Пайка нержавейки
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Пайка нержавейки
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.
Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения. Для получения более прочных паяных соединений нержавейки применяют твердые припои
Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.
Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.
Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.
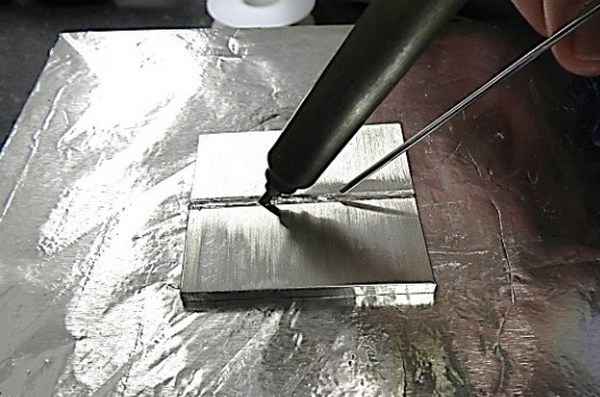
Пайка нержавеющей стали дома
Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали. Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы. Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык. Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Чтобы набить руку, «почувствовать металл и огонь», лучше потренироваться на ложках, кружках или просто обрезках нержавейки.

Пайка нержавейки в домашних условиях
Для работы потребуется оборудовать рабочее место. Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками.
Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром 5-10 миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров. При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке.
https://youtube.com/watch?v=DLwir_Sua_g
Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
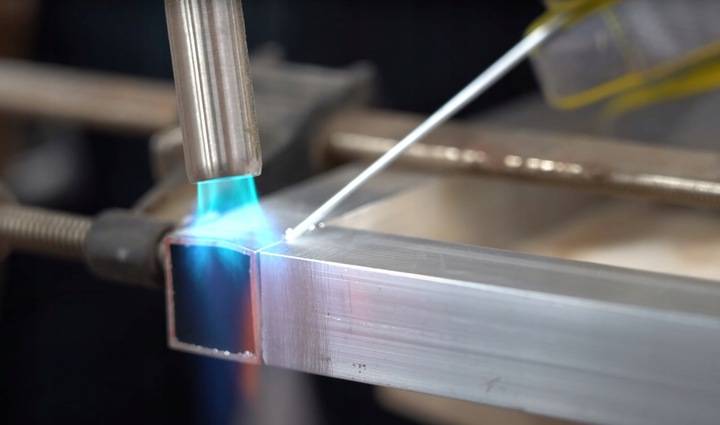
Пайка с помощью газовой горелки
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их. Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка.
Пайка своими руками
Стоит отметить, что пайка нержавеющей стали в домашних условиях с применением оловянного припоя — это не такое уж частое явление. Поскольку сама технология пайки сложна и редко применяется в быту. Но порой домашнему мастеру все же приходится столкнуться с необходимостью пайки нержавейки. Это может быть просто мелкий ремонт. Что делать в таких случаях?
Прежде всего, ознакомьтесь с обучающими материалами и видео. Они помогут лучше понимать всю суть работы с нержавеющей сталью. Так вы сможете избежать большинства ошибок и добиться более-менее достойного результата. А мы, в свою очередь, кратко расскажем вам, как выполнять пайку и что нужно учесть.
Инструменты
Работа начинается с инструмента. Без него вы просто не сможете выполнить пайку. Конечно, некоторые инструменты можно сделать своими руками из подручных средств, но мы все же рекомендуем приобрести качественный инструмент в магазине.








Итак, для пайки вам понадобится:
- Электрический паяльник, работающий от стандартной сети в 220В. Его мощность должна быть не ниже 100Вт, а лучше еще больше.
- Конечно, флюс типа «бура». Пастообразный или жидкий. А также кисточка для его нанесения.
- Наждачная бумага, напильник или шлифмашинка.
- Металлический припой, изготовленный из чистого олова или смеси олова со свинцом.
Необязательно, но рекомендуется держать при себе стальной трос и небольшую металлическую трубку. Позже вы узнаете, зачем нам нужны эти компоненты.

Технология пайки
Теперь перейдем к технологии пайки. Еще раз повторим, что мы рассказываем о пайке на дому, а не в условиях промышленного цеха.
Для начала зачистите поверхность металла. Для этого используйте наждачку, шлифмашинку или напильник. Удалите все пятна, загрязнения, следы или масла или краски, очаги коррозии. Если это не сделать, качество сварки сильно ухудшится. Швы будут дефектными, и ваша работа пойдет насмарку.
После того, как вы тщательно подготовили поверхность деталей, нанесите флюс. Чтобы нанести флюс для пайки нержавейки используйте небольшую кисточку. Наносите флюс равномерным не толстым слоем. Флюс не только защитит сварочную зону от окисления, но и обеспечит качественное лужение. Об этом мы поговорим далее.
После нанесения флюса на будущую зону сварки, необходимо выполнить лужение. Луженое — это процесс, при котором тонкий слой олова наносится на металлическую поверхность. Этот процесс необходим для дальнейшей пайки. У новичков часто не получается с первого раза правильно выполнить лужение. Это не страшно. Вы можете нанести второй слой, предварительно прогрев детали до невысокой температуры.

Вы прогрели детали, снова попытались выполнить лужение, но ваши попытки не увенчались успехом? У многих сварщиков припой просто скатывается вниз, вместо того, чтобы образовывать тонкий слой на поверхности металла. Здесь-то нам и понадобится стальной трос и металлическая трубочка. Из этих двух компонентов можно сделать простейшую металлическую кисть.
Чтобы ее изготовить, трос должен быть того же диаметра, что и трубочка. Трос продевается в трубочку и на одном конце разматывается до образования своеобразной «косточки». С помощью такого приспособления выполняется зачистка металл. Да, вы используете эту «кисть» вместо наждачной бумаги или напильника. Как показывает практика, применение такого нехитрого приспособления эффективнее всего очищает поверхность металла. А ведь от этого во многом и зависит лужение. Многие просто недостаточно тщательно очищают поверхность, из-за чего не удается покрыть металл оловом.
Только после того, как все эти этапы выполнены, можно приступать к самой пайке деталей. Здесь уже все гораздо проще. Припой подается в сварочную зону одной рукой. В другой руке нужно держать паяльник и двигать его синхронно с припоем, равномерно заполняя стык между двумя деталями.
Особенности
Во время работ вы наверняка столкнетесь с некоторыми трудностями. Например, при медленной пайке в составе нержавейки могут сформироваться карбидные соединения. Качество шва ухудшится, а вероятность образования дефектов увеличится. Чтобы избежать этих проблем выполняйте пайку быстро и уверено. Не медлите и не останавливайтесь подолгу на одном этапе.
Также рекомендуем после пайки прокалить деталь в печи. Так карбидные соединения точно не смогут образоваться в составе нержавейки.
Необходимое оборудование для аргонной сварки меди
Горелки являются важнейшими компонентами для осуществления аргоновой сварки. РГА – самые ходовые модели. ГОСТ 5.917-71 описывает требования к данным аппаратам.
Особенно востребованными моделями, выпущенными в соответствии с ГОСТ, считаются РГА-150 и РГА-400. При сварочном токе до 200 Ампер применяется первая модель. Диаметр электрода для нее составляет 0,8-3 мм. Второй вид оборудования можно применять с током до 500 Ампер. Диаметр электродов 4-6 мм. В нем используется водяное охлаждение в отличие от первого варианта, где предусмотрено лишь воздушное.

Аргонная сварка меди своими руками
Для сваривания медных сплавов берутся:
- горелки, в которые ставиться вольфрамовый электрод;
- баллон для хранения аргона;
- редукторные клапаны, задача которых состоит в регулировании подачи аргона;
- экипировка, предназначенная для обеспечения безопасности: защитная маска и перчатки минимум
Чтобы справится с аргонной сваркой меди самостоятельно, следует предварительно посмотреть обучающее видео.
Используемое оборудование
Качество работы зависит от выбранных материалов, необходимого для проведения ремонта оборудования. Домашнему мастеру понадобится:
- Наждачная бумага (крупнозернистая).
- Промышленная щетка.
- Флюс (паста паяльная).
- Паяльная горелка (электропаяльник).
- Металлический пруток (присадочный материал).
- Лента малярная.
- Чистая тряпка.
- Защитное обмундирование (очки, перчатки, респиратор).
Теплопроводность аустенитных нержавеек низкая, а их коэффициент расширения высок, поэтому необходимо позаботиться о том, чтобы поверхность равномерно прогрелась. Избежать деформации, нагреть массивные изделия поможет мощный паяльник.
Подготовка оборудования и необходимых материалов
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность — не менее 80-110 ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны. Жало должно быть необгораемое
Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота
Жало должно быть необгораемое. Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Для твердых припоев придется воспользоваться газовой горелкой.
Медные
Медь и ее сплавы для пайки нержавеющей стали применяют редко. Это можно делать только при температуре 1120 ℃ в специально очищенных, осушенных средах восстановительного характера. Если в нержавеющих сталях повышено содержание хрома, алюминия, кремния и титана, в связи с низкой текучестью меди процесс можно проводить только с флюсами в атмосфере пламени ацетилена и кислорода.
В некоторых ситуациях применяют твердый припой для нержавейки из меди и цинка с содержанием последнего до 40 %. При этом добавляют в рабочую зону твердые флюсы.
Такие средства имеют недостатки, связанные с возможностью выгорания цинка. Шов может получаться не очень прочным, хрупким при высоких температурах. Работа требует особой квалификации исполнителя.
Хороший результат дают средства ВПр-1, ВПр-, ВПр-4, в которых основным компонентом является медь. Никеля в этих составах содержится около 30 %, кремния – до 2 %, железа – до 1,5 %, бора – в следовых количествах. Такими средствами можно паять любые нержавеющие стали в печах или пламени горелки.








Специфические особенности имеет припой ВПр- 41. Он относится к самофлюсующимся композитам. Функции флюсов выполняют добавки калия, натрия, лития и фосфора.
Они удаляют имеющиеся оксиды, препятствуют образованию новых продуктов окисления, улучшают поверхностное натяжение припоя. Пайку можно проводить без применения защитных газов под действием токов высокой частоты, обеспечивающих быстрый нагрев.
Недостатки пайки нержавейки твердыми припоями
- Если сравнивать с использованием других припоев, то процесс получается более трудоемким;
- Твердые сплавы нередко оказываются более дорогостоящими, как и себестоимость пайки, за счет того, что используется больше ресурсов;
- Далеко не каждый инструмент может дать ту температуру, которая требуется для этого процесса, поэтому, в домашних условиях он оказывается трудноосуществимым.
Подготовка оборудования и материалов
Перед тем как паять нержавейку твердым припоем, следует заняться подготовкой. Для проведения пайки нужно подобрать правильную горелку, которая бы смогла выдать требуемую температуру и обладала достаточной шириной пламени, чтобы равномерно обрабатывать поверхность.
Выбор горелки для пайки припоями
Следует сделать так, чтобы под рукой всегда находился флюс и припой, чтобы вовремя сделать все нужные процедуры. Перед работой нужно подготовить все под заданный режим работы и проверить работоспособность инструментов.
Отличия высокотемпературной пайки от низкотемпературной
При высокотемпературном спаивании используется нагрев при помощи горелки, тогда как в ином случае применяется электрический нагрев.
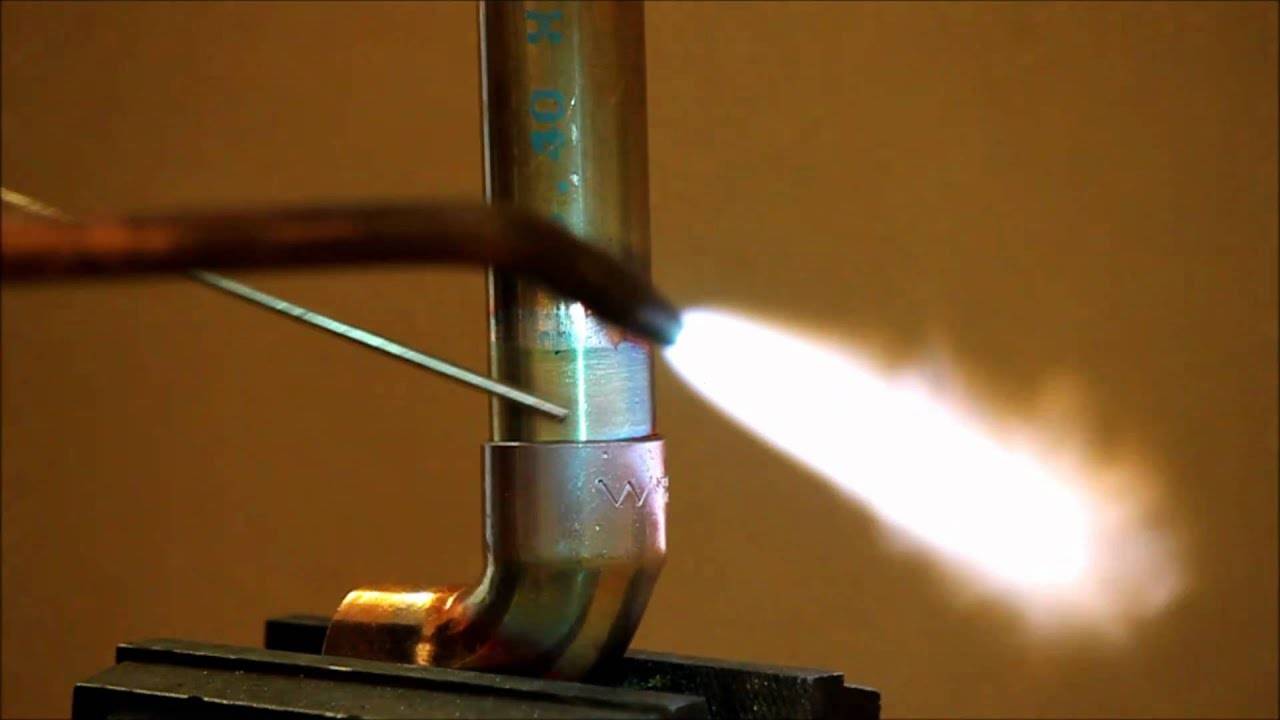
Высокотемпературная пайка нержавейки
Также различается температура плавления самого припоя. В первом случае она намного более высокая, что также влияет и на качество соединения, так как оно становится значительно выше. Низкотемпературная пайка, впоследствии, выдерживает меньшие температурные режимы воздействия. Высокотемпературная может вызывать структурные изменения в металле, если температура его плавления близка к той, которая используется при обработке. Для них также используется оборудование различной мощности.
Выбор твердого припоя
Медно-цинковый припой представлен в серии ПМЦ с различным содержанием меди. Его часто используют вместе с дополнительным легированием, чтобы снизить сильную отдачу при вибрации.
Медно-цинковый припой
Медно-фосфорный представлен в серии ПМФ с различным содержанием фосфора, в зависимости от цифры модели. У него хорошая устойчивость к коррозии и высокая текучесть. Иногда его могут использовать для замены серебряного припоя.
Медно-фосфорный припой
Медно-циноквые обладают высокими технологическими свойствам. При добавлении олова температура плавления снижается, так что он относится к универсальным припоям.
Выбор флюса
Пайка нержавеющей стали твердыми припоями требует тщательного подбора флюса. Одним из лучших вариантов для данного металла состоит на 70% из буры, на 20% из борной кислоты и на 10% из фтористого кальция.
Технология пайки нержавейки твердым припоем
- Зачистить механическим способом стыковые части деталей.
- Зафиксировать заготовки в неподвижном положении.
- Зону, где будет происходить спайка, нужно промазать флюсом.
- Горелка зажигается и устанавливается на нужный режим.
- Постепенно прогревается зона спайки, пока не изменится цвет металла.
- К детали подается припой, который может быть сразу покрыт флюсом.
- Осуществляется постепенное запаивание поверхности, передвигая расходный материал вдоль линии спайки.
Контроль качества шва
Существует несколько способов проверить, насколько хорошо все спаялось. Для этого используют такие методы как:
- Параметрический;
- Трансформаторный;
- Люминесцентный;
- Цветной;
- Оптический;
- Визуальный.
Меры безопасности
Даже когда происходит пайка пищевой нержавейки твердыми припоями в домашних условиях, то следует придерживаться правил безопасности. Во-первых, для пищевой нержавейки припой не должен содержать цинк или свинец. Также не стоит забывать о высоких температурах, с которыми идет работа и брать все незащищенными руками раньше времени остывания. Баллон с газом должен находиться на достаточном расстоянии от открытого огня горелки.
Почему пайка может не получиться?
Основными причинами неудач являются:
- Недостаточно хорошая зачистка перед самим процессом;
- Плохой разогрев заготовки, так что припой не смог нормально сцепиться с металлом;
- Был неправильно подобран припой для такого соединения;
- Было использовано недостаточное количество флюса, так что материал не начал плавиться, как того требовала технология;
- После спайки, когда все еще не остыло, было механическое воздействие со сдвигом детали.
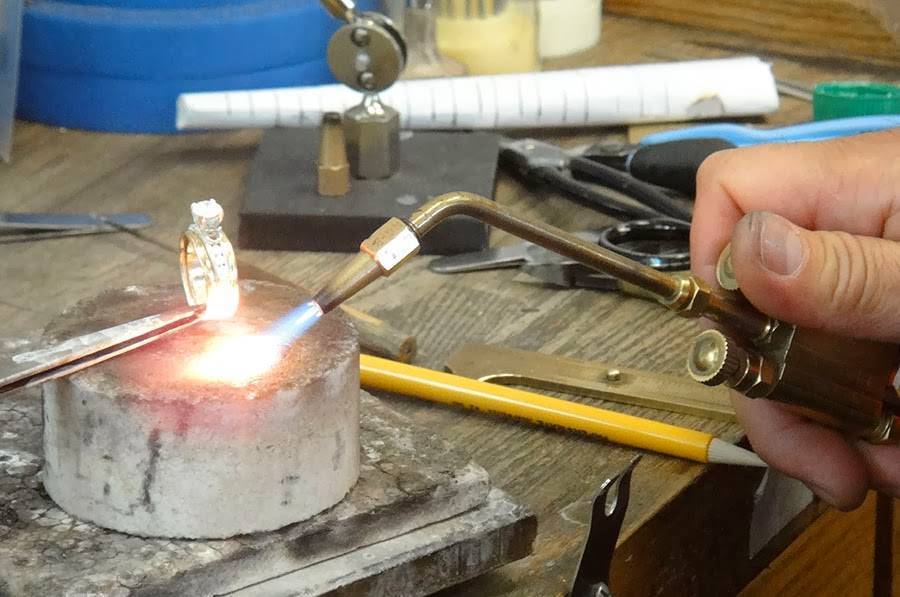
Как паять нержавейку латунью
Их мастерство поражает и очаровывает, они внедряют мечты в жизнь, создают шедевры, передают своё мастерство из поколения в поколение. Эти люди — ювелиры. Чтобы покорять металл и превращать его в прекрасные изделия необходимо мастерство, упорство и время.
Основные металлы, с которыми работают специалисты — это золото, серебро, нержавеющая сталь. Основная операция в технологии изготовления уникального изделия — пайка металлов. Технология пайки имеет свои особенности для каждого материала. Сложным процессом является пайка нержавейки твёрдыми припоями.
Пайка серебра в домашних условиях — довольно дорогостоящая операция. Особенно технологически сложно и экономически дорого спаять два разных металла. Необходимо соблюдать особые условия, специальный припой и флюс. Среди потребителей популярными становятся авторские изделия. Многие сложные проекты имеют сочетание серебряных деталей с нержавейкой.
Технология соединения деталей из нержавейки
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов.
Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры.
Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.









Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь.
Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности.
Расплавленный металл сцепится с деталью и обеспечит надёжное соединение.
Как паять детали из серебра
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски. Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки
Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты
Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
Выбор припоя

Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
| Проба припоя | Содержание компонентов, % | Температура, °С | ||||
| Серебро | Медь | Цинк | Кадмий | Начало плавления | Полное расплавление | |
| ПСр-80 | 80,0 | 12,4 | 7,6 | — | 780 | 800 |
| ПСр-75 | 75,0 | 18,6 | 6,4 | — | 755 | 755 |
| ПСр-70 | 70,0 | 30,0 | — | — | 770 | 780 |
| ПСр-70 | 70,0 | 26,4 | 3,6 | — | 745 | 765 |
| ПСр-65 | 65,0 | 35,0 | — | — | 790 | 810 |
| ПСр-65 | 65,0 | 20,0 | 15,0 | — | 700 | 720 |
| ПСр-60 | 60,0 | 24,8 | 15,2 | — | 700 | 720 |
| ПСр-50 | 50,0 | 50,0 | — | — | 779 | 850 |
| ПСр-50К | 50,0 | 16,0 | 16,0 | 18,0 | 650 | 670 |
| ПСр-45 | 45,0 | 30,0 | 25,0 | — | 660 | 725 |
| ПСр-25 | 25,0 | 40,0 | 35,0 | — | 745 | 775 |
| ПСр-12М | 12,0 | 52,0 | 36,0 | — | 780 | 825 |
| ПСр-10 | 10,0 | 53,0 | 37,0 | — | 815 | 850 |