Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами. Наиболее это свойство выражено у красной латуни томпака;
- Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано.
Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты
При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем
При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Преимущества и недостатки
 При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
 При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»)
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.

![Пайка латуни в домашних условиях[особенности, видео, советы]](https://snabkz.ru/wp-content/uploads/a/9/6/a961a6d8189bce6b6700897c597c85c6.jpeg)









Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
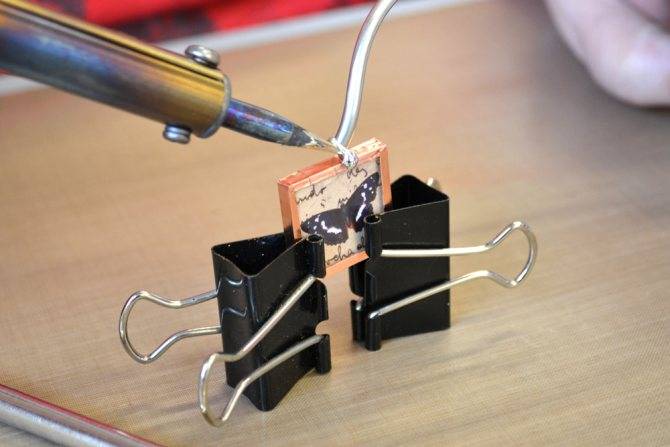
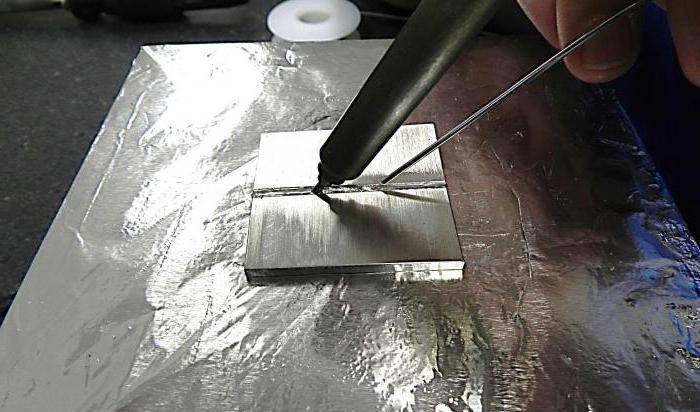
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
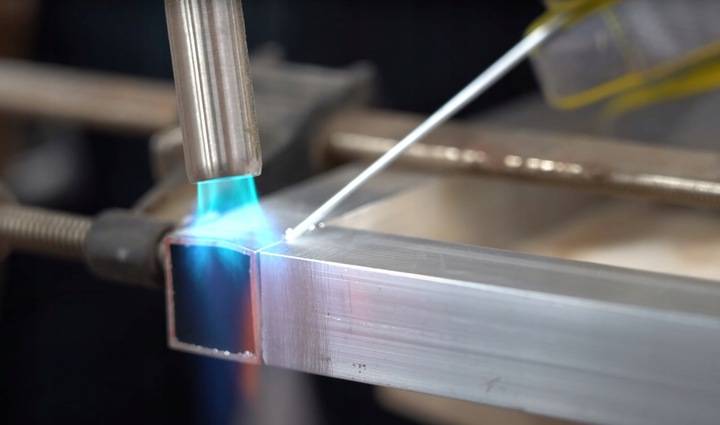
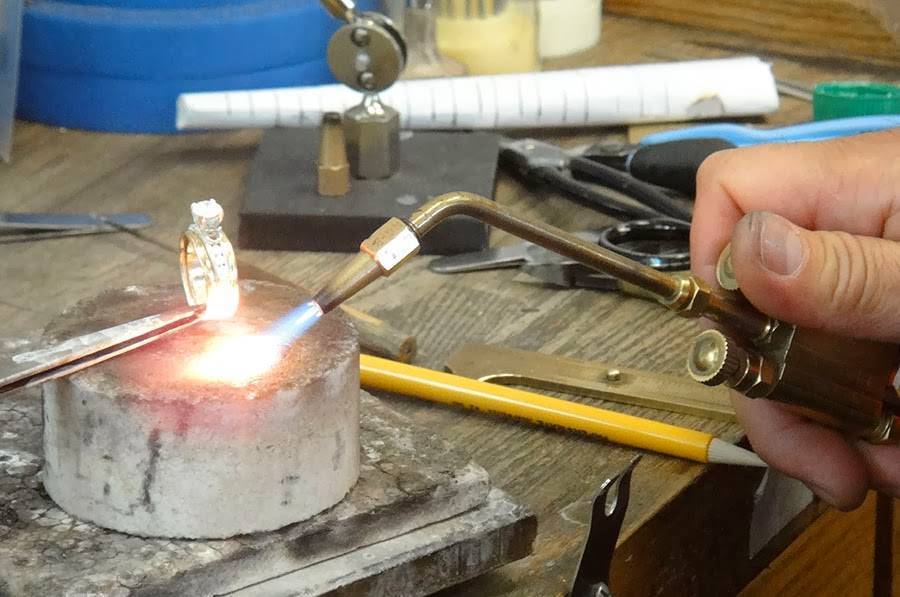
Пайка с применением газовой горелки
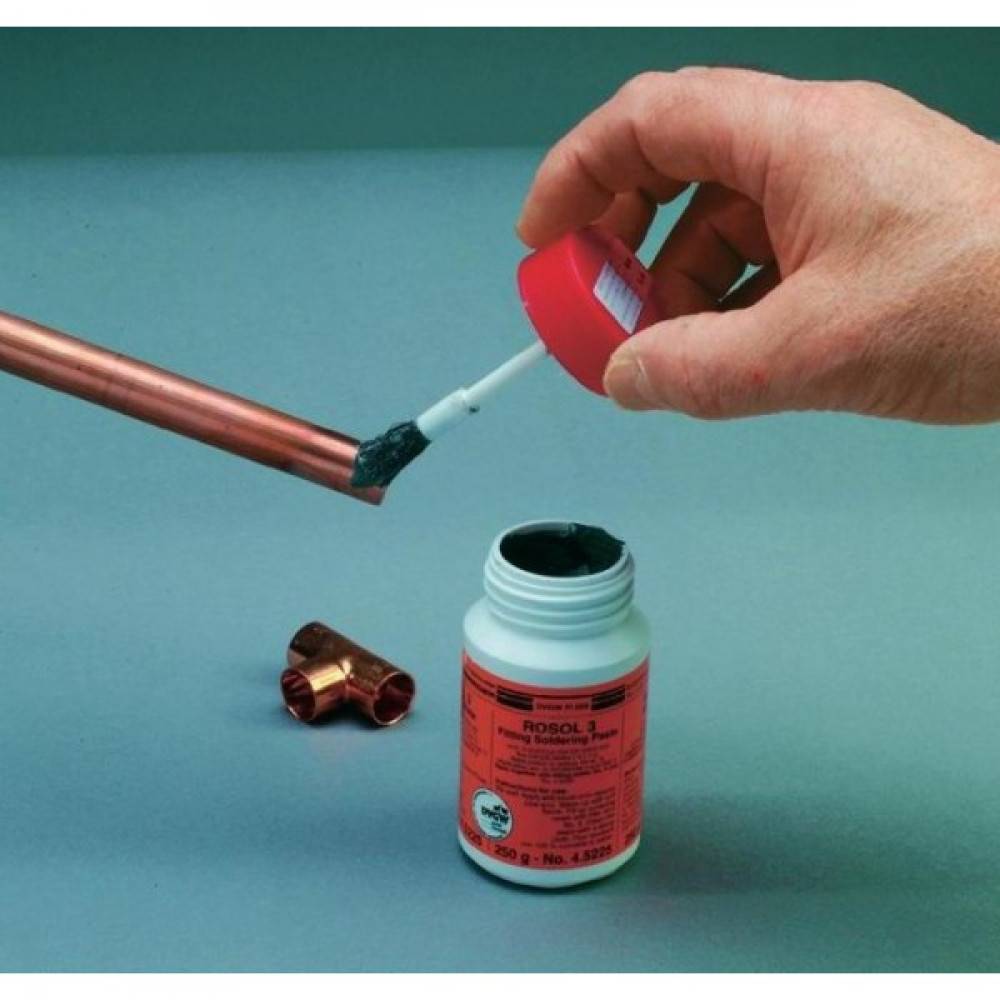
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла
Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью
Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
|---|---|---|---|---|
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплавд Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.








Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.








Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.