Электролитно-плазменный способ
Последние годы все большей популярностью стал пользоваться электролитно-плазменный метод обработки.
Специальные наборы приспособлений, которые создать своими руками достаточно сложно, обеспечивают воздействие заряда на деталь. К особенностям конструкции можно отнести:
- обрабатываемое изделие становится анодом;
- к детали подводится положительный потенциал от мощного источника питания;
- в качестве катода выступает рабочая ванна.
Также, безусловно, всё это отпечатывается на внешнем виде всего ножа и гарантирует дополнительную стойкость к коррозиям. Именно точное выдерживание технических тонкостей и качественность этих процессов позволяет ответить на простой вопрос, из-за чего одни ножи режут лучше других и на порядок дольше не тупятся.
Что такое полировка и для чего она проводится?
Полирование – разновидность механической обработки, которая сегодня получила весьма большое распространение. За счет снятия абразивным материалом поверхностного слоя достигается блеск и низкое значение шероховатости. Полирование цветных сплавов может проводится для достижения следующих целей:
- Снижения показателя шероховатости в случае, когда изделие будет эксплуатироваться при соприкосновении с другим. Чем меньше шероховатость, тем меньше трение и износ изделия.
- Для создания зеркальной поверхности. При применении механических методов обработки сегодня можно получить практически зеркальную поверхность. Качество полировки металла во многом определяет его область применения и многие другие моменты.
Рассматриваемый метод обработки не применяется для изменения размеров изделия или его формы. Это связано с тем, что при шлифовании и полировании удаляется небольшой поверхностный слой.
Сравнение видов полировки металла
| Механическая полировка | Химическая полировка | Электро-химическая полировка | Электролитно-плазменная полировка | |
| Производительность | Средняя | Низкая | Средняя | Высокая |
| Ограничение по геометрии | Простой профиль | Сложный профиль | Сложный профиль | Сложный профиль |
| Изменение материала | Подверженность внедрению инородных частиц | Неравномерность обработки, травление | Плохая обработка плоских поверхностей | Возможно упрочнение материала |
| Сложность обработки | Средняя | Средняя | Высокая | Средняя |
| Возможность автоматизации | Нет | Нет | Есть | Есть |
| Затраты на материалы | Высокие | Высокие | Высокие | Низкие |
| Срок амортизации установки | 25 лет | 5 лет | 20 лет | 25 лет |
| Занимаемая произв. пл. | Малая | Средняя | Средняя | Средняя |
| Экологичность | Низкая | Низкая | Низкая | Высокая |
| Пожароопасность | Низкая | Высокая | Средняя | Низкая |
| Энергопотребление | Среднее | Низкое | Высокое | Высокое |
| Квалификация работников | Высокая | Средняя | Средняя | Средняя |
Широкое внедрение в промышленность более производительной электролитно-плазменной полировки металла позволит со временем практически везде заменить токсичный электрохимический метод обработки. Его преимуществами , в сравнении с другими способами полировки поверхностей, являются высокая производительность и эффективность, соблюдение экологической чистоты окружающей среды, высокие качества и скорость выполняемых операций, невысокая стоимость.
Электролитно-плазменный метод полировки поверхностей является экологически чистым и удовлетворяет санитарным нормам, для очистки отработанного электролита не требуются специальные очистные сооружения.
Треснуло зеркало — можно заменить
Треснуть зеркала могут по разным причинам: удары, падения стекла, слишком высокая температура и даже неверная сборка мебели, в состав которой входят зеркальные элементы, могут привести к появлению на стекле трещины. Незначительные повреждения, которые не бросаются в глаза, можно и задекорировать. Но крупные трещины на стекле приводят зеркало в полную негодность.
И на то есть несколько причин:
- Причина эзотерическая. С зеркалами связано множество суеверий, и одно из них состоит в том, что держать дома разбитое зеркало — очень плохая примета.
- Причина травматическая. Если треснули зеркала, рано или поздно они могут выпасть из рамы и поранить человека.
- Причина практическая. Зеркала служат для того, чтобы в них смотреться. Треснувшие полотна свою функцию уже не выполняют.
Треснуло зеркало — такая неприятность может случиться в любой момент. Хрупкое стекло, подверженное механическим воздействиям и перепаду температур, может испортиться неожиданно. Для замены зеркальной поверхности, обратитесь к специалисту нашей компании. Мастер приедет в любой район Москвы и ближайшего Подмосковья и поможет устранить неприятность с любым предметом интерьера. Вашу заявку на вызов специалиста мы примем в любой день недели, даже выходной.
Что собой представляет бытовая нержавеющая сталь?
Коррозиестойкая сталь или, как ее еще называют, нержавеющая сталь — это сплав железа и углерода с примесью специальных элементов. Высокую устойчивость к негативным факторам внешней среды сталь приобретает благодаря именно этим элементам. Основным из них является хром. Процент содержание его в металле может быть разным, но не менее 10,5%. Изделия из стали с 18%-м содержанием хрома приобретают очень высокую прочность, но технологически обрабатывать такой сплав сложно. Поэтому в быту в основном применяется сталь с оптимальным содержанием хрома — 13%.
Благодаря достаточному содержанию хрома на поверхности металла образуется оксидная пленка, которая защищает нержавейку от коррозии. Но все же, влажный воздух и другие факторы способны со временем негативно повлиять на состояние сплава.
При наличии на поверхности изделий царапин или сварочных швов также возникает необходимость в полировке нержавейки.
Основные недостатки традиционных технологий
У традиционных методов, к которым относят абразивное и химическое воздействие, есть довольно большое количество недостатков:
- Невозможно автоматизировать процесс, во многом результат зависит от умений мастера. Сегодня на крупных и средних предприятиях в большинстве случаев при полировке применяются специальных станков, которые позволяют сократить время получения зеркальной поверхности, и повысить качество получаемого результата. Однако, установка подобного оборудования окупается только в случае массового производства изделий и их реализации.
- Получить зеркальную поверхность достаточно сложно, все зависит от особенностей материла. Технологические особенности прохождения механической и химической обработки не позволяют совместить их с процессом полировки, проводимым при применении специального оборудования.

Технологии абразивного и химического воздействия на сегодняшний день применимы в бытовых условиях. При этом появились препараты, которые позволяют существенно ускорить процесс и повысить качество получаемого изделия. Химическая полировка металла до зеркального блеска на сегодняшний день зачастую проводится при применении паст, основанных на алмазной стружке.
Точим топор

Пять минут и будет как опасная бритва
Если не вникать в нюансы, то при заточке топора нужно знать следующее:
- Затачивая топор механическим способом, нельзя его перекалять
- Обрабатывая абразивами, нужно смазывать их поверхность
- Доводка производится полировкой режущей кромки инструмента

Профессиональная пневматическая УШМ с набором высококачественных дисков
Для заточки топора использую болгарку с лепестковым кругом. Последние отличаются друг от друга, порой значительно – присутствует зависимость: цена-качество. Одним из главных отличий является свойство не нагревать металл при его обработке.
Однако цена такого расходника весьма высока, поэтому имея в своём распоряжении бюджетные лепестковые диски, нужно следить за нагревом затачиваемого инструмента, и периодически охлаждать его водой.
Технология полировки металла до зеркального состояния
Автор канала «Alokin AlokinAlokin» представил развернутый видеоурок (в конце публикации), в котором показана технология шлифовки и последующей полировки металла в домашних условиях до зеркального блеска.
С силой прокатанный сверток сохраняет форму. Заготовлено 5 насадок с маркировкой Р400, Р500, Р800, Р1000, Р1200. Присутствуют крупные поперечные царапины. Момент на валу сильно зависит от скорости.

До 12000 об/мин обороты падают при нажиме, а свыше 20000 об/мин быстро изнашивается шкурка. Шлифуем перпендикулярно царапинам до их исчезновения. Такая насадка быстро обновляется и обеспечивает необходимое давление на поверхность.









Много чего для домашнего мастера в этом китайском магазине.
Стертая и засаленная часть обрезается. Направление шлифовки, периодически, меняется на перпендикулярное. Так материал снимается эффективнее и лучше убираются хаотические царапины. Увеличиваем номер бумаги. В процессе шлифовки бумага изнашивается, ее агрессивность падает, крупный абразив выкрашивается. Потому, на новую бумагу нужно оказывать меньшее давление, чтобы не получить глубокие царапины. Грубая паста для тонкой шлифовки. 320 это все, что было указано на упаковке.
Перед переходом на более тонкую пасту место полировки должно быть очищено от её остатков. Еще одна no name паста. В составе указан краситель. О типе абразива остается только гадать. Так делать не надо, паста наносится только на насадку. Заметна шлифовка на скорую руку. Шлифовка более качественная.
Полировка металла — это больше, чем шлифование мелкими абразивами. Тут имеет место и химические процессы (растворение оксидных пленок веществами, входящими в составы паст) и термические (термическое размягчение материала и размазывание его по металлу). Перед полировкой поверхность нужно зачистить от царапин, постепенно уменьшая размер абразива. Перед переходом к более мелкой наждачной бумаге следует убедиться, что все царапины убраны. В зависимости от глубины царапин, выбирается номер наждачной бумаги, с которого начнется шлифовка. При наличии средней пасты ГОИ №3, наждачную бумагу номером больше Р1200 можно не использовать т.к. размер зерна у них сопоставим, а сама наждачная бумага с малым размером зерна быстро засаливается.
Для полировки стали оптимальное давление насадки 1- 2 кг/см^2 и окружная скорость 30-35 м/с. Формула окружной скорости. V=(3,14*•D*•n)/60 (м/с); D-диаметр насадки (м); n-частота вращения (об/мин). В показанном случае V=(3,14*•0,01*•15000)/60=7,8 м/с. Это в 4 раза меньше рекомендуемого. Т.е. можно без потери качества увеличивать диаметр до 4-х см. При этом из ваты быстро рассыплется, а вот кожаная или из х/б нитей выдержит.
Полировка при большей скорости и давлении, чем рекомендуется, снижает качество поверхности, но увеличивает количество снимаемого металла, потому на начальной стадии полировки этим можно пользоваться. Для получения более качественной полировки скорость и нажим снижают до значений более низких, чем рекомендуемые.
В процессе полировки, связующие входящие в состав пасты плавятся и выступают смазкой в процессе срезания абразивом материала, а также отводят тепло от поверхности. При этом сама полировальная насадка нагревается и связующее начинает проникать вглубь её, оставляя зерна абразива без смазки и теплоотвода. После этого зерна, лишившись связующего, отваливаются и оставляют царапины на обрабатываемом металле. По этой же причине пасту не следует наносить на металл. Проходящая по металлу насадка не может захватить весь материал, а захваченные зерна абразива удерживаются не достаточно хорошо, к тому же сами зерна распределятся не равномерно по ней. Избыток пасты так же ничего хорошего не дает. Она просто скользит по слою связующего между металлом и насадкой, а зерна абразива плавают в слое, не вступая в плотный контакт с поверхностями.
Поскольку для нормальной работы пасты должно расплавиться связующее, то и работать такие пасты будут только в определенном температурном диапазоне, когда связующее уже расплавилось, но еще достаточно густое, чтобы удерживать зерна абразива на насадке. Для большинства паст диапазон начинается с 70 градусов Цельсия. И именно по этой причине полировать вручную крайне не эффективно. Для нормальной работы такую нужно растопить, добавить любое жидкое масло и перемешать. Обычные растворители для размягчения не подходят т.к. быстро испаряются и средство густеет.
Продолжение тут.
Наши услуги
Круглое шлифование – это обработка тел вращения кругами с абразивами. Оно реализуется разными способами, так что выделяют ряд его типов:
- Шлифовка продольными рабочими ходами – метод подходит для цилиндрических заготовок большой длины;
- Глубинное шлифование – способ оптимален для качественной обработки коротких и отличающихся жесткостью заготовок;
- Врезная шлифовка – она эффективна при обдирочной и чистовой обработке цилиндрических изделий. Преимущества технологии в том, что круг подается непрерывно, а круглошлифовальные работы можно выполнять сразу для 2-3 участков;
- Обработка уступами – это метод, сочетающий в себе продольные ходы и врезку. Отлично подходит для длинных заготовок.
Плоское шлифование – это обработка плоскостей абразивным кругом. Есть два основных метода:
- Торцом круга. Подобные плоскошлифовальные работы более производительны, чем иные варианты;
- Периферией круга. Характеризуется уменьшенным тепловыделением и пониженными силами резки, что позволяет шлифовать нежесткие изделия.
Профильное шлифование используется для поверхностей сложной формы или же плоских, но расположенных под произвольным углом по отношению к кругу (производство штампов, разноплановых приспособлений, многих инструментов). Детали шлифуются по сложному контуру, который не поддается обработке кругами простой формы.



Наше оборудование для шлифовальных работ
Для работы с высокоточными машиностроительными деталями необходимо специальное оборудование.
Шлифовальные работы по металлу на заказ в АО КоСПАС выполняются на разных станках. Использование специализированного оборудования для различных задач обеспечивает высокую производительность, точность и качество поверхности. Выбор оборудования зависит от задач:
- WOTAN SFRW 630 – произведенный в Германии плоскошлифовальный станок. Позволяет качественно проводить плоское шлифование габаритных деталей. Круглый стол диаметром 630 мм особенно востребован при групповой обработке и для колец большого диаметра;
- 3Г71 – российский плоскошлифовальный станок. Шлифует поверхности периферией и торцем круга. Возможна профильная обработка;
- ПШ 30540 – еще один российский, но уже профильношлифовальный станок. Успешно обрабатывает плоские и профильные поверхности;
- FRITZ STUDER RHU 750 – круглошлифовальный станок из Швейцарии для наружного круглого шлифования. Отличается особой точностью
Цены на шлифовальные работы
 |  | |
| Описание | Фото | Цена за 1 шт, руб + НДС |
НОЖ ПРОСЕЧНОЙМатериал Сталь 9ХСФрезеровка универсальнаяТермообработка HRC 57…61Шлифовка плоская и профильнаяСлесарка Количество в заказе — 14шт | 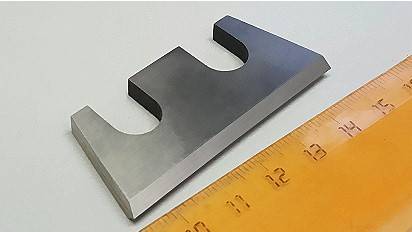 | 860 |
ПАЛЕЦМатериал сталь 40ХТокаркаТермообработка HRC 44…48Шдифовка круглая наружнаяКоличество в заказе – 4шт |  | 1850 |
МАТРИЦАМатериал сталь ХВГФрезеровка ЧПУТермообработка HRC 52…56Шлифовка плоская и профильнаяСлесаркаКоличество в заказе – 6шт | 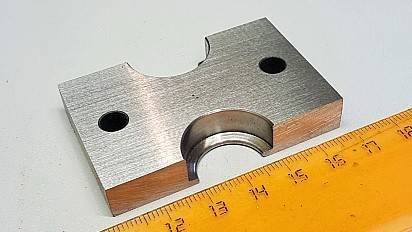 | 3230 |
НОЖ ПРОРЕЗНОЙМатериал Сталь 9ХСФрезеровка ЧПУТермообработка HRC 57…61Шлифовка плоская и профильнаяСлесаркаКоличество в заказе — 14шт |  | 3920 |
КОРПУСМатериал сталь 40ХТокаркаСлесаркаТермообработка HRC 40…44Шлифовка круглая наружная и внутренняяКоличество в заказе – 2шт |  | 11350 |
КУЛАЧЕКМатериал сталь 30ХГСАТокарка предварительнаяФрезеровкаСлесаркаТермообработка HRC 38…42Токарка чистоваяШлифовка плоскаяКоличество в заказе – 6шт |  | 17200 |
НАПРАВЛЯЮЩАЯМатериал Сталь 9ХСФрезеровка ЧПУСлесаркаТермообработка HRC 57…61Шлифовка плоская и профильнаяПокрытие Хим ОксКоличество в заказе — 8шт  | 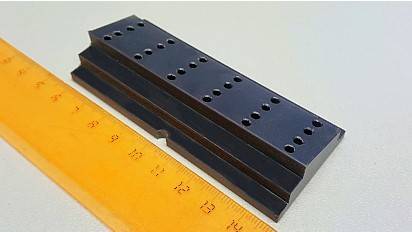 | 3270 |
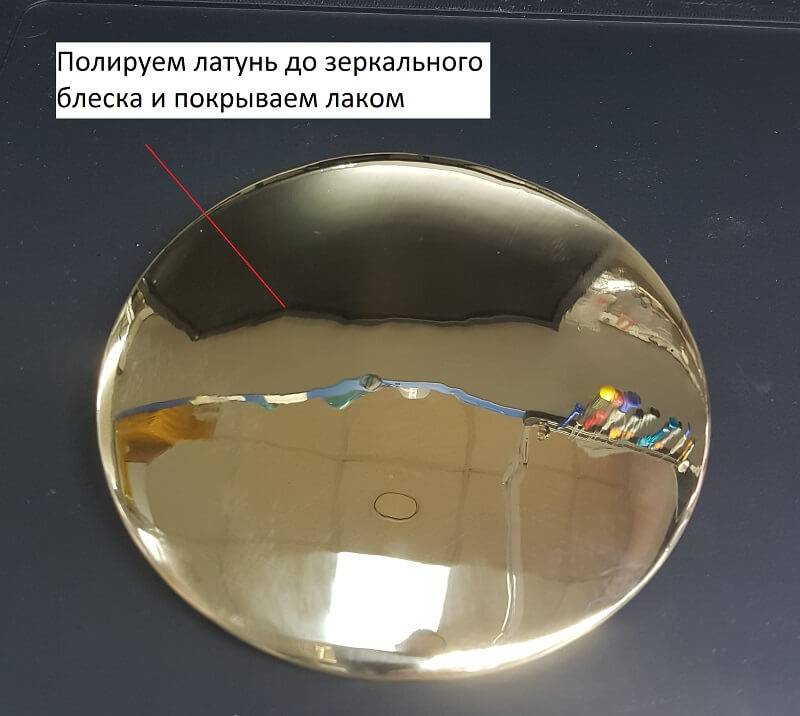
Способы полировки латуни
Полировка латуни может выполняться механическим, химическим или электрохимическим способом – гальванизацией в растворе электролита. Если услуга заключается просто в придании поверхности гладкости и блеска, достаточно обычной механической шлифовки
Важно соблюдение двух параметров: величины давления на обрабатываемое металлоизделие и скорости вращения шлифовального круга
Для мягкого металла это в среднем 0,3-0,8 кг/см2 и 16-25 м/с. Если нужна идеальная зеркальная полировка, скорость должна быть минимально возможной. Это увеличивает время обработки, а, следовательно, и цену услуги. От силы давления зависит как длительность процедуры, так и её качество. Чем она больше, тем сильнее изнашивается оборудование. Поэтому за ускорение полировки благодаря увеличению силы трения также приходится платить дороже. Здесь существует опасность: если слишком повысить нажим круга на деталь в начале, а затем его уменьшить до нижнего допустимого предела, на поверхности останутся царапины и задиры.










Для их удаления потребуется дополнительная шлифовка, которая затянет работу. Таким образом, для каждого конкретного сплава латуни необходимо индивидуально подбирать параметры механической полировки.
Виды алмазной пыли
На современном рынке можно повстречать средства не только для полировки металла, но и других материалов, например, дерева, стекла, камня и т. д. Классифицировать их можно по цвету окраски, например:

Огромный ассортимент алмазной пасты
- Желтая упаковка говорит о том, что вещество предназначено для шлифовки керамических материалов и стеклянных изделий. Стоит отметить, что эта пыль может применяться и для финишной обработки металла;
- Синяя упаковка. Это вид средства применяется для отделки стекла. Шлифовальное средство имеет достаточно широкий выбор абразивных элементов – от 60 до 10 уровней;
- Красная упаковка подходит исключительно для обработки металлических поверхностей.
Что же касается самых упаковок, то алмазная паста продается в компактных пластиковых баночках, объемом 35–45 грамм. Средняя стоимость баночки зависит от величины и качества абразивных материалов. Чем мельче и качественнее полировочный материал, тем дешевле стоит паста. Средняя цена составляет 450–600 рублей.
Подготовительные этапы

Промышленные предприятия, которые занимаются различными видами обработки металла, осуществляют проверку состояния поверхностей до начала шлифовки. До применения различных химических реагентов и полировальных станков деталь необходимо подготовить к дальнейшим этапам полировки, для этого воздействуют на изделие одним из механических способов:
- обработка детали сжатым воздухом совместно со специальными крупноабразивными элементами, которые удаляют с поверхности крупные наросты коррозии и ржавчины;
- зачистка поверхности изделия щетками с жесткой щетиной для удаления признаков окисления и шлама (пыль, образованная в результате чистки грубым абразивом);
- обезжиривание поверхностей от следов предыдущих средств полировки посредством обработки теплыми органическими растворителями;
- применение щелочных растворов для удаления остатков минеральных веществ с содержанием масла;
- электрохимическое обезжиривание (погружение изделия из металла в электролит).
Все эти способы чаще всего применяются в условиях промышленного производства. Дома для подготовки изделия из металла к полировке достаточно обработать поверхность наждачной бумагой различной жесткости.
Паста ГОИ
Хромовая паста ГОИ – это универсальное средство, с помощью которого производится полировка металлических и неметаллических поверхностей. Несмотря на то, что средство было изобретено в начале 1930 годов, оно применяется для полировки металлов даже сегодня.
Полировальная паста ГОИ
Средство ГОИ бывает разной зернистости (классифицируется по размеру абразивных материалов). Различают такие виды зернистости: мелкая, средняя, и крупная. Мелкая пыль применяется для полировки мягких и цветных металлов, крупное зерно – для грубой отделки черных металлов и стали.
Особенности использования. Изначально средство для полировки имеет твердую структуру, разбавить которую можно при помощи нескольких капель машинного масла. Если вам нужно отполировать неровную металлическую поверхность с загибами, то рекомендуется наносить пасту в разбавленном виде на тряпку.
Полировка пастой ГОИ
Второй метод полировки предназначен для обработки ровных металлических поверхностей. Его особенность заключается в том, что на деревянный брусок наносится небольшое количество абразивного материала. Затем рекомендуется делать методичные движения взад-вперед по обрабатываемой поверхности.
Для ручной шлифовки рекомендуется использовать мягкие виды тканей – хлопчатобумажную или фланелевую, для черных металлов подойдет джинсовая или брезентовая ткань.
Подготовительные этапы

Промышленные предприятия, которые занимаются различными видами обработки металла, осуществляют проверку состояния поверхностей до начала шлифовки. До применения различных химических реагентов и полировальных станков деталь необходимо подготовить к дальнейшим этапам полировки, для этого воздействуют на изделие одним из механических способов:
- обработка детали сжатым воздухом совместно со специальными крупноабразивными элементами, которые удаляют с поверхности крупные наросты коррозии и ржавчины;
- зачистка поверхности изделия щетками с жесткой щетиной для удаления признаков окисления и шлама (пыль, образованная в результате чистки грубым абразивом);
- обезжиривание поверхностей от следов предыдущих средств полировки посредством обработки теплыми органическими растворителями;
- применение щелочных растворов для удаления остатков минеральных веществ с содержанием масла;
- электрохимическое обезжиривание (погружение изделия из металла в электролит).
Читать также: Соединение проводов с помощью клеммника
Все эти способы чаще всего применяются в условиях промышленного производства. Дома для подготовки изделия из металла к полировке достаточно обработать поверхность наждачной бумагой различной жесткости.
Механический метод полировки
На протяжении многих лет использовался механический метод обработки поверхности металлического изделия. Специальные наборы абразивных кругов и лент при сочетании полировочными пастами ГОИ позволяют получить материал с показателем шероховатости Rа = 0,05–0,12 мкм.
К особенностям данного метода паролирования можно отнести:
- для автоматизации процесса используются специальные станки, которые оснащают матерчатыми или войлочными кругами;
- на абразив наносится определенное количество пасты ГОИ;
- рассматриваемая паста гои представляет собой специальный порошок, состоящий из активного вещества, которое оказывает активизирующее воздействие на поверхность изделия;
- типичная паста состоит примерно из 60% абразивного компонента и 40% связующего вещества. содержание активизирующей добавки 2%.
Финишное шлифование можно достигнуть только при использовании пасты ГОИ. При этом используется мягкий круг и паста ГОИ с тонким абразивом. При подобной работе расход материала довольно большой: на 1 квадратный метр поверхности приходится 0,3 войлочного круга и абразивного вещества типа ГОИ, примерно, 100 грамм. При обработке сложной поверхности используется ленточный тип материала и тот же абразив ГОИ.
Отдельное внимание следует уделить пасте ГОИ. Она представляет собой специальное вещество, которое создано на основе оксида хрома
Вещество из категории ГОИ выпускается в виде бруска зеленого цвета. Специальные наборы ГОИ содержат бруски с различными показателями зернистости абразива.








Как устроены полировальные станки?
В отличие от полировочных машин, станок имеет рабочую платформу (станину), которая закрепляется на устойчивой ровной поверхности и не меняет свое положение. На платформе размещается несущая металлическая база, внутри которой установлен электродвигатель и шпиндели. Силовая установка приводит в действие вал, который является приводным механизмом относительно вращающейся оснастки. В качестве рабочих материалов может использоваться кожаный или войлочный круг для полировки, а также точильные абразивы.
Для физической регуляции и контроля процесса используют направляющие приспособления, а угловой калибр позволяет выставлять нужный угол заточки. В зависимости от модели, агрегат может обеспечиваться дополнительными возможностями. Например, в конструкции часто предусматривается небольшая емкость для воды, смачивающей диск в ходе использования. Это дополнение особенно значимо, если планируется длительная полировка камня в конвейерном режиме. Если оснастку не охлаждать, то увеличится риск ее разрушения.
Шлифовка
На первом производственном этапе, после выпиливания, сварки или отлива выполняется шлифовка ещё грубого материала. Её задача – удаление с поверхности неровностей, заусениц, снятие окалины или старого покрытия и приведение продукта к необходимым габаритам и форме. Для выполнения данного вида работы применяются специализированные механизмы, которые бывают нескольких разновидностей. Их функционирование протекает на одинаковых высоких оборотах.
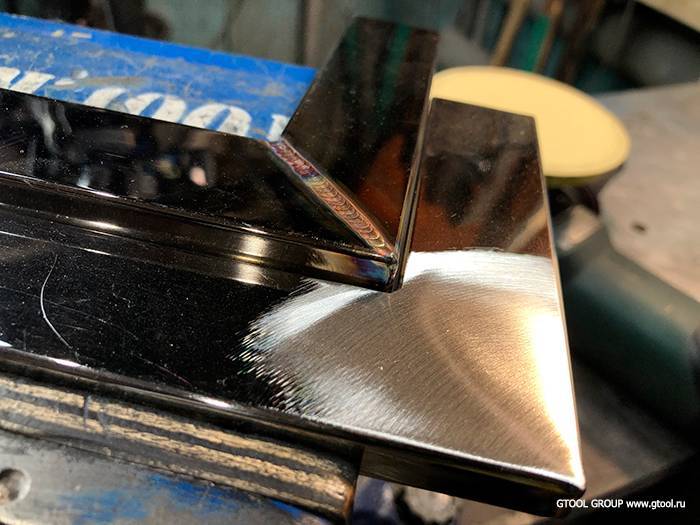
Шлифовка скоса ножа.
В некоторых случаях можно использовать примитивный метод, который заключается в использовании в роли абразива гранулированного песка. Клинок трут об него до тех пор, пока не произойдет полное уничтожение выступов на плоскости. Отшлифовать что-либо можно только при помощи грубого механического воздействия.
Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
Дополнительная информация
Полированию можно подвергать не только изделия из металла. Без полировки не могут обойтись как стеклянные, так и пластиковые фары автомобилей. Полируют различные лакокрасочные поверхности.
Существует даже специальная серия полиролей для паркетных половых покрытий из натуральной древесины.
Особенно актуальна полировка для ювелирных изделий. Полировка колец, сережек и запонок является настоящим искусством. Для этого дела существует широкая номенклатура полировальных паст и кругов.
Полирование можно смело пускать в ход для поддержания красивого внешнего вида:
- Дверных ручек
- Полотенцедержателей
- Сушилок посуды
- Столовых приборов
При наличии желание и свободного времени можно отполировать содержимое инструментального ящика. Легкую полировку любят: гаечные ключи, торцевые биты и накидные головки. В полировке могут нуждаться ножи и стамески, выколотки, зубила и прочий инструмент.