Пассивация металла — принцип, назначение, виды
Нержавеющая сталь – это особый металл, длительное время не поддающийся коррозии. Из нее изготавливаются различные детали и декоративные предметы. Но если изделие будет использоваться в сложных условиях, в которых коррозия грозит даже ему, то обязательно проводится пассивирование металла.
Механизм пассивации
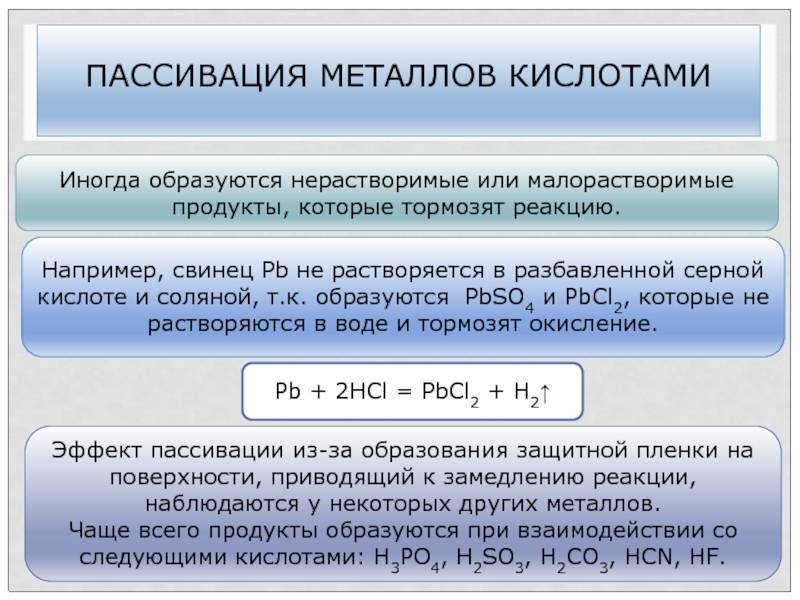
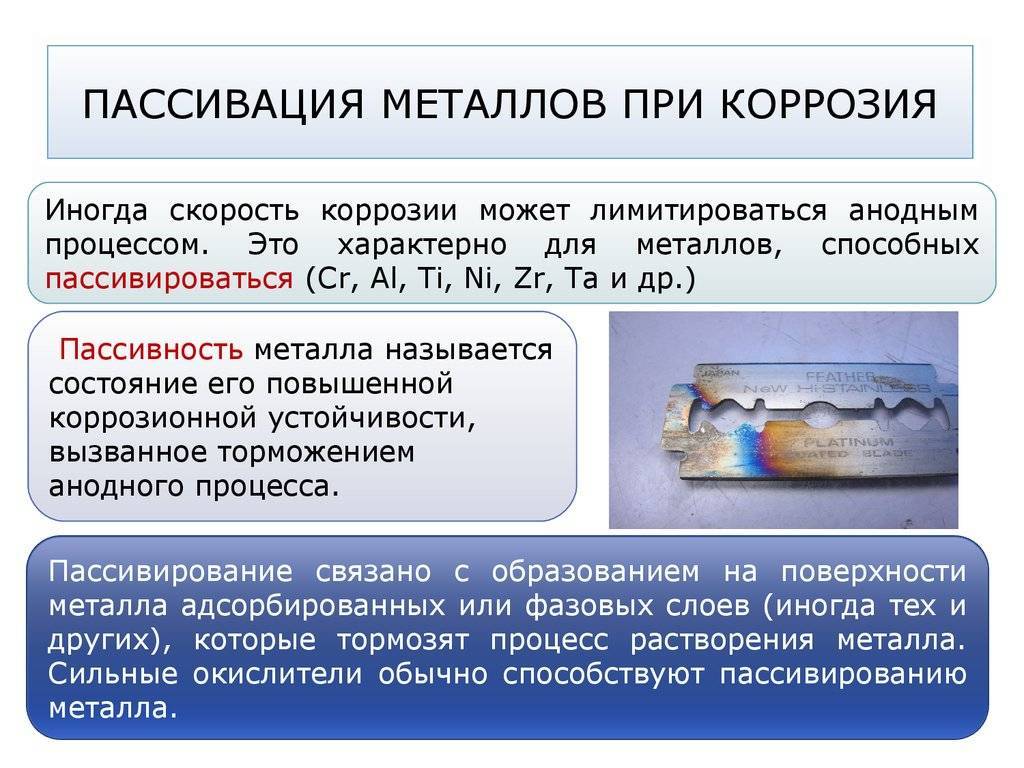
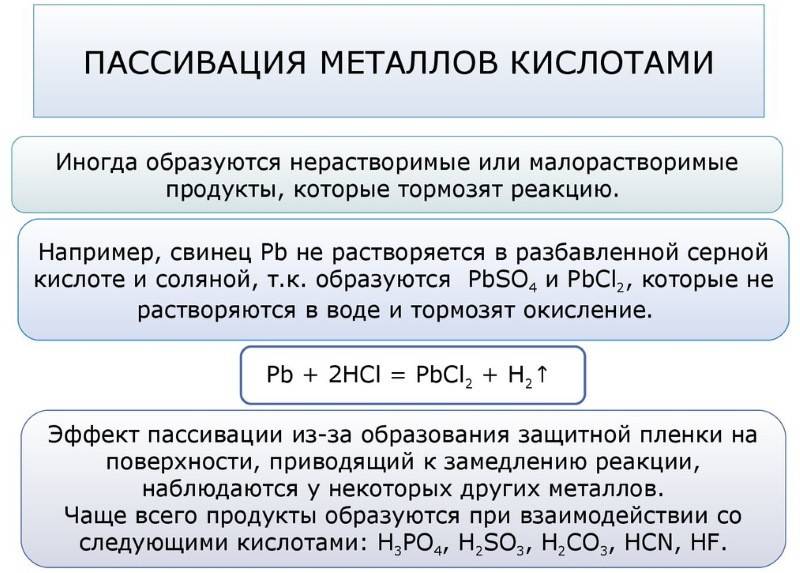
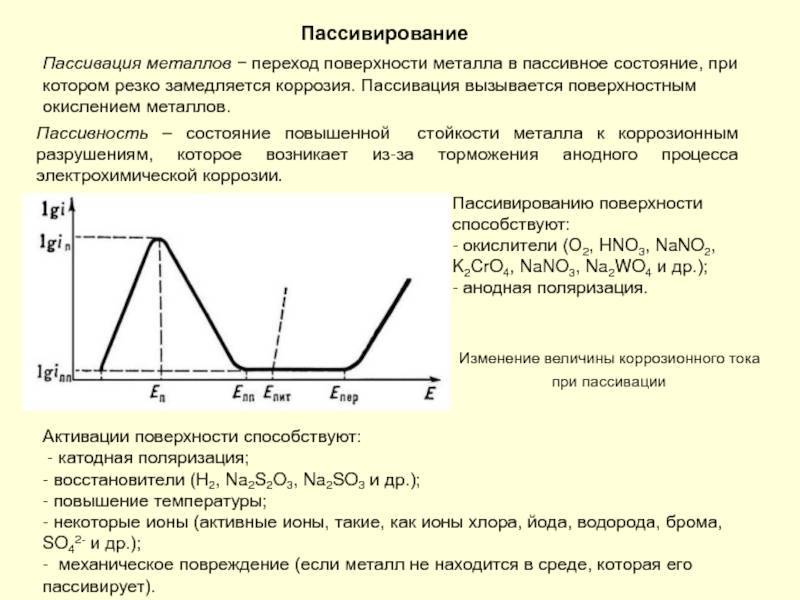
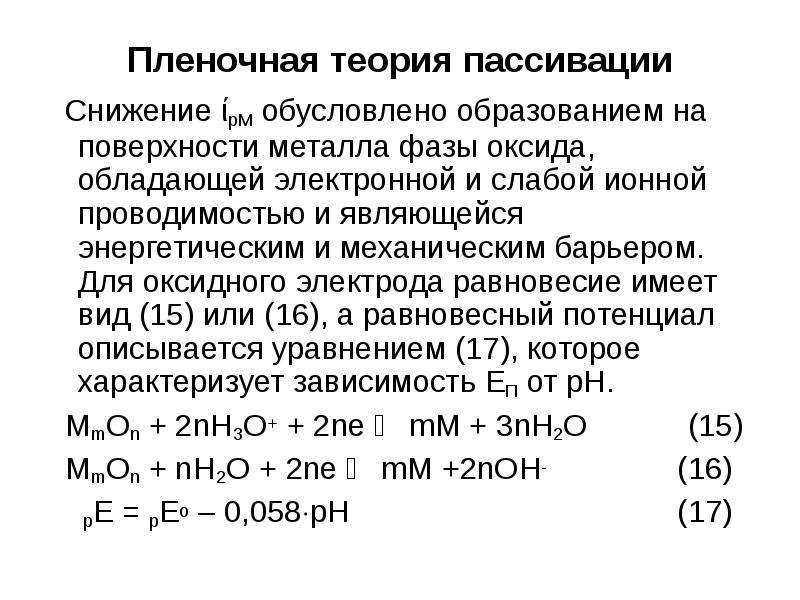
При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки). Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно замедляется или полностью прекращается.
Пассивация проводится химически или электрохимически. В последнем случае создаются условия, когда ионы защищаемого металла под действием тока переходят в раствор, содержащий ионы, способные к образованию очень малорастворимых соединений.
: Отжиг стали — температура, режимы, виды
Химическое пассивирование
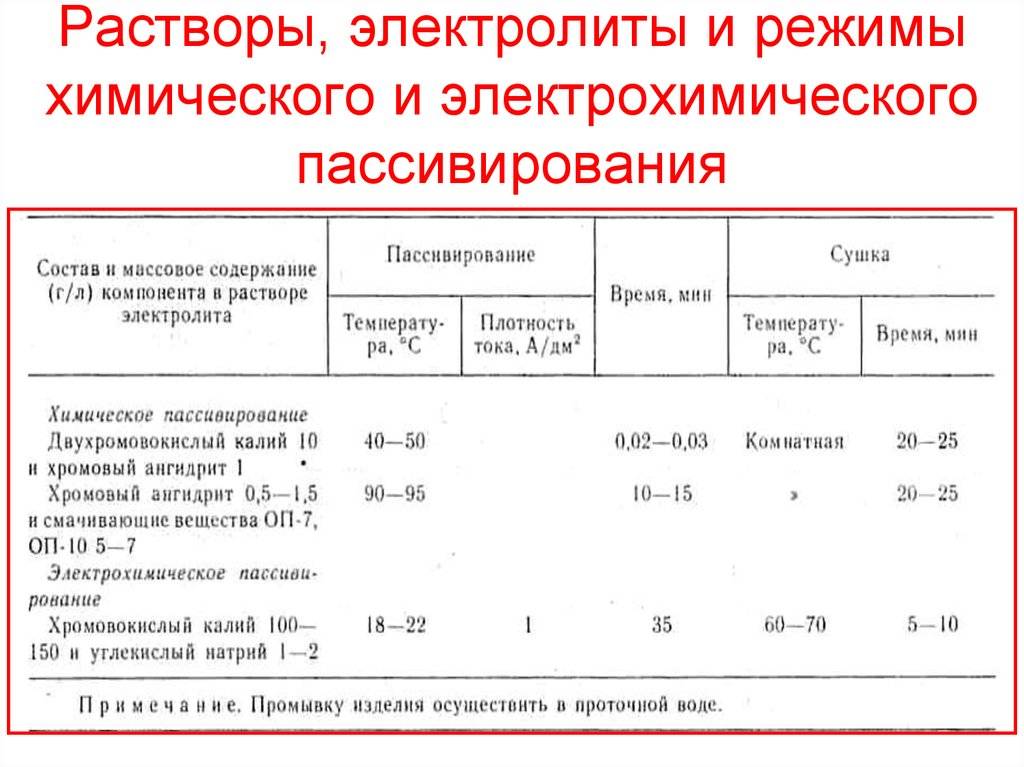
Химическое пассивирование проводят окунанием либо непосредственным нанесением реагентов на саму поверхность без применения электрического тока. В зависимости от используемых веществ, химическое пассивирование может проводиться при комнатной температуре или с подогревом электролита.
Причины устойчивости металла
Процесс коррозии характеризуется тем, что постепенно окисляясь под воздействием негативных факторов, поверхность нержавеющей стали разрушается. Если не предпринимать никакие меры, то деструкция будет поражать более глубокие его слои.
Таблица устойчивости металлов в разных средах
Пассивирование металла позволяет избежать представленной проблемы. Поверхность изделия покрывается защитной оксидной пленкой, а специальные добавки, входящие в раствор для обработки, улучшают свойства нержавейки. Новый материал не имеет повреждений.
В промышленных условиях есть возможность получить идеальный по толщине и однородности слой защиты от коррозии. Если условия, в которых будет использоваться изделие, не слишком агрессивные, то дополнительная обработка ему не нужна
Важно помнить, что механическое повреждение стали дает толчок коррозионным процессам
Электрохимическое пассивирование
Проводят в растворах окислителей при воздействии электрического тока. Под воздействием тока частицы оседают на поверхности защищаемого изделия, создавая защитный слой. Этот слой, состоящий из малорастворимых соединений, получается более равномерный, чем при использовании метода химического пассивирования.
Пассивация меди проводится чаще всего с применением хроматных растворов, т.к. после обработки наблюдается хорошая коррозионная стойкость металла в растворах нейтральных солей и средах, содержащих SO2.
Пассивирование оцинкованных изделий проводят в растворах, содержащих 200 г/л Na2Cr2O7•2H2O и 8 – 10 мл/л H2SO4. Обработку производится чаще всего методом окунания в раствор на 5 – 30 секунд. При выдержке 5 секунд пленка получается радужная с зеленоватым оттенком. При длительности 30 секунд – коричневая.
Виды пассивации
В настоящее время по способу проведения пассивации выделяются следующие виды пассивации:
Данный вид пассивации заключается в том, чтобы нанести на поверхность металла солей и кислых растворов наряду с электролитом. В итоге проведения данной процедуры на поверхности металла оседают заряженные частицы, которые образую тонкую пленку, обеспечивающую надежную защиту от коррозии.
Данная процедура подразумевает обработку металлов химическими реагентами, которые образуют на их поверхности защитную пленку. Для этого применяются растворы, которые состоят из никеля, хрома и других элементов. Они делают структуру металла более плотной и твердой.
: Пермаллой — магнитная проницаемость, свойства, применение
Суть и описание процесса пассивации металла
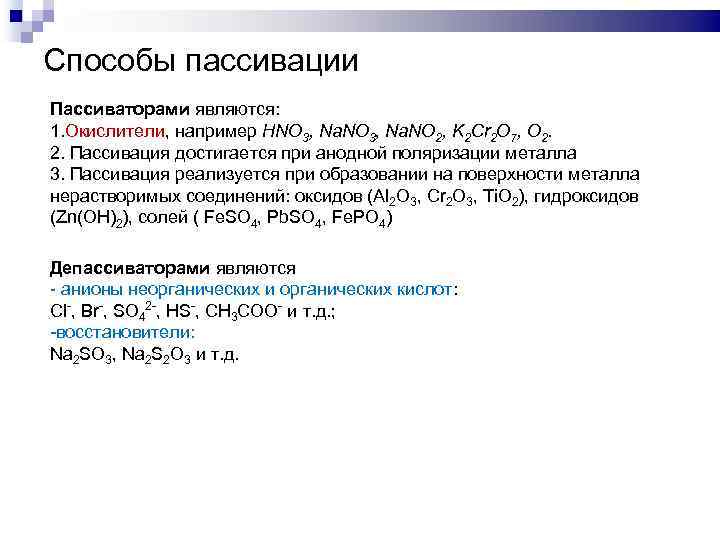
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.
Суть и описание процесса пассивации металла
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.
В общем виде процесс пассивирования состоит из следующих этапов:
- Механическая очистка поверхностей изделия.
- Химическое обезжиривание в растворе едкого натра и кальцинированной соды.
- Промывка в проточной горячей, а затем холодной воде.
- Пассивирование в течение заданного времени.
- Нейтрализация в растворе кальцинированной соды.
- Промывка путем многократного погружения в проточную холодную воду.
- Сушка в сушильном шкафу или обдувом теплого воздуха.
- Контроль качества поверхности после пассивирования производится визуальным или инструментальным способом. При неудовлетворительном результате процесс пассивирования повторяется, начиная с п. 1.
В приведенном примере описан технологический процесс пассивации с использованием стационарного производственного оборудования. Для пассивирования поверхностей изделий на месте их установки применяют ручные приводные инструменты и приспособления (см. фото ниже).

Свойства пассивированного металла и его применение
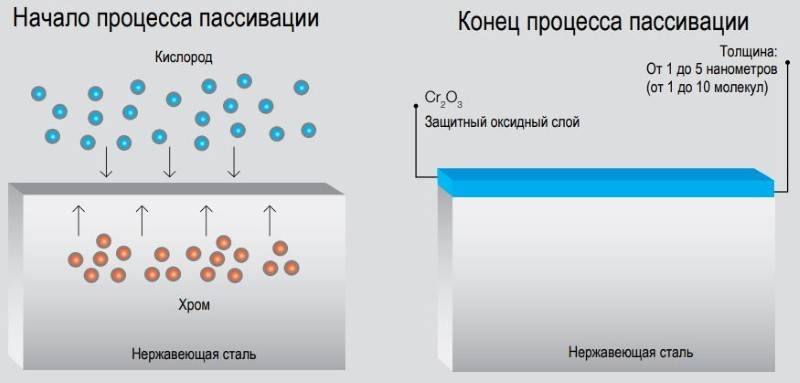
После пассивации на поверхности металла образуется устойчивый к коррозии слой, который в случае применения хроматов к тому же имеет повышенную механическую прочность. Некоторые металлы и сплавы склонны к естественной пассивации. Это особенно характерно для алюминия и нержавеющей стали с присутствием хрома. Но в случае нарушения структуры и химического состава поверхностного слоя они также могут подвергаться коррозии. При пассивировании нержавеющей стали для создания стойкой поверхностной защиты используется ее собственный хром, который, соединяясь с кислородом, образует плотную оксидную пленку. Все изделия из нержавеющей стали, работающие в агрессивных средах, заранее подвергаются пассивации, что помогает избежать (или отсрочить) их коррозию.
Пассивация железа и его сплавов в виде конструкционных и специальных сталей обычно проводится по покрытию из никеля, цинка или кадмия с использованием солей хрома. Такое пассивирование укрепляет поверхностный слой и позволяет эксплуатировать стальные изделия в течение длительного периода без опасности коррозии, а в случае ее проявления обрабатывать только пораженные участки. Пассивирование меди и ее сплавов (бронзы и латуни) выполняется как в защитных, так и в декоративных целях с применением хроматных растворов. В этом случае на поверхности медного изделия образуется тонкая прозрачная пленка, предохраняющая металл от окисления и сохраняющая его товарный вид.
Зачем это необходимо?
Лист нержавеющей стали имеет на своей поверхности очень тонкую оксидную пленку. Именно она и препятствует образованию ржавчины на деталях, крепежах, метизах, изготовленных из этого материала. Но малейшее нарушение целостности этого покрытия приводит к тому, что основные антикоррозийные свойства нержавейки утрачиваются. Причины повреждения оксидной пленки могут быть самыми разными:
при контакте материала с хлором; при взаимодействии стали с морской водой; в случае повреждений механическим или физическим путем, в том числе при царапинах и незначительных вмятинах.
Поэтому важно соблюдать условия эксплуатации, которые регламентированы заводами-производителями тех или иных изделий (столовых приборов, крепежей, метизов, рабочих инструментов, цельных листов и проч.). Запрещается использовать моющие средства, имеющие в своем содержании хлор и иные агрессивные химические вещества. Но самый большой ущерб оксидной пленке наносит сварка
Особенно это губительно в случае сварки труб. В такой ситуации защитная поверхность разрушается вдоль всего шва. Для восстановления поверхностей и защиты изделий от образования ржавчины применяется пассивация стали. Но здесь еще не менее важную роль играет и состав нержавейки
Но самый большой ущерб оксидной пленке наносит сварка. Особенно это губительно в случае сварки труб. В такой ситуации защитная поверхность разрушается вдоль всего шва. Для восстановления поверхностей и защиты изделий от образования ржавчины применяется пассивация стали. Но здесь еще не менее важную роль играет и состав нержавейки.
Что такое пассивация?
Процесс пассивации позволяет вернуть нержавеющей стали свои первоначальные свойства, дополнительно защищая ее от воздействия многих внешних факторов. Это специальная химическая обработка металлических изделий, после проведения которой на их поверхности образуется специальное защитное покрытие. При взаимодействии с концентрированными кислотами на нержавеющей стали появляется малозаметная пленка. Этот процесс и называется пассивацией.
Прибегают к данному методу как для дополнительной обработки во время производства изделий, так и для восстановления основных свойств деталей из нержавейки.
Причины появления коррозии на металле
Коррозия – разрушение поверхности стали под воздействием внешних негативных факторов. Даже химическая обработка поверхности не всегда способна защитить материал от развития деструктивных процессов во внутренних слоях. Существуют такие причины развития коррозии нержавеющего металла:

Ржавление и коррозия
- низкое содержание хрома в составе стали;
- прямой контакт с материалом, не обладающим таким же уровнем устойчивости к окислению и коррозии;
- очищение посуды или деталей при помощи хлорсодержащих средств тоже повреждает оксидную пленку;
- соединение частей нержавейки при помощи сварки (защитный слой в этом месте разрушается во время обработки).
Чтобы ржавчина не появилась на нержавеющей стали после процедуры, то шов должен быть тщательно очищен, отшлифован и отполирован. Только в этом случае можно устранить остатки тех материалов, которые разрушаются быстрее.
Частички неустойчивых к коррозии металлов часто попадают на нержавеющую поверхность, если рядом производилась их резка или шлифовка. Лучше не использовать для обработки пассивированного металла инструменты, которые контактировали с обычными материалами. Тут уже лучше использоваться однотипными изделиями.
Виды коррозии
Пассивирование нержавейки поможет защитить ее от таких видов коррозии:
- Щелевой. Она чаще проявляется в местах соприкосновения материалов, например: в области крепежа. Развивается такой деструктивный процесс вследствие механического повреждения защитной пленки.
- Гальванической. Коррозионная устойчивость нержавеющего металла снижается при соприкосновении с другим материалом в условиях токопроводящей среды. Ситуация ухудшается, если деталь постоянно находится в морской воде.
- Межкристаллитной. Такое разрушение металла появляется в том случае, если изделие несколько раз сильно перегревалось. Этот процесс способствует формированию карбидов железа и хрома на кристаллической решетке нержавейки.
- Эрозивной. Она может развиваться в том случае, если на металл периодически воздействует абразивный материал. Оксидная пленка просто не успевает быстро восстановиться, появляется ржавчина.
Чтобы такие проблемы не возникали, нужно обязательно пройти пассивирование материала.
Свойства металла после обработки
Основной задачей пассивации является улучшение физико-химических и механических характеристик поверхностного слоя материала, из которого изготовлена деталь. Остальные характеристики более глубоких слоёв сохраняются неизменными. Поэтому после завершения пассивации в поверхностном слое изменяются следующие свойства и характеристики:
- возникает слой с новым химическим составом;
- изменяется антикоррозийная активность (она значительно замедляется);
- улучшаются физические характеристики материала (только поверхностного слоя);
- в отдельных случаях повышается механическая прочность изделия;
- изменяется цвет детали (она приобретает более эстетичную форму);
- повышаются потребительские свойства, и улучшается товарный вид.

Пассивация нержавеющей стали позволяет значительно повысить антикоррозийные свойства и придать готовой детали совершенно другой цвет. Применение хрома или никеля в составе пассивирующего раствора позволяет получить блестящий металлический цвет.
Аналогичным образом изменяются свойства поверхностного слоя цветных металлов. В результате пассивации образуются определённой толщины адсорбционные или фазовые слои. Помещение заготовки из алюминия стимулирует процесс естественной пассивации поверхностного слоя этого металла. При воздействии кислотных растворов защитные свойства поверхностного слоя алюминия увеличиваются.
Пассивация различных видов металлов
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.
Пассивация сварных швов нержавеющей стали
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в установках предусмотрена возможность электрохимической полировки.
Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
Пассивация алюминия
На алюминиевом материале в естественных условиях под действием кислорода создается прочная оксидная пленка. Большинство вспомнят опыт школьных годов на уроке химии: алюминиевая проволока опускается в ртуть, после чего с нее счищается небольшой слой при помощи надфиля. Далее обработанный конец вынимается из емкости с ртутью, и он на воздухе моментально покрывался так называемой “шубой”. Однако при атмосферном воздействии оксид алюминия не может образоваться так быстро, при этом пленка прозрачная, а ее толщина не превышает нескольких миллимикрон (ммк). Главный минус природной пленки заключается в том, что она неустойчива к длительному воздействию активных кислот и резкому повышению температуры.
Чтобы обеспечить стойкую защиту на изделии из алюминия, необходимо пройти процедуру анодирования, вследствие которой получаются защитные пленки (пассивный слой) толщиной 5-20 ммк. Некоторые режимы позволяют создать сверхпрочную пленку, которая способна выдерживать нагрузки в пределах 1500 кг на мм.
Пассивация серебра
Для защиты верхнего слоя серебра применяется обработка материала в хромпике, он же двухромовокислый калий. Для этого 60 г вещества разводится с 1 л кипяченой воды. Температура полученного раствора должна быть в пределах 25-40 градусов.
В процессе обработки серебряное изделие погружается в емкость с раствором на 30 минут. Раствор необходимо время от времени перемешивать. Если разведенного объема хромпика недостаточно для полного покрытия изделия (объемный серебряный канделябр и т. д.), то не следует практиковать попеременное обрабатывание его поверхности. Лучше всего развести реактив в необходимом для подходящего объема количестве воды.
Пассивация латуни
Пассивация латуни применяется для изделий, используемых при производстве оружия, в авиации, медицине. Хорошая устойчивость к коррозии и долговечность использования привлекает ювелиров и художников, а также светотехников.
Популярностью пользуется пассивирование латуни с приданием деталям золотистого цвета. Такой метод взяли на вооружение рыбаки, которые таким образом пассивируют блесны из латуни. Образующаяся на рыболовной снасти пленка устойчива и не пропускает влагу.
Пассивация хрома
В большинстве случаев используется для обработки оцинкованных деталей. Металлические изделия проходят обработку такого типа только в условиях специализированного производства, которое имеет системы водоотвода и очистки.
Пассивация трубопроводов
Во избежание разрушения нержавеющей стали, необходимо обязательно пассивировать следующие конструкции:
- Трубные (зачастую обрабатываются с помощью сварки);
- Контактирующие с соленой водой (такие больше всего подвержены риску разрушения);
- С присутствием крепежей (здесь детали проходят механическую обработку).
Химическое пассивирование и осветление цинковых покрытий

Слой цинка, полученный непосредственно из ванны цинкования, имеет матовый желтоватый оттенок. Блестящую поверхность он приобретает после следующих дополнительных операций:
- промывка в холодной проточной воде;
- погружение в 3%-ный раствор азотной кислоты при 1525 °С на 2-3 с;
- промывка в холодной проточной воде;
- пассивирование в 5%-ном растворе хромового ангидрида или в подкисленных растворах солей шестивалентного хрома: двухромовокислом калии, натрии или аммонии, также в течение 2-3 с (процесс часто называют хроматированием);
- промывка в холодной проточной воде и сушка сжатым воздухом. Уменьшение толщины слоя цинка при пассивировании составляет около ~1 мкм.
Пассивирование цинковых покрытий является кратковременной, но весьма эффективной операцией повышения химической стойкости цинковых покрытий и придания им декоративной внешности.
Таблица 5.9. Составы электролитов для пассивирования и режимы работы.
| Компоненты | Состав электролита (г/л) и режимы работы | |||
| I | II | III | IV | |
| Двухромовокислый натрий | 150-200 | — | 15-25 | 15-25 |
| Хромовый ангидрид | — | 100-150 | — | — |
| Серная кислота | 8-12 | 8-12 | — | — |
| Азотная кислота | — | 25-35 | 15-30 | 3-7 |
| Сернокислый натрий | — | — | 10-20 | 10-15 |
| Температура, °С | 15-35 | 15-30 | 15-30 | 15-30 |
| Продолжительность, мин | 0,1-0,3 | До 0,2 | 0,1-0,5 | 0,5-1,0 |
Операции осветления в азотной кислоте и пассивирования можно объединить в одном растворе. Наиболее применяющиеся растворы для пассивирования цинка и режим работы приведены в табл. 5.9.
Раствор I пригоден для цианистых электролитов, в растворах II—IV происходит одновременное осветление и хроматирование. Раствор II пригоден для аммиакатных и кислых электролитов. Раствор III наиболее пригоден для крепежных деталей, подвергающихся после цинкования термообработке при 180-200 °С в течение 2 ч для удаления водородной хрупкости. При этом радужная светлая пленка приобретает синий цвет. Раствор IV применяется для деталей, покрываемых цинком в автоматических линиях.
Пассивированные детали промывают в воде, подогретой не выше 40-45 °С, и сушат сжатым воздухом; промывка в горячей воде ухудшает качество пассивной пленки.Возможно Вас так же заинтересуют следующие статьи:
- Серная кислота — физические свойства
- Комбинированный метод защиты металла
- Адгезия при горячем цинковании
- Экология гальванического производства
- Контроль качества оцинкованных изделий по ГОСТ 9.307-89
comments powered by HyperComments
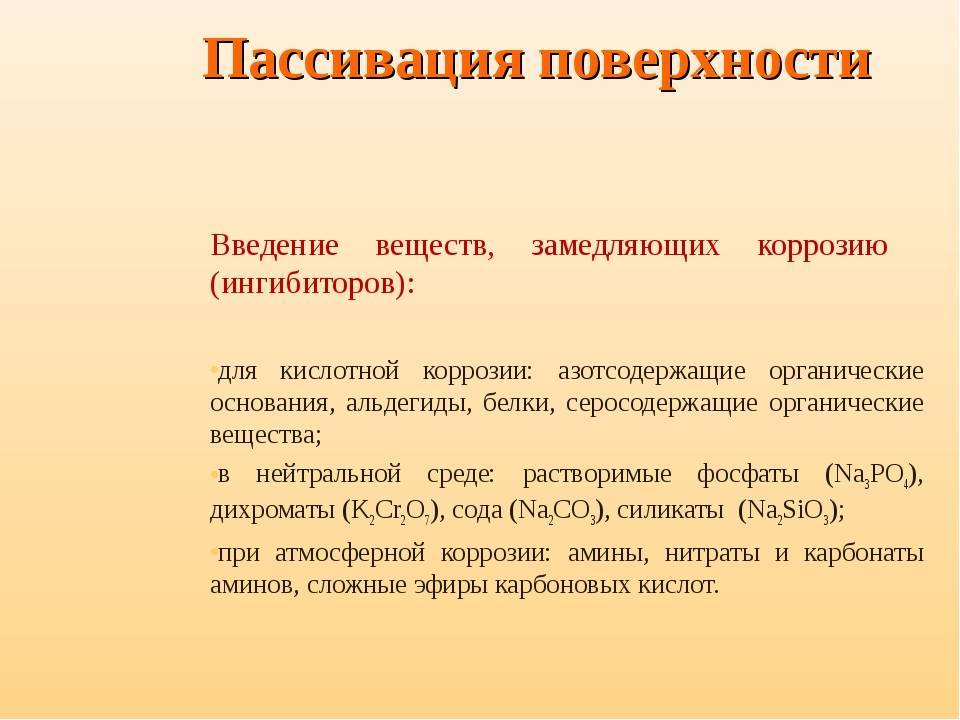
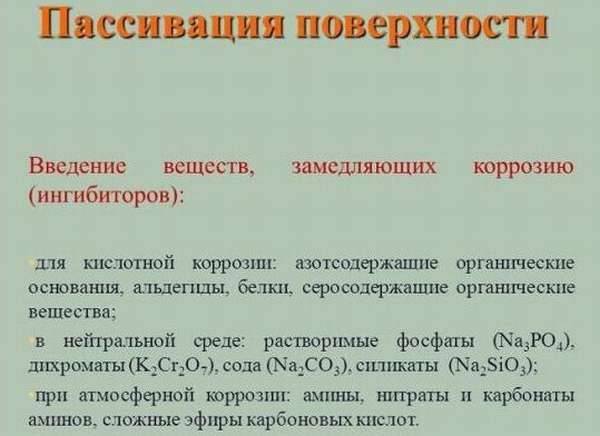
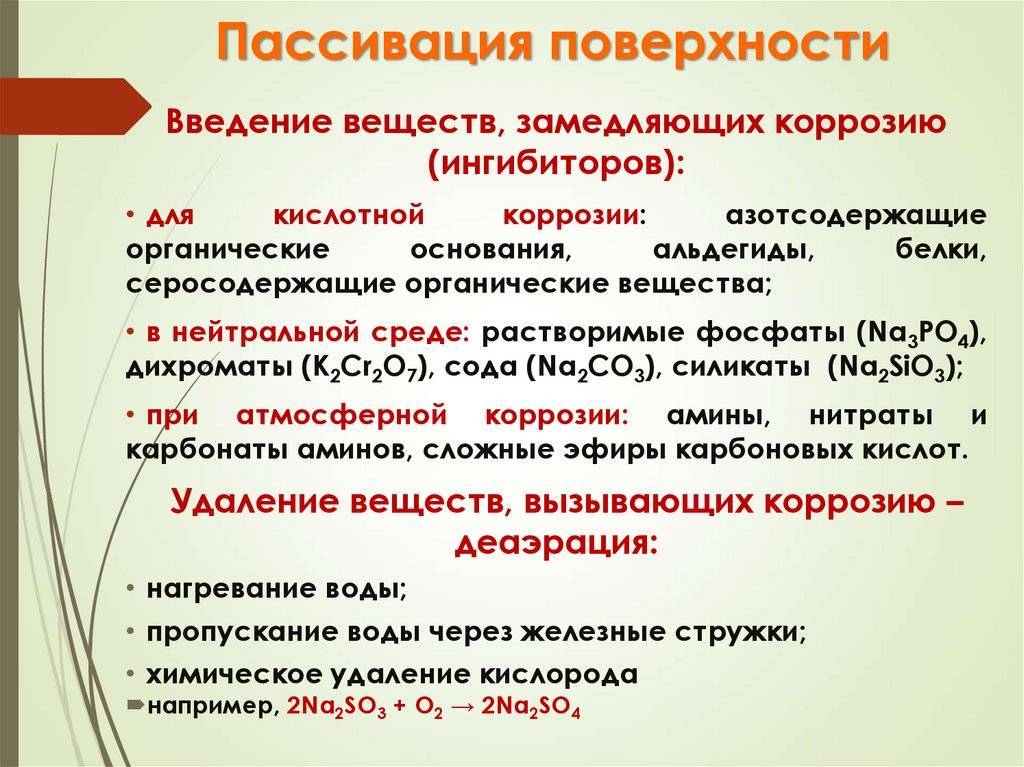
Применение химических ингибиторов
Альтернативный технологический подход к повышению стойкости металлов при эксплуатации в агрессивных средах. Ингибиторами обеспечивается химическая пассивация, снижающая интенсивность растворения металлов и в разной степени исключающая вредные последствия от состоявшегося поражения коррозией.
Сам по себе ингибитор – это в некотором смысле аналог накладываемого тока, но с химическим или электрохимическим комбинированным действием. В качестве активаторов защитной пленки выступают органические и неорганические вещества, а чаще – специально подобранные их сложные соединения. Внесение ингибитора в агрессивную среду вызывает изменения в структуре металлической поверхности, влияя и на кинетические электродные реакции.
Эффективность защиты будет зависеть от типа металла, внешних условий и длительности всего процесса. Так, в долгосрочной перспективе пассивация нержавеющей стали потребует больше энергетических ресурсов для противодействия агрессивной среде, чем в случаях с латунью или железом. Но ключевую роль все же будет играть механизм действия самого ингибитора.
Услуги ПЗКИ по пассивизации металла
В частности, наше предприятие проводит:
Черную пассивизацию. Процедура проводится по электрохимическому методу – изделия и материалы с цинковым покрытием погружаются в составы на основе хроматов, при гальванизации на поверхности образуется защитная оксидная плёнка. Она представляет собой химически устойчивый барьер от воздействия атмосферных и иных факторов, а также улучшает внешний вид изделия. Толщина слоя – 9-12 мкм.
Бело-голубую пассивацию металла. Для этой цели используют специальный состав, который при погружении в него металлоконструкции приводит к образованию на ней защитной глянцевой плёнки голубого цвета. Покрытие имеет толщину 9-12 мкм и отличается равномерностью, устойчиво к воздействию влаги и обесцвечиванию.
Желто-радужную пассивацию. Данный вид обработки оцинкованной поверхности изделий из металла может сочетаться с хроматированием, что и приводит к её окрашиванию в желто-радужный цвет. При этом металл погружается в специальный состав, содержащий хроматы и биохроматы. Защитный слой имеет толщину 9-12 мкм.
Всю необходимую информацию по специфике проведения указанных процедур, их стоимости, сроках выполнения заказа вы можете получить по телефону, указанному на сайте. Воспользуйтесь услугой заказа звонка, и наши специалисты вам перезвонят в самое короткое время.
Суть и описание процесса
Для защиты от коррозии или других видов химических разрушений на поверхности металла формируют фазовый или адсорбционный слой (плёнку). Технически это выглядит как нанесение такого защитного покрытия с помощью специальных растворов (химическое пассивирование) или к созданию защитного барьера прибегают другими способами (электролитическая пассивация).
Электролитическая является более предпочтительной как химически более стойкая.
Целью процесса является снижение химической активности металлов с возможностью их сохранения. Ведь убытки от коррозии как от атмосферных воздействий, так и от реагентов в технологических процессах во всём мире может достигать величин десятков миллиардов долларов. И для защиты этих металлов практически к каждому из них придуман свой механизм нанесения защитных слоёв (потому что универсальных методов не существует, каждый металл требует своего подхода). На практике это вылилось в разработку особых режимов воздействия, уникальных составов электролитов и расчёта напряжения и силы тока для каждого конкретного случая нанесения плёнок на металл.
Пассивирование металла можно рассматривать как образование своего рода ржавчины на его поверхности. Только «ржавчина» эта рукотворная и с заранее заданными свойствами.
Химическая пассивация
Это обработка металлов растворами соединений, которые способны быстро образовать оксидную поверхность. Но чтобы процесс не пошёл вглубь, особенно активно разрушая слабые места в кристаллических решётках металлов. На определённой стадии его останавливают, применяя вещества-нейтрализаторы, а затем подвергая металл промывке в разных средах и при разной температуре.
Типичная картина может выглядеть так:
- зачистка поверхности металла, предназначенного для пассивации, абразивными материалами;
- обезжиривание поверхности едким натром или кальцинированной содой;
- удаление обезжиривающий веществ вместе с растворёнными ими соединениями напором горячей, а затем холодной воды;
- пассивирование подходящим к данному металлу составом в заранее рассчитанном времени»
- нейтрализация химического реагента-пассиватора кальцинированной содой;
- промывка в проточной холодной воде»
- сушка обдувом тёплого или горячего воздуха;
- визуальный и инструментальный контроль поверхности, в т. ч. и с помощью оптических датчиков, настроенных на типичную структуру получившейся оксидной плёнки.
При неудовлетворительном качестве полученных результатов процесс повторяют, начиная с абразивной зачистки.
Электролитическая пассивация
Основана на свойстве металлов переходить через электролит с приложенным напряжением на поверхность обрабатываемого металла. Для каждого конкретного вида металла подбирается присущий только ему электролит. А в качестве анода также используется металл, подходящий по своим физико-химическим показателям.
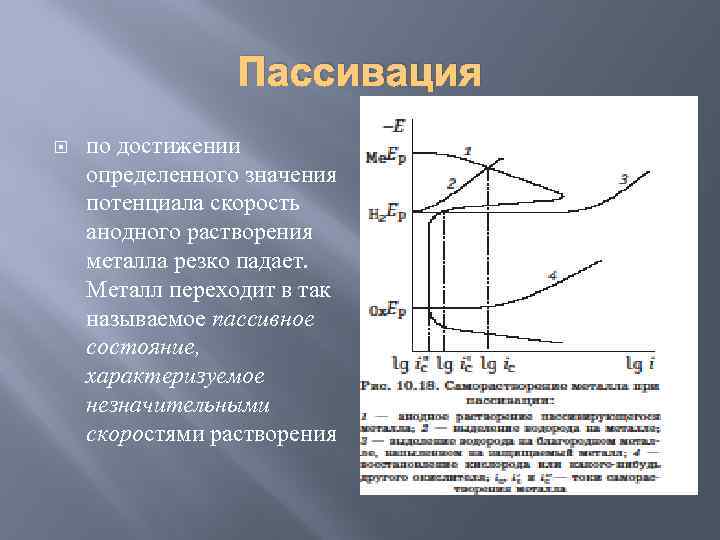
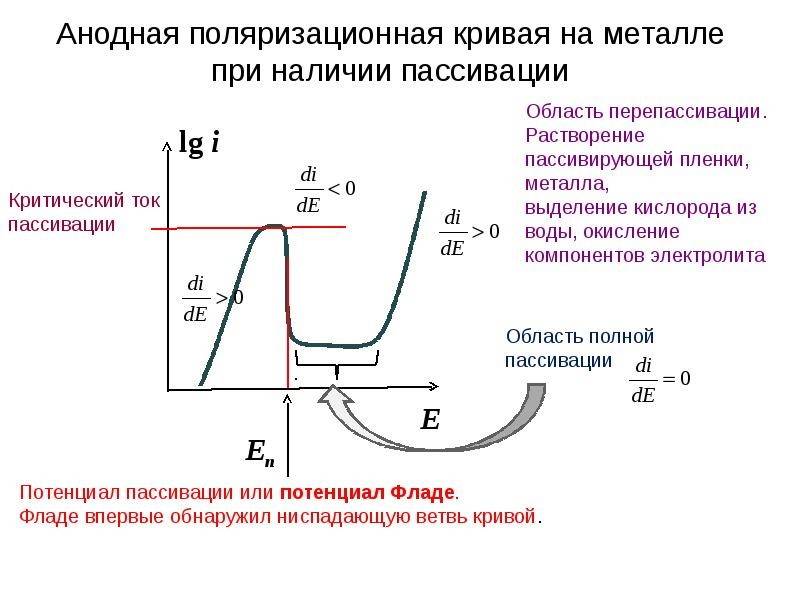
При анодной пассивации поляризующий ток должен превысить некоторую критическую величину, при которой природа металл, электролита, его температура и концентрация начинают работать на покрытие погружённого в ванну металла защитной плёнкой. Которая не даёт возникнуть обратному «ионному току». Этот момент и является началом образования «непробиваемого» оксидного слоя, перед которым оказываются бессильными вещества-окислители. Кроме самых агрессивных, для которых будут предусмотрены особые режимы пассивации и особые вещества для неё.
Виды пассивации
Основными и наиболее хорошо отработанными видами пассивации являются:
- химическая;
- электрохимическая.
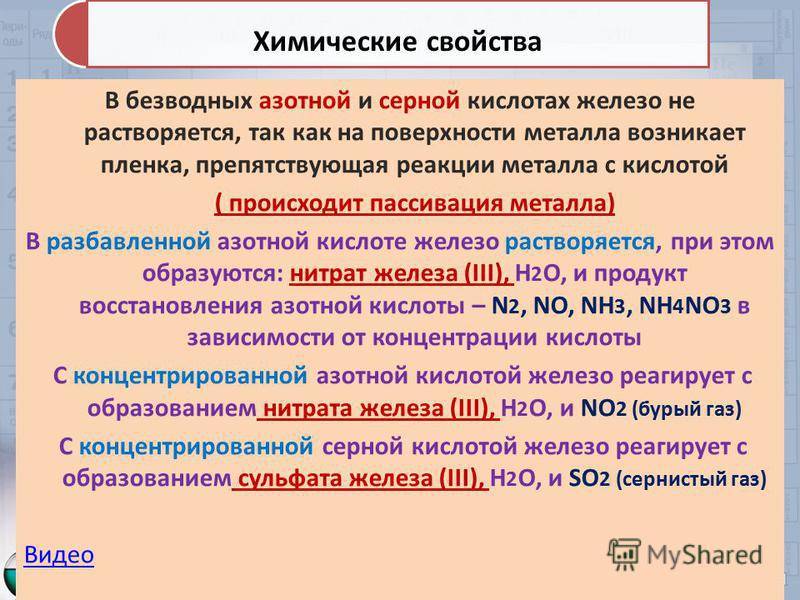
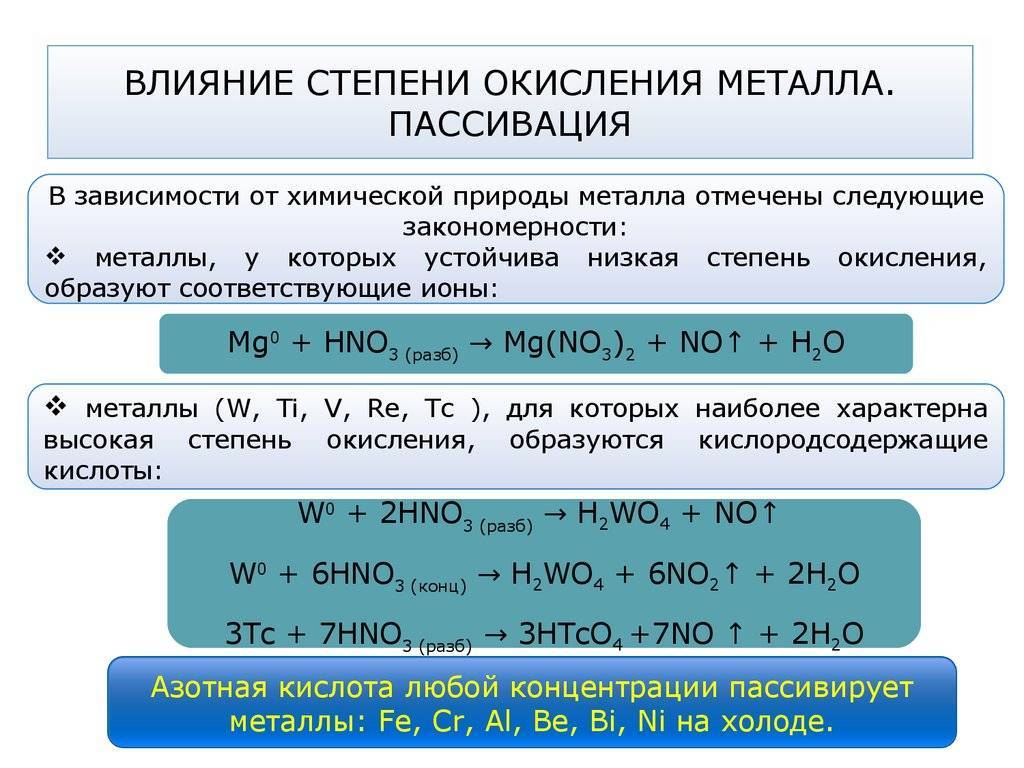
Химическая
Химическая пассивацияпредполагает применение растворов солей различных металлов.Наиболее эффективно пассивация производится азотной кислотой. Кроме неё для формирования раствора пользуются серной кислотой или лимонной. Для повышения качества процесса в раствор добавляют небольшое количество бихромата натрия. Его количество не превышает 6% от общей массы. Состав раствора подбирается индивидуально и во многом зависит от марки обрабатываемого металла. Например, для пассивации железа применяют соли металлов, растворённые в серной кислоте высокой концентрации.


Сущность химической пассивации заключается в активном притяжении отрицательных ионов, которые присутствуют в растворе, к атомам металла.Это происходит благодаря наличию у них положительного заряда. В результате такой диффузии образуется поверхностный слой.
Для пассивации обязательно проводят предварительную подготовку поверхности изделия. Её тщательно зачищают механическими и химическими методами.От качества этой процедуры зависит конечный результат и надёжность образованной плёнки.Большое значение это имеет при пассивации цветных металлов: латуни, меди, бронзы.
Электрохимическая
Этот вид пассивации основан на принципах, заложенных в технике гальванической обработки изделий. Ускорение обработки осуществляется благодаря воздействию постоянного тока, который протекает через раствор, ускоряя химическую реакцию. Такая пассивация называется электрохимическая.
В состав такой установки кроме ванны, в котором размещают электролит, используется источник постоянного тока, соединительные провода и один электрод. Вторым электродом является сама деталь.Другим вариантом контактов являются один электрод и корпус ванной (она должна быть изготовлена из металла, стойкого к воздействию электролита и электрического тока). На практике применяют электрические установки с относительно невысоким уровнем напряжения. Его величина не превышает 12В.
В обоих случаях при включении установки через раствор пропускают электрический ток. Он является стимулятором протекания процесса пассивации на поверхности заготовки. На практике различаю анодную и катодную пассивацию.
При такой пассивации положительный потенциал подается на заготовку, а отрицательный — на корпус ванны. При использовании электрохимического способа защитная пленка образуется быстрее и получается более ровной. Но такая технология дороже химической пассивации, т. к. в ней применяется более сложное оборудование и происходит расход электроэнергии.Под его действием защитная пленка получается равномерной. Именно так формируется плёнка на поверхности медных заготовок. Ток пропускают через растворы с растворёнными в них солями хрома. Именно в них медь приобретает наибольшую стойкость к коррозии.
Важными параметрами в этом процессе является время протекания пассивации, плотность и состав электролита, критическая величина тока пассивации. Эти параметры рассчитаны для различных металлов и приведены в специальных таблицах. На основании этих данных рассчитывают допустимое время обработки.
Какой раствор использовать
Итак, что заливать в ванну пассивации? Это зависит от текущих и желаемых свойств материала детали. Если сплав:
- высоколегированный – подойдет серная или азотная кислота;
- углеродистый – можно выбрать гидроксид натрия или хромовый ангидрид;
- ферритный – хорошим решением окажется двухромовокислый калий;
- среднелегированный – отдавайте предпочтение фосфорной кислоте, и не ошибетесь.
Обратите внимание, основные компоненты всех перечисленных составов являются веществами, труднорастворимыми в воде. Именно поэтому они и оседают на заготовке. Насколько быстро проходит реакция? Все определяется сопутствующими условиями
Следует помнить, что химическое пассивирование металлов – это процесс, серьезно зависящий от температуры: чем она выше, тем меньше приходится ждать. В общем случае на формирование защитного слоя может уйти и 3 минуты, и час-полтора, при 18-90 градусах Цельсия, но это не та ситуация, в которой стоит гнаться за результатом, иначе итоговое качество рискует оказаться слишком низким
 Насколько быстро проходит реакция? Все определяется сопутствующими условиями. Следует помнить, что химическое пассивирование металлов – это процесс, серьезно зависящий от температуры: чем она выше, тем меньше приходится ждать. В общем случае на формирование защитного слоя может уйти и 3 минуты, и час-полтора, при 18-90 градусах Цельсия, но это не та ситуация, в которой стоит гнаться за результатом, иначе итоговое качество рискует оказаться слишком низким.
Насколько быстро проходит реакция? Все определяется сопутствующими условиями. Следует помнить, что химическое пассивирование металлов – это процесс, серьезно зависящий от температуры: чем она выше, тем меньше приходится ждать. В общем случае на формирование защитного слоя может уйти и 3 минуты, и час-полтора, при 18-90 градусах Цельсия, но это не та ситуация, в которой стоит гнаться за результатом, иначе итоговое качество рискует оказаться слишком низким.