Погрешность базирования
Погрешность базирования – отклонение фактической позиции установленной заготовки относительно заданного положения. Она возникает во время процесса базирования – процедуры регулировки местоположения заготовки в выбранной системе координат, влияющей на размер исходной детали. Также погрешность появляется в процессе обработки, сборки и настройки изделия на производственных токарных станках. На точность обработки влияют такие факторы, как форма детали и её размеры, прописанные инженерами в чертежах или эскизах. Каждый мастер должен знать, как определить погрешность базирования, чтобы не допустить ошибок при базировании деталей, её обработке и выполнении монтажных работ над заготовками.
Определение допустимой погрешности базирования осуществляется главным образом по формуле εБ.ДОП = δ — ∆. При её расчёте следует учитывать, что действительное отклонение должно всегда быть меньше предельно допустимых значений. Полученный результат измерений всегда будет приблизительным.
По характеру проявления
Скрытая база – база в виде воображаемой плоскости, оси или точки.Явная база – база в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Большинство деталей машин ограничено простейшими поверхностями – плоскими, цилиндрическими, коническими, которые используются в качестве опорных установочных баз.
Существует пять классические схемы базирования: базирование призматических деталей, базирование длинных цилиндрических деталей, базирование коротких цилиндрических деталей, базирование по короткой конической поверхности(центровое отверстие), базирование по длинной конической поверхности (конус Морзе шпинделя станка).
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
- Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
- При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
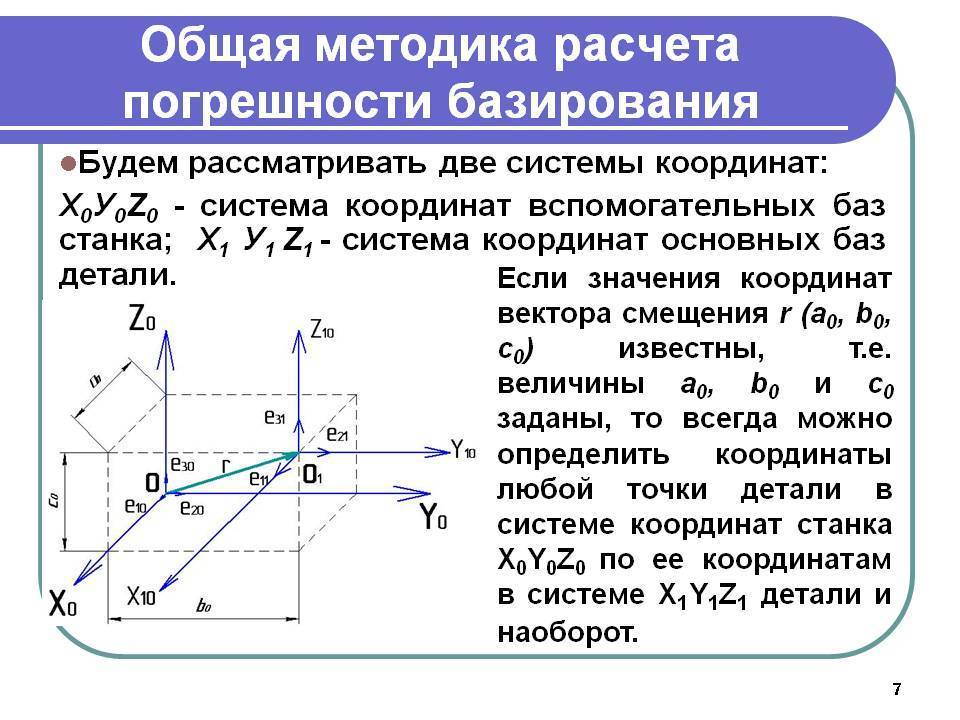
Схема базирования призматических деталей.
| Всякое твердое тело, рассматриваемое в системе трех взаимно-перпендикулярных осей, может иметь шесть степеней свободы: три перемещения вдоль осей OX, OY, OZи повороты относительно тех же осей. Три координаты, определяющие положение детали относительно плоскости XOY, лишают трех степеней свободы – возможности перемещаться вдоль оси OZ и вращаться вокруг осей OY и OX. Две координаты, определяющие положение детали относительно плоскости ZOY, лишают ее двух степеней свободы – возможности перемещаться в направлдении сои OX и вращаться вокруг оси OZ. Шестая координата, определяющая положение детали относительно плоскости XOZ, лишаете последней степени свободы – возможности перемещаться в направлении оси OY. Поверхность детали, несущая три опорные точки, называется главной базирующей поверхностью; боковая поверхность с двумя точками – направляющей; торцовая поверхность с одной точкой – упорной. В качестве главной базы желательно выбирать поверхность, имеющую наибольшие габариты. В качестве направляющей – поверхность наибольшей протяженности. |
Растачивание отверстий
Получение точных отверстий, ступенчатых отверстий большого диаметра, а также внутренних канавок возможно с помощью операции растачивания. Изделие зажимается в патрон передней бабки, поддерживается люнетом (в случае значительной длины или массы). При этом доступ к торцу, обрабатываемому расточным резцом, остается свободен. Точность расточки на токарном станке с ЧПУ превышает точность сверления, часто обеспечивается технологией обработки, режущим инструментом, опытом токаря, системами уточненной настройки режущего инструмента и техническим состоянием оборудования.
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
- Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
- Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.



На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
- Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
- Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Базирование призматической заготовки
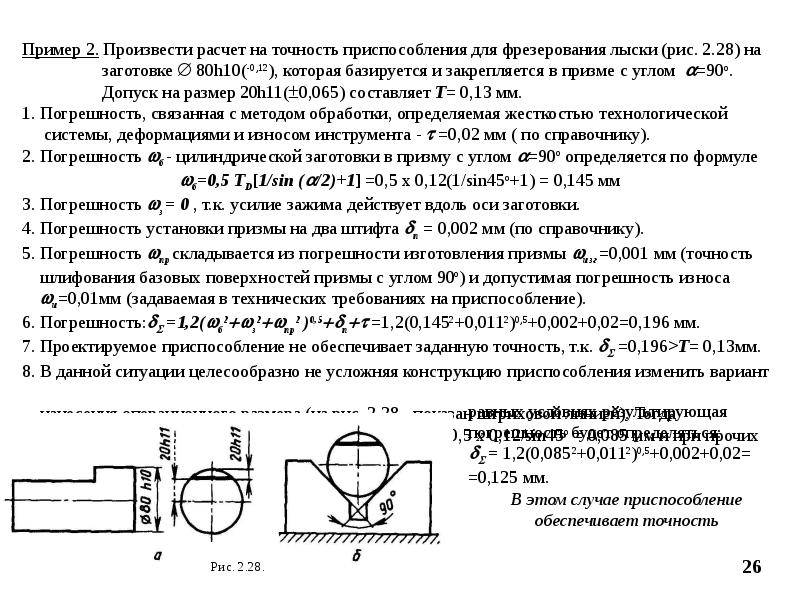
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
(3.7)
где К = 1,5-
гарантированный коэффициент запаса для всех случаев;
К = 1- коэффициент,
учитывающий состояние поверхности заготовки, при чистовой обработке;
К = 1,7 -коэффциент,
учитывающий увеличение силы резания от прогрессивного затупления инструмента;
К = 1-коэффициент,
учитывающий увеличение силы резания при прерывистом резании;
К = 1,3-коэффициент,
учитывающий постоянство силы зажима, развиваемой силовым приводом
приспособления, при перемещении ручного зажима;
К = 1-коэффициент,
учитывающий эргономику ручных зажимных устройств, при удобном расположении
рукояток и малом угле поворота рукоятки;
К = 1-коэффициент,
учитываемый только при наличии крутящих моментов, стремящихся повернуть
обрабатываемую деталь, при установке детали на опорные планки или другие
элементы с большой поверхностью контакта;
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
- Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
- Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.


Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Создание базовых поверхностей
Одним из основных условий современного производства изделий из древесины является взаимозаменяемость деталей, которая невозможна без высокой степени точности обрабатываемых материалов. Точная обработка возможна лишь при наличии у заготовок (деталей) базисных поверхностей, используемых для установки на станке при обработке заготовок.
Изготовление детали осуществляется выполнением технологических операций путем последовательного удаления с заготовки соответствующих слоев древесины механическим воздействием. В результате операций механической обработки образуются новые поверхности, ориентированные определенным образом относительно друг друга.
Процесс ориентирования обрабатываемой заготовки при формировании новых поверхностей относительно определенных, установочных, поверхностей станка называется базированием. Поверхность, определяющую положение заготовки по трем точкам опоры, называют установочной. Заготовки базируются относительно инструмента при помощи технологических баз по установочным поверхностям базирующих элементов станка.
Технологической базой называют совокупность поверхностей, или точек заготовки, по отношению к которым ориентируются поверхности детали при обработке. Базирующими элементами станка могут быть роликовые конвейеры, каретки, кулачки, патроны, столы, суппорты, направляющие линейки, упоры и т. п. Установочными поверхностями базирующих элементов станков являются поверхности для базирования заготовки, соприкасающиеся с ее технологической базой.
Надежность базирования заготовок при обработке определяет точность их размеров. Поверхности заготовки могут быть использованы и иметь следующие характерные случаи: базирование по одной стороне, а обработке подвергается противоположная сторона; базирование и обработка одной и той же стороны; базирование по одной, а обработка – смежной стороны; базирование по двум смежным сторонам, а обработка другой смежной стороны; базирование по трем сторонам с определенным фиксированным положением заготовки в пространстве относительно режущих инструментов.
При выборе базовой поверхности должны учитываться приемы выполнения работы. Так, базирование покоробленной заготовки на плоскости стола более определено вогнутой стороной, чем выпуклой. Прижим заготовки лучше осуществлять на поверхности, противоположной опорной. Прижим не должен деформировать заготовку, его необходимо располагать как можно ближе к месту действия сил резания. Это обеспечивает более высокую жесткость крепления заготовки, уменьшает амплитуду вынужденных колебаний при возможной вибрации заготовки. Количество чистовых баз у заготовок для получения из них деталей требуемой точности по размерам и форме зависит от размеров их формы и методов механической обработки.
Механическая обработка черновых заготовок является начальной стадией, обеспечивающей получение взаимозаменяемых чистовых заготовок. Обработку черновых заготовок начинают с создания начальной установочной чистовой базы в виде реальной поверхности заготовки правильной геометрической формы. В качестве чистовой базы может быть прямая плоскость или правильная цилиндрическая поверхность. У прямолинейных заготовок в качестве начальной чистовой базы обычно используют одну из ее плоскостей, у заготовок криволинейной формы – ее плоские или криволинейные поверхности, если они соответствуют по форме цилиндрической поверхности.
При первичной обработке криволинейные поверхности формируются как часть цилиндрической поверхности определенного радиуса кривизны.
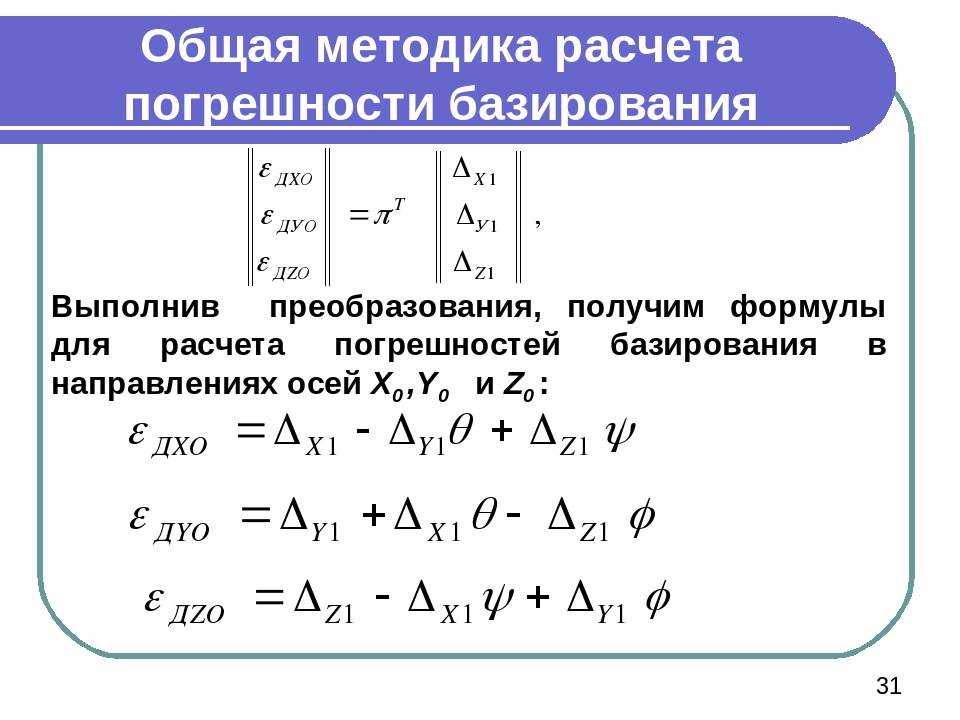
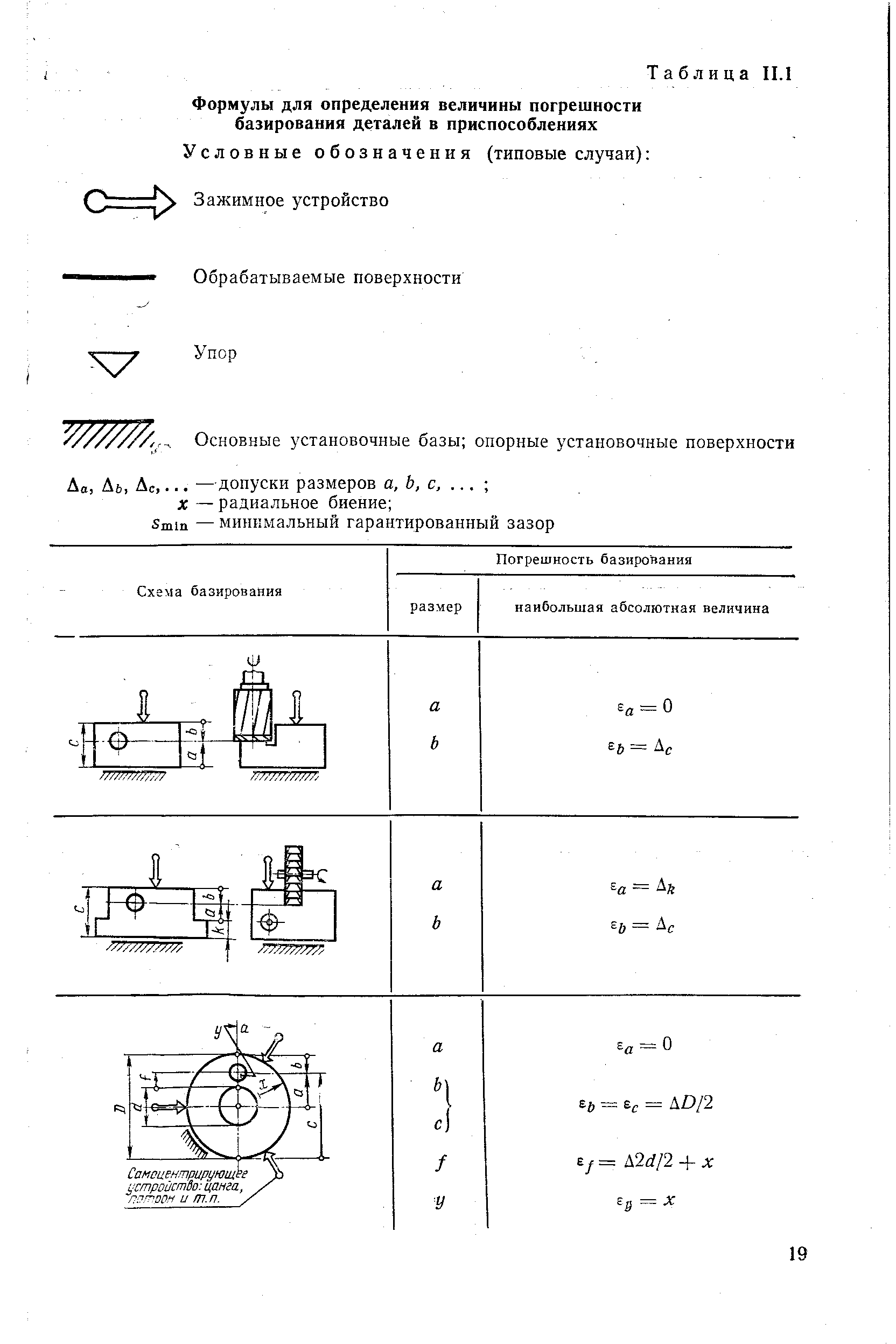
Методики расчета неточности базирования
Расчёт неточности базирования делается по общему алгоритму:
- Обозначение положения измерительной базы, исходя из размерных параметров детали. Измерительная база показывает относительное расположение предмета и устройств для вычисления.
- Нахождение места расположения технологичной базы заготовки. Она предоставляет информацию о положении изделия во время процедуры обработки.
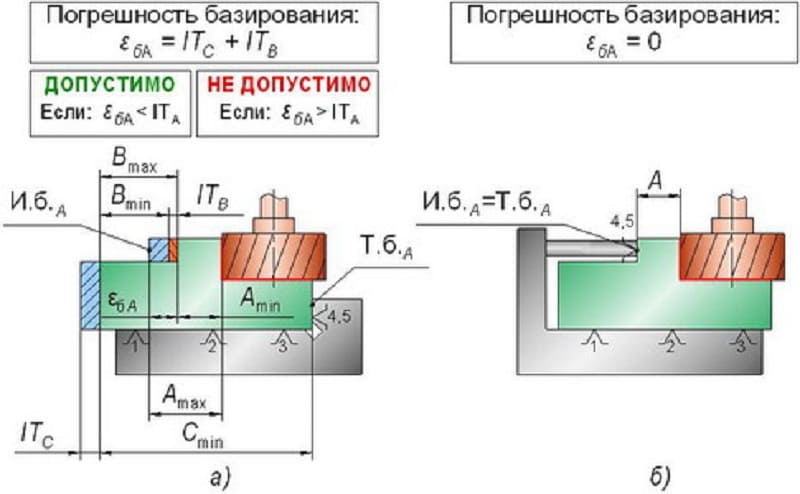
- В случае, когда технологическая и измерительная базы сочетаются, погрешность измерения равняется 0.
- Если базы имеют различия, то вычисления величины отклонения нужно произвести геометрические расчёты отклонений заготовки. Из предельно возможных значений необходимо вычесть полученные результаты. Разница данных чисел является искомой погрешностью. Общая формула выглядит так: = Т -?ж.
Классификация базисов, в себя включает, кроме измерительной и технологичной баз, большое количество подвидов:
- запасная база: определяет расположение заготовки, прикреплённой к сборочной единице;
- направляющая база: при зажиме уменьшает деталь в движении, предоставляя ей 2 степени свободы (вдоль оси и вокруг другой координатной оси);
- опорная база: лишает изделие только 1 степени свободы – поворота вокруг оси координат;
- спрятанная база: собой представляет виртуальную ось на воображаемой плоскости, используется при измерении неточности детали, установленной в трёхкулачковом патроне(под скрытой базой понимается ось патрона, одновременно с которой при смещении диаметра передвигается ось заготовки);
- явная база: выступает полной противоположностью скрытой базы и считается существующей осью, располагающейся на действительной координатной плоскости.
При отсутствии общего базиса и предельных значений специалист должен для правильного определения неточности базирования отыскать исходную базу – часть измеряемой заготовки, которая сходится с поверхностью которая обрабатывается по размерам. Если она не меняется и не передвигается, то погрешность будет равна нулю.
Примером расчёта неточности базирования как правило выступает задача по определению величины отклонения детали во время её фрезеровки. С самого начала нужно составить эскиз изделия и на нём отметить поверхность, являющуюся измерительной базой. Дальше необходимо определить кол-во степеней, лимитирующих перемещение. Отверстия детали сочетаются с цилиндрическими пальцами. Получившееся расстояние между отверстиями будет выступать технологичной базой. Для нахождения отклонения необходимо произвести соединение данных баз и отыскать их разница
Важно, чтобы погрешность не оказалась меньше доступных величин отклонения
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Погрешность – базирование
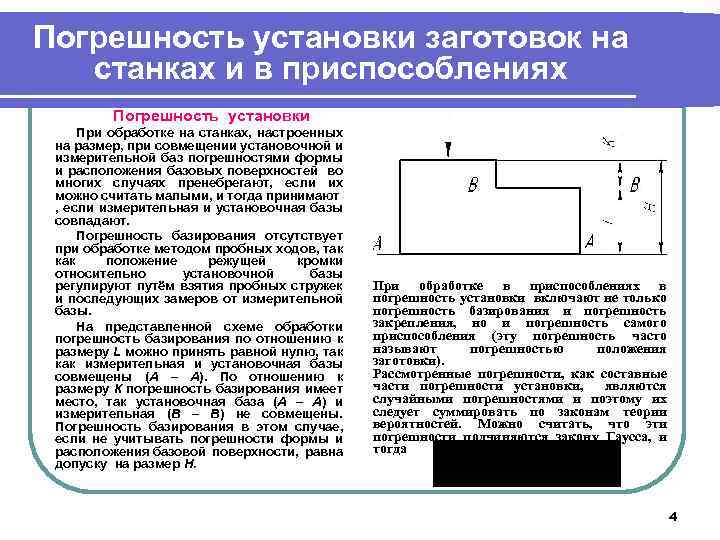
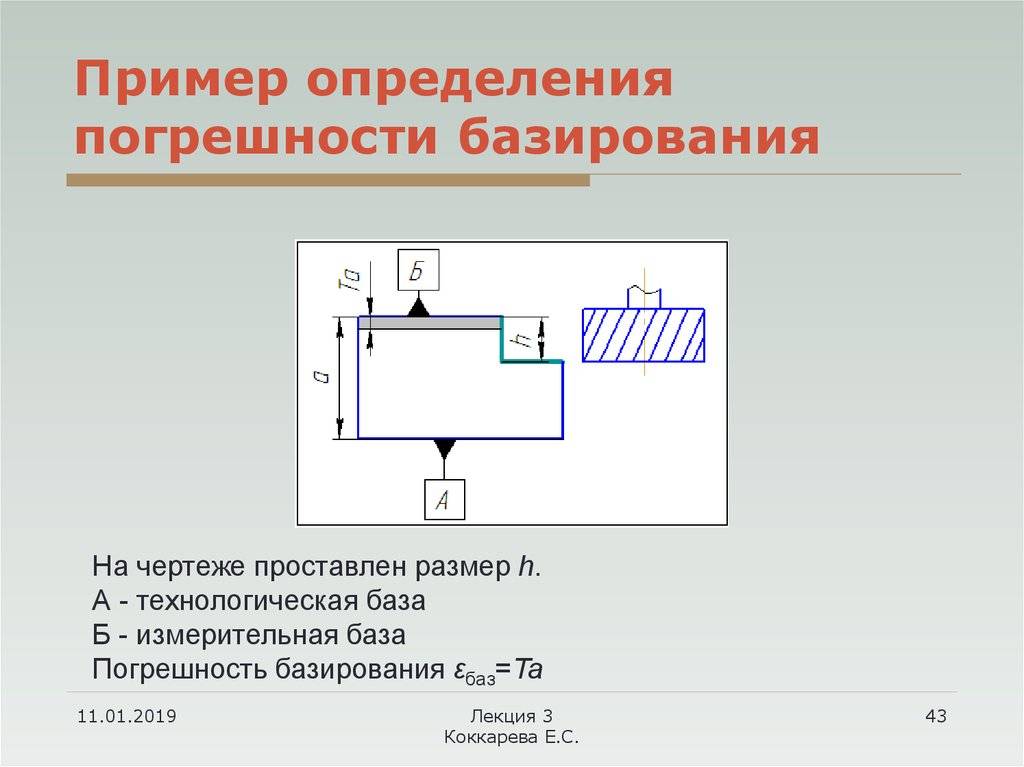
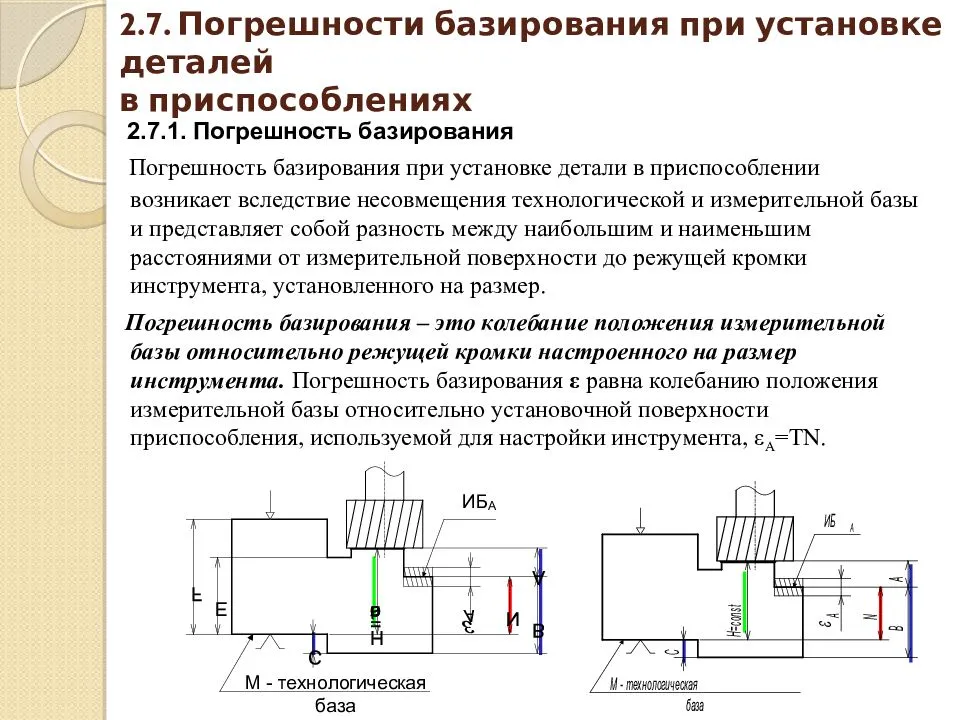
Погрешность базирования ее есть отклонение фактически достигнутого положения заготовки при базировании от требуемого; определяется, как предельное поле рассеяния расстояний между технологической и измерительной базами в направлении выдерживаемого размера.
Погрешность базирования возникает вследствие несовмещения установочной базы с измерительной.
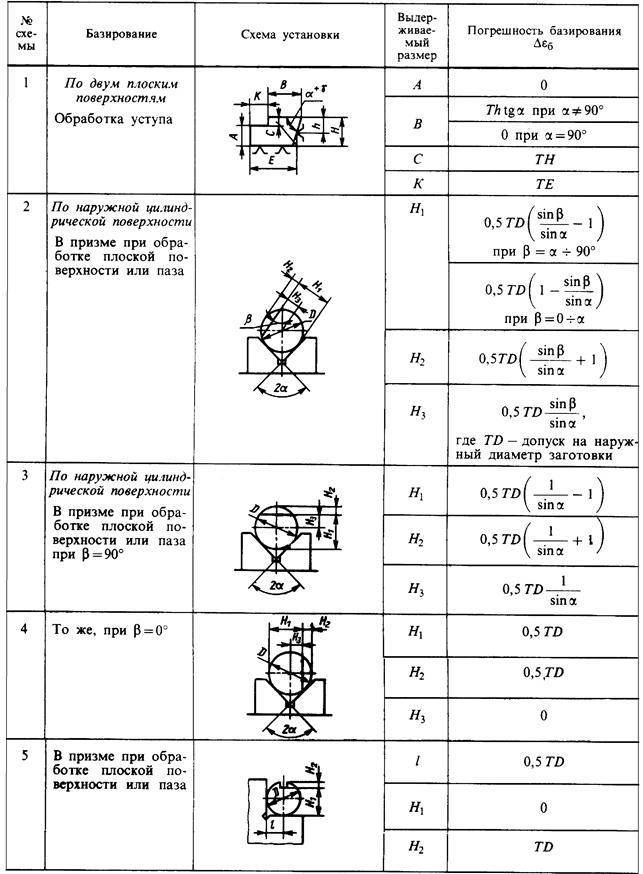
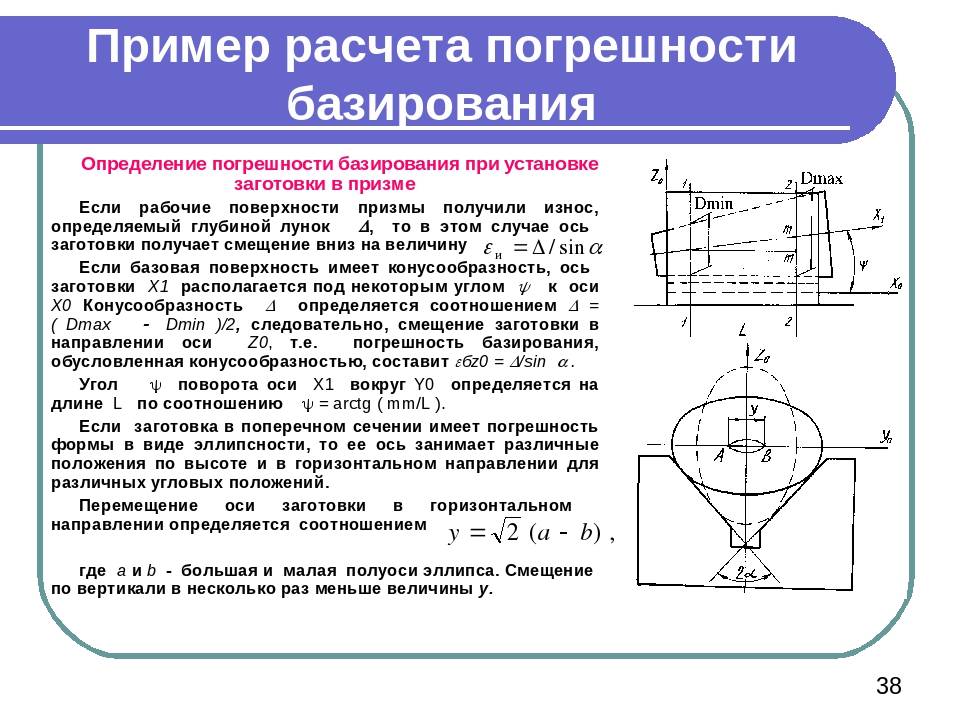
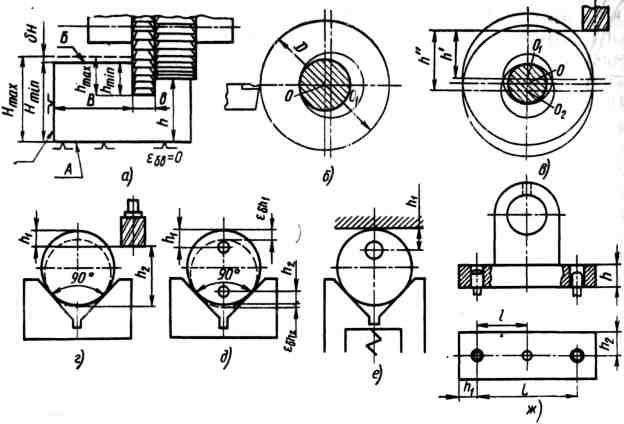
| Схема сверления заготовок, установленных на призме. |
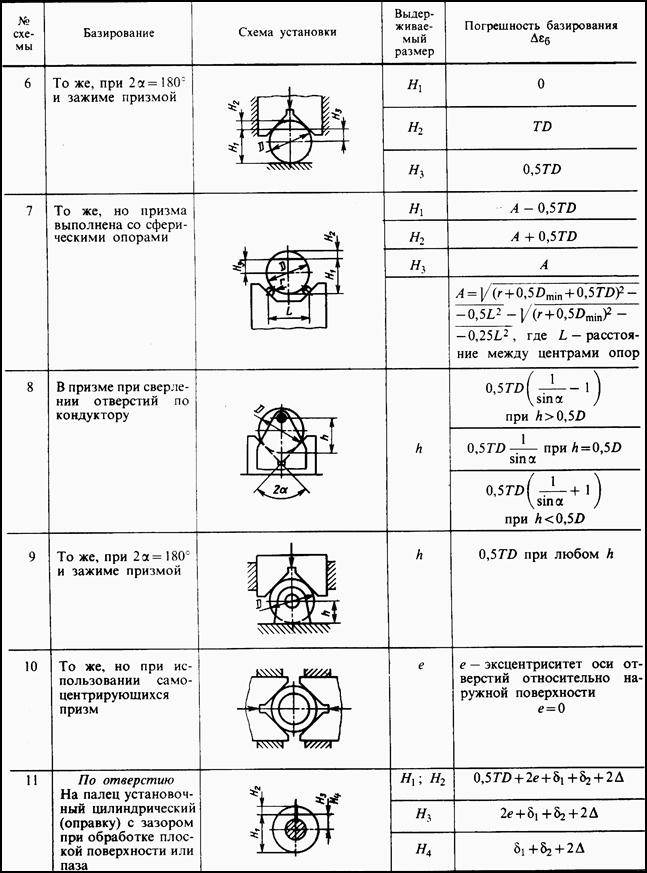
Погрешность базирования А & б определяют соответствующими геометрическими расчетами или анализом размерных цепей, что обеспечивает в ряде случаев более простое решение задачи.
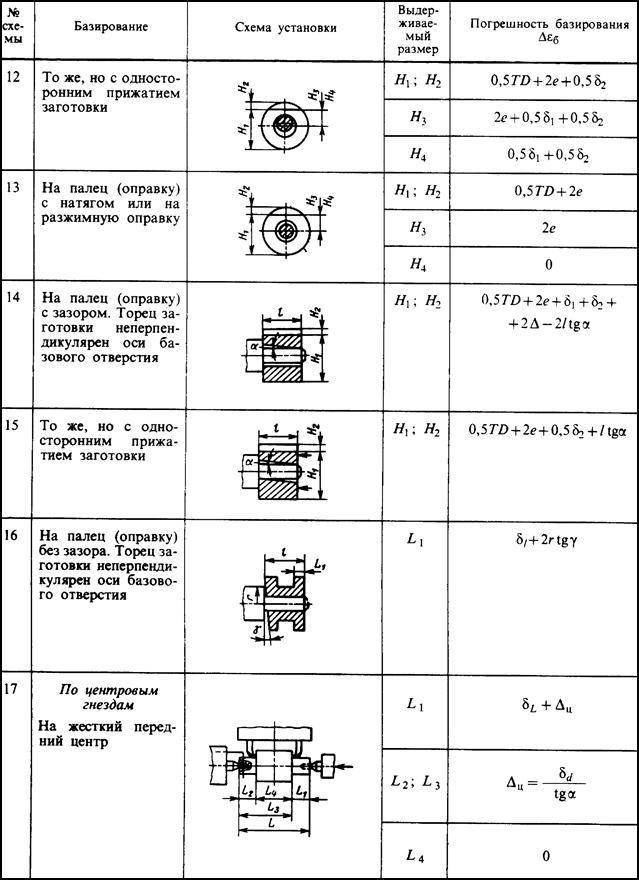
Погрешность базирования в схемах 11 – 16 включает погрешность приспособления ДБпр.
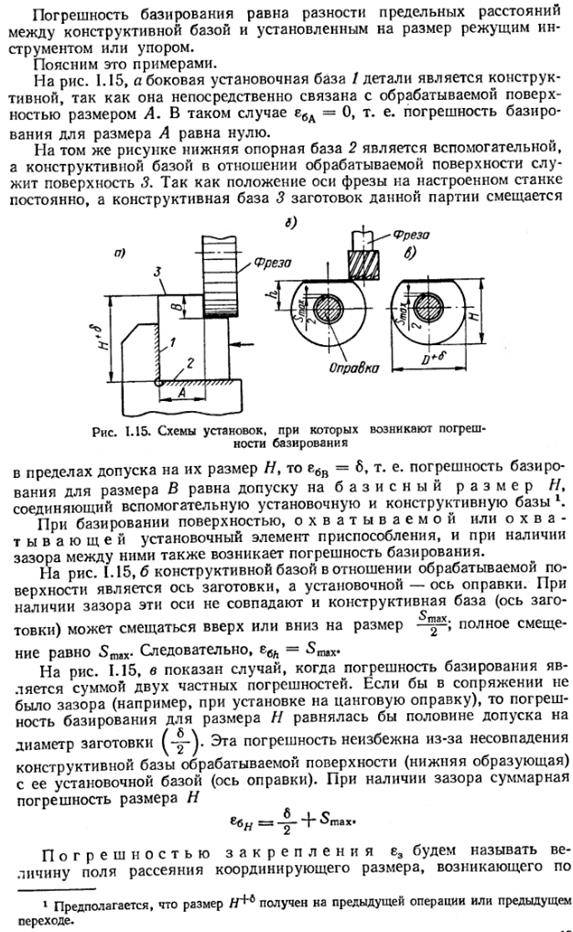
Погрешность базирования е – разность предельных расстояний измерительной базы относительно установленного на размер инструмента, возникающая при несовмещении измерительной и установочной ( технологической) баз в результате неточностей формы и размеров обрабатываемой детали.
Погрешность базирования определяется из геометрических связей в зависимости от принятой схемы установки, а погрешность закрепления – также и в зависимости от силы зажатия.
Погрешность базирования е6 возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами.
Погрешность базирования имеет место при несовмещении измерительной и установочной баз заготовки. В этом случае положение измерительных баз отдельных заготовок в партии будет различным относительно обрабатываемой поверхности.
Погрешность базирования влияет на точность выполнения линейных размеров ( кроме диаметральных и связывающих противолежащие элементы, получаемые мерным инструментом), на точность взаимного положения поверхностей и не влияет на точность их форм.
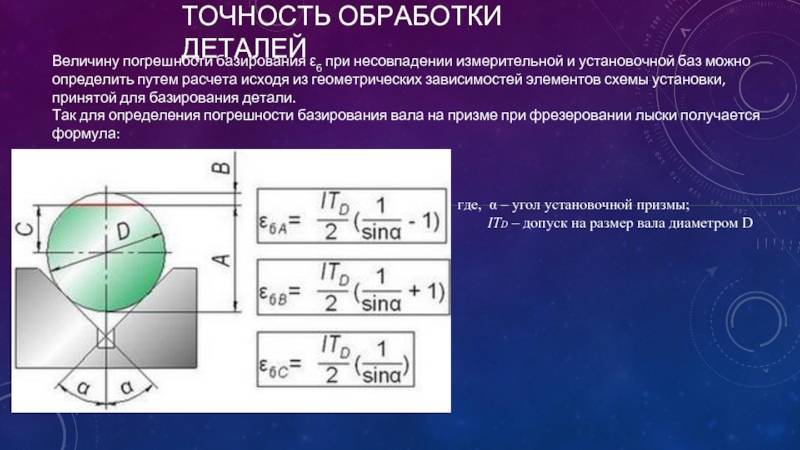
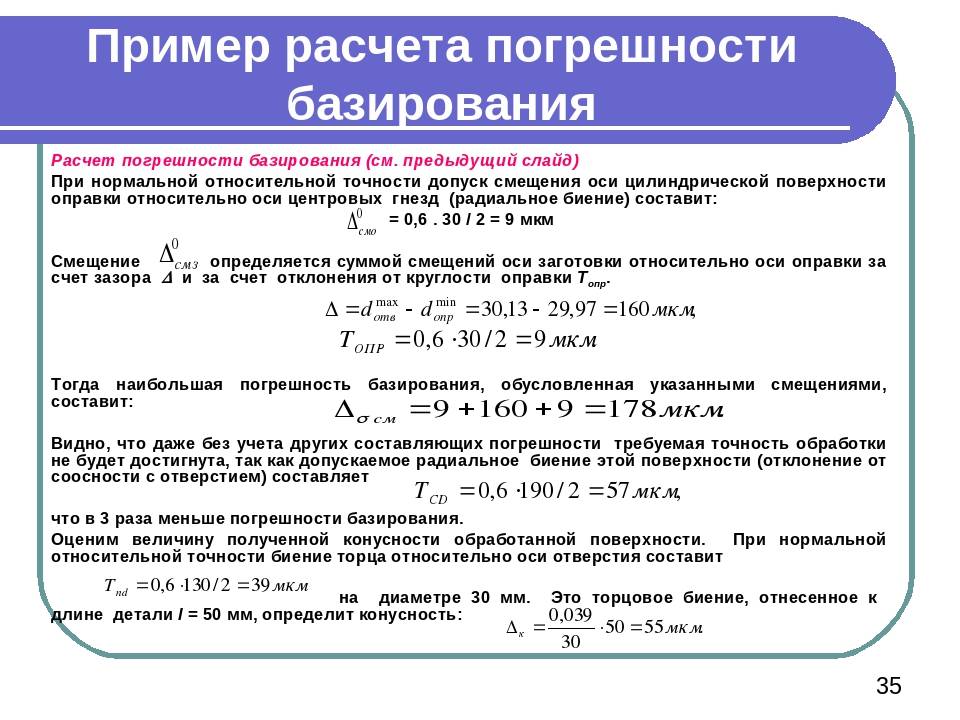
Погрешность базирования при установке в призму является функцией допуска на диаметр цилиндрической поверхности заготовки, а также зависит от погрешностей ее формы.
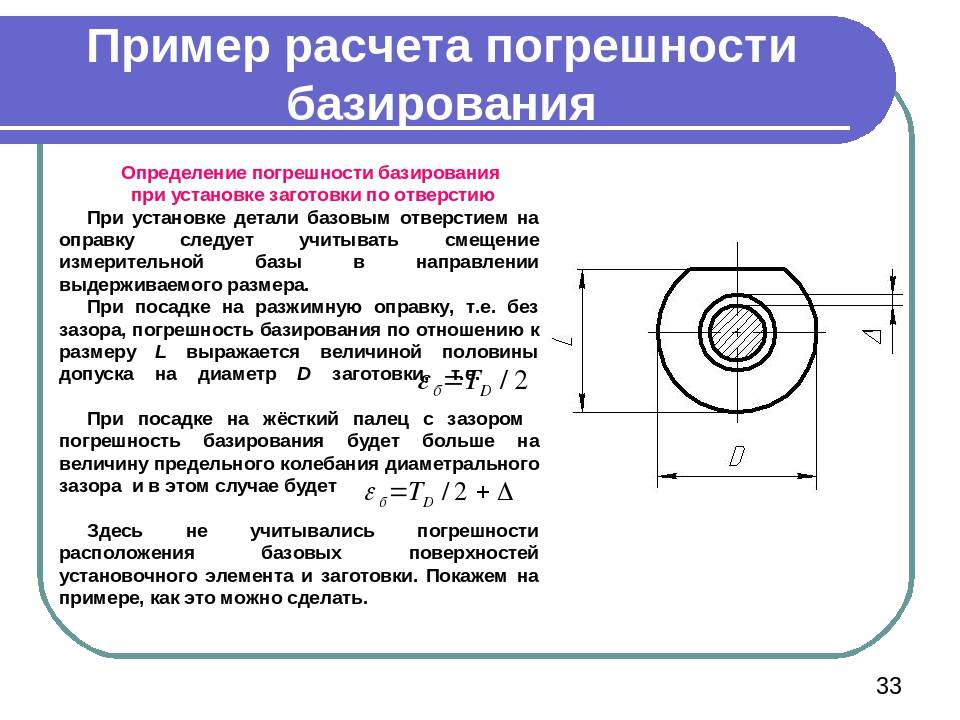
Погрешность базирования ( несовпадение измерительной базы с установочной) при закреплении обрабатываемой заготовки в патрон.
Погрешность базирования возникает от нарушения единства сборочной и метрологической баз в процессе установки тарелок.
Погрешность базирования может быть представлена функцией комплекса параметров, определяющих погрешность.
Погрешность базирования при несовмещенных установочной и измерительной базах определяется разностью предельных расстояний измерительной базы от установленного на размер режущего инструмента.
Абсолютная и относительная погрешности
Точность полученного в результате вычисления результата определяется погрешностью вычислений. Различают два вида погрешностей – абсолютную и относительную.

Абсолютная погрешность некоторого числа равна разности между его истинным значением и приближенным значением, полученным в результате вычисления или измерения:
(А.1)
где а – приближенное значение числа х.
Относительная погрешность – это отношение абсолютной погрешности к приближенному значению числа:
(А.2)
Истинное значение величины х обычно неизвестно. Имеется лишь приближенное значение а и нужно найти его предельную погрешность . В дальнейшем значение принимается в качестве абсолютной погрешности приближенного числа а. Тогда истинное значение х находится в интервале .
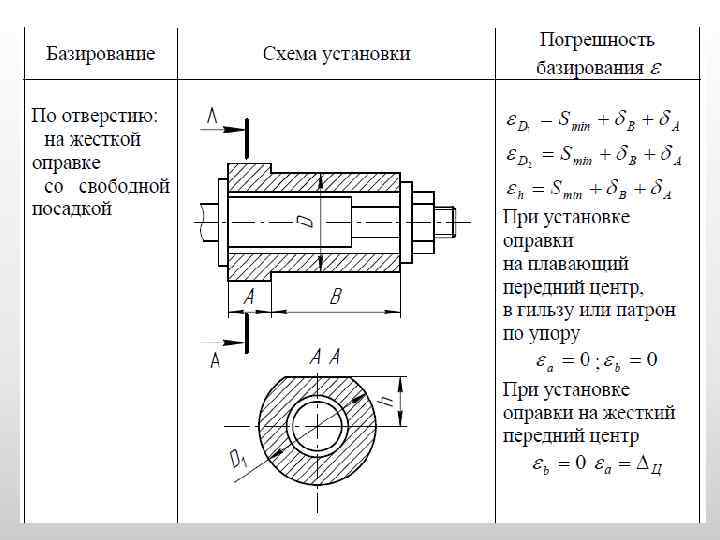
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
- Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
- При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Погрешность базирования
Погрешность базирования – отклонение фактической позиции установленной заготовки относительно заданного положения. Она возникает во время процесса базирования – процедуры регулировки местоположения заготовки в выбранной системе координат, влияющей на размер исходной детали. Также погрешность появляется в процессе обработки, сборки и настройки изделия на производственных токарных станках. На точность обработки влияют такие факторы, как форма детали и её размеры, прописанные инженерами в чертежах или эскизах. Каждый мастер должен знать, как определить погрешность базирования, чтобы не допустить ошибок при базировании деталей, её обработке и выполнении монтажных работ над заготовками.
Определение допустимой погрешности базирования осуществляется главным образом по формуле εБ.ДОП = δ — ∆. При её расчёте следует учитывать, что действительное отклонение должно всегда быть меньше предельно допустимых значений. Полученный результат измерений всегда будет приблизительным.