Общие положения
В крупносерийном производстве каждая деталь изготовлена с заранее заданной степенью точности. Изготовить их с полностью одинаковыми характеристиками практически невозможно. Поэтому предусмотрена стройная система разрешённых изменений в реальных классах точности.
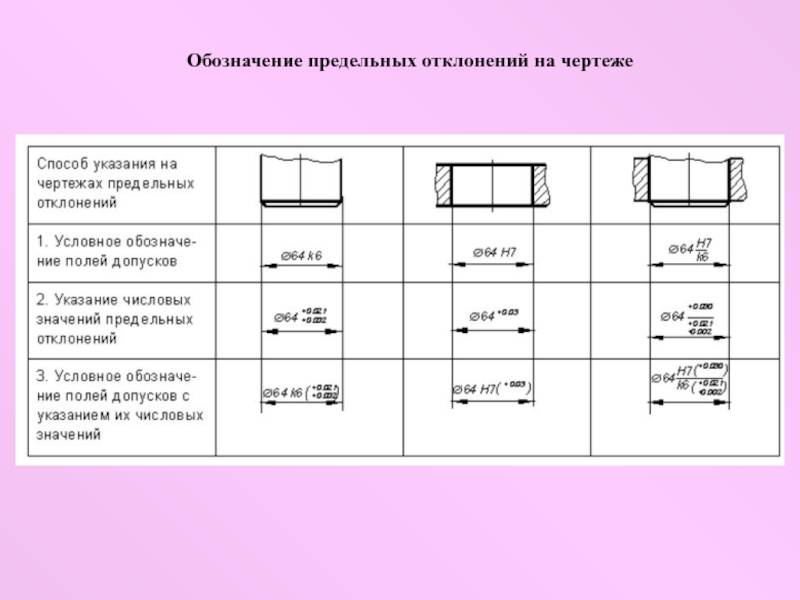
Каждый параметр обозначается на чертеже. Указанный размер допуска отражает численную характеристику разрешённого зазора, место размещения на изделии. По правилам размещение области, к которой относится допуск, ориентируется относительно так называемой нулевой линии. По этому показателю допуски бывают:
- симметричными и ассиметричными (разрешённое отклонение допускается с одной или обеих сторон относительно выбранной нулевой линии);
- выше или ниже заданной нормали;
- с заданной величиной смещения в требуемом направлении.
Посадкой называют параметр, который указывает допустимую точность при соединении отдельных деталей в цельный агрегат. Он задаётся установленными зазорами или натягами.
Их делят на три утверждённых типа:
- заранее предусмотренным зазором;
- допустимым натягом;
- переходного типа.
Во всех случаях допуском посадки считается величина, которая рассчитывается как разность между большим и наименьшим значением допустимого зазора. Вся существующая система классифицируется по следующим признакам:
- основания системы – это допуски отверстий и валов;
- классам точности (их подразделяют на 19 квалитетов);
- величине предусмотренных натягов.
Под допусками для отверстий понимают совокупность разрешённых значений с одинаковыми квалитетами. Для них устанавливаются предельно допустимые размеры отверстий. Вариация величины посадок достигается благодаря изменению предельных размеров вала. В системе вала перечисленные параметры изменяются в обратном порядке. Предельный размер вала сохраняет постоянство для различных посадок, а происходит изменение предельных размеров отверстия.
В системе допусков и посадок номера квалитетов являются показателями точности обработки. С возрастанием порядкового номера допуск размера увеличивается. Все размеры разделены на определённое количество интервалов. Величина каждого интервала равна трём миллиметрам. Линейка этих интервалов начинается с размера от 1 до 3 мм, затем от 3 до 6 мм и так далее. Для каждого интервала уже установлен свой усреднённый геометрический размер и обозначение. Он определяется по границам интервала. Для них определены квалитеты от пятого до семнадцатого. Чем меньше номер квалитета, тем обработка считается более точной.
Все рассчитанные параметры сведены в таблицы. Основными документами, которые систематизируют эти показатели, и правила их обозначения являются:
- ЕСДП расшифровывается как единая система допусков и посадок — установлена ГОСТ 25347-82;
- ОНВ закреплены в стандарте 25346-89 (основные нормы взаимозаменяемости устанавливают возможности по замене одних изделий аналогичными);
- ЕСКД единая система конструкторской документации объединяет все требования к оформлению и документов и нанесению обозначений — подробно изложена в стандарте 2.001-2013;
- Стандарты различного уровня и назначения: государственные ведомственные, отраслевые;
- Технические условия (применяются как нормы изготовления узкоспециальных деталей).
ЕСДП применяется для регламентирования всех параметров. ОНВ позволяет точно определить зазоры в деталях сложной конфигурации. Например, шпоночных или шлицевых соединениях, резьбы, зубчатых передач и так далее.

Каждый размер должен указываться в каждой из документаций:
- на всех видах чертежей;
- эскизах конструкций;
- технологических картах;
- дополнительных графических изображениях (пояснительных записках, набросках).
Правильно выбранные параметры отклонений составляют основу технологических процессов. Неотступное следование утверждённым стандартам позволяет разработать и изготовить надёжный и долговечный агрегат.
Общие положения
В крупносерийном производстве любая деталь сделана с заблаговременно заданной степенью точности. Сделать их с полностью похожими свойствами как правило невозможно. По этому предусматривается подтянутая система разрешённых изменений в настоящих классах точности.
Каждый параметр отмечается на чертеже. Указанный размер допуска отображает численную характеристику разрешённого зазора, место расположения на изделии. По правилам расположение области, к которой относится допуск, ориентируется относительно говоря иначе нулевой линии. По данному показателю допуски бывают:
- симметричными и ассиметричными (разрешённое отклонение разрешается с одной или двух сторон относительно подобранной нулевой линии);
- выше или ниже заданной нормали;
- с заданной величиной смещения в требуемом направлении.
Посадкой называют параметр, который указывает допустимую точность при соединении некоторых деталей в целостный аппарат. Он задаётся установленными зазорами или натягами.
Их разделяют на три утверждённых типа:
- заблаговременно предусмотренным зазором;
- возможным натягом;
- переходного типа.
В любых ситуациях допуском посадки считается величина, которая рассчитывается как разница между большим и наименьшим значением возможного зазора. Вся существующая система классифицируется по таким признакам:
- основания системы – это допуски отверстий и валов;
- классам точности (их разделяют на 19 квалитетов);
- величине предусмотреных натягов.
Под допусками для отверстий знают совокупность разрешённых значений с похожими квалитетами. Для них ставятся предельно возможные размеры отверстий. Вариация величины посадок происходит благодаря изменению предельных размеров вала. В системе вала перечисленные параметры изменяются в обратном порядке. Максимальный размер вала хранит постоянство для разных посадок, а происходит изменение предельных размеров отверстия.
В системе допусков и посадок номера квалитетов являются критериями точности обработки. С увеличением порядкового номера допуск размера возрастает. Все размеры разделены на определённое кол-во интервалов. Величина каждого интервала равна трём миллиметрам. Линейка данных интервалов начинается с размера от 1 до 3 мм, после от 3 до 6 мм и так дальше. Для любого интервала уже поставлен собственный усреднённый геометрический размер и обозначение. Его можно определить по границам интервала. Для них установлены квалитеты от пятого до семнадцатого. Чем меньше номер квалитета, тем обработка является более точной.
https://youtube.com/watch?v=lPrxrmCvDis
Все рассчитаные параметры сведены в таблицы. Ключевыми документами, которые систематизируют данные показатели, и правила их определения считаются:
- ЕСДП расшифровывается как одна конструкция допусков и посадок — поставлена ГОСТ 25347-82;
- ОНВ закреплены в стандарте 25346-89 (главные нормы взаимозаменяемости устанавливают возможности по замене одних изделий подобными);
- ЕСКД одна конструкция конструкторской документации соединяет все требования к оформлению и документов и нанесению обозначений — детально изложена в стандарте 2.001-2013;
- Нормы разного уровня и назначения: государственные ведомственные, отраслевые;
- Техусловия (используются как нормы изготовления узкоспециальных деталей).
ЕСДП используется для регламентирования всех показателей. ОНВ дает возможность точно определить зазоры в деталях сложной формы. К примеру, шпоночных или шлицевых соединениях, резьбы, зубчатых передач и так дальше.

Каждый размер должен указываться в любой из документаций:
- на всех разновидностях чертежей;
- эскизах конструкций;
- технологических картах;
- дополнительных графических изображениях (пояснительных записках, набросках).
Идеально подобранные параметры отклонений составляют основу тех. процессов. Неотступное следование утверждённым нормам дает возможность создать и сделать качественный и надежный аппарат.
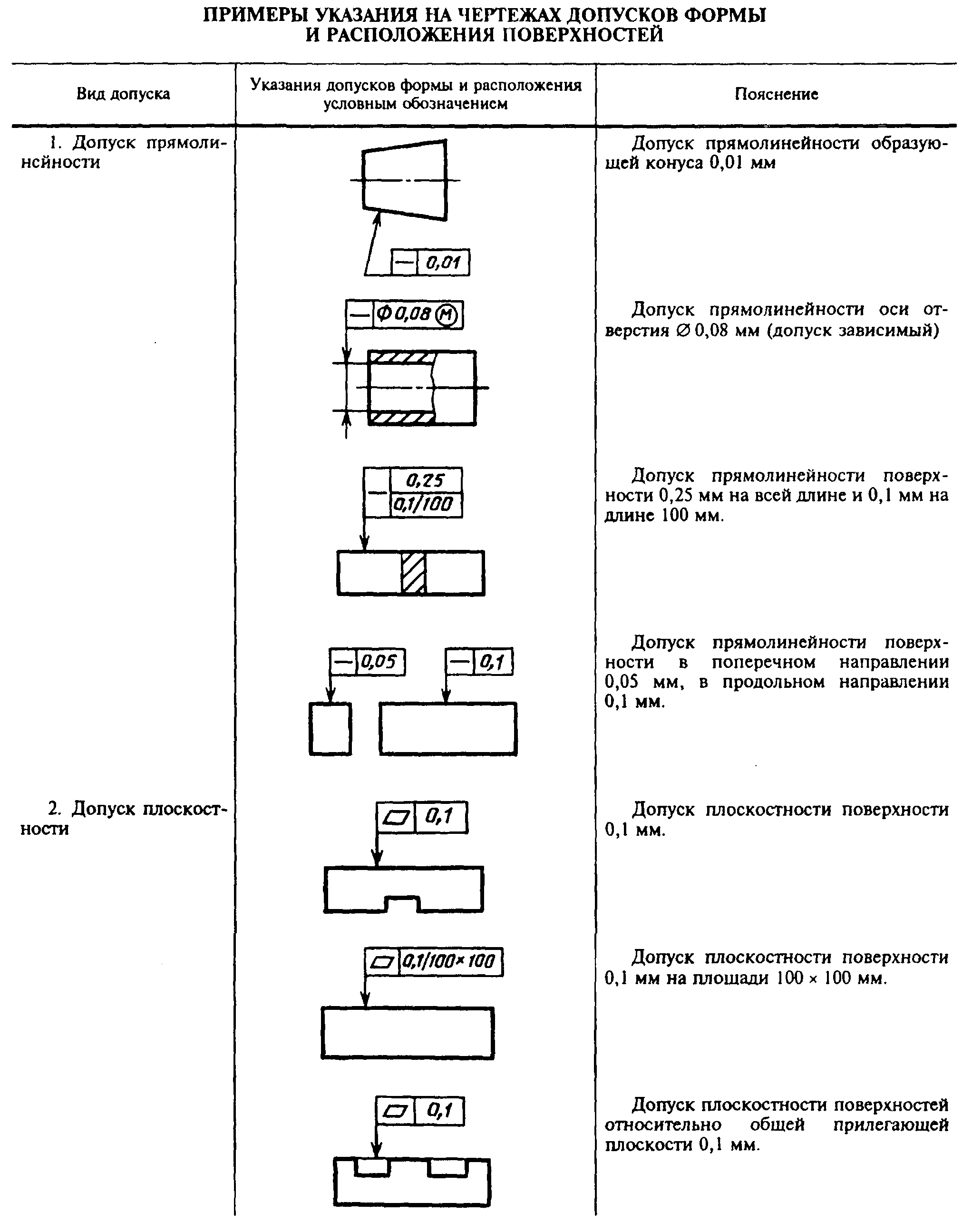
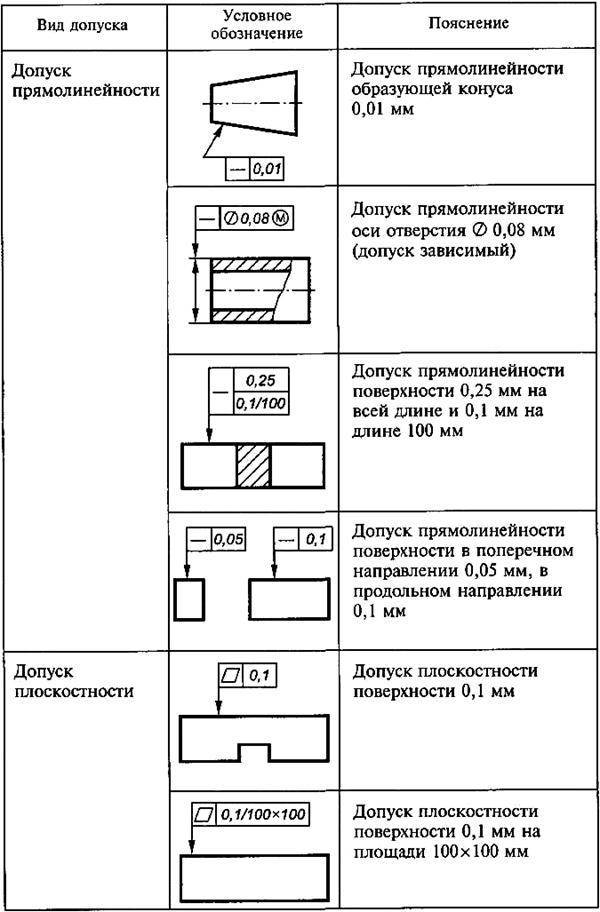
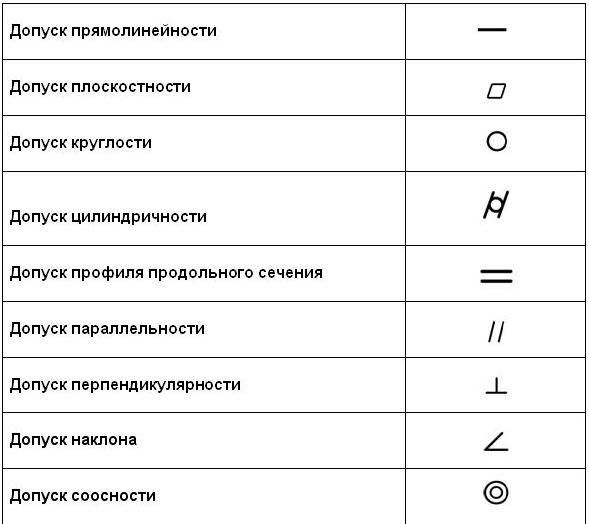
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.
К ним относятся:
- прямолинейности;
- плоскости;
- не совпадения формы окружности (к ним относятся: круглости; допуск овальности);
- изменение формы цилиндра — допуск цилиндричности.
К первой категории относятся следующие отклонения:
- формы обработанной поверхности (нарушается плоскостная картина, изменяется величина радиуса выточенного вала, нарушается геометрия фигур имеющих плоские грани);
- нарушается параллельность и перпендикулярное расположение поверхностей между собой или соседними деталями;
- проявляется разная шероховатость по длине, поперечному сечению, окружности.
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.



Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
- общей параллельности (сравнивается с линией направленной вдоль поверхности);
- перпендикулярности и пересечения осей (проверяется сохранение прямого угла на всём протяжении поверхностей);
- наклона;
- симметрии (по отношению к выбранной оси).
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
Назначения допусков формы и расположения
Основные положения, поясняющие назначение каждого из них, приведены в ГОСТ 24643-81. Допуски формы и расположения поверхностей позволяют выбрать способ, инструмент, порядок для обработки. Кроме этого допуски формы и расположения поверхностей определяют условия эксплуатации отдельных изделий составляющих конкретный механизм, его надёжность и долговечность.
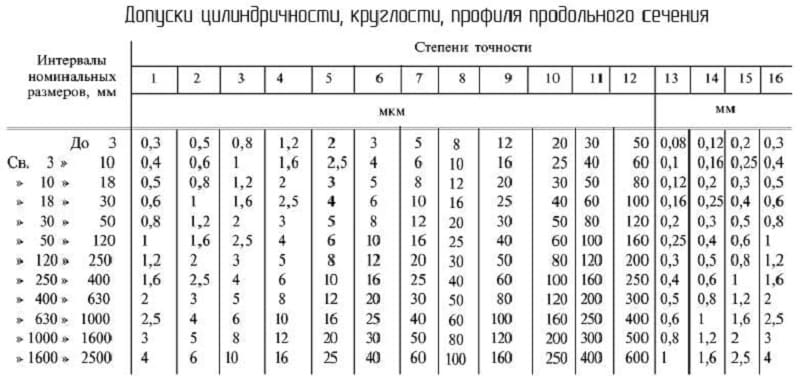
Числовые значения допусков формы
В современном стандарте для точности обработки утверждено 16 классов. Их числовые значения возрастают от одного класса к другому. Прирост точности происходит в 1,6 раза. Стандарт определяет три основных уровня, которые обозначаются заглавными буквами латинского алфавита: «А», «В» и «С». Каждый из уровней определяет следующие положения:
- первой (литера А) признаётся нормальная точность, которая составляет не менее 60 % от погрешностей всех указанных размеров;
- вторая геометрическая точность (литера В) относится к категории повышенной точности (обычно она равна около 40% допусков для всех применяемых деталей);
- наивысшей степенью точности является третий уровень (литера С), которая не превышает 25% от всех использованных погрешностей.
Числовые значения допусков формы цилиндрических поверхностей, устанавливаются для каждого из трёх уровней. Согласно стандарту они не должны превышать 30% для первого уровня, 20% для второго и 12% для третьего. Это связано с применяемыми ограничениями при отклонении радиуса изделия, с помощью указания места расположения установленного размера.
Допуски плоскости и прямолинейности
Оценка соблюдения параметров плоскости осуществляется путём сравнения с характеристиками выбранной базой. Базой служит отдельный элемент детали, которые однозначно считают плоскими. Характер и расположение прямолинейного участка уточняется по результатам сравнения со своей базой. Каждый из разрешённых изменений обозначается установленным значком. В сноске к этому знаку указывают расположение и величину установленного отклонения. Допуск устанавливается для линий и плоскостей различного порядка. Все разрешённые изменения размеров объединяют единым полем. Общепризнанными изменения характера прямолинейности считаются выпуклость и вогнутость. Расположение и параметры отклонения от заданной плоскости обозначаются аббревиатурой (EFE). Для описания характеристик прямолинейности приняты показатели, входящие в единый комплект, обозначаемый (EFL).
Допуски круглости, цилиндричности профиля продольного сечения
Под понятием цилиндричности понимают сходство изготовленного изделия с параметрами аналогичного цилиндра. Его диаметр, длина, расположение должны соответствовать указанным в технической документации. Для сравнения выбирают цилиндр с прилегающей (контрольной) поверхностью, имеющей меньший диаметр. Он может быть свободно вписан в реальную внутреннюю поверхность. Установленные отклонения от цилиндричности позволяют установить соответствие обработанной детали заданной форме. Расположение указанных отклонений определяют конечный вид изделия, её место установки в агрегате после сборки. Это служит главным отличием от изменений профиля продольного сечения и так называемой круглости. Они задают только один параметр отклонения от точек расположенных на заготовке. Под отклонением от так называемой круглости понимают наибольшее расстояние, задающее расположение точек на поверхности детали по отношению к прилегающей окружности. Под этой окружностью понимают окружность с большим радиусом, описанную вокруг наружной поверхности вращения, с минимальным диаметром, который устанавливает самое близкое расположение между точками этих окружностей. Наиболее встречаемыми отклонениями являются овальность и огранка.
Контроль величины этих изменений производится с помощью специальных измерительных устройств. К ним относятся: специальные шаблоны, координатно-измерительные машины, так называемые «кругломеры».
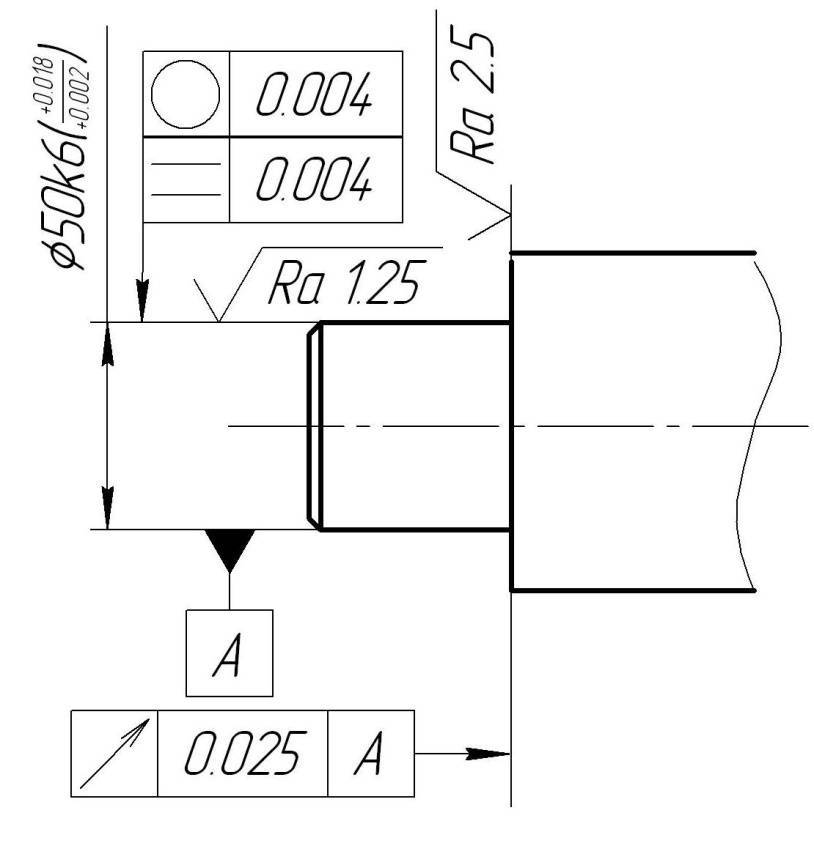
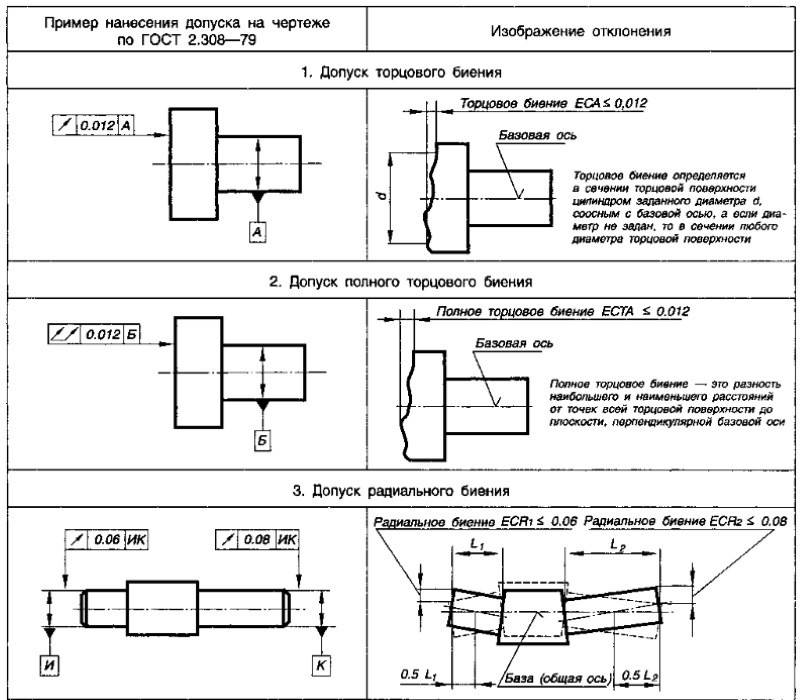
Допуски перпендикулярности, параллельности, наклона торцевого биения
В процессе эксплуатации элементов конструкции агрегата, имеющего цилиндрическую форму, наблюдается эффект так называемого торцевого биения. Предотвращения негативных последствий устраняется установлением разрешённых отклонений от утверждённых размеров. Эти значения наносятся на протяжении всей заготовки.
Допуск устанавливает величину и характер торцевого биения. Для отдельных случаев его величину задают относительно наибольшего диаметра торцевой поверхности, расположенной в готовом агрегате.
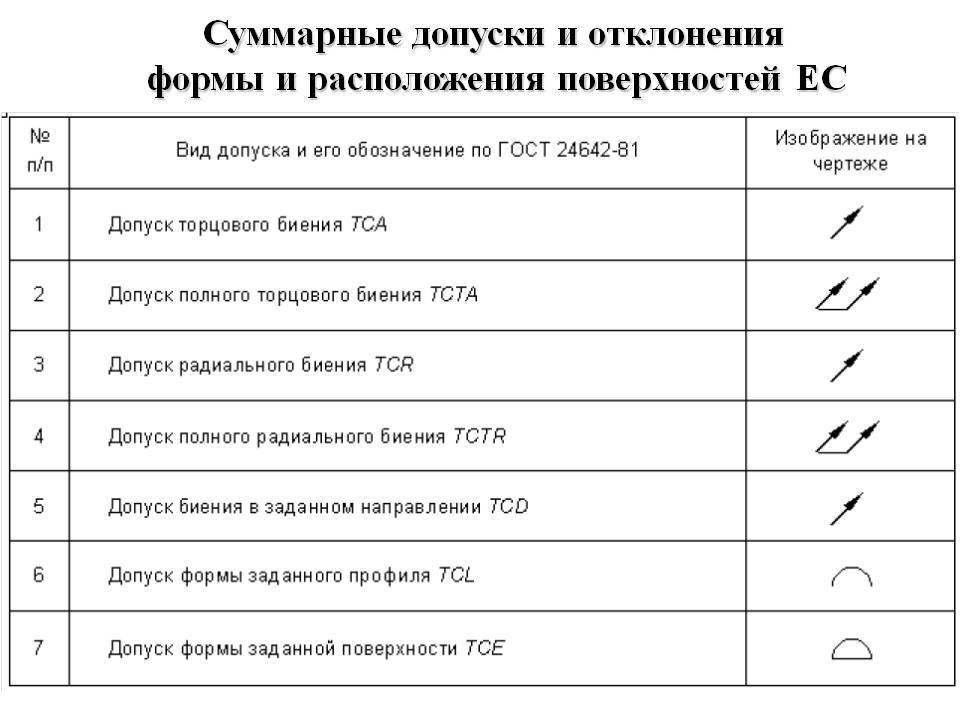
Суммарные допуски формы и расположения
Каждый из этих параметров объединяет в себе оба допустимых отклонения. Они возникают в результате одновременного проявления изменения геометрической формы и появления неровности (шероховатости) обработанной поверхности. Поэтому используя математическую терминологию, говорят, что предел, к которому должна стремиться разница между эталоном и реальным изделием считается суммарным допуском формы и расположения. Характер изменений определяется методом сравнения с выбранными базовыми объектами. В качестве таких объектов выбирают проверенные конструкции или поверхностями, которые могут считаться эталонами, например, различные калибры.
Такие допуски делятся на следующие категории:
- Биений. К ним относятся: радиальное, торцевое, в заранее заданном направлении;
- Всей формы поверхности.
Каждый из этих категорий имеет свое обозначение. Допуск полного биения обозначается двумя наклонными стрелками в форме объединённых снизу векторов, направленных от левого нижнего угла в правый верхний. Сравнение форм производиться в результате совмещения обеих поверхностей.
Это поле имеет заданные геометрические размеры. Оно ориентировано относительно выбранной базы так, чтобы можно было проверить параллельность расположения. Примеры суммарного допуска обозначают, на сколько возможно изменение параметров, не приводящих к быстрому выходу из строя агрегата. Особенно это актуально для подвижных соединений
ОБОЗНАЧЕНИЕ БАЗ
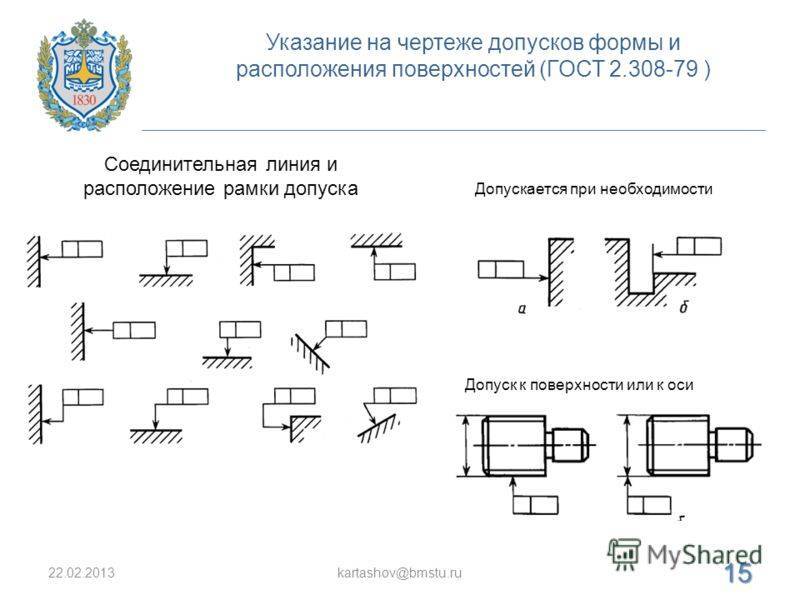
3.1. Базы обозначают зачерненным
треугольником, который соединяют при помощи соединительной линии с рамкой. При
выполнении чертежей с помощью выводных устройств ЭВМ допускается треугольник,
обозначающий базу, не зачернять.
Треугольник, обозначающий базу, должен
быть равносторонним, высотой приблизительно равной размеру шрифта размерных
чисел.
3.2. Если базой является поверхность или
ее профиль, то основание треугольника располагают на контурной линии
поверхности (черт. 19а) или на ее продолжении (черт. 19б).
При этом соединительная линия не должна быть продолжением размерной линии.
Черт. 19
3.3. Если базой является ось или
плоскость симметрии, то треугольник располагают на конце размерной линии (черт.
18).
В случае недостатка места стрелку
размерной линии допускается заменять треугольником, обозначающим базу (черт. 20).
Черт. 20
Если базой является общая ось (черт. 21а)
или плоскость симметрии (черт. 21б) и из чертежа ясно, для каких
поверхностей ось (плоскость симметрии) является общей, то треугольник
располагают на оси.
Черт. 21
(Измененная редакция, Изм. № 1).
3.4. Если базой является ось центровых
отверстий, то рядом с обозначением базовой оси делают надпись «Ось центров»
(черт. 22).
Допускается обозначать базовую ось
центровых отверстий в соответствии с черт. 23.
Черт. 22
Черт. 23
3.5. Если базой является определенная
часть элемента, то ее обозначают штрихпунктирной линией и ограничивают
размерами в соответствии с черт. 24.

Если базой является определенное место
элемента, то оно должно быть определено размерами согласно черт. 25.
Черт. 24
Черт. 25
Черт. 26
3.6. Если нет необходимости выделять как
базу пи одну из поверхностей, то треугольник заменяют стрелкой (черт. 26).
3.7. Если соединение
рамки с базой или другой поверхностью, к которой относится отклонение
расположения, затруднительно, то поверхность обозначают прописной буквой,
вписываемой в третью часть рамки. Эту же букву вписывают в рамку, которую
соединяют с обозначаемой поверхностью линией, заканчивающейся треугольником,
если обозначают базу (черт. 27а), или стрелкой, если обозначаемая поверхность не
является базой (черт. 27б). При этом букву следует располагать параллельно
основной надписи.
Черт. 27
3.8. Если размер элемента уже указан один
раз, то на других размерных линиях данного элемента, используемых для условного
обозначения базы, его не указывают. Размерную линию без размера следует
рассматривать как составную часть условного обозначения базы (черт. 28).
Черт. 28
3.9. Если два или
несколько элементов образуют объединенную базу и их последовательность не имеет
значения (например, они имеют общую ось или плоскость симметрии), то каждый
элемент обозначают самостоятельно и все буквы вписывают подряд в третью часть
рамки (черт. 25, 29).
3.10. Если необходимо задать допуск
расположения относительно комплекта баз, то буквенные обозначения баз указывают
в самостоятельных частях (третьей и далее) рамки. В этом случае базы записывают
в порядке убывания числа степеней свободы, лишаемых ими (черт. 30).
Черт. 29
Черт. 30
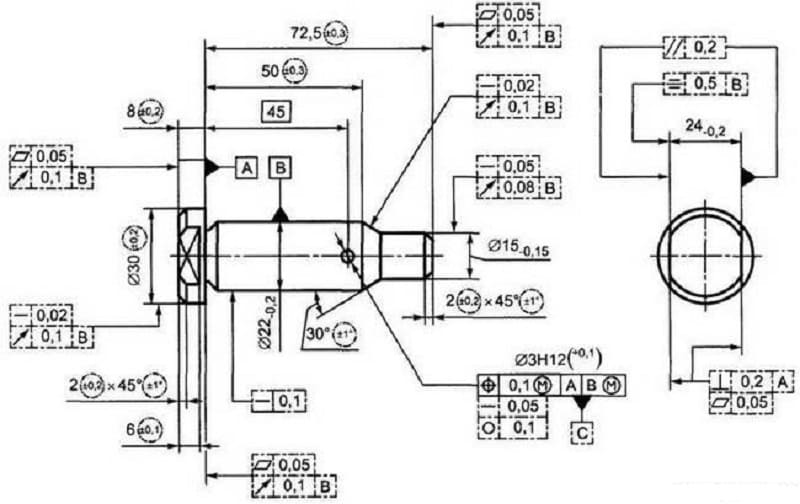
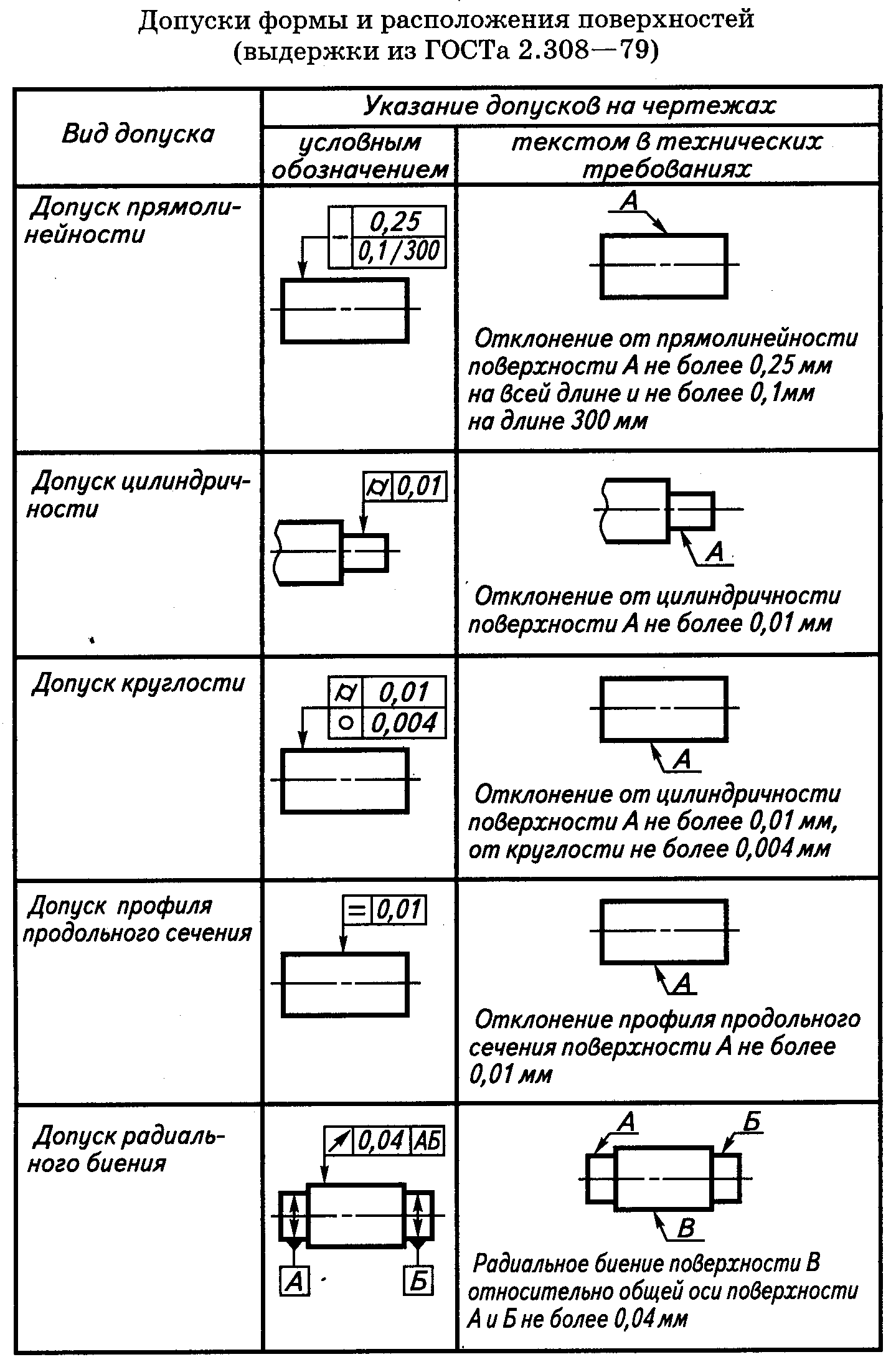
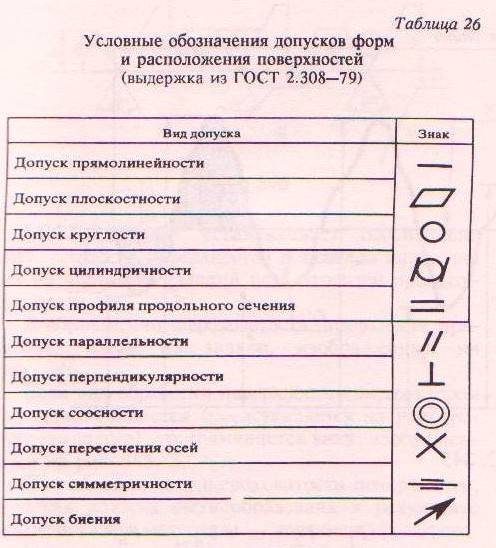
Обозначения допусков формы и расположения поверхностей на чертежах.
Чтобы установить единство в понимании требований на чертежах к отклонениям формы и расположения поверхностей и осей симметрии, по ГОСТ 2.308-79 приняты условные обозначения в виде графических символов (знаков). Для допусков формы и расположения поверхностей, не предусмотренных ГОСТ 2.308-79, вид допуска можно указать текстом, который должен содержать: наименование допуска, указание поверхности или другого элемента, для которого задается допуск, и числовые значения допуска в миллиметрах.
Все допуски разбиты на 3 группы: допуски формы, допуски расположения и суммарные допуски формы и расположения. В условных обозначениях допусков последних двух групп указывают базы, относительно которых задан допуск и оговаривает зависимые допуски расположения или формы.
Графические символы и числовые значения допусков формы и расположения помещают в прямоугольных рамках, которые соединяют выносную линию со стрелкой с контурной линией поверхности, если отклонение отсчитывают от нее; либо с размерной линией параметра или с осью симметрии, если отклонение относится к общей оси.
Прямоугольные рамки делят на две или три части. В первой части показывают знак допуска, во второй — его числовое значение. Третью часть рамки вводят тогда, когда нужно показать буквенное обозначение базовой поверхности, к которой относится отклонение или какое-либо необходимое еще обозначение.
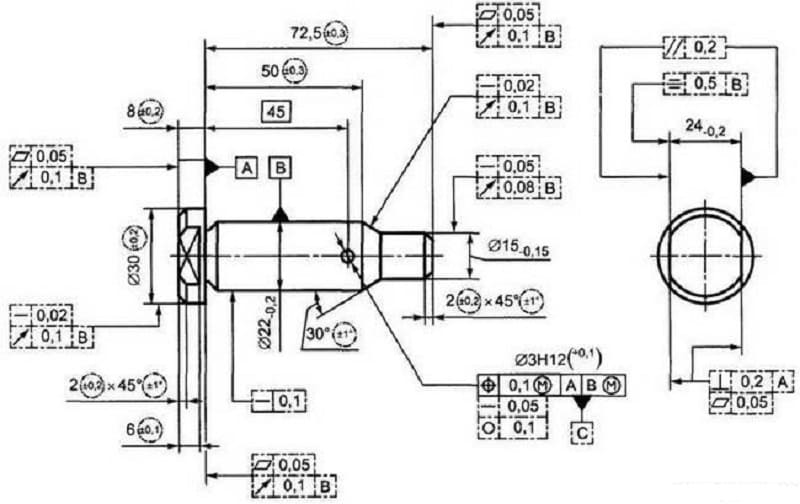
Зависимый допуск обозначают буквой М в кружке, которую проставляют в прямоугольной рамке рядом с величиной допускаемого отклонения (рис. 10а).
а — предельных смещений осей отверстий от номинального расположения; б — предельных отклонений размеров, координирующих оси отверстий.
Рисунок 10. Простановка на чертеже допусков расположения осей отверстий
Согласно требований ГОСТ 2.308-79, если на чертеже имеются зависимые допуски, то букву М для них пишут и обозначают в кружочке. Если допуск расположения или формы не указан как зависимый, то его считают независимым. Примеры указания допусков формы и расположения поверхностей приведены в таблице 4.
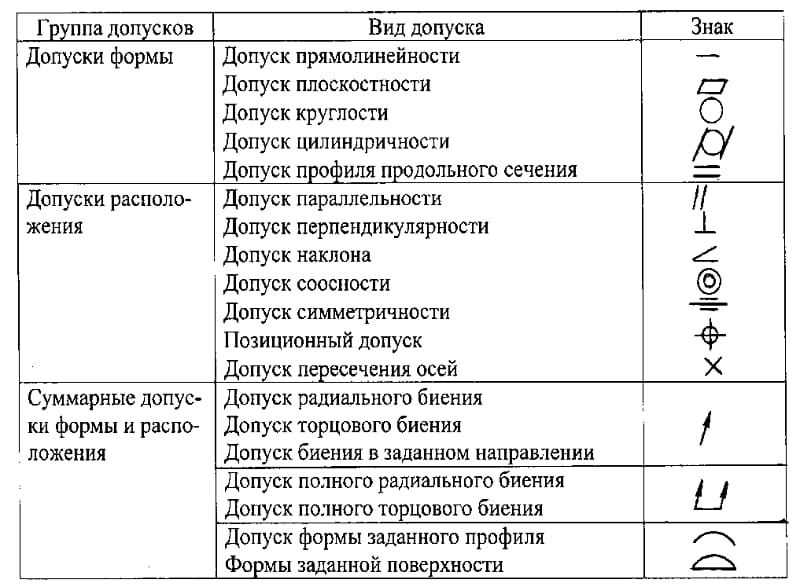
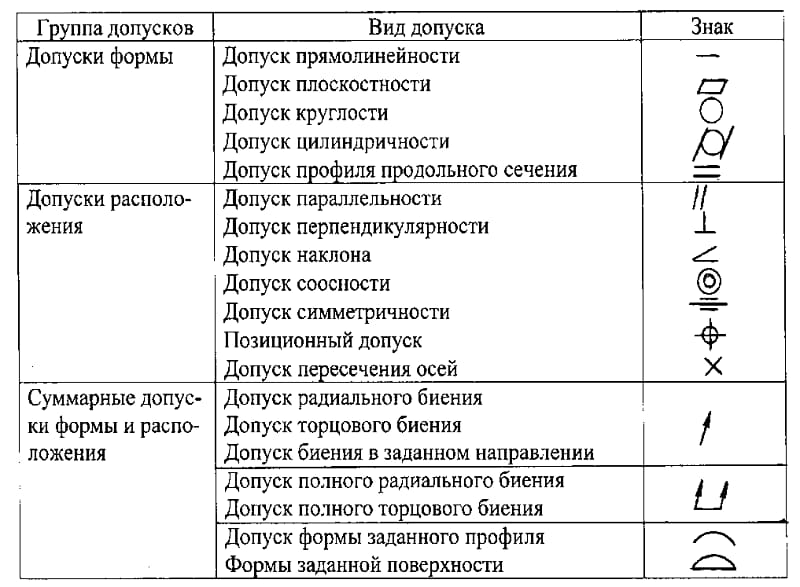
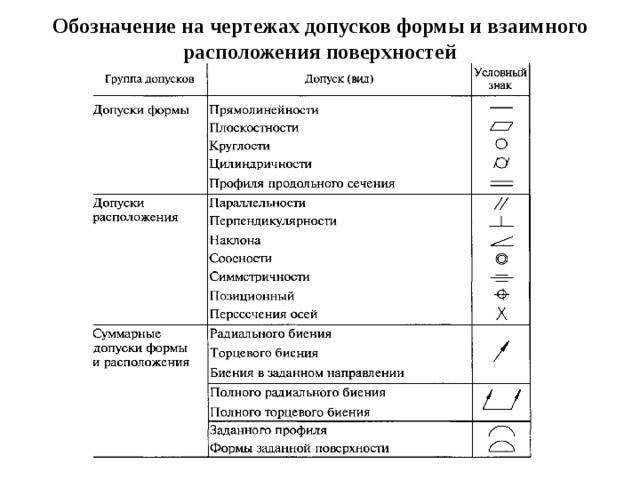
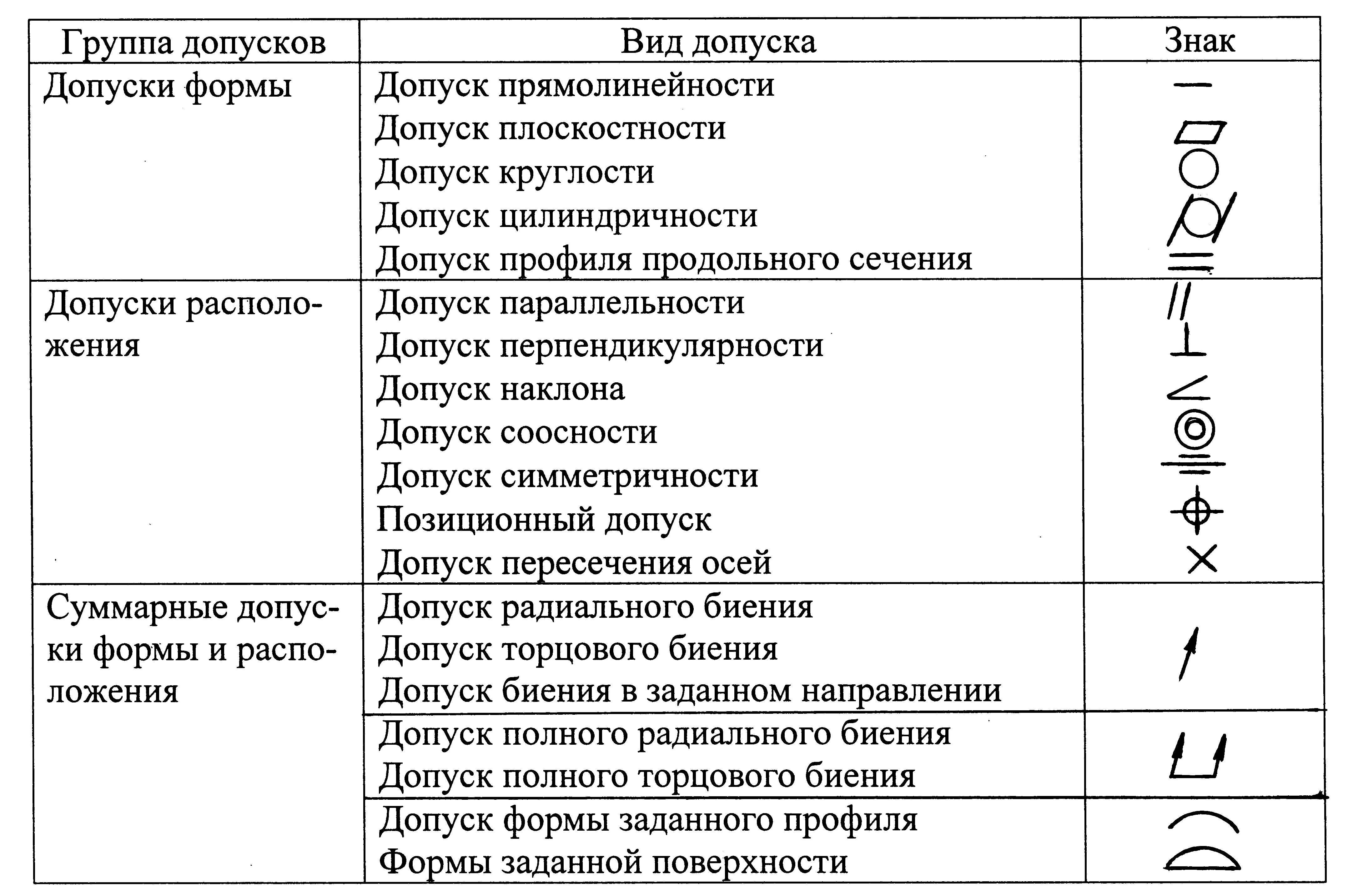
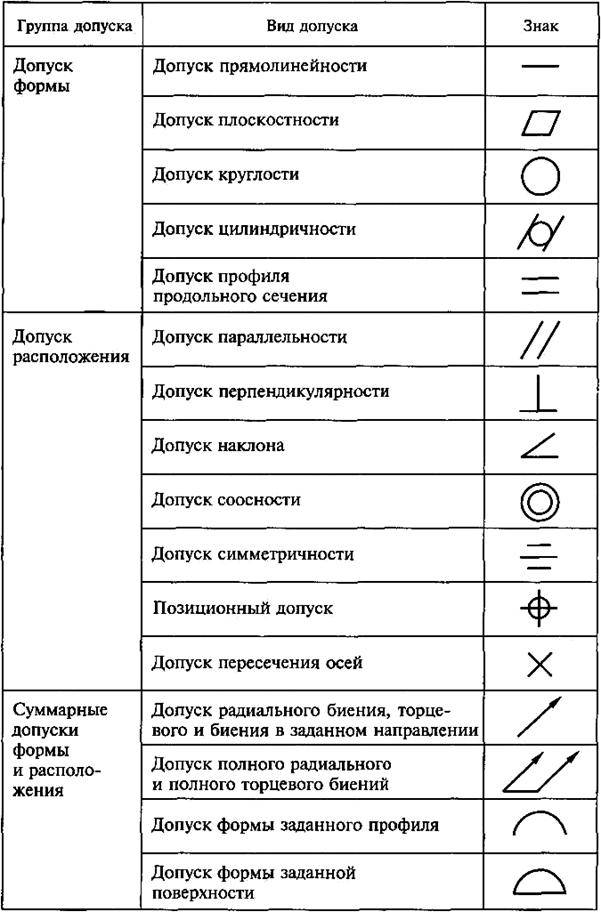
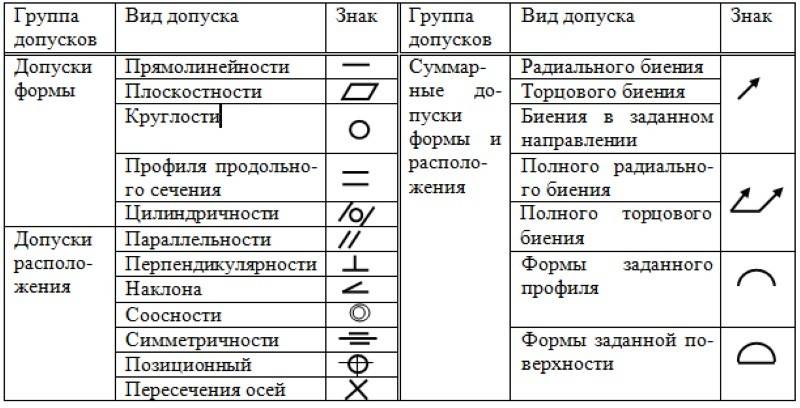
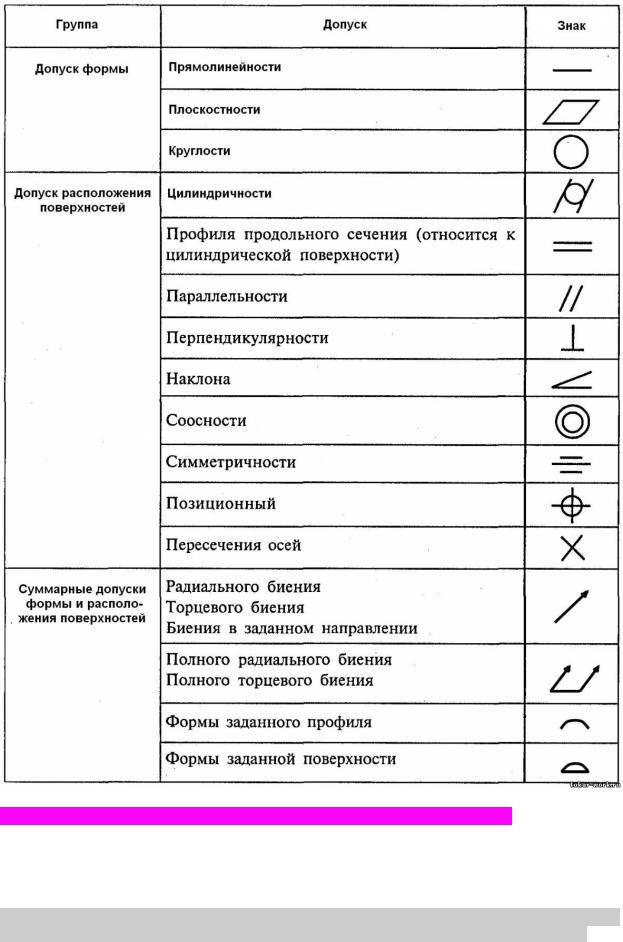
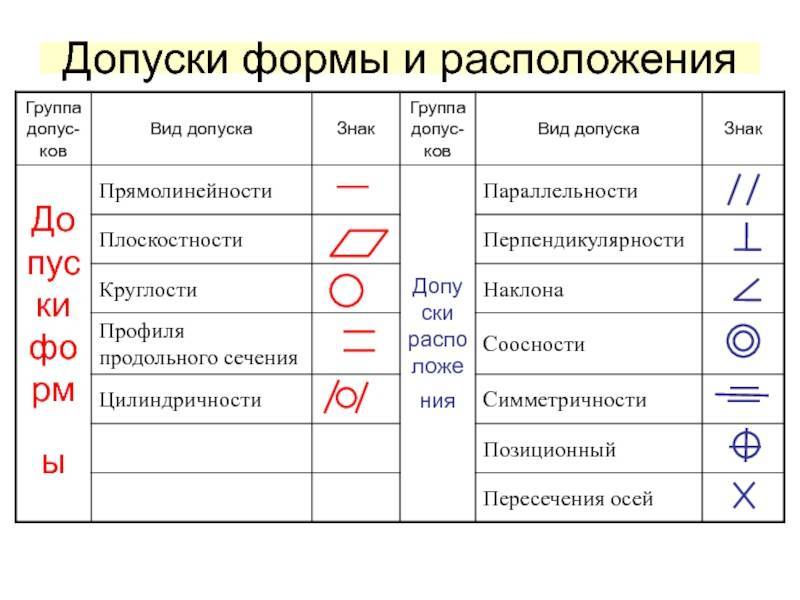
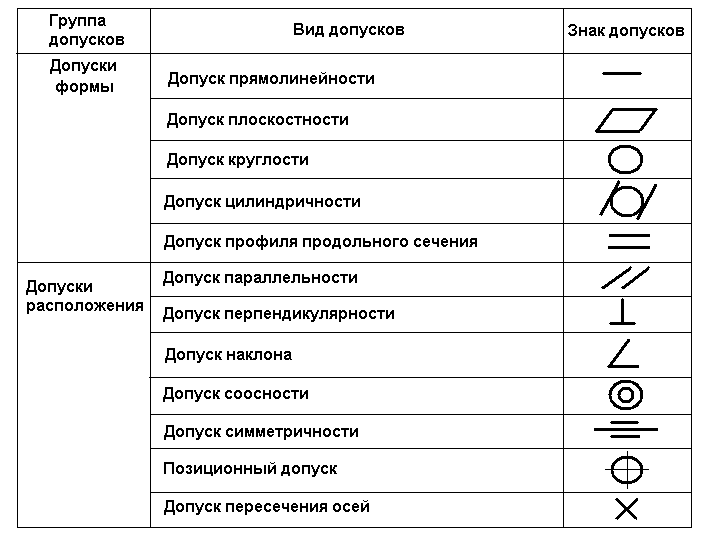
Таблица 3 — Условные обозначения допусков формы и расположения поверхностей.
| Группа допусков | Вид допуска | Знак |
| Допуски формы | Допуск прямолинейности | |
| Допуск плоскостности | ||
| Допуск круглости | ||
| Допуск цилиндричности | ||
| Допуск профиля продольного сечения | ||
| Допуски расположе Окончание таблицы 1 |
ния
Допуск параллельности Допуск перпендикулярности
Допуск наклона
Допуск соосности
Допуск симметричности
Позиционный допуск
Допуск пересечения осей
Суммарные допуски формы и расположения Допуск радиального биения Допуск торцового биения
Допуск биения в заданном направлении Допуск полного радиального биения Допуск полного торцового биения
Допуск формы заданного профиля
Допуск формы заданной поверхности
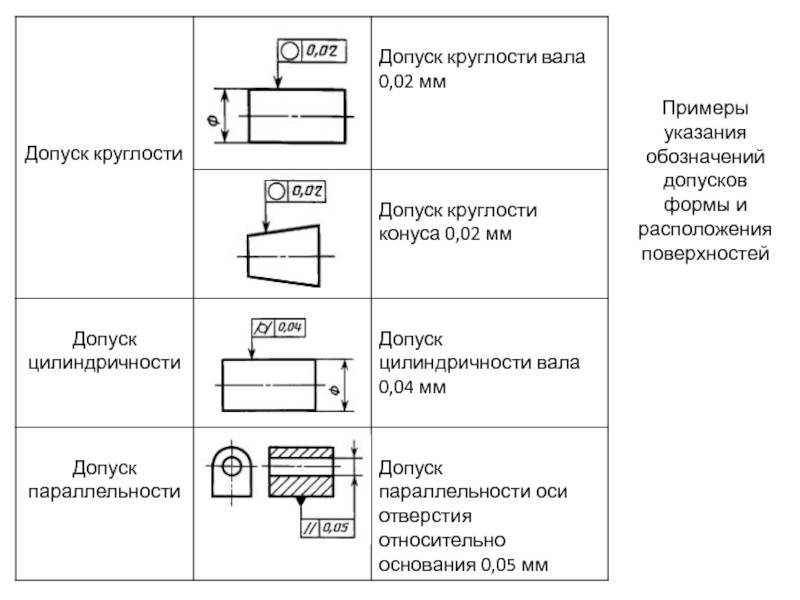
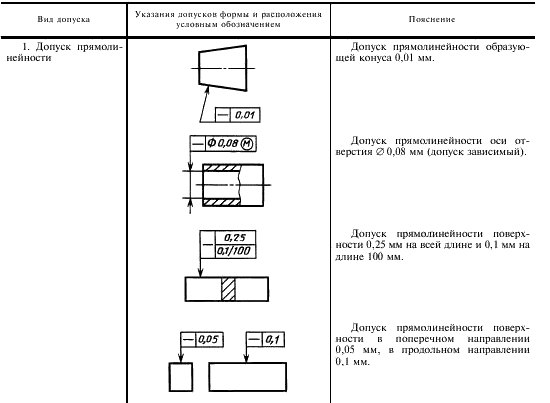
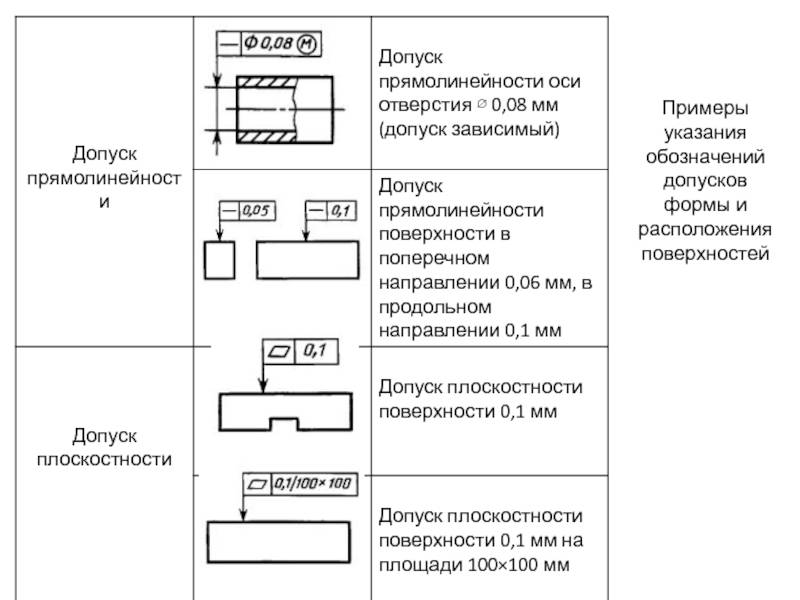
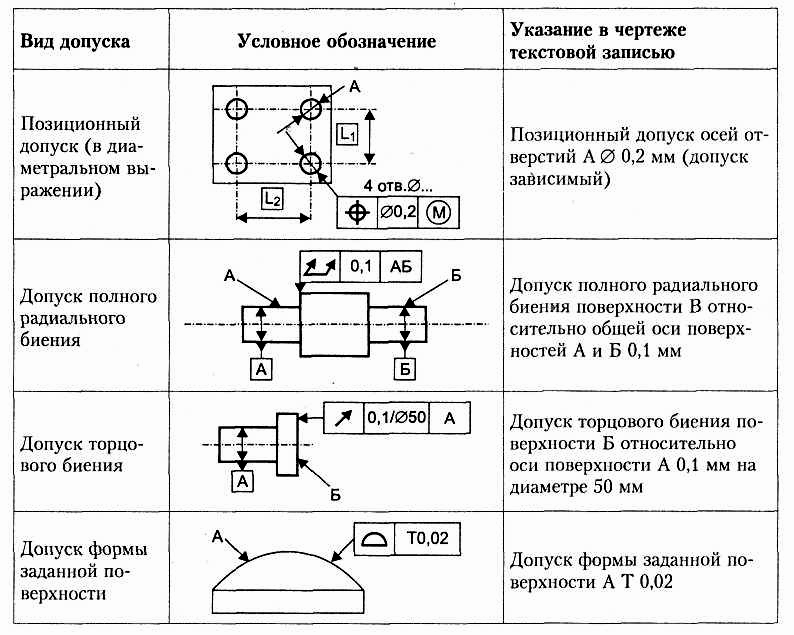
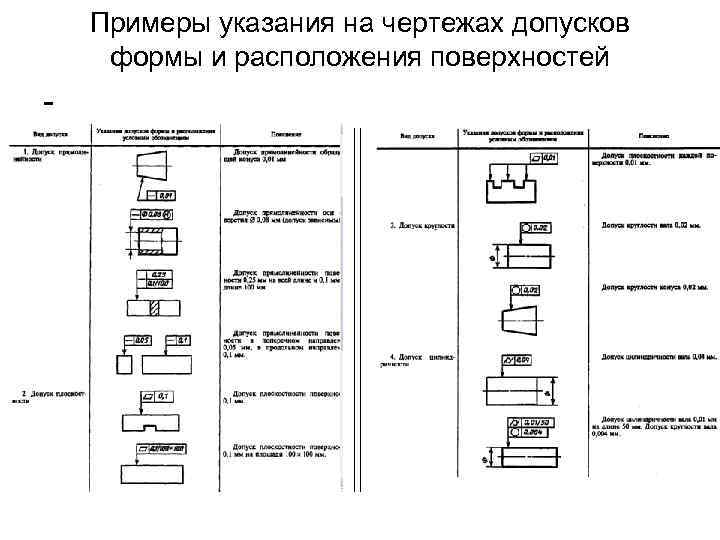
Таблица 4 Примеры указаний на чертежах допусков формы и расположения поверхностей.
| Указание на чертеже | Пояснение |
| Допуск параллельности поверхности Б относительно базы А 0,01 мм на длине 100 мм | |
| Продолжение таблицы 2 |
Допуск параллельности общей оси отверстий относительно базы А 0,01 мм Допуск перпендикулярности поверхности Б относительно основания А 0,1 мм
Допуск перпендикулярности оси отверстия относительно базы А 0,1 мм (допуск зависимый)
Допуск соосности поверхностей А и Б 0,1 мм (допуск зависимый)
Допуск симметричности поверхностей Б и В Т0,14 (в диаметральном выражении – Т). База — ось отверстия А (допуск зависимый)
Продолжение таблицы 2 Допуск плоскостности поверхности А 0,06 мм
Допуск прямолинейности поверхности А 0,25 мм на всей длине и 0,1 мм на длине 300 мм
Продолжение таблицы 2 Допуск цилиндричности поверхности А 0,01 мм
Допуск круглости поверхности А 0,03 мм
Допуск цилиндричности поверхности А 0,01 мм, круглости — 0,004 мм
Допуск профиля продольного сечения поверхности А 0,01 мм
Допуск пересечения осей отверстий 0,06 мм в диаметральном выражении (Т) относительно оси отверстия А
Допуск радиального биения поверхности относительно общей оси поверхностей А и Б 0,14 мм
Окончание таблицы 2 Позиционный допуск 8 отверстий 0,1 мм (допуск зависимый) в диаметральном выражении (Ø)
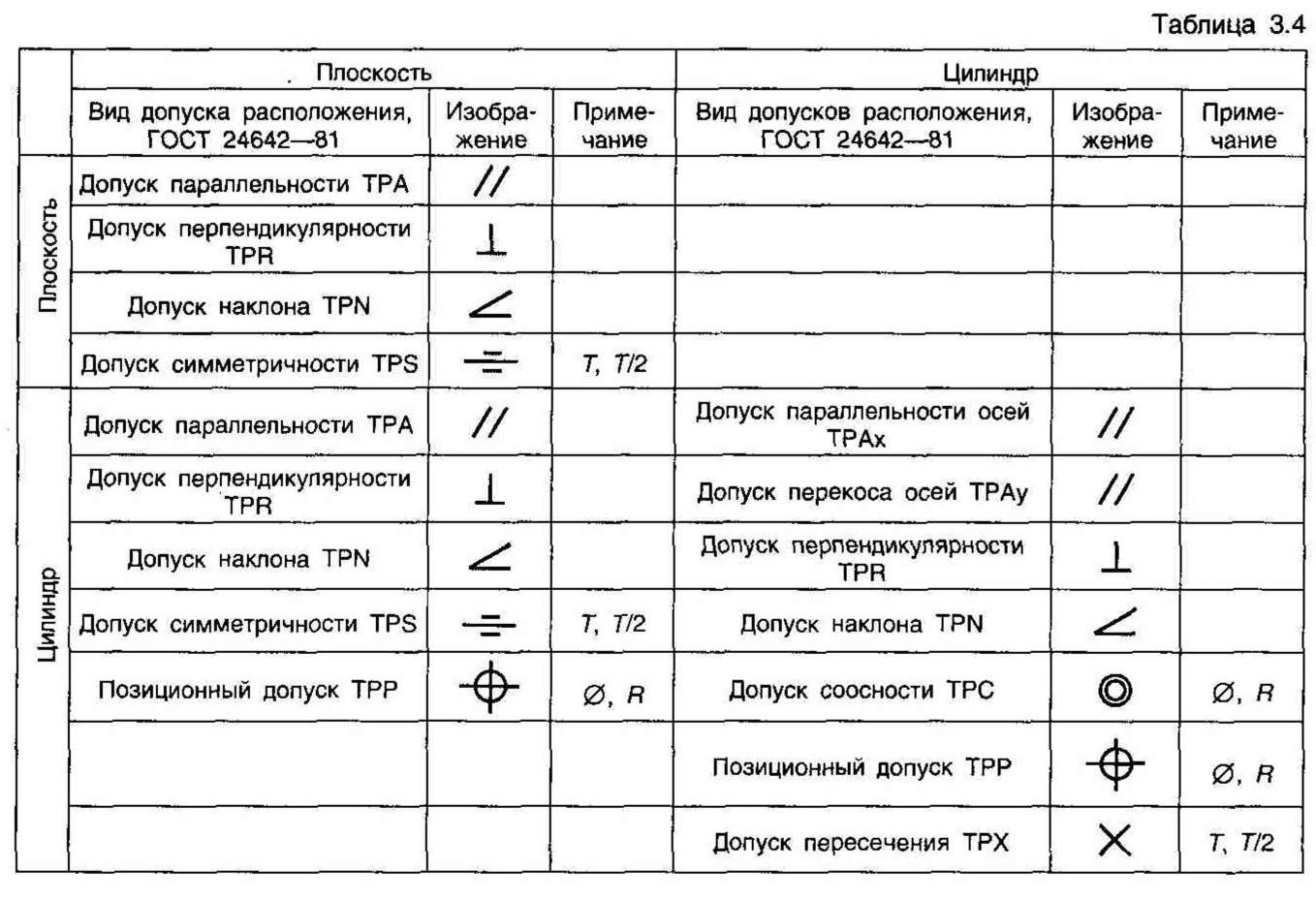
Отклонения и допуски расположения
В реальных поверхностях отклонения формы и расположения всегда сочетаются. В работе и при измерениях эти отклонения могут проявляться или раздельно, или совместно. Поэтому установлены собственно отклонения и допуски расположения, предполагающие исключение из рассмотрения отклонений формы путем замены реальных поверхностей прилегающими, и суммарные отклонения и допуски формы и расположения.

Отклонения расположения и допуски определяются относительно баз. Отклонения формы и расположения отдельных баз комплекта могут вызвать неоднозначную оценку геометрических отклонений других поверхностей
Поэтому при назначении комплекта баз важно задать последовательность их выбора, которая должна устанавливаться в порядке убывания числа степеней свободы детали, отнимаемых базами
Введенный допуск на наклон позволяет нормировать отклонения от любого номинального угла (кроме 0 и 90°) методом, аналогичным методу нормирования допусков на параллельность и перпендикулярность, т.е. в линейной мере.
Допуски на соосность, симметричность, пересечение осей, позиционный допуск можно задавать либо предельным значением отклонения в радиусном выражении, либо диаметром (шириной) поля допуска, что соответствует удвоенному предельному отклонению (допуски в диаметральном выражении). Оба способа выражения допуска показаны на рис. 7 на примере поля допуска на соосность (Т — допуск в диаметральном, R = T/2 — допуск в радиальном выражении).