Где используют плазменную металлизацию
Поскольку напыляемым материалом может служить практически любой сплав или металл, ионно-плазменное напыление широко используют в различных отраслях промышленности, а также для проведения ремонтно-восстановительных работ. Любой металл в виде порошков подается в плазменные установки, где под воздействием высокотемпературной плазмы расплавляется и проникает в обрабатываемую металлическую поверхность в виде тонкого слоя напыления. Сферы применения диффузной металлизации:
- детали для авиационной, космической и ракетной промышленности,
- машиностроительное оборудование и энергетическая отрасль,
- металлургическая и химическая отрасль промышленности,
- нефтедобывающая, нефтеперерабатывающая и угольная отрасль,
- транспортная сфера и производство приборов,
- ремонт и реставрация машин, оборудования, изношенных деталей.
Когда струя плазмы и порошков проходит по электродуге и осаживается на обрабатываемой поверхности, образованный слой приобретает важные качественные и эксплуатационные характеристики:
- жаростойкость,
- жаропрочность,
- коррозийную устойчивость,
- электроизоляцию,
- теплоизоляцию,
- эрозийную прочность,
- кавитационную защиту,
- магнитные характеристики,
- полупроводниковые свойства.

Ввод напыляемых порошков в установки осуществляется с плазмообразующим или транспортируемым газом. Плазменное напыление позволяет получать различные типы покрытий без ограничения по температуре плавления: металлы, комбинированные сплавы, карбиды, оксиды, бориды, нитриды, композит. Материал, который обрабатывается в установках, не подвергается структурным изменениям, но поверхность изделия приобретает необходимые качественные характеристики. Напылять можно комбинированные слои (мягкие и твердые), тугоплавкие покрытия, различные по плотности составы.
Электрошлаковая наплавка (ЭШН)
ЭШН основана на использовании тепла, выделяющегося при прохождении электрического тока через шлаковую ванну.
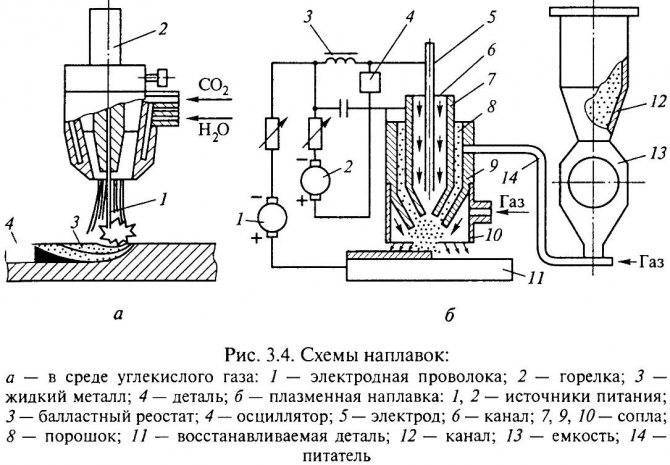
Основные схемы электрошлаковой наплавки приведены на рис. 25.2.
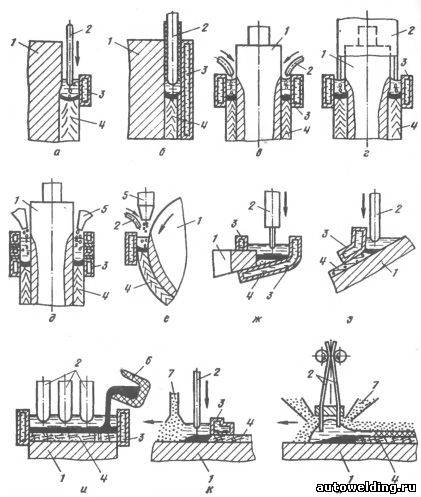
Рис. 25.2. Схемы электрошлаковой наплавки:а — плоской поверхности в вертикальном положении: б — неподвижным электродом большого сечения; в — цилиндрической детали проволоками; г — электродом-трубой; д — зернистым присадочным материалом: е — композиционного сплава; ж — составным электродом; з — плоской поверхности в наклонном положении; и — жидким присадочным металлом; к — горизонтальной поверхности с принудительным формированием; л — двумя электродными лентами со свободным формированием; 1 — основной металл: 2 — электрод; 3 — кристаллизатор; 4 — наплавленный металл; 5 — дозатор; 6 — тигель; 7 — флюс
ЭШН можно производить в горизонтальном, вертикальном или наклонном положении, как правило, с принудительным формированием наплавленного слоя. Наплавка на горизонтальную поверхность может идти как с принудительным, так и со свободным формированием.
Основные достоинства метода:
- высокая устойчивость процесса в широком диапазоне плотностей тока (от 0,2 до 300 А/мм2), что позволяет использовать для наплавки как электродную проволоку диаметром менее 2 мм, так и электроды большого сечения (>35000 мм2);
- производительность, достигающая сотен килограммов наплавленного металла в час;
- возможность наплавки за один проход слоев большой толщины;
- возможность наплавки сталей и сплавов с повышенной склонностью к образованию трещин;
- возможность придавать наплавленному металлу необходимую форму, сочетать наплавку с электрошлаковой сваркой и отливкой, на чем основана стыкошлаковая наплавка.
Основные недостатки метода:
- большая погонная энергия процесса, что обусловливает перегрев основного металла в ЗТВ;
- сложность и уникальность оборудования;
- невозможность получения слоев малой толщины (кроме способа ЭШН лентами);
- большая длительность подготовительных операций.
Достоинства
- нанесение покрытий значительных толщин;
- отсутствие ограничений по размерам наплавляемых поверхностей;
- получение требуемых размеров восстанавливаемых деталей путем нанесения материала того же состава, что и основной металл;
- использование не только для восстановления размеров изношенных и бракованных деталей, но и ремонта изделий за счет залечивания дефектов (раковин, пор, трещин);
- низкое тепловложение в основной металл при плазменной наплавке;
- многократное проведение процесса восстановления и, следовательно, высокая ремонтоспособность наплавляемых деталей;
- высокая производительность;
- относительная простота и малогабаритность оборудования, легкость автоматизации процесса.
Особенности технологического процесса
Кроме порошковых материалов и проволоки для наплавки используют металлические ленты и прутки, спецшнуры с порошковым металлом в составе. Нагрев и расплавление присадки обеспечивает плазменная дуга, ее получение зависит от типа компоновки.
- Закрытую струю плазмы используют для металлизации (напыление) и закалки металла. В качестве анода выбирают сопло или горелку, которые формируют широкий поток небольшой интенсивности. К недостаткам компоновки можно отнести высокую теплоотдачу с медленным прогреванием основы.
- Для получения открытого плазменного потока анодом служит само изделие либо проволока. Открытую струю применяют для создания защитного слоя или резки металлических изделий. Этот тип компоновки вызывает сильный и быстрый разогрев поверхности детали с расположенным над ней температурным пиком.
- При комбинированном способе выполняют плазменно-порошковое напыление. Плазменная наплавка реализуется одновременным разжиганием двух дуг – открытой (зона подачи порошка) и закрытой (зона жесткой присадки).
Плазменная наплавка выполняется по двум технологиям. При первом способе поток ионизированного газа захватывает порошковую смесь, чтобы доставить ее к зоне наплавления. При втором способе присадочный материал в виде ленты, проволоки, прутка вводят внутрь плазменного потока.
Для образования плазмы применяют подачу воздуха или пара, кислорода, водорода, гелия, азота, аргона. Выбор гелия и аргона в качестве газообразующей основы для плазмотрона улучшают сваривание основы с присадкой.
Этапы
Примерная схема технологического процесса:
- проверка и зачистка поверхности, на которую будет наплавлен усиливающий слой;
- подбор и установка требуемых параметров автоматического оборудования;
- включение подачи воды, охлаждающей плазменную головку (без возбуждения дуги);
- включение и установка параметров подачи защитной газовой смеси;
- установление необходимых величин тока для дуг (вспомогательная и основная);
- включение источника питания (сварочного генератора);
- возбуждение дуги неплавящегося электрода по направлению к каналу сопла;
- после регулирования устойчивости горения дуги подается проволока присадки;
- автоматическое возбуждение второй дуги между проволокой и электродом.
В результате этих манипуляций стартует процесс плавления присадочного материала, подаваемого затем на поверхность детали для создания наплавочных слоев по месту образования сварочной ванны. Выключение наплавки происходит путем остановки автомата либо прекращения перемещения изделия при одновременном выключении механизма, подающего проволоку. Подбирая присадочный материал, нужно учитывать, что он должен обладать ничтожным сопротивлением по отношению к потоку плазмы.
Воздействие скорости частиц на качество и эффективность покрытия
- Частица покрытия достигла минимальной скорости удара, которая необходима для возбуждения механизма взаимодействия с поверхностью подложки (обрабатываемого образца). Эта так называемая «критическая скорость» влияет на свойства материала покрытия.
- Поскольку скорость удара выше критической скорости, деформация и качество сцепления частиц возрастают.
- Если скорость удара слишком высока («скорость эрозии»), происходит больше разрушения материала, чем его добавления. Покрытие не образуется.
- Чтобы образовалось плотное и хорошо сформированное покрытие, значение скорости удара частиц должно быть между значениями критической скорости и скорости эрозии.
Наплавка деталей, работающих на истирание с ударными нагрузками и без ударных нагрузок
Изделия, эксплуатирующиеся в условиях интенсивного поверхностного износа и высоких ударных нагрузок, необходимо наплавлять электродами следующих марок:

Сварочные электроды для наплавки ОЗН-400М
Преимущества ОМГ-Н: соответствуют государственным стандартам, наплавление может проводиться постоянным и переменным током обратной полярности.
ЦНИИН-4 является одной из самых востребованных и ходовых марок.
Металл, наплавленный стержнями ОЗН-7М при многослойном наплавлении, имеет повышенную стойкость к образованию трещин.
Достоинства ОЗН-400М: высокая производительность, наплавленный металл характеризуется повышенной твердостью.
Плюсы ОЗН-300М: наплавленный металл обладает повышенной стабильность показателей износостойкости и твердости, наплавка выполняется постоянным и переменным током обратной полярности.
Примером таких деталей могут служить элементы строительного и землеройного оснащения.
Для наплавки деталей, эксплуатирующихся на истирание и без ударных нагрузок применяются следующие марки электродов.
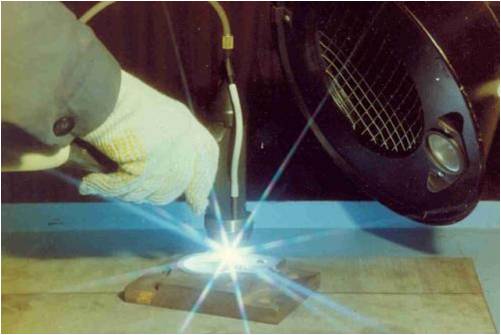
 Для получения наплавленного слоя особой твердости нужно использовать наплавочные электроды Т-590 и Т-620. Данные марки предназначены для ремонта деталей, работающих на интенсивное истирание. Благодаря особому покрытию, в состав которого входят феррохром, ферротитан, ферробор, карбид бора и графит, твердость наплавленного металла может достигать 62-64 HRC. Металл, наплавленный материалами Т-590 и Т-620, характеризуются хрупкостью и склонностью к образованию трещин, и поэтому он не предназначен для работы в условиях значительных ударных нагрузок. Наплавление проводится в 1-2 слоя.
Для получения наплавленного слоя особой твердости нужно использовать наплавочные электроды Т-590 и Т-620. Данные марки предназначены для ремонта деталей, работающих на интенсивное истирание. Благодаря особому покрытию, в состав которого входят феррохром, ферротитан, ферробор, карбид бора и графит, твердость наплавленного металла может достигать 62-64 HRC. Металл, наплавленный материалами Т-590 и Т-620, характеризуются хрупкостью и склонностью к образованию трещин, и поэтому он не предназначен для работы в условиях значительных ударных нагрузок. Наплавление проводится в 1-2 слоя.





Ремонт изделий из различных металлов и сплавов также обладает собственными специфическими характеристиками.
Таблица 1. Основные свойства покрытий, наносимых плазменными методами
| Характеристика | Плазменное напыление | Плазменная наплавка (однодуговая) | Плазменная наплавка-напыление (двухдуговой PTA- процесс) |
| Толщина покрытия, мм | ≤ 1,0 | слоями 2,0-4,0 | слоями 0,5-4,0 |
| Пористость покрытия, % | ≤ 10 | отсутствует | отсутствует |
| Прочность сцепления покрытия, МПа | ≤ 100 | полное сплавление | полное сплавление |
| Взаимный переход элементов в покрытие и основной металл, % | отсутствует | ≤ 10 | ≤ 5 |
| Температура детали в процессе нанесения покрытия, °С | ≤ 150 | ≤ 700 | ≤ 700 |
| Положение поверхности при нанесении покрытия | любое | нижнее | Любое |
Вид плазмотронов для процесса плазменной наплавки-напыления представлен на рис. 2.
Рис. 2. Плазмотроны для плазменной наплавки-напыления
Сравнительные характеристики всех производственных плазменных технологий приведены в табл. 2 (положительные стороны процессов выделены серой заливкой ячеек, а наибольшие преимущества отмечены жирным шрифтом), а на рис. 3 представлены варианты их использования.
Суть метода
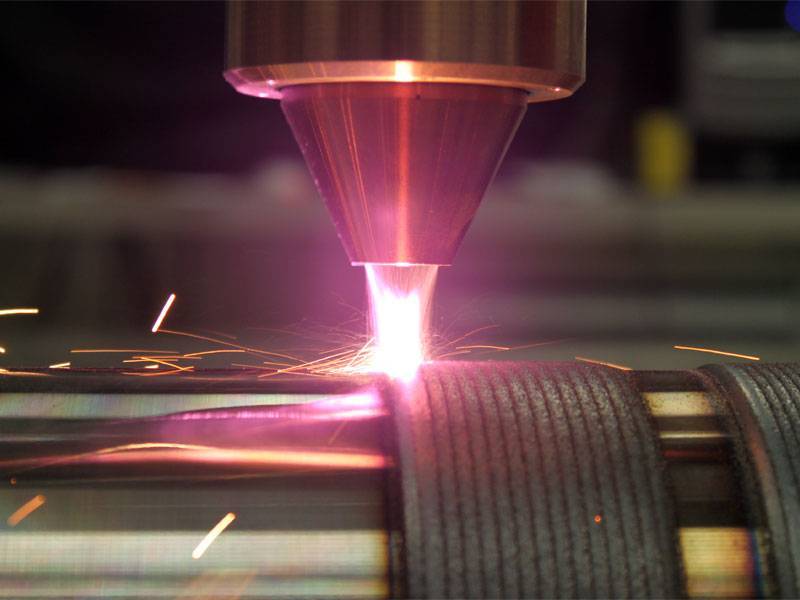
Процесс наплавки металла осуществляется путем подачи присадочного материала (проволока, мелкозернистый порошок) в струю плазмы. Под воздействием направленного потока плазмы, действующего на обрабатываемую зону, происходит нагрев присадки с последующим ее расплавлением. В результате непрерывно нагреваемая поверхность изделия покрывается защитным материалом, создавая наплавочный слой.
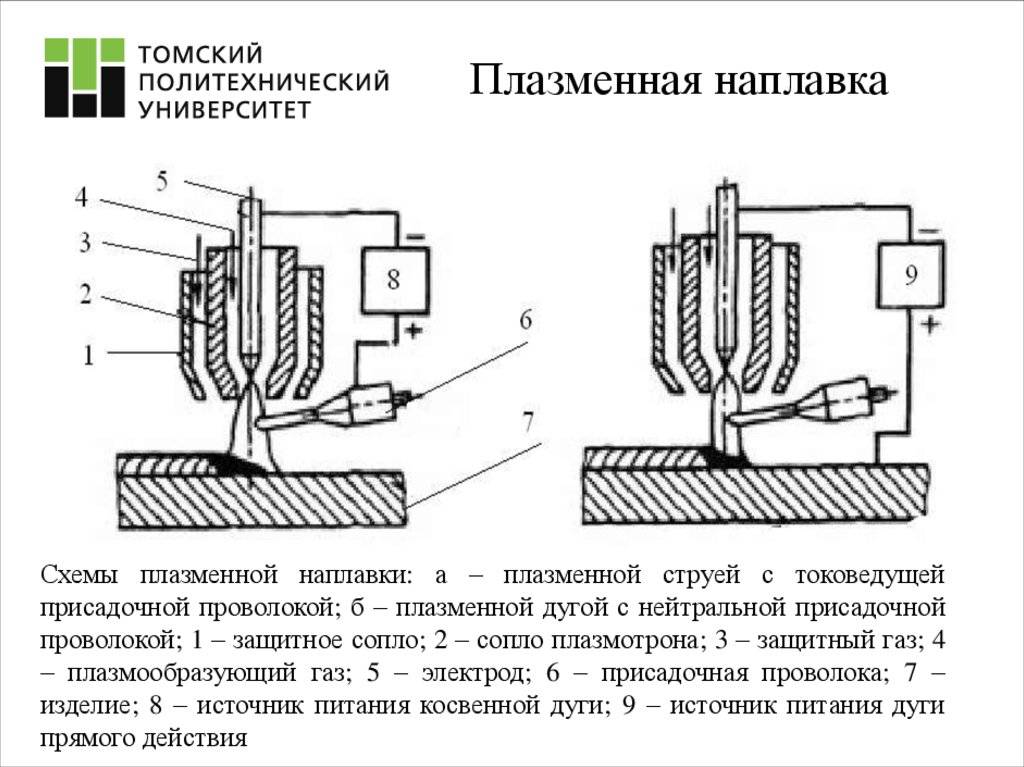
Плазма представляет собой один из вариантов сильно ионизированного газа, нагретого до сверхвысоких температур. Во время процедуры дуговой ионизации газа под воздействием образующегося электрического поля создается направленная струя плазмы. На производстве такую струю получают одним из двух способов формирования электрического разряда:
- при помощи плазмотрона, направленного на обрабатываемую поверхность (прямое действие плазмы);
- при помощи электрода и водоохлаждаемого сопла плазмотрона (косвенное воздействие плазмы).
Журналы и бланки
Автодороги, дорожное хозяйствоАЗС и АЗГСАптекиАрхивыАттракционыБанкиБассейныБухгалтерияГазовое хозяйство, газораспределительные системы, ГАЗПРОМГеодезия, геологияГостиницы, общежития, хостелыГрузоподъемные механизмыДелопроизводствоДокументы, относящиеся к нескольким отраслямДрагметаллыЖКХЖурналы для медицинских учрежденийЖурналы для образовательных учрежденийЖурналы для парикмахерских, салонов красоты, маникюрных, педикюрных кабинетовЖурналы и бланки для армии, вооруженных силЖурналы и бланки для нотариусов, юристов, адвокатовЖурналы и бланки для организаций пищевого производства, общепита и пищевых блоковЖурналы и бланки для организаций, занимающихся охраной объектов и частных лицЖурналы и бланки для ФТС РФ (таможни)Журналы и бланки по экологииЖурналы и бланки, используемые в торговле, бытовом обслуживанииЖурналы по санитарии, проверкам СЭСЖурналы, бланки, формы документов для органов прокуратуры и суда, минюста, пенитенциарной системыЖурналы, бланки, формы документов МВД РФ, РосгвардииКадровая работа: Журналы, бланки, формыКанатные дороги, фуникулерыКладбищаКомплекты документов и журналовКонструкторская, научно-техническая документацияЛесное хозяйствоЛифтыМетрологияМЧСНефтебазыНефтепромысел, нефтепроводыОбложки для журналов и удостоверенийОхрана труда и техника безопасностиПожарная безопасностьПроверки и контроль госорганами, контролирующими организациямиПромышленностьПсихологияРаботы с повышенной опасностьюРегулирование алкогольного рынкаСамокопирующиеся бланкиСвязьСельское хозяйство, ветеринарияСкладСнегоплавильные пунктыСтройка, строительствоТепловые энергоустановки, котельныеТранспортТуризмУчреждения культуры, библиотеки, музеиШахты, рудники, метрополитены, подземные сооруженияЭксплуатация зданий и сооруженийЭлектроустановкиЭнергетика
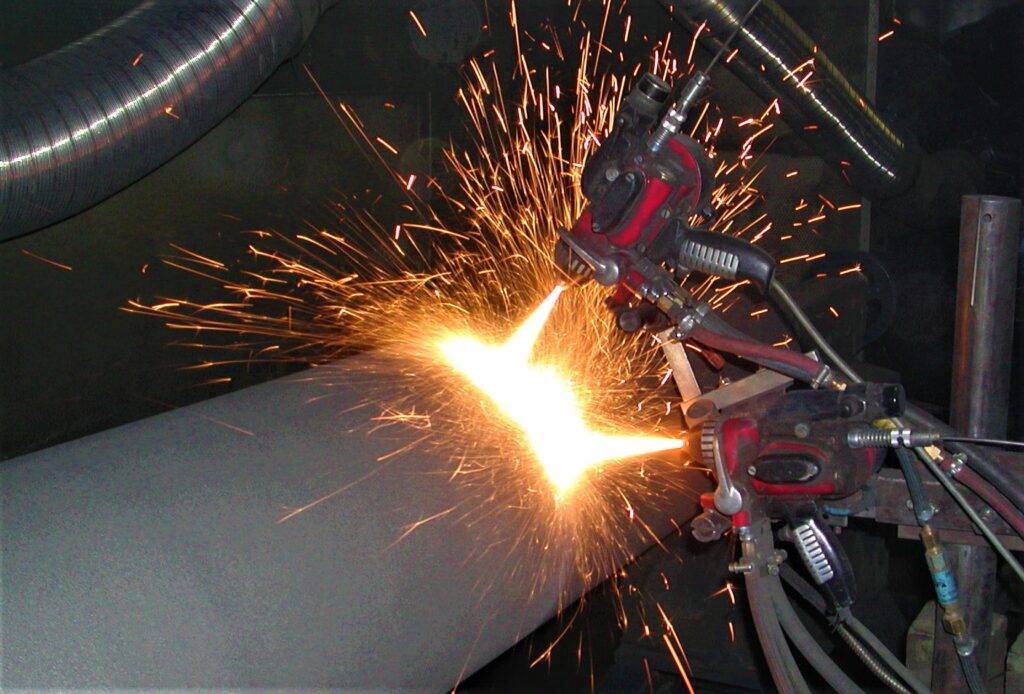
Общие сведения о методе газопламенного напыления
В основе метода лежит использование тепловой и кинетической энергии для повышения реставрационных, функциональных или декоративных характеристик изделия. Присадочный материал для выполнения работ выпускают в следующих формах:
- проволока;
- прутки;
- порошок.
Для каждого вида существует своя сфера применения. Например, для реставрации деталей машин и механизмов специалисты рекомендуют использовать порошки. В отличие от проволоки они позволяют менять состав покрытия, что способствует повышению качества напыляемого слоя.
Процедура обработки изделия состоит из следующих этапов:
- Порошок подают в зону термической обработки. Он может поступать по каналам питателя или подаваться с внешней стороны горелки.
- Под действием высокой температуры присадочный материал оплавляется, приобретая пластичные свойства.
- Газ выполняет функции переноса состава на обрабатываемую поверхность. Летящие частицы перемещаются с большой скоростью – она может достигать 160 м/с.
- Распыленный материал формирует защитный слой при взаимодействии с поверхностью.

Как было указано выше, температурная обработка осуществляется за счет тепловой энергии, которая образуется при сгорании горючего газа в кислородной среде. Наилучших результатов можно добиться при использовании ацетилена. Его температура горения варьируется в пределах 3100–3200 ºC. Для сравнения приведем аналогичные характеристики доступных заменителей:
| Вид горючего газа | Теплота сгорания, кДж/м³ | Температура пламени в кислородной среде, ºC | Расход кислорода, м³/ч |
|---|---|---|---|
| Ацетилен | 52800 | 3100-3200 | 2,5 |
| Водород | 10060 | 2100–2500 | 0,5 |
| Метан | 33520 | 2000–2700 | 2,03 |
| Пропан | 87150 | 2400–2700 | 5,15 |
| Бутан | 116480 | 2400–2700 | 6,8 |
- окислительное;
- нормальное;
- восстановительное.
Во втором случае соотношение газов паритетное. Окислительное пламя характеризуется избытком кислорода, а восстановительное – горючего вещества.
- Благодаря малому тепловому воздействию на обрабатываемую заготовку существует возможность нанесения покрытия практически на любой материал: стекло, пластик, фарфор и даже дерево или бумагу. Другие методы модификации поверхности предназначены преимущественно для изделий из металла.
- В процессе обработки заготовка не подвергается тепловой деформации и не меняет своих параметров.
- С помощью установок для газопламенного напыления можно обрабатывать заготовку различными составами. Это позволяет придавать поверхности различные свойства без замены оборудования.
- Неограниченный размер обрабатываемой площади. Другие способы металлизации ограничены различными факторами: для цементации – размером печи, для электролитического осаждения – габаритами емкости с раствором.
- Низкая себестоимость обработки. Лучше всего эффект проявляется при газопламенном напылении больших площадей.
- Большая толщина покрытия позволяет использовать метод для реставрации различных деталей. Припуск под обработку не превышает 0,7 мм.
- Простота рабочего оборудования и его мобильность дает возможность применения газопламенного напыления в труднодоступных местах. Технологическая операция также не отличается особой сложностью.
- Благодаря широкому выбору присадочных материалов можно получить изделие с заданными свойствами, не прибегая к прочим методам модификации поверхности.
Естественно, имеются и недостатки:
- Газопламенное напыление малоэффективно при обработке мелких деталей. Это связано с высоким коэффициентом расхода присадочного материала.
- Тяжелые условия производства. Для предварительной подготовки изделия выполняют пескоструйную обработку, что приводит к повышенному уровню запыленности рабочего участка.
- В процессе напыления мелкие частицы состава остаются в воздухе. По этой причине к производственным помещениям предъявляют повышенные требования по системе вентиляции.
Главные плюсы метода
К преимуществам технологии относят:
- выполнение работ при любых климатических условиях (давлении, температуре, влажности);
- возможность применения оборудования стационарного и переносного типа, что в последнем случае позволяет осуществлять работы по месту их проведения;
- возможность нанесения покрытия на локальные участки (дефектные места);
- возможность создания слоев с разными свойствами;
- возможность создания слоя необходимой толщины или разных по толщине в многослойных покрытиях;
- процесс не оказывает влияния на структуру изделия, на которое наносится напыление, что является важным преимуществом;
- безопасность;
- экологичность.
К недостатку этого вида напыления относят только один факт. Слои можно наносить на пластичные металлы, такие как медь, цинк, алюминий, никель и сплавы на их основе.
Производители разных стран выпускают оборудование стационарного и переносного типа для ручного и автоматизированного нанесения покрытий разной производительности на разные металлы.
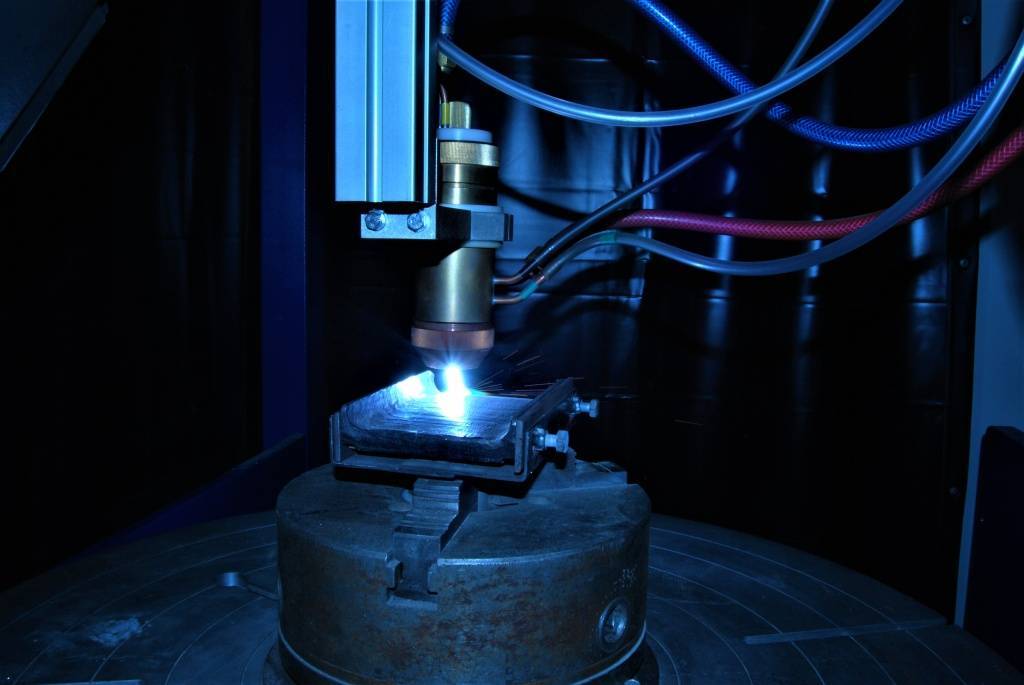
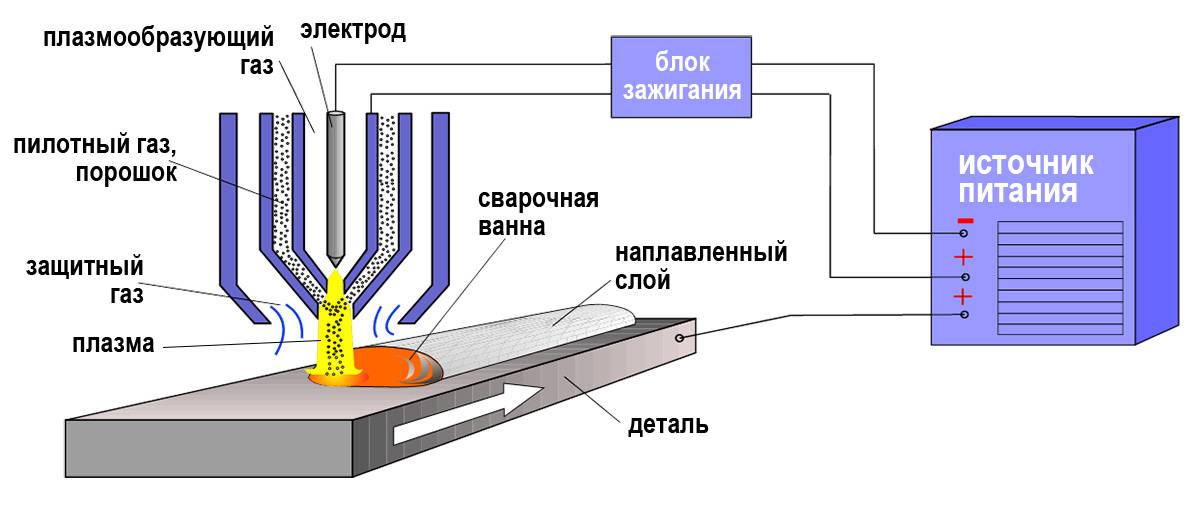
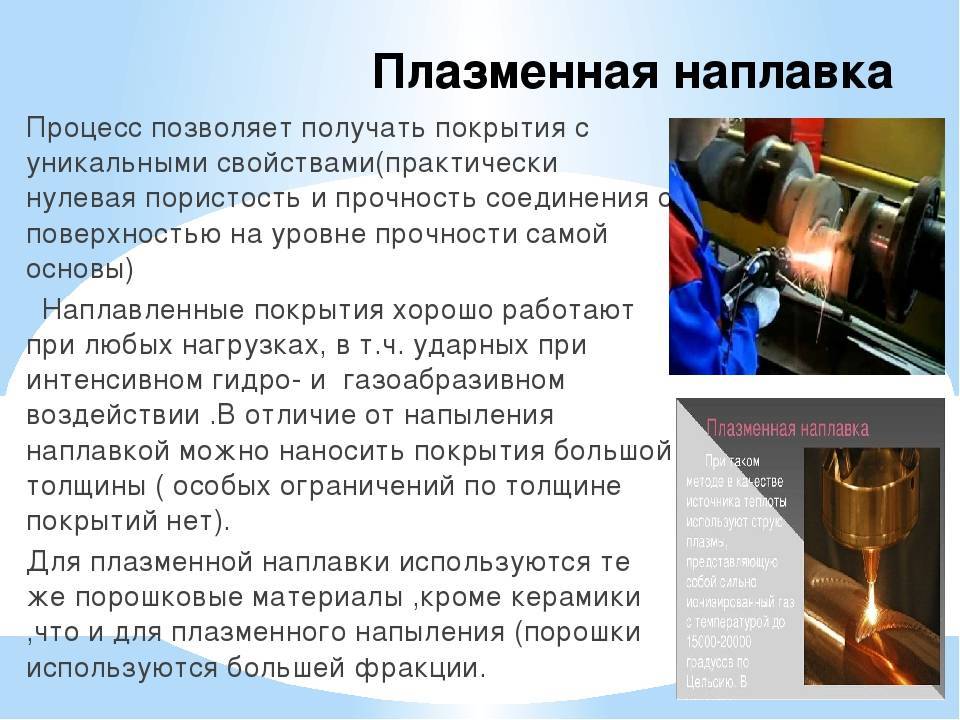
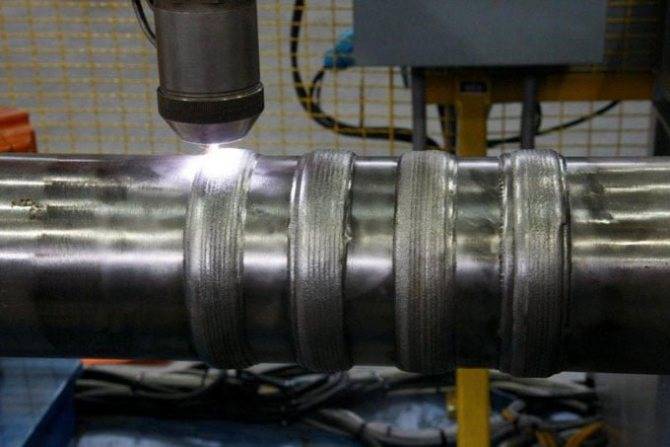
Что такое плазменная наплавка
Плазменная наплавка: плазменная наплавка использует плазменную дугу в качестве источника тепла. Порошок сплава и поверхность подложки быстро нагреваются, плавятся, смешиваются, диффундируют и затвердевают за счет воздействия высокой температуры, создаваемой плазменной дугой.
После выхода плазменного луча он охлаждается и образует высокопрочный слой сплава. Таким образом поверхность детали укрепляется и затвердевает.
Благодаря плазменной дуге дуга имеет высокую температуру, высокую скорость теплопередачи, отличную стабильность, контролируемость глубины плавления. Регулируя соответствующие параметры наплавки, толщину, ширину и твердость наплавочного слоя можно свободно регулировать в определенном диапазоне.
Плазменная порошковая наплавка после образования границы плавления между основным материалом и наплавочным материалом, сочетание высокой прочности. Плотная организация поверхностного слоя, устойчивость к коррозии и отличная износостойкость. Разбавление основного материала и материала покрытия уменьшается, а свойства материала мало меняются.
Использование порошка в качестве наплавочного материала может улучшить селективность конструкции сплава. В частности, возможность плавной наплавки огнеупорных материалов. Повышение износостойкости, устойчивости к высоким температурам и коррозии заготовки.
Виды работ по созданию покрытий
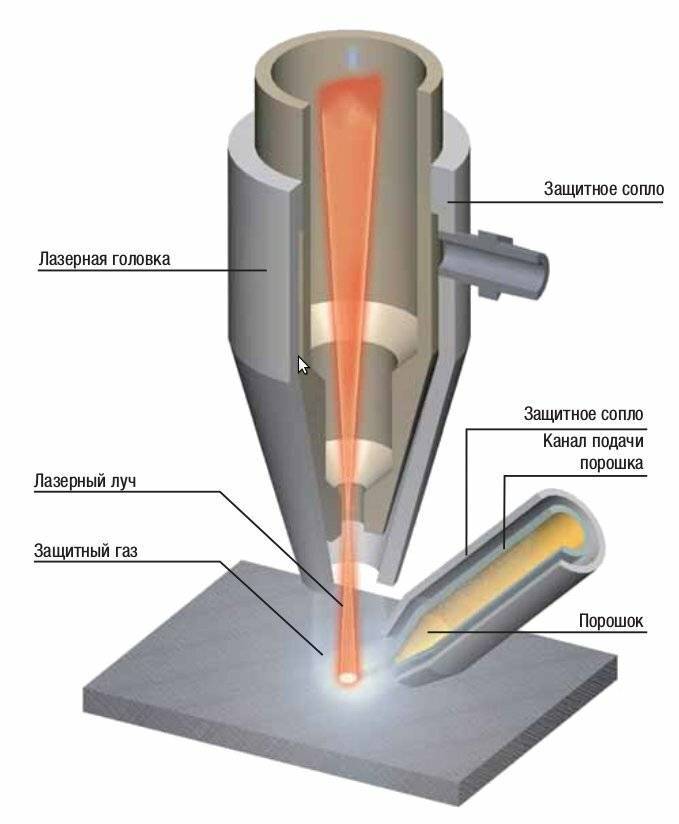
Технологию лазерной наплавки реализуют путем нанесения на поверхность изношенного механизма слоя металла, в результате чего присадка сваривается с основой. С учетом минимального подплавления основы, можно утверждать, что свойства наплавки зависят от материала, используемого в качестве присадки. На современном производстве подачу затратного материала выполняют одним из трех основных способов.
Оплавление лазерным лучом
Поверхность детали предварительно покрывают порошковой пастой, подбирая состав обмазки, удовлетворяющий определенным требованиям. Оплавление лучом лазера реализуют последовательно, чтобы охватить всю намеченную зону. Если нужно создать многослойное покрытие, после каждого сканирования лазером наносят следующий слой пасты, для каждого слоя отдельный пласт обмазки.






Преимущества – простая по технологии выполнения наплавка не утяжеляет конструкцию агрегата. К недостаткам относят трудоемкий процесс осаждения, неравномерность наплавленной поверхности по причине натяжения поверхностной пленки расплавившегося металла.

Боковая подача газопорошкового микса
Лазерной наплавкой этого типа до недавнего времени пользовались наиболее часто. Подача порошка внутрь плавильной ванны осуществляется методом впрыскивания сбоку от лазерного луча либо навстречу ему. Во время наплавления формируются валики с различным типом геометрии.
Преимущества – благодаря газопорошковой технологии создается более качественный плакирующий слой. Наплыв характеризуется равномерной толщиной и химическим составом, открывается возможность использования композитных материалов при сохранении фазы упрочнения. Недостаток методики обусловлен несимметричной доставкой порошка по отношению к линии движения лазерного луча. Даже при его сканировании в плоской проекции.
Коаксиальный способ наплавления
Подача обогащенного газом порошка осуществляется через сопло непосредственно в зону работы лазера сплошным потоком конусообразной формы. Методика признана самым универсальным способом формирования покрытий однородного либо композитного типа для плоских, а также трехмерных деталей.
Преимущества – гарантирование симметричности по отношению к направлению плавки, равномерное сцепления валиков сваркой. Наплавку лазерного типа характеризует высокая производительность использования присадки для сложно обрабатываемых поверхностей. Характерная особенность, а также недостаток создания наплава, в сложности обеспечения подачи с равномерной симметрией.
Основной параметр качества лазерного напыления напрямую связан с расходом порошка. Для регулирования толщины осаждаемого пласта металла, его разжижения и твердости необходимо подобрать соответствующий диаметр лучевого потока в сочетании с мощностью установки, а также скоростью процесса.

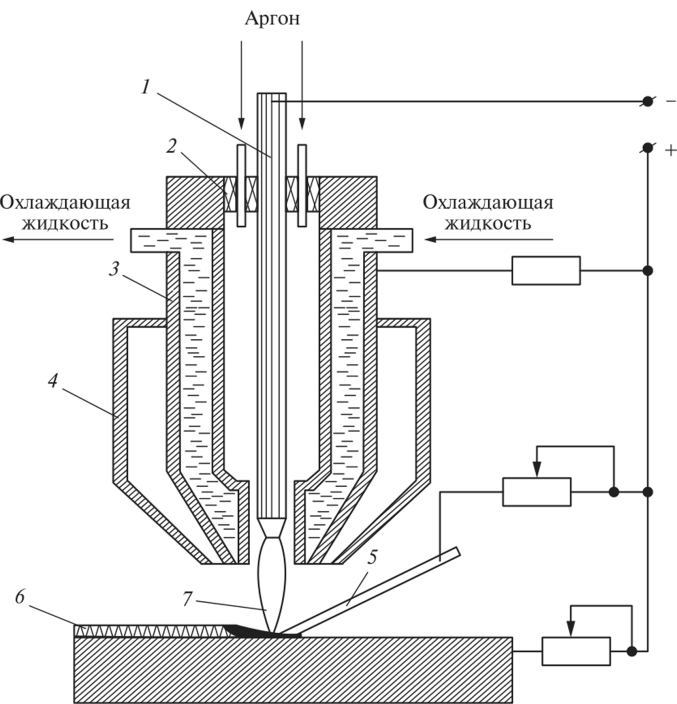
Технология плазменно-дуговой сварки
Для того, чтобы разобраться в этой технологии необходимо четко понимать, что такое плазма.
Плазма – это особое агрегатное состояние вещества, представляющее собой ионизированный газ, который состоит из положительно заряженных электронов.
В технологическом плане сварка с помощью плазмы выглядит следующим образом. Для того, чтобы узко направить данное вещество на металл и параллельно максимально разогреть его используется два процесса: чрезвычайный разогрев дуги и принудительное вдувание газа.
Дуга разогревается до предельной температуры, что в свою очередь нагревает поток плазмы. Одновременно с этим, на дугу подается газ под высоким давлением, увеличивающийся в 50-70 раз. Энергия расширяющегося газа дополняется тепловой энергией, что усиливает плазму, делая ее крайне мощным источником энергии.
Для образования устойчивого плазменного потока используют либо чистый аргон, либо аргон с небольшими добавками гелия. В качестве защитного газа, отделяющего зону сварки от атмосферы, используют все тот-же аргон. Материалом для электрода служит вольфрам с торием или медью.
В зависимости от силы электрического тока подаваемого на дугу плазмотрона, сварка подразделяется на следующие виды:
Небольшие токи (до 25 Ампер)Средние токи (до 150 Ампер)Высокие токи (свыше 150 Ампер)
Наиболее распространенный вид плазменной сварки. Столь высокое распространение сварка на малом токе получила за счет того, что она позволяет нагревать лишь локальные участки металла и не повреждать все изделие целиком. Интересное: Плазменная сварка в Украине
Как правило, дуга на небольшом токе имеет форму цилиндра, и это дает возможность полностью избежать сквозных прожогов стали или металла. Кроме того, с помощью небольших токов можно варить металлы в разных режимах, включая непрерывный и прямой режим с разными видами полярности. К примеру, алюминий можно варить только на малом токе, так как это позволяет разрушать оксидную пленку этого металла.
Подобный вид сварочных работ очень похож на сварку аргоном, но в отличии от нее характеризуется повышенной мощностью и точечной направленностью. Фактически, именно средние токи используют все преимущества, которые предоставляет раскаленная плазма. Ток средней мощности гарантирует достаточно глубокое и узкое расплавление металла, без повреждения незапланированных участков детали. В случае необходимости, ток средней мощности позволяет не только сваривать металлы и стали, но и резать их, а также прорезать необходимые отверстия.
Ток такой силы образует очень широкую дугу, с помощью которой происходит сквозное проплавление заготовки. Подобный вид сварки весьма специфичен, ведь в процессе деталь или заготовку фактически разрезают, а потом сваривают вновь. С помощью высоких токов принято сваривать особо прочные стали, такие как титан, легированные стали и сплавы с большим содержанием алюминия. В большинстве случае, такая сварка используется в промышленности, когда необходима высокая производительность труда.
Сварка плазменной дугой прямого действия
Технологически сварка с помощью раскаленной плазмы может быть осуществлена двумя способами.
Первый способ – это прямое воздействие дуги на деталь, так называемый метод прямого действия. В этом случае, высокотемпературная дуга возникает непосредственно между электродом и материалом из которого изготовлена деталь.
Второй способ – косвенное воздействие дуги на деталь (метод непрямого воздействия). В этом случае, дуга находится между электродом и соплом сварочного аппарата. Первый вариант получил более широкое распространение, так как с его помощью можно и сваривать твердые материалы, и резать их.
Интересное: Сварка алюминия плазмой: особенности технологии
Сварка и наплавка под слоем флюса
Восстановление этим способом проводят электрической дугой, которая горит под расплавленным флюсом. Таким образом, создается эластичная оболочка, защищающая расплавленный металл от соприкосновения с воздухом. Флюсы также поддерживают стабильность горения дуги, раскисляют, легируют, рафинируют наплавляемый металл.
Для сварки и наплавки применяют два вида флюсов:
- Керамические, состоящие из металлических и неметаллических компонентов, что позволяет проводить легирование в большом диапазоне.
- Плавленые не содержат металлических компонентов, поэтому возможности легирования ограничены десятыми долями процента. По сравнению с керамическими видами эти флюсы дешевле, лучше защищают, со швов легче отделяется шлак. Плавлеными флюсами с высоким содержанием кремния пользуются при нанесении слоев из углеродистых, низколегированных сортов стали.
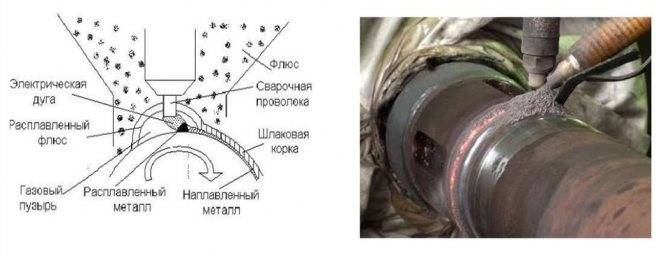
Наплавка под слоем флюса
Наплавку металла под флюсом проводят сварочной проволокой без покрытия. Диаметр (1 — 6 мм) определяют по толщине создаваемого слоя, формы валиков, габаритов деталей. Чтобы увеличить производительность, восстановление ведут ленточными электродами шириной до 10 см или одновременно двумя проволоками с подачей разными механизмами.






Восстановление выполняют на постоянном токе с обратной полярностью. На круглых деталях валики располагают с шагом 2 — 6 диаметра проволоки. Для уменьшения деформации на плоской поверхности наплавку ведут через валик или поочередно на разных участках.
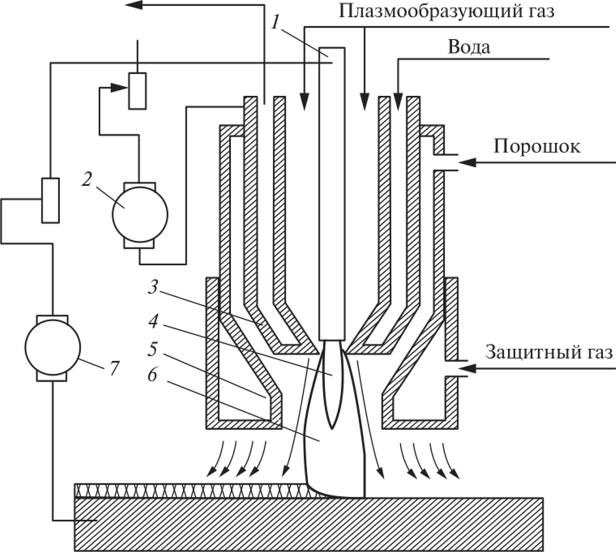
Особенности технологического процесса
Кроме порошковых материалов и проволоки для наплавки используют металлические ленты и прутки, спецшнуры с порошковым металлом в составе. Нагрев и расплавление присадки обеспечивает плазменная дуга, ее получение зависит от типа компоновки.
- Закрытую струю плазмы используют для металлизации (напыление) и закалки металла. В качестве анода выбирают сопло или горелку, которые формируют широкий поток небольшой интенсивности. К недостаткам компоновки можно отнести высокую теплоотдачу с медленным прогреванием основы.
- Для получения открытого плазменного потока анодом служит само изделие либо проволока. Открытую струю применяют для создания защитного слоя или резки металлических изделий. Этот тип компоновки вызывает сильный и быстрый разогрев поверхности детали с расположенным над ней температурным пиком.
- При комбинированном способе выполняют плазменно-порошковое напыление. Плазменная наплавка реализуется одновременным разжиганием двух дуг – открытой (зона подачи порошка) и закрытой (зона жесткой присадки).
Плазменная наплавка выполняется по двум технологиям. При первом способе поток ионизированного газа захватывает порошковую смесь, чтобы доставить ее к зоне наплавления. При втором способе присадочный материал в виде ленты, проволоки, прутка вводят внутрь плазменного потока.
Для образования плазмы применяют подачу воздуха или пара, кислорода, водорода, гелия, азота, аргона. Выбор гелия и аргона в качестве газообразующей основы для плазмотрона улучшают сваривание основы с присадкой.
Этапы
Примерная схема технологического процесса:
- проверка и зачистка поверхности, на которую будет наплавлен усиливающий слой;
- подбор и установка требуемых параметров автоматического оборудования;
- включение подачи воды, охлаждающей плазменную головку (без возбуждения дуги);
- включение и установка параметров подачи защитной газовой смеси;
- установление необходимых величин тока для дуг (вспомогательная и основная);
- включение источника питания (сварочного генератора);
- возбуждение дуги неплавящегося электрода по направлению к каналу сопла;
- после регулирования устойчивости горения дуги подается проволока присадки;
- автоматическое возбуждение второй дуги между проволокой и электродом.
В результате этих манипуляций стартует процесс плавления присадочного материала, подаваемого затем на поверхность детали для создания наплавочных слоев по месту образования сварочной ванны. Выключение наплавки происходит путем остановки автомата либо прекращения перемещения изделия при одновременном выключении механизма, подающего проволоку. Подбирая присадочный материал, нужно учитывать, что он должен обладать ничтожным сопротивлением по отношению к потоку плазмы.

Сущность восстановления сваркой и наплавкой
Оба метода основаны на тепловом воздействии, отличаются только настройки используемого оборудования. Наплавка ― это нанесение на поверхность деталей слоя из сплава основного и присадочного металла. Наплавкой восстанавливают не только геометрические размеры, но также наносят покрытия для повышения жаростойкости, прочности, износоустойчивости и т. д. Процедура выполнятся на поверхности любой формы― от плоской до конической и сферической.
Сварка ― это процесс создания соединения металлических элементов методом плавления или давления. Этим способом заделывают трещины, сколы, отверстия от пробоин, крепят отломившиеся элементы. С такими повреждениями рам, поддонов, кузовов, обоих мостов постоянно сталкиваются при ремонте автомобилей. Сварку также применяют совместно с другими восстановительными процедурами.
Для качественного восстановления деталей сваркой и наплавкой необходимо:
- не допускать сильного смешивания основного металла с наносимым;
- плавить основной металл на минимальную глубину;
- не делать больших припусков на последующую обработку;
- принимать меры по снижению остаточных напряжений и деформации.