Вопрос 2. Основные узлы токарного станка и их назначение.
Станина 29
— массивное чугунное основание, где смонтированы основные механизмы станка. Верхняя часть станины состоит из двух призматических и двух плоских направляющих, по которым передвигаются задняя бабка и суппорт. Станина закреплена на двух тумбах.
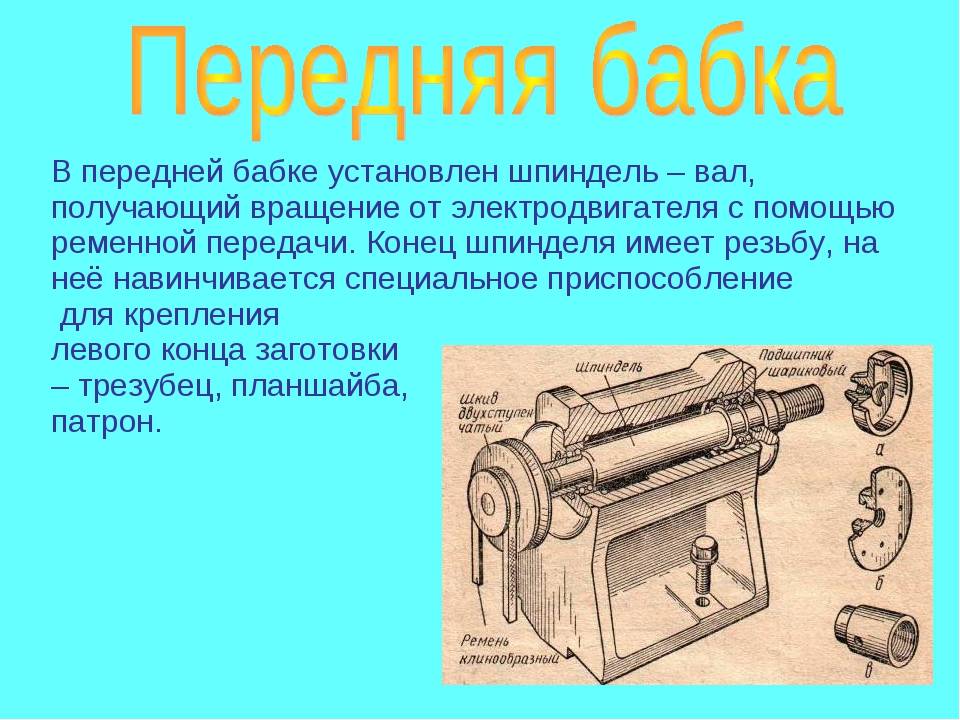
Передняя (шпиндельная) бабка
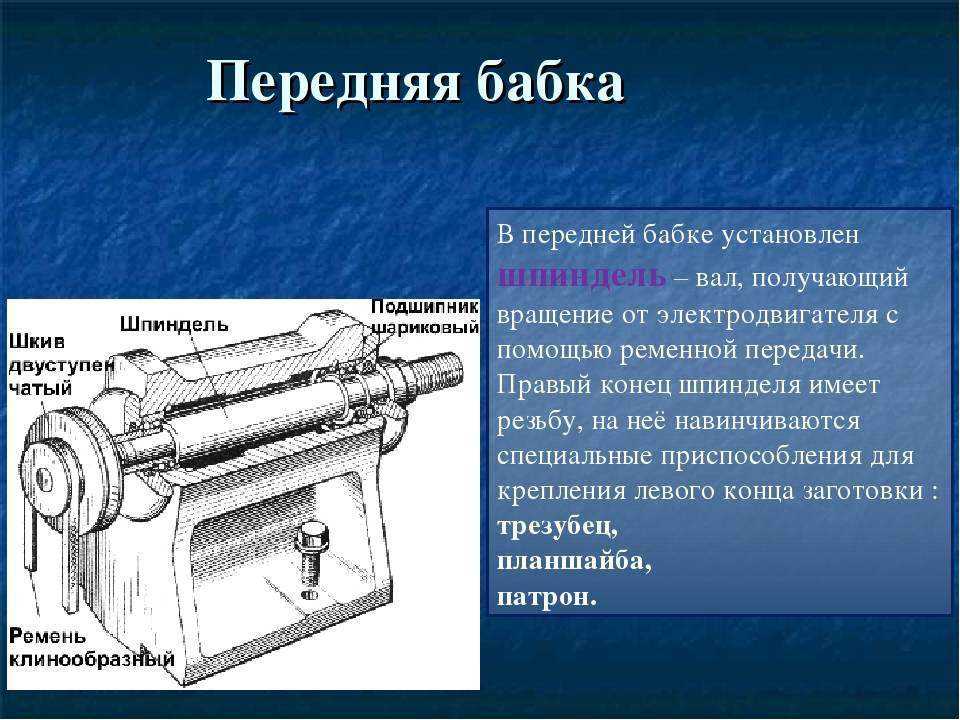
1 с коробкой скоростей крепится на левом конце станины. В ней размещена коробка скоростей и шпиндель, которые сообщают заготовке главное движение, а инструменту – движение подачи при выбранной глубине резания.
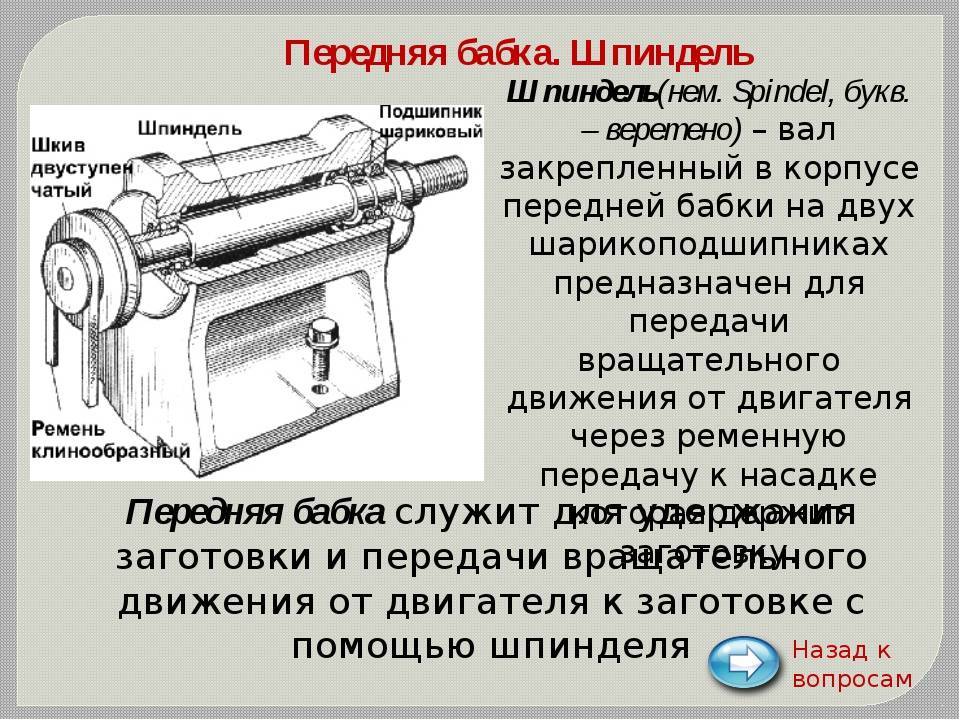
Шпиндель
7 служит для крепления заготовки с помощью приспособлений и сообщения ей вращательного движения. Вал шпинделя делается полым для размещения в нем обрабатываемого прутка. Передний конец шпинделя имеет конусное отверстие, в которое при необходимости устанавливается центр. К торцу шпинделя крепится на резьбе или болтами кулачковый или поводковый патрон для закрепления обрабатываемых заготовок.
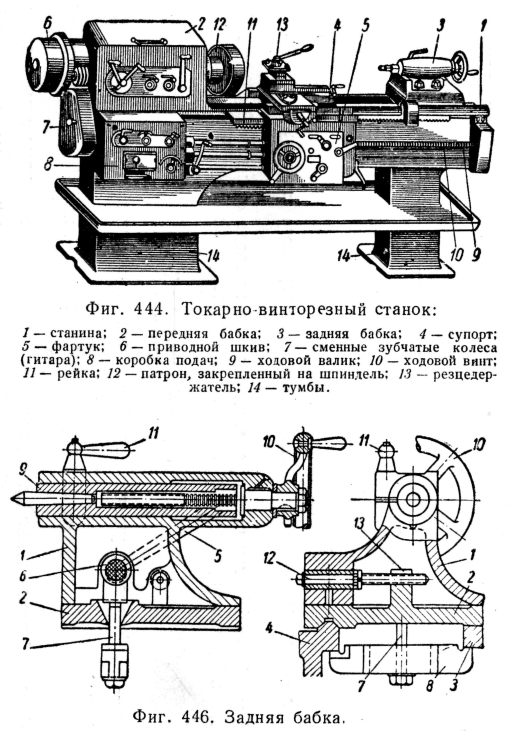
Токарно-винторезный станок модели 1К62: 1 – передняя (шпиндельная) бабка; 2, 3, 4, 5 – рукоятки; 6 – коробка скоростей; 7 – шпиндель; 8 – продольные салазки (каретка); 9 – поперечные салазки; 10 – резцедержатель; 11 – рукоятка; 12 – поворотный суппорт; 13 – рукоятка; 14 – пиноль; 15 – задняя бабка; 16 – переключатель; 17 – маховик; 18 – направляющие станины; 19 – ходовой винт; 20 – ходовой вал; 21, 22 – рукоятки; 23 – кнопки; 24 – рукоятка; 25 – фартук; 26, 27 – маховики; 28 – рукоятка; 29 – станина; 30 – рукоятка; 32 – коробка подач; 33 – рукоятка; 34 – гитара
Коробка скоростей
6 обеспечивает 24 различных числа оборотов шпинделя в минуту. На передней панели коробки скоростей расположены рукоятки 2, 5 для установки числа оборотов шпинделя, рукоятка 3 установки числа заходов резьбы и рукоятка 4 установки правой и левой резьбы.
Коробка подач
32 расположена на передней стороне станины под передней бабкой. Она обеспечивает получение необходимой величины подачи инструмента или шага нарезаемой резьбы с помощью рукояток 30, 33. Передача к коробке подач осуществляется от шпинделя через гитару 34 со сменными зубчатыми колесами. Далее движение через ходовой вал 20 (при точении) или ходовой винт 19 (при нарезании резьбы) передается на суппорт.
Гитара 34
предназначена для настройки станка на требуемую величину подачи или шаг нарезаемой резьбы путем установки соответствующих сменных зубчатых колес.
Суппорт
состоит из каретки 8, которая перемещается по направляющим 18 станины, фартука, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта, механизма поперечных салазок, механизма резцовых (верхних) салазок, механизма резцедержателя.
Поперечные салазки 9 перемещаются по направляющим продольных салазок при поперечной подаче. На поперечных салазках расположен верхний поворотный суппорт 12 с резцедержателем 10. Верхний суппорт используется при обтачивании конических поверхностей. Для этого его поворачивают на необходимый угол. Подачу суппорта осуществляют рукояткой 13.
Резцедержатель
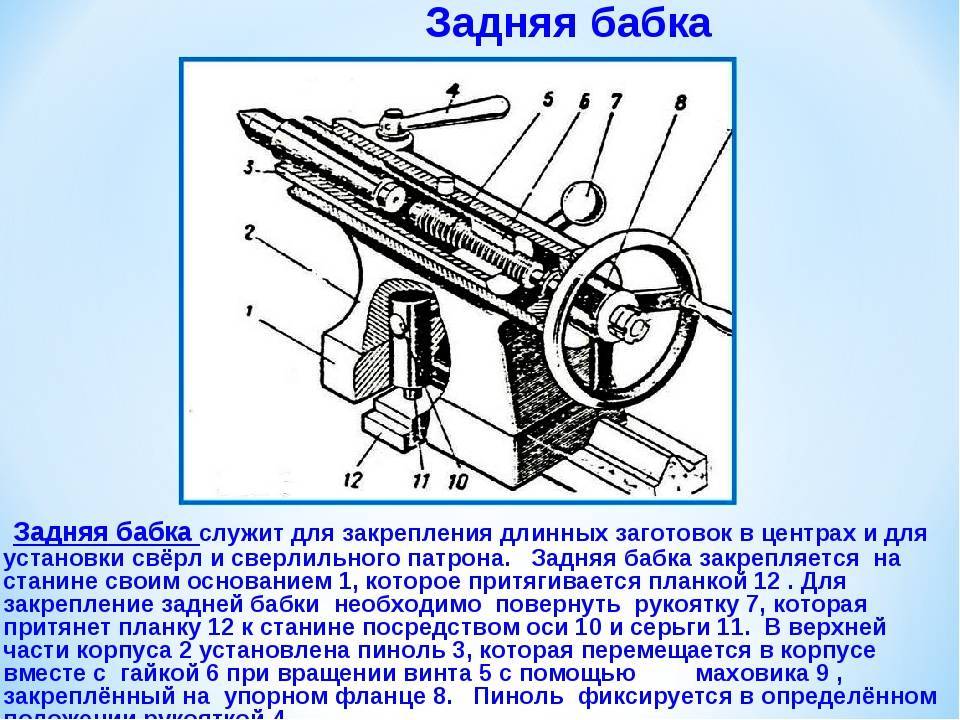
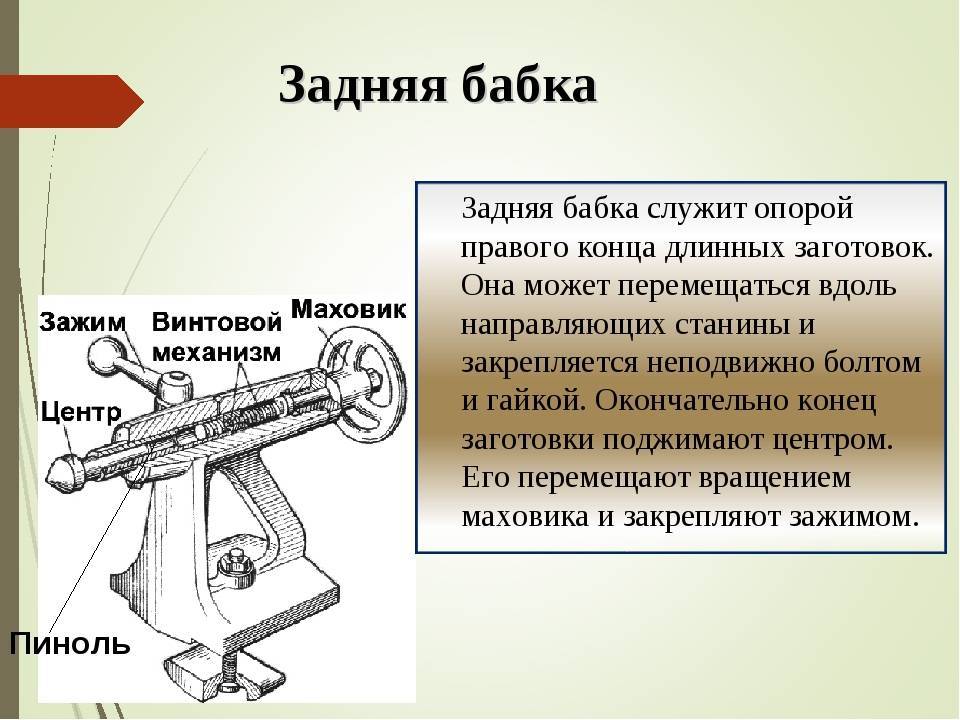
10 служит для установки и крепления резцов. Он имеет четыре позиции, что позволяет установить одновременно четыре инструмента и менять их, поворачивая резцедержатель рукояткой 11.Фартук 25 крепится к каретке суппорта. В нем расположен механизм, при помощи которого вращательное движение ходового вала 20 или ходового винта 19 преобразуется в поступательное прямолинейное (продольное или поперечное) движение суппорта. Рукоятка 24 служит для включения маточной гайки (при нарезании резьбы).Задняя бабка 15 служит для поддержания обрабатываемой заготовки при работе в центрах, а также для закрепления сверл и других инструментов при обработке осевых отверстий. Корпус задней бабки установлен на направляющих станины и может по ним перемещаться. В отверстии корпуса имеется пиноль 14, которая выдвигается с помощью маховика 17. Корпус задней бабки смещается относительно ее основания в поперечном направлении, что необходимо при обтачивании наружных конических поверхностей.
Электрооборудование станка размещено в шкафу. Включение и выключение электродвигателя, пуск и остановка станка, управление коробкой скоростей и коробкой подач, управление механизмом фартука и т. д. производится соответствующими органами управления (рукоятками, кнопками, маховичками).
Приспособления для крепления деревянной заготовки
Наиболее часто употребляемое приспособление для крепления болванки — поводковый патрон. Чаще всего для токарных работ по дереву используется два вида таких приспособлений.
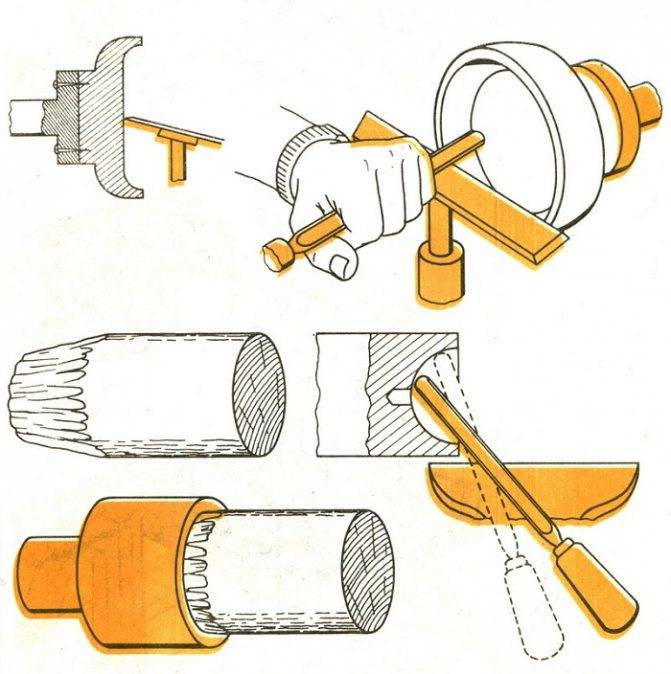
Схема патрона с зубцами
Первый вариант такого устройства — патрон с зубцами. Крепится заготовка в таком приспособлении следующим образом: следует просверлить небольшое отверстие в отмеченном центре болванки, вставить в него центральный зуб патрона, конечно, предварительно сняв его (патрон) со шпинделя, после чего следует слегка ударить по хвостовику приспособления, тем самым вгоняя остальные зубцы в древесину.
Таким способом размечается место установки болванки в патрон. Устанавливаем его на шпиндель, после чего устанавливаем заготовку согласно разметке, поджимаем пинолью задней бабки — можно начинать точение дерева.
Второй вариант поводкового крепления деревянной болванки — использование планшайбы. Такое приспособление представляет собой металлический круглый диск. В середине расположено отверстие для надевания и крепления на шпинделе токарного станка.
По всей площади диска в правильном порядке располагаются сквозные отверстия. Через эти отверстия болтами или шурупами (саморезами) заготовка и крепится к планшайбе. Предварительно нужно отметить центр заготовки, а потом её устанавливать. Без использования планшайбы не обойтись, когда требуется точение дерева торца заготовки, и задней бабкой для упора уже не воспользоваться.
https://youtube.com/watch?v=_51wgZE_cDA
Регулировка и ремонт задней бабки
Первоначальная регулировка данного элемента производиться специалистами на заводе. Длительная эксплуатация приводит к нарушению этих регулировок. Это ухудшает показатели точности обработки. Поэтому необходимо периодически проводить регулировку. Она направлена на возвращение параметров узла в исходное положение. Регулировка включат следующие операции:




- величины люфта образовавшегося между направляющими станины и основанием узла;
- минимальных зазоров в передних и задних подшипниках крепления пиноли (для моделей у которых пиноль вращается);
- устранение возникшего смещения центра относительно шпинделя.
Для проверки в шпинделе зажимают стальной вал диаметром, например 100 мм и длиной около 500 мм. С другой стороны его зажимают пинолью. Величина выбранного вала зависит от характеристик станка. На направляющих станины устанавливают специальную стойку, снабжённую индикаторной головкой. Её перемещают вдоль установленной болванки и производят измерения параметра смещения. При необходимости производят регулировку положения центра упора.

Периодичность проверки, порядок регулировки указаны в паспорте каждого станка. Опыт профессионалов показывает, что целесообразно проводить такие проверки один раз в полгода. Нарушение параметров, выход из строя превращает агрегат в токарный станок без задней балки. Проведение плановых профилактических осмотров на предприятиях проводят опытные наладчики. Они могут квалифицированно определить изменение параметров и появившиеся неисправности.
После проверки может возникнуть необходимость на проведение восстановительных или ремонтных работ. Ремонт задней бабки токарного станка позволяет устранить неисправности и восстановить следующие параметры:
- точность стыковки станины с корпусом узла;
- высоту расположения шпинделя и пиноли.
Методика работы для начинающих
Неопытные мастера допускают несколько основных ошибок при работе на токарном станке по дереву
При этом важно, что каждый метод работы имеет свои нюансы и опытный специалист их знает
При креплении между двумя центрами
Это один из наиболее популярных методов работы на токарном станке. Он заключается в вытачивании детали, которая закреплена между передней и задней бабкой. Так можно изготовить различные изделия даже большого размера. Это оптимальный метод для начинающих мастеров.

Обтачивание до цилиндрической формы
Для этой работы понадобится полукруглый резец с ровной режущей кромкой для выравнивания поверхности детали. Начинать работу мастер должен с одного окна заготовки и продолжать постепенно без сильного нажима снимать лишний материал. При выполнении этой операции не следует торопиться, а в результате должен получиться ровный цилиндр желаемого диаметра.
Выравнивание плоским резцом
Это следующий этап работы. Токарный станок необходимо отключить, пододвинуть подручник ближе, поскольку размеры детали изменились. Полотно резца должно опираться на подручник и придерживаться одной рукой. Вторая держит ручку, а инструмент держит так, чтобы он противодействовал вращению.
Использование отрезного резца
Этот вариант применяется, если деталь надо отрезать от заготовки. Срез получается ровным и не требует дополнительной шлифовки. Перед тем, как делать срез необходимо карандашом поставить метку на детали. Тогда можно не ошибиться при отрезании.

Выполнение декоративных элементов
Для украшения мастер использует декоративные элементы. На токарном станке чаще всего делают валик и желобок. Между этими деталями делают цилиндрический пояс. При комбинации этих декоративных элементов можно вытачивать практически любые предметы из дерева, начиная от простейших карнизов и заканчивая сложными элементами мебели.
Точим дерево на станке при зажиме с одного конца
Эта методика работы требует особого подхода. Чтобы заготовка держалась используют держатели нескольких видов, а также комбинированные.
Вытачивание полостей
Перед тем, как создать полость в детали, необходимо выполнить ее черновую обработку. Для вытачивания полостей со станка снимают опорную бабку. Заготовку устанавливают в фиксатор передней бабки. Полость вытачивают при помощи полукруглого резца.
Как правильно выполнить шлифовку
Чаще всего детали, обработанные на токарном станке, дополнительной шлифовки не требуют. Но иногда шлифовка требуется. В таком случае следует снять подручник и взять полоску мелкозернистой наждачной бумаги. Оборудование нужно включить на малых оборотах.
Декорирование детали
Для завершения отделки необходимо убрать резцедержатель и снизу обработать изделие мелкой шкуркой. Поворачивать шкурку необходимо крест-накрест. Чтобы изделие красиво смотрелось, его необходимо обработать парафином или воском во время движения.
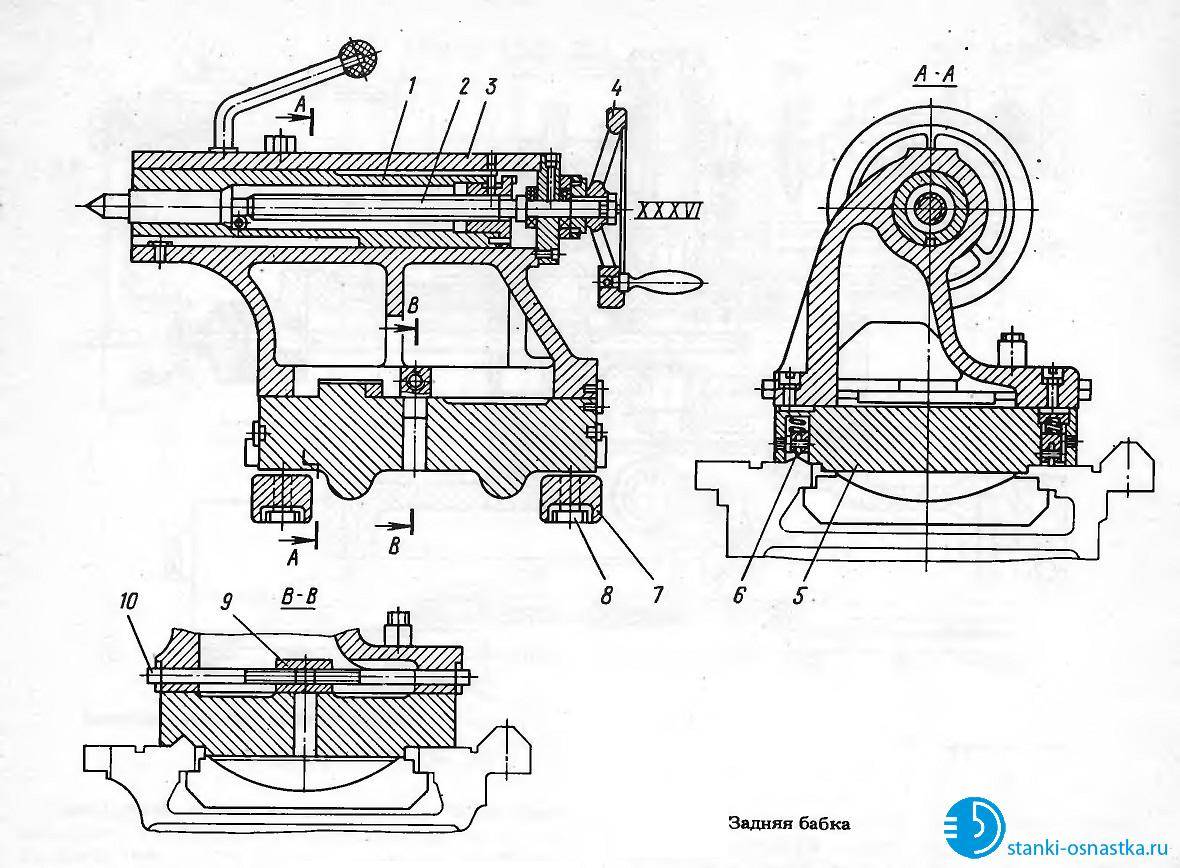
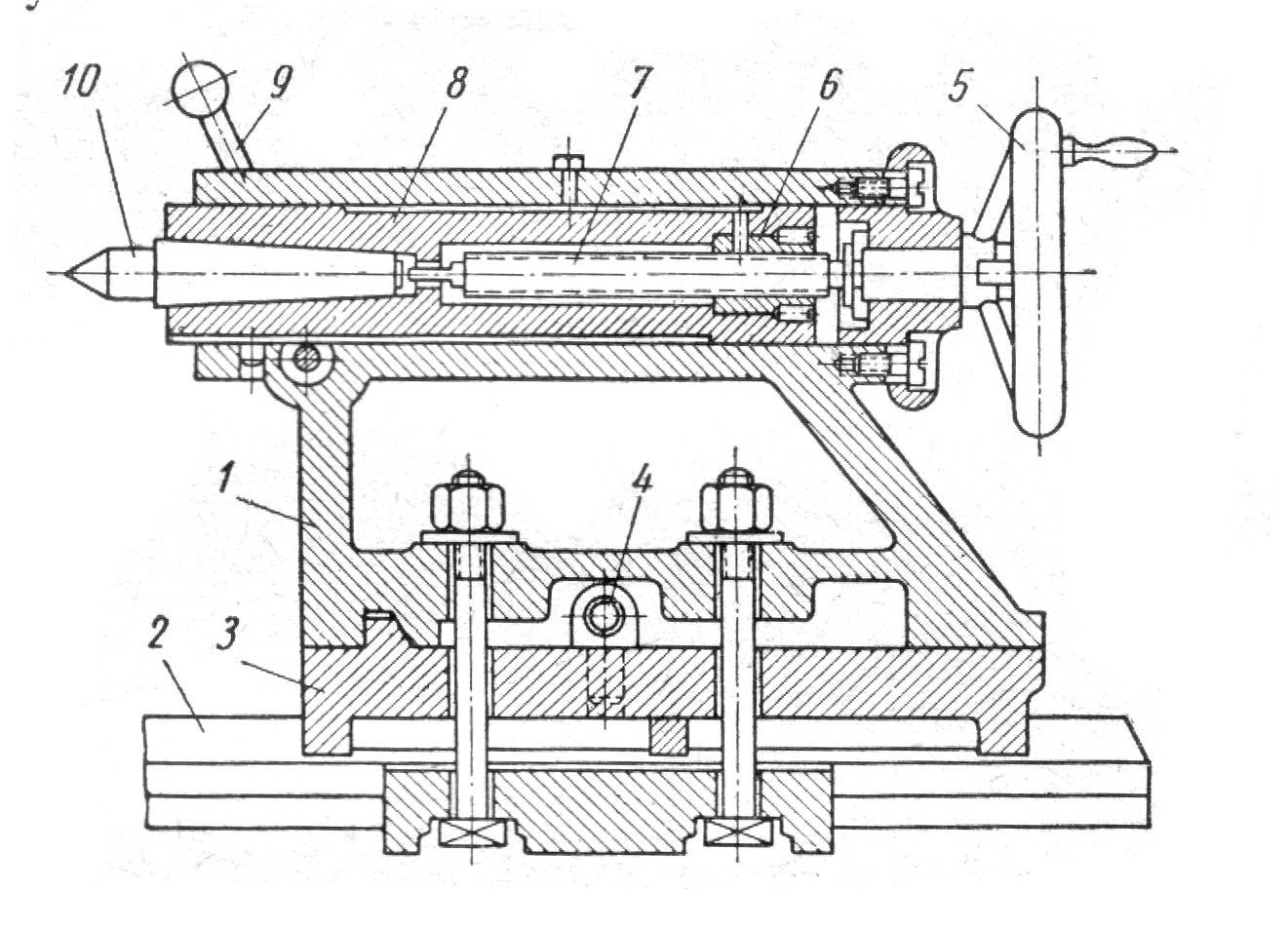
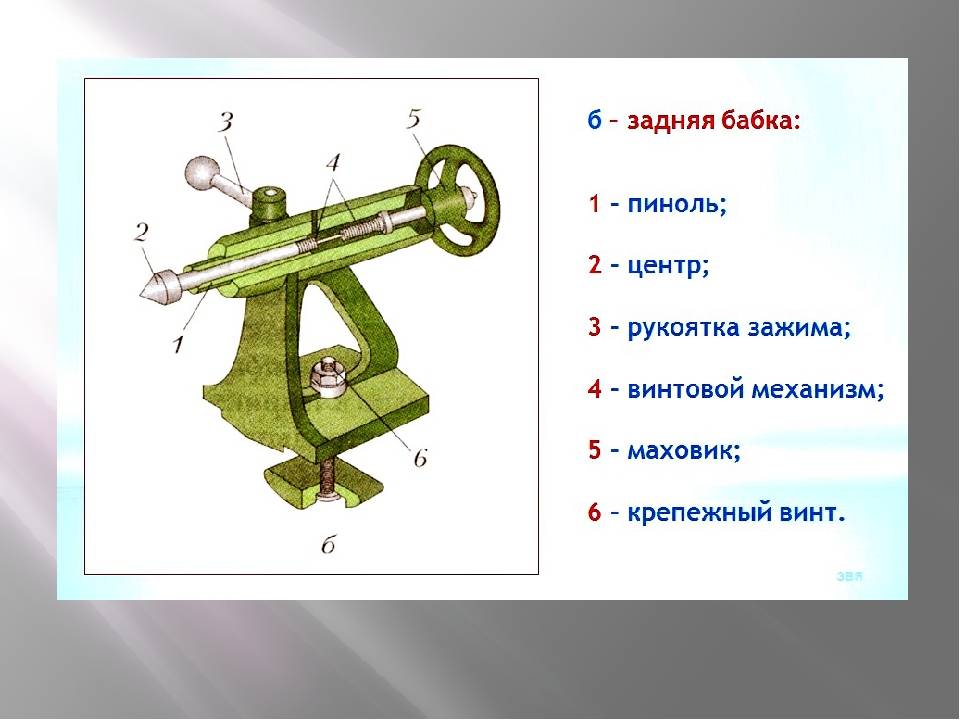
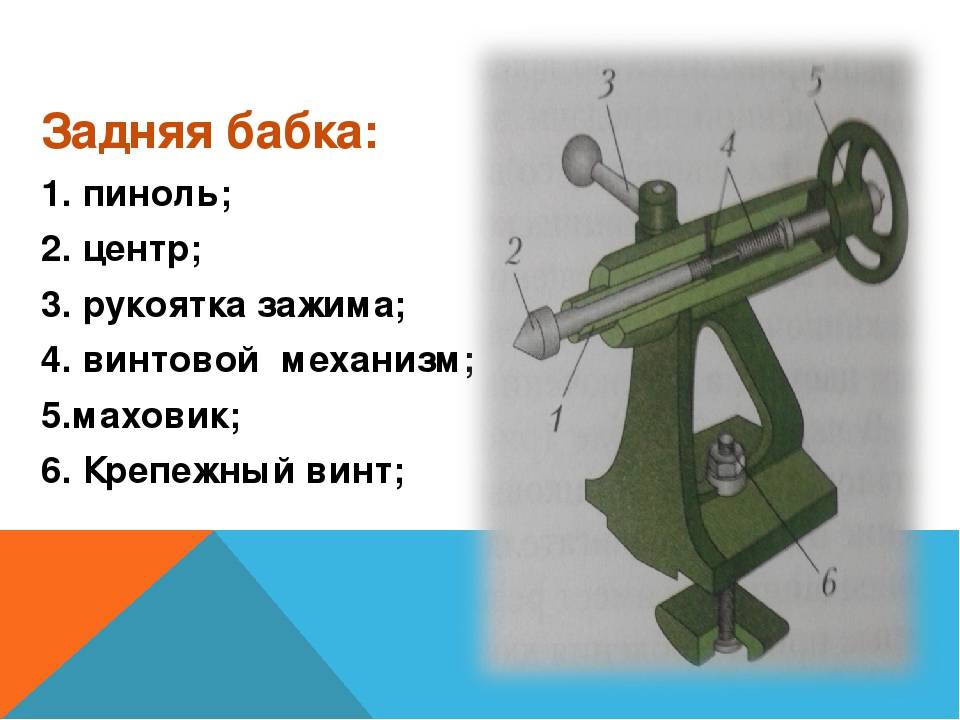
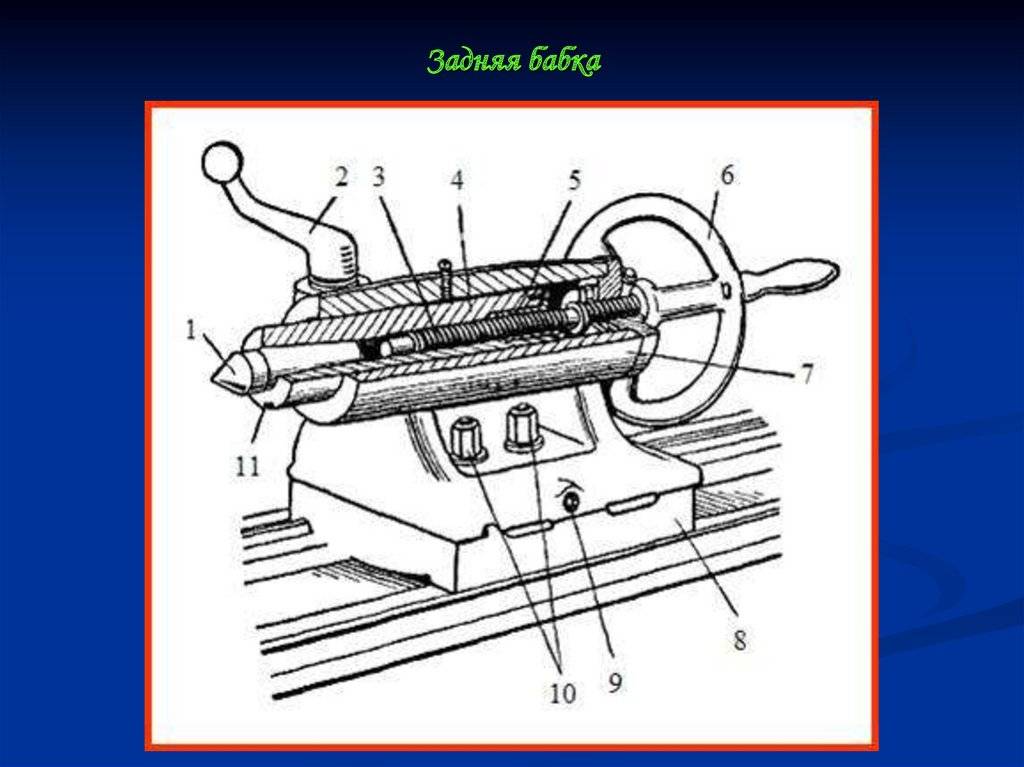
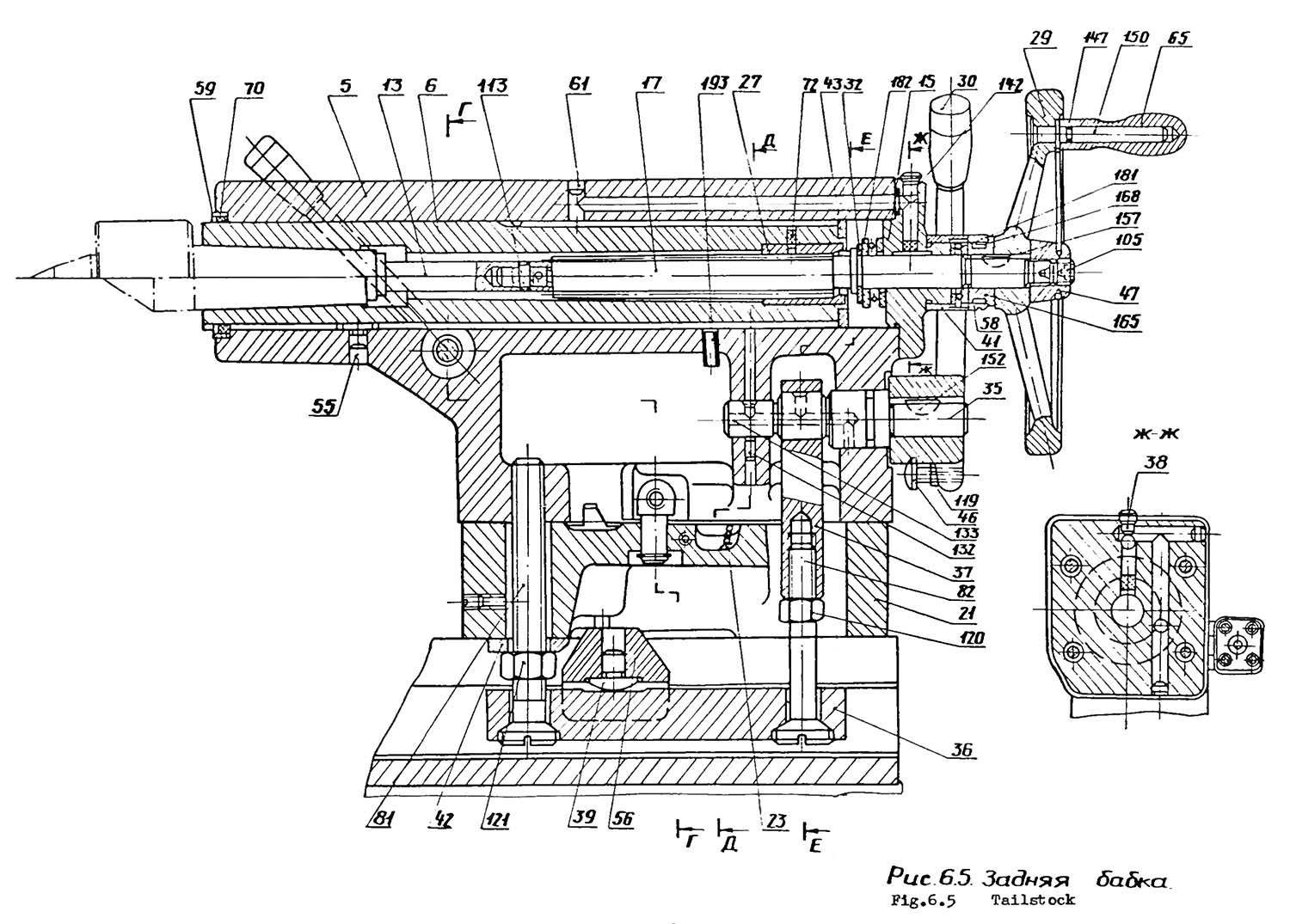
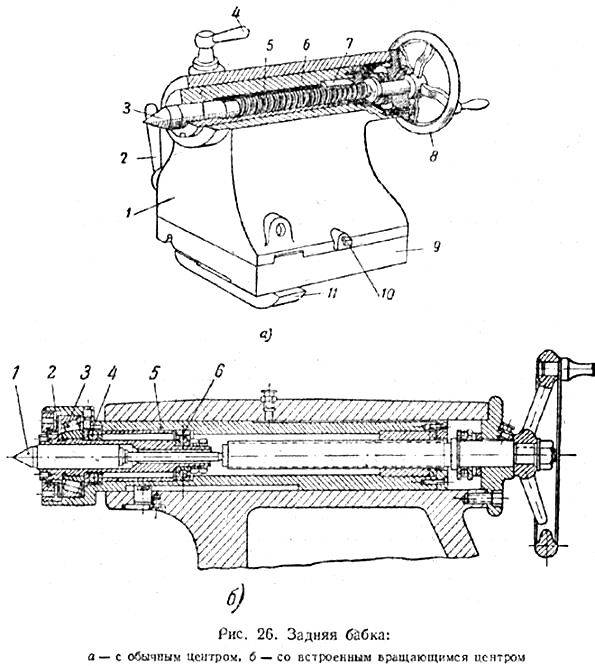
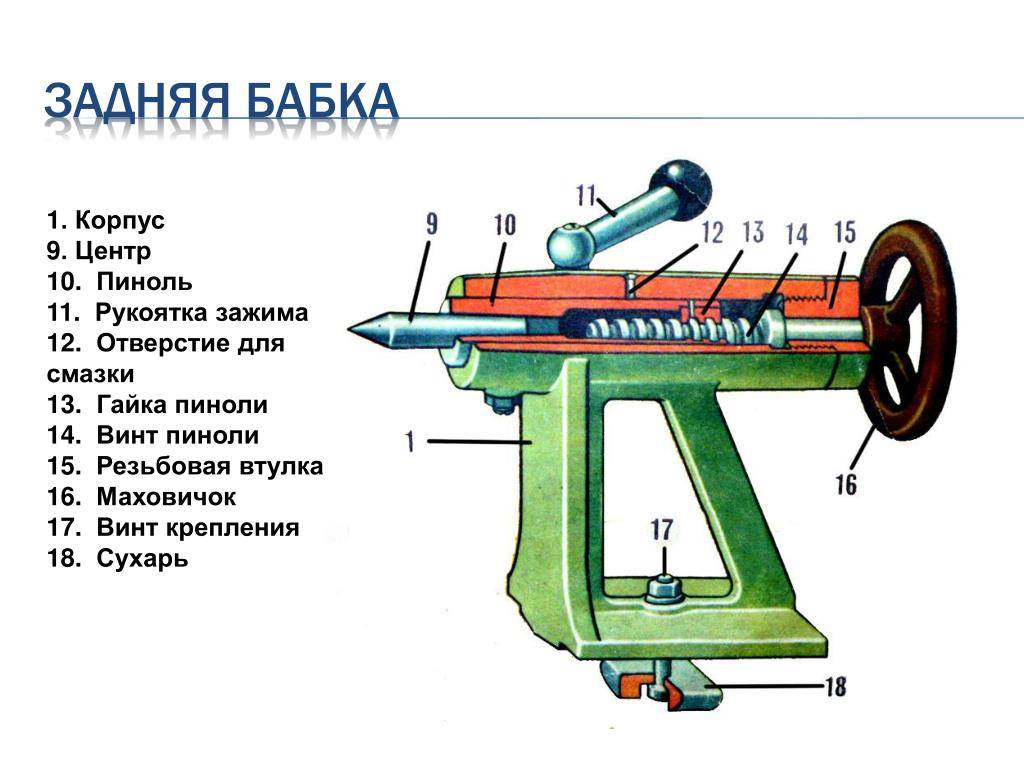
Задняя бабка
Опорный узел, предназначенный для поддержания заготовки соосно со шпиндельной головкой, называется задней бабкой. В состав задней бабки входит пиноль – подвижное устройство, перемещаемое вдоль оси заготовки при помощи винта, приводимого в движение маховиком подачи.
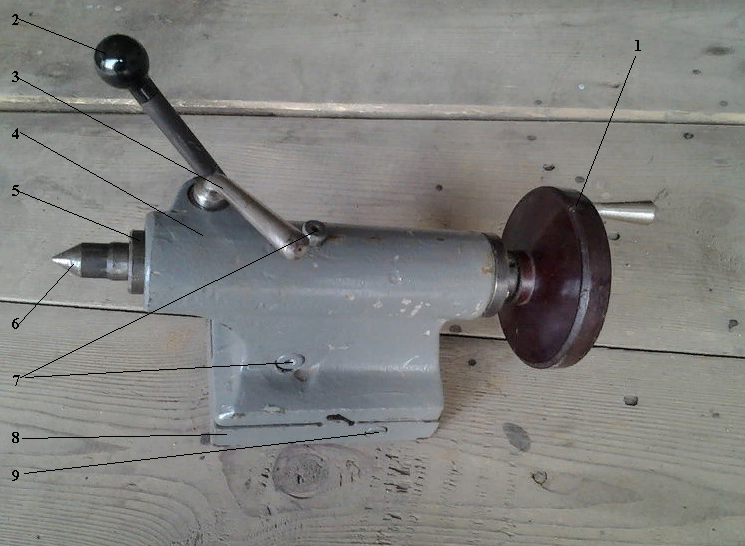
Цифрами обозначены:
- Маховик подачи.
- Рычаг эксцентриков фиксации корпуса.
- Фиксатор пиноли.
- Корпус задней бабки.
- Пиноль.
- Центр.
- Технологические отверстия.
- Основание корпуса.
- Болт поперечного перемещения корпуса.
Перед началом работы рекомендуется сдвинуть заднюю бабку в сторону шпинделя и проверить их соосность визуально. В случае возникновения сомнений, в шпиндельной головке зажимают один конец тестировочного стержня (заготовки), а центром сдвинутой на свое место задней бабки подпирают второй конец. Затем по направляющим станины передвигают по всей длине стержня жестко закрепленный микрометр. Щуп прибора должен касаться стержня – так проверяется осевое биение заготовки. Если биение существует, то под основание задней бабки подкладывают тонкие регулировочные пластины, стремясь свести осевое биение к минимальным значениям или к нулю.
Задняя бабка может выполнять не только функции опорного элемента, но и быть держателем некоторых видов инструмента. Сверло, метчик, проходной резец для внутренней обработки – многие из этих предметов могут быть закреплены в пиноли.
Внутренняя часть пиноли обработана под конус Морзе, поэтому и хвостовики инструмента должны быть иметь этот конус. Конструкция задней бабки сделана так, что при вращении назад, пиноль втягивается в корпус на определенную глубину. В это время в торец инструмента, вставленного в пиноль, упирается торец двигающего ее винта. Таким способом инструмент выталкивается из пиноли.
Простота конструкции задней бабки не отменяет необходимости ее регулировки, настройки или ремонта.
После длительной эксплуатации или по мере необходимости проводят ревизию задней бабки. В случае проведения ремонта, после выполнения всех необходимых работ или замены деталей, проводят регулировку задней бабки, которая называется юстировкой.






При любых работах по регулировке и настройке металлорежущих станков не применяются регулировочные пластины из дерева из-за их мягкости.
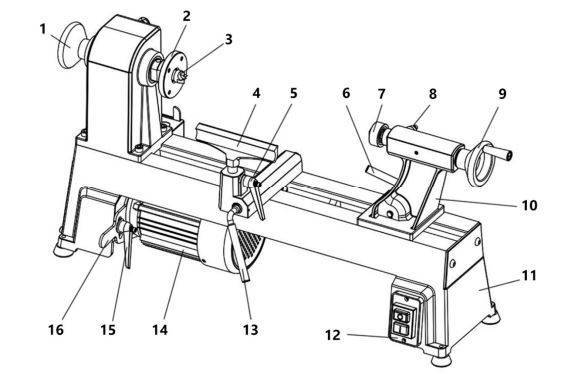
Главные узлы станка
Категорически не рекомендуется приступать к изготовлению какого-либо агрегата, не понимая принципов работы каждой его составной части и узла, не представляя себе величину и направление действия нагрузок, обоснованности тех или иных технических требований. Из каких элементов состоит токарный станок?
- Станина. Несмотря на кажущуюся простоту, это самый важный элемент токарного станка по дереву, к нему в дальнейшем крепятся все остальные узлы. Если станина не может выдерживать действующие во время работы усилия, то не стоит надеяться не только на получение качественных изделий, но и на безопасность работы. Станина не должна колебаться или дрожать, первоначальные параметры прочности не должны ухудшаться весь период эксплуатации. Если вы делаете станину из пиломатериалов, то надо выбирать только самые прочные их виды, не допускать даже минимальных люфтов и зазоров между отдельными частями. Дерево — довольно мягкий материал, и зазоры позволяют элементам двигаться и накапливать кинетическую энергию. Величина кинетических усилий в разы превышает значения статических, как следствие – дальнейшее увеличение зазоров, уменьшение прочности станины вплоть до ее полного разрушения. Мы рассмотрим два варианта станины: из дерева и металла. Металлический вариант намного прочнее, безопаснее и долговечнее.
Станина — важный элемент токарного станка
- Передняя бабка. Узел выполняет две задачи: придает заготовке вращательное движение и удерживает ее в заданном начальном положении. Для мини токарных станков по дереву привод требуется не очень мощный, могут использоваться электрические двигатели от бытовых приборов, дрельки или специальные однофазные минидвигатели. Передняя бабка фиксируется к станине неподвижно, за счет этого увеличивается надежность оборудования.
Передняя бабка
- Задняя бабка. Назначение – удерживать вращающуюся заготовку в горизонтальном положении и при этом создавать минимум сопротивления. С деревянной заготовкой может контактировать острый конус или трезубец, конус часто не имеет подшипников, а трезубец должен садиться только на подшипник. Второй вариант предпочтительнее, и установить подшипник на заднюю бабку несложно. Почему? Если поддерживающий заготовку конус не вращается в бабке, а скользит только внутри детали, то со временем отверстие в дереве увеличивается, во время точения дерево шатается. Как следствие – качество обработки поверхностей крайне низкое, в некоторых случаях возникают аварийные ситуации, деталь вырывается и может травмировать рабочего. Профессионалы для улучшения качества и повышения безопасности работы рекомендуют в задней бабке устанавливать фиксирующий трезубец и крепить его к бабке при помощи подшипника. Задняя бабка подвижная, за счет этого в станок устанавливаются детали различной длины. Подвижность выдвигает жесткие требования к прочности и прочности всех отдельных элементов узла.
Так выглядит задняя бабка токарного станка
- Подручник (упор для резцов). Профессионалы настоятельно рекомендуют его устанавливать на всех без исключения станках по дереву вне зависимости от размеров и мощности. Это специальное устройство, о которое упирается резец во время точения. Инструмент должен лежать устойчиво и без вибраций, в противном случае качество вытачиваемых деталей будет очень далеким от ожидаемого. Кроме того, возникает вероятность вырывания режущего инструмента, что чревато очень серьезными травмами. Упор для резцов должен иметь регулировки по горизонтали и вертикали, с учетом размеров заготовок он приближается или удаляется от оси вращения.
Подручник для токарного станка
- Узел управления. Имеется в виду пульт включения/выключения. Имейте в виду, что большинство автоматов имеет пружинные контакты. Их надо надежно защищать от попадания пыли, в противном случае электрическая арматура перестает функционировать. Необходимо разбирать корпус и тщательно очищать внутренние детали от пыли и стружки.
Узел управления располагается возле передней бабки
Мы специально дали полный перечень частей с описанием их функций, теперь вы можете принимать взвешенные решения об упрощении конструкций с сохранением их функциональности.
Устройство стандартного токарного станка
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя. Он должен равномерно и легко вращаться.
Назначение и характеристики токарного станка
Современные производители предлагают токарное оборудование, способное выполнять многие обрабатывающие операции. В зависимости от их перечня определяется назначение агрегата. К основным характеристикам станков для обработки древесины относятся:
- мощность установленного двигателя;
- вес всего станка;
- размеры;
- перечень допустимого режущего инструмента;
- количество возможных операций обработки;
- максимальный размер обрабатываемой детали;
- наличие средств автоматизации и программного управления.
Каждый из типов станков обеспечивает определённую отрасль промышленности. При необходимости изготовления большого числа однотипных деталей из дерева, их производство возлагается на специализированные токарные автоматы и станки с числовым программным управлением.
Устройство токарного станка по дереву
Идеей собрать свой токарник по дереву рано или поздно начинает болеть практически каждый мастер. Кто-то приходит к этому самостоятельно, после долгих расчетов и раздумий, а кто-то вспоминает детство, и школьную мастерскую там ведь тоже были станки по дереву. Да и сложного, в том, чтобы собрать деревообрабатывающий станок по образу и подобию школьного нет. Ведь материал в виде отрезков труб в гараже найдется уж точно.
Первым делом стоит вспомнить все основные части конструкции того самого, школьного станка по дереву. Деталей здесь вроде и немного, но каждая из них выполняет определенную роль, без которой все превращается в груду металлолома.
Основой любого станка выступает станина. Это массивное основание, на котором крепится все остальное оборудование. Станина должна быть максимально прочной и жесткой, во время работы она должна выдерживать большие нагрузки не только в виде массивной заготовки, но и в виде вибрации и действия разнонаправленных сил при обработке деревянной заготовки.
Передняя бабка токарного станка представляет собой устройство, в котором устанавливается приводной вал. С одной стороны вала устанавливается устройство зажима заготовки – токарный самоцентрирующийся патрон, планшайба или устройство, на которое навинчивается или набивается заготовка из дерева. С другой стороны токарного вала крепится ведущая шестерня, шкив с одним или несколькими ручьями для ременной передачи. Токарный вал должен обеспечивать вращательное движение со скоростью до 3000 оборотов, для бытовых нужд этого достаточно. Поэтому токарный вал обычно устанавливается на подшипниках или втулках
Ось вала является основной осью токарного станка, и чем выше вал над станиной, тем больше диаметр заготовки можно обрабатывать. Обработка деталей на станке осуществляется при помощи ручных резцов, а учитывая скорость вращения вала, неосторожное прикосновение к шкиву или ремням может повлечь травму, поэтому передний узел обязательно закрывается защитным экраном или кожухом. Жесткое крепление защиты к передней бабке обязательное условие безопасной работы
С противоположной стороны устанавливается задняя бабка. Это жесткий упор, с конусом-центром, который находится точно по оси токарного вала. Центр может двигаться вдоль оси для закрепления заготовки. Чтобы зафиксировать положение центра, нужно предусмотреть механизм его фиксации.
Во время работы на токарнике используются ручные резцы. Для того чтобы не держать их на весу между передней и задней бабкой устанавливается подручник – упор под резцы.
Для вращения рабочего вала устанавливается привод, это может быть электродвигатель с прямой или ременной передачей, а может быть и привод от мускульной силы. Кстати, первые токарные станки по дереву были именно с ручным приводом – по типу лучковой пилы, это потом, они были вытеснены ножным приводом.
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
- Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
- Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
- Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
- Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
- Направляющие аппарата достаточно прочны, предельно точны и долговечны. Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
- Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
- Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
- Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
- Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
- В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
- Есть предохранитель, который препятствует перегрузкам механизма подач.
- Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.
- Скоростями устройства можно управлять мнемонически.
- Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
- Ходовой винт автоматически смазывается при формировании нарезки.
- Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.

Рекомендуем изучить видео обзор по рукояткам управления:




Конструкция шпинделя
самодельная передняя бабка из металла
Название детали пошло от немецкого «веретено». Это вал, оснащенный устройством для крепежа обрабатываемой заготовки. Вал, как правило, выполняется с отверстием для обработки прутов или выталкивания середины с помощью наконечника из меди.
Шейка шпинделя сделана в форме цилиндра или конуса, который вставляется в подшипники, расположенные в кожухе.
Выпирающий конец содержит резьбу для крепления зажимного патрона. Открытому концу шпинделя придается коническая форма
При изготовлении этой детали особое внимание уделяется точности резьбы и отрезка в форме конуса или цилиндра, бурта
В идеальном состоянии должны содержаться поясок и конус, необходимо полное совпадение с осью кручения шпинделя. Иначе центр или закрепленный патрон будет «бить», то есть обработка заготовки сразу пойдет неверно, сделать это достаточно сложно.
Если «бьет» установленная середина, нужно отшлифовать ее, не убирая из станка. До начала работы на токарном станке после капремонта или покупки нужно проконтролировать состояние центра. В некоторых станках (сверлильных, расточных, фрезерных) длина шпинделя регулируется особым механизмом своими руками.
Что можно делать с помощью токарного станка
Ещё на стадии проектирования станка можно предусмотреть токарные приставки для дрели. Одной из них может быть копир. Он применяется для того чтобы в точности по образцу повторить все фигурные резы на деревянном цилиндре. Проблемой бывает перемотка двигателей, а приставка к дрели справится и с этим заданием. Использовать укреплённую на станине дрель можно для шлифования, поставить на неё полировочную подушку.
Используют вращение заготовки для нанесения краски. При центробежном растекании по поверхности декоративного слоя создаётся непредсказуемая цветовая мозаика. Первый станок пробудит интерес к творчеству и вашу фантазию.
Используя подручные недорогие материалы можно создать себе помощника, с которым ваять эксклюзивные вещи для своего жилища. Во все времена ценились художественные поделки, изготовленные собственными руками.