна определяется количеством зубьев (TPI) на 1 дюйм (2,54 см). TPI для пил с постоянным шагом зуба может быть от 1 до 32, а у полотен с переменным шагом изменяется от 10/14 до значений 0,75/1,25. Компании-производители ленточных пил и их дистрибьюторы для правильного выбора своей продукции прилагают руководство по подбору шага зуба при обработке цельных заготовок, профилей и труб.
Разводка – угол разворота или наклон зубьев по отношению к плоскости полотна, обеспечивает свободный ход кромки зуба и ленточного полотна. Существуют следующие типы разводок:
- Стандартная, состоящая из повторяющейся комбинации наклона зубьев – сначала влево, затем вправо и прямо. Применяется для любых типов стали, особенно часто при распиловке мягких материалов (цветных металлов, дерева, пластика).
- Переменная – несколько зубьев влево, несколько вправо, зачистной зуб. Свойственны пониженный шум и вибрация, применяется для резки изделий с переменным сечением, профилей, труб, пакетов металла.
- Волновая – для обработки тонкостенных труб и профилей, изделий малого диаметра, прочих тонких материалов.
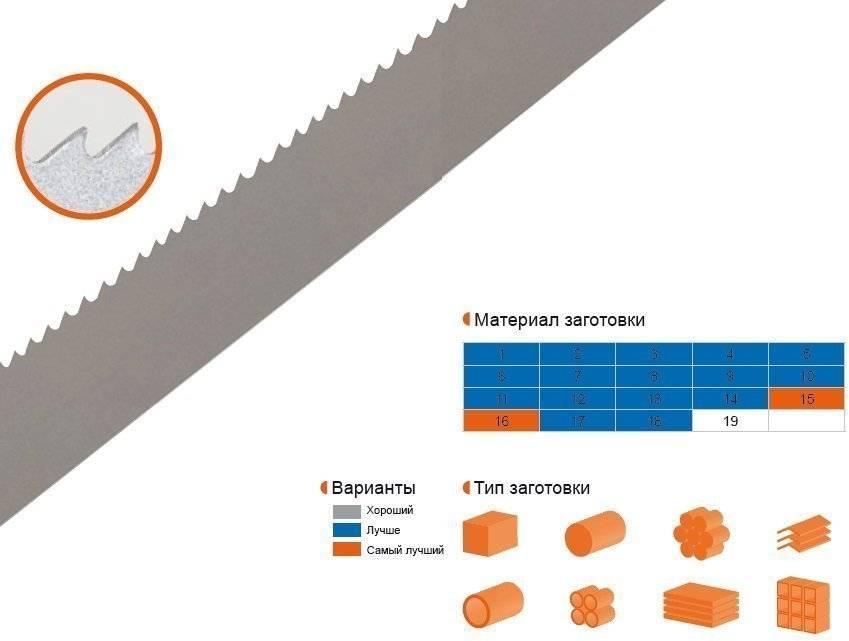
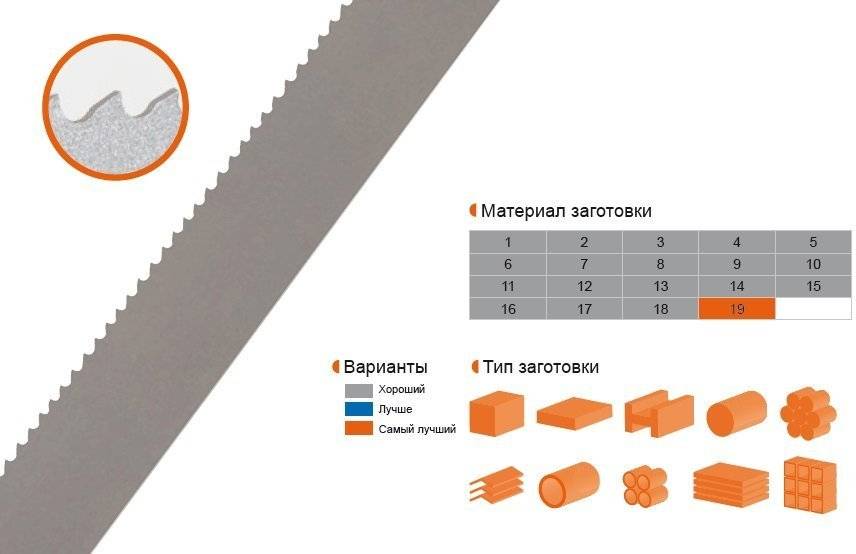
Форма зуба:
Самодельные пилы по металлу
Сделать ленточную пилу по металлу своими руками также возможно. Самодельный прибор имеет свои недостатки и достоинства.
К плюсам такого аппарата можно отнести дешевизну изготовления и использования созданного инструмента.
Процесс создания ленточного аппарата включает в себя несколько стадий. Для начала нужно изготовить раму, которая будет держать на себе всю конструкцию. Она может быть сделана из любого материала, но, с точки зрения стоимости, самым бюджетным вариантом является деревянная рама.
Следующая часть инструмента — это блок верхнего шкива, который при вертикальном перемещении обеспечит натяжение полотна.
Распилочный стол в основном создаётся из фанеры. Для более удобного использования можно сделать стол поворотным.
Полотна и заточка аппарата
Полотно для изготовления пилы в домашних условиях можно приобрести нескольких видов:
- Биметаллическое полотно, которое используется в основном для резки очень прочных металлов и сплавов.
- Алмазное применяется для обработки гранита, кварца, мрамора, а также других твёрдых материалов.
- Для небольших мастерских, где работают с непрочными материалами, лучше всего подойдёт полотно из инструментальной стали.
Чтобы сделанный инструмент не затупился и всегда был верным помощником мастеру, его нужно правильно подготовить к работе. Заточка ленточных пил по металлу — один из важнейших этапов работы с инструментом. В зависимости от зубьев для заточки применяются круги из разных материалов и различной формы.
Для того чтобы заточка была качественной, необходимо проводить процедуру по передней поверхности зуба или задействуя сразу заднюю и переднюю поверхности.
Внимательно относясь к выбору инструмента, а также при правильном его использовании и своевременной заточке аппарат будет служить своему владельцу долгое время.
Основные характеристики ленточнопильных промышленных станков
Для бизнеса применяют выносливое оборудование, которое обладает большим ресурсом. Условно продукцию разделяют на 4 основные группы. Это станки для высокопроизводительной резки, для обработки цветных металлов, конструкционных и инструментальных сталей, а также ручные или настольные устройства.
При выборе станка обратите внимание на такие характеристики:
- мощность мотора и максимальная нагрузка на пильную раму;
- параметры вмещаемых заготовок, размер рабочего стола;
- конструкция рамы – одно-, двухколонная, наклонная, настраиваемая;
- тип направляющих пильной рамы – линейные, призматические, цилиндрические;
- механизмы автоматической очистки стружки, дополнительные функции.
Полотно для ленточной пилы
Незаменимым инструментом в производстве деталей сложной формы являются ленточнопильные станки. Специфика предприятия предопределяет конфигурацию оборудования, его эксплуатационные характеристики и выбор применяемых расходных материалов. Эффективность работы зависит от верного выбора нужной модели и экономической целесообразности применения. Для этого необходимо знать возможности ленточнопильного оборудования и принципы работы на нем. Ленточные полотна могут быть выполнены из различных сортов стали, иметь определенный шаг и развод зубьев.
Полотно ленточной пилорамы по дереву – это гибкая лента из металла, с одного края имеющая зубья. Особенностью конструкции является то, что лента закольцована. Она вращается между шкивами пилорамы и осуществляет распил бревен. В зависимости от материала изготовления, ширины и толщины, такая режущая оснастка обладает различным ресурсом. Хотя конструкция пильной ленты и понятна, а характеристики использующегося при ее изготовлении сплава можно узнать из описания, выбор такой продукции крайне сложен. Особенно для непосвященного в тонкости деревообработки покупателя.
Кроме пильной ленты для дерева существуют такие режущая оснастка для металла, пластика, композитного сырья и других материалов. Выбор такой продукции согласовывается с конструкцией пилорамы. Основная характеристика – расстояние между шкивами оборудования. Если вы собрали ленточную пилу по дереву своими руками, то перед отправкой в строительный магазин за пильной лентой, замерьте это расстояние. При оснащении режущей оснасткой пилораму, приобретенную в готовом виде, почитайте в паспорте оборудования, какая лента подходит для вашего станка.
Важным значением при выборе режущей части вашей пилорамы является материал изготовления ленты. На сегодняшний день такая продукция выпускается следующего вида:
- Биметаллические. Универсальные ленты из твердых сплавов (до 45 HRC). Благодаря использованию двух видов металлов, рабочий срок такой продукции довольно высок. Что позволяет снизить расходы на приобретения оснастки.
- Из инструментальной стали. Материал отличается доступной стоимостью и долговечностью. Хорошо подвергаются ремонту и заточки зубьев. Пользуются наибольшей популярностью в деревообрабатывающей отрасли.
- Из твердых сплавов. Используются для распилки плотных материалов. При работе с вязкой и мягкой древесиной не эффективны. Требуют к себе деликатного отношения. Как точить ленточную пилу из твердых сплавов? Этот процесс невозможен без алмазного оборудования.
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.









Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны. Следует учитывать следующие дополнительные рекомендации при выборе пилы:
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.
Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки
Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался
У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено. Это лишняя нагрузка, которая затупит зубья или сломает их
Это лишняя нагрузка, которая затупит зубья или сломает их.
Виды ленточных пил
Как уже было сказано, они могут быть:
- горизонтальными;
вертикальными.
Подразделяется такое оборудование и на ручное, полуавтоматическое и автоматическое. Кроме того, ленточная пила по дереву бывает трех видов:
- Зубчатая . Модель с зубьями широко применяется для обработки древесины и металла, а еще ею режут минеральную вату, пенобетон и даже продукты питания – мясо, рыбу.
- Беззубая пила трения . Ее металлическая лента тоже оборудована зубьями, но они преследуют цель усилить в процессе трения выделение тепла и тем самым повысить производительность всего оборудования.
- Ленточная пила электроискрового действия . Ее применение целесообразно в одном случае и касается он обработки заготовок, толщина которых превышает 15 мм. Обычные круглые пилы электроискрового действия справиться с ними не могут из-за большого биения, существенного диаметра и шага, поэтому и применяют ленточный агрегат.
На одном и том же аппарате могут применяться самые разные полотна – как специальные, так и для конкретных видов заготовок. Область применения режущего инструмента зависит от шага зубьев, то есть их размера, твердости кромок, их геометрии и разводки. К примеру, для обработки крупных заготовок подбирают полотно с большими зазубринами, а для резки изделий из инструментальной стали требуется повышенная твердость зубьев. Их спинки усиливают в случае, если процесс сопровождается сильной вибрацией и ударным воздействием.








Правила применения и техника безопасности
После изготовления и настройки можно использовать пилораму в работе, соблюдая определенные правила и технику безопасности.
Необходимо помнить, что полотно способно разорваться, лопнуть или соскочить. Поэтому при сомнениях в надежности крепления лучше находиться на некотором расстоянии от оборудования.
Существуют следующие правила эксплуатации электропилы:
В результате правильной сборки появится нужный в хозяйстве инструмент, собранный по чертежам ленточной пилорамы своими руками. При небольшой сноровке работать на нем удобно и несложно. Тележкой подвозится исходный порезочный материал. На ложе кладется распилочный материал, фиксируется и при помощи пилы происходит обработка бревна или другого материала.
Самодельная ленточная пила нуждается в уходе и регулярных проверках. При сбоях или расслаблении крепежных элементов лучше приостановить работу и исправить замеченные недостатки. При эксплуатации устройства надо быть внимательным и осторожным.
Для распиливания досок, брусьев и других подобных материалов применяется . Он изготовляется многими производителями, которые обеспечивают оборудованию лучшие эксплуатационные характеристики. Чтобы сэкономить, данный агрегат можно сделать самостоятельно.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
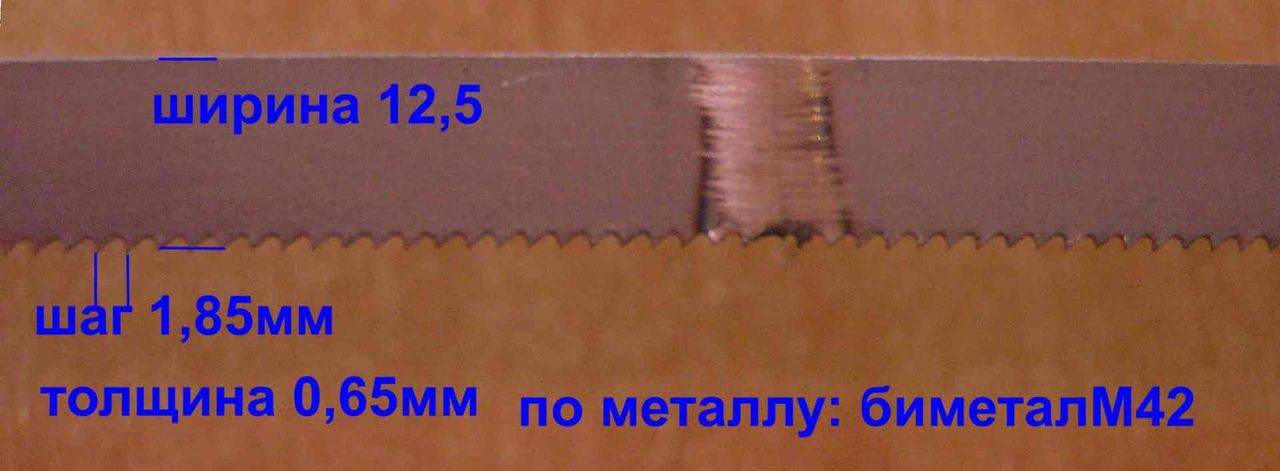
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Оборудование начального класса
Миллиметровый люфт пильной рамы, штампованные опорные элементы, порванные в первые минуты работы пилы из комплекта и честная мощность двигателя не более 0.5 кВт – формируют негативное представление о бюджетном оборудовании. Но жёсткая фиксация устройства, установка шкивов в одну линию, а направляющих в перпендикуляр основанию, правильный выбор пилы и 15 минут отдыха после 30-40 минут работы, могут несколько улучшить ситуацию.
А если постоянно контролировать положение полотна, то и качество реза будет стабильно приемлемым. В принципе, такое оборудование можно сделать своими силами, тем более что сегодня все детали можно купить. Но будет ли такой самодельный станок выгоднее покупного – вопрос открытый.
К тому же, потенциал, заложенный в конструкцию некоторых станков начального класса, позволяет их доработать до «взрослого» уровня.
3. Энкор Корвет 422 – от 22 355 руб.
Мобильный станок с тремя скоростями подачи пилы. Диагональный ход пильного узла контролируется вручную. Угловой распил возможен при смене положения тисков. Понижающий редуктор ременный, с червячной передачей вращения на ведущий шкив.
Концевой выключатель останавливает двигатель при полном опускании рабочей консоли, магнитный выключатель исключает произвольный запуск при кратковременной потере напряжения – с позиции безопасной эксплуатации данный минимум можно считать преимуществом «гаражного» оборудования.
Угол установки направляющего и принимающего ленту узлов надо постоянно контролировать; отсутствие системы подачи СОЖ влияет на скорость износа пильного полотна. Если своевременно не принять мер по устранению этих недостатков, то они существенно испортят впечатление от эксплуатации неплохого (для нечастых разовых работ) станка.
Я заметил, что подобные устройства популярны у тех соотечественников, которые обладая достаточным количеством свободного времени и базовыми знаниями, «задёшево» модернизируют их до приемлемой точности более дорогого оборудования.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/0.55 |
| Диаметр обрабатываемой детали (90°/45°), мм | 115/70 |
| Скорость подачи пильного полотна, м/мин | 20-30-50 |
| Вес, кг | 62 |
Видеообзор Энкор Корвет 422:






4. Blacksmith S13.11 – от 29 367 руб.
Настольный станок со щёточным двигателем и ручным контролем положения пильного узла. Настройка для пиления под углом (до 45°) выполняется поворотом рабочей консоли на опорной площадке.
Клавиша пуска на рукоятке пильного узла. Там же удобная регулировка скорости. Рядом рычаг натяжения пилы. В каждом направляющем узле 5 подшипников. Регулируемая возвратная пружина уравновешивает консоль.
Из очевидных недочётов – обилие силуминового сплава в конструкции, клавиша без фиксации, 13 мм между линией реза и краем тисков, отсутствие СОЖ. Уже в процессе работы выясняется, что с недостатками можно результативно бороться: жёстко фиксируете основу – снижаете вибрацию; наращивание щёчек тисков до линии реза – позволяет обрабатывать небольшие заготовки; при работе с алюминием, в качестве смазки можно использовать парафиновую свечу.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/1.5 |
| Диаметр обрабатываемой детали (90°/45°), мм | 100/55 |
| Скорость подачи пильного полотна, м/мин | 20-70 |
| Вес, кг | 18 |
Видеообзор Blacksmith S13.11:
5. TRIOD BSM-115/230 – от 37 472 руб.
Мобильный (за счёт пары транспортировочных колёс) станок с ременной передачей, червячным редуктором и поворотными тисками. Отличается от ближайших аналогов возможностью работы на вертикально зафиксированном пильном узле.
В крайнем нижнем положении, опущенная вручную консоль автоматически останавливает двигатель, нажимая на концевой выключатель; поднимать её придётся самому. В среднем положении режущий блок удерживается пружиной, в верхнем – фиксатором. Регулировка угла пиления выполняется поворотом тисков.
Основным недостатком является отсутствие интегрированной системы подачи СОЖ. Каждому, кто приобретает станок начального уровня, я рекомендую изначально убедиться в присутствии смазки в ответственных узлах и обязательно делать перерыв на 15 минут через каждые 40 минут работы.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/370 |
| Диаметр обрабатываемой детали (90°/45°), мм | 114/70 |
| Скорость подачи пильного полотна, м/мин | 20-29-50 |
| Вес, кг | 61 |
Видеообзор TRIOD BSM-115/230: