Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикально-сверлильного станка 2н125л
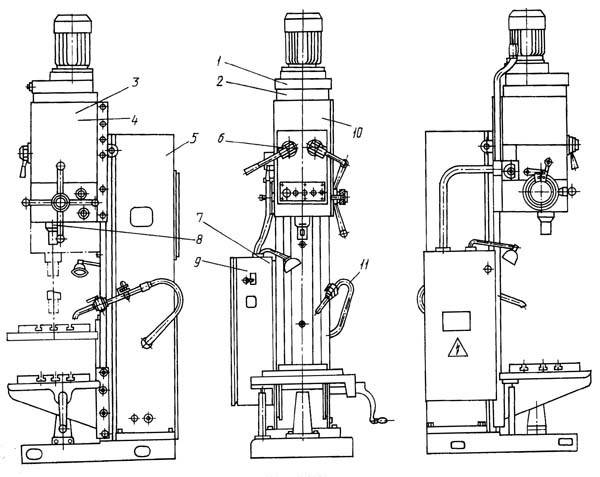
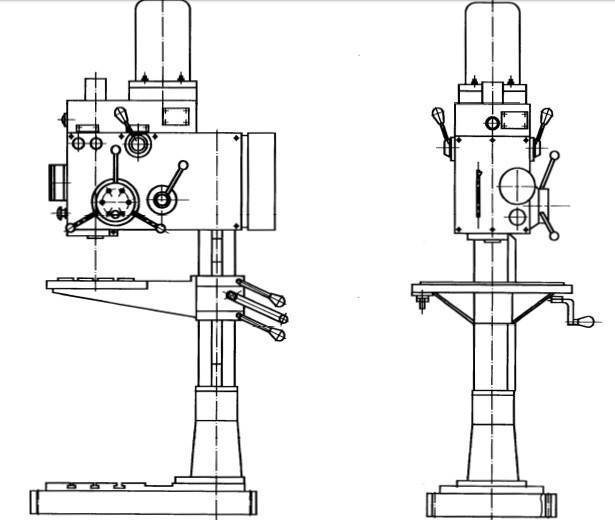
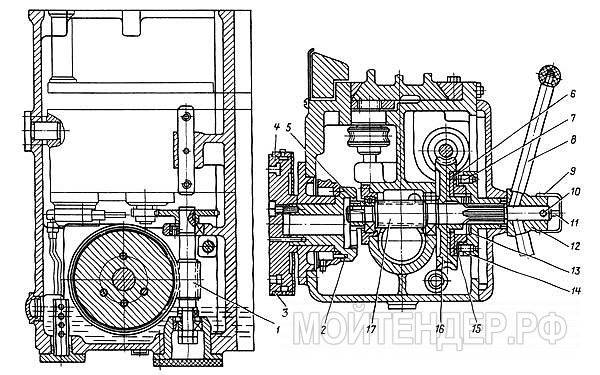
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
1 2А135 – назначение и сфера использования агрегата
Как и многие другие станки для сверления, интересующая нас установка дает возможность осуществлять различные процедуры, включая и следующие:
- зенкерование;
- нарезание при помощи метчиков резьб;
- зенкование;
- подрезание торцов заготовок;
- развертывание отверстий.
Станки серии «А» отличаются тем, что они дают возможность осуществлять рабочие операции на наиболее рациональных режимах обработки деталей. Достигается это за счет высоких пределов подач шпинделя и чисел оборотов агрегатов. Такое оборудование в большинстве случаев эксплуатируется в инструментальных цехах, а также на ремонтных участках производственных предприятий. Стоит отметить – рассматриваемый станок также может использоваться и в массовом производстве, но при условии монтажа на него дополнительных приспособлений.
По ГОСТ 15150–69 станок 2А135 относят к четвертой категории размещения. Он позволяет выполнять обработку заготовок из разных по своим характеристикам материалов. При этом детали могут иметь широкий диапазон геометрических параметров. Обработка изделий производится режущими приспособлениями, сделанными из:
- быстрорежущих сталей;
- высоколегированных сталей;
- твердых сплавов.
При ручном управлении рабочими циклами шпиндель на агрегате подается механически. Данная особенность имеет большое значение для мелкосерийных компаний. А вот когда шпиндель подается вручную, на станке допускается при помощи машинных метчиков нарезать резьбу, так как двигатель агрегата оснащен реверсным механизмом.
Рассматриваемая нами универсальная установка для выполнения сверлильных работ имеет множество аналогов. Так, Стерлитамакский завод выпустил на ее основе ряд станков, включая 2С125-04, 2Н132, 2170М, 2С132ЦП, 2С170, 2С125-01, 2С50, 2С132Л, 2С125, 2170, 2С132. Да и зарубежные предприятия изготовили широкий спектр качественно сверлильного оборудования на базе описываемого агрегата:
- болгарский «Zmm Metalik AD» – PK032 и РК050;
- украинский «Веркон» – КА-232;
- гомельский РУП – 2Т150, 2ТС140 и 2Т140.
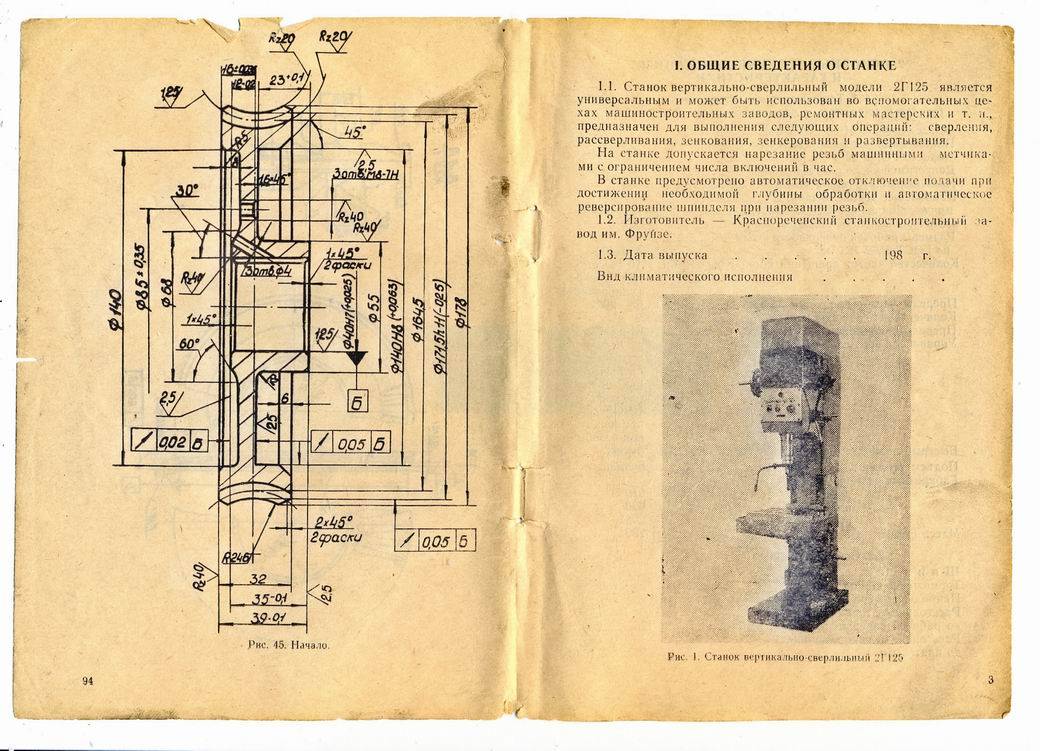
1 Общие сведения
Любой станок в современной промышленности выполняет тот или иной тип работ. Одни агрегаты используются для нарезания заготовок, другие для их загибания или подготовки к дальнейшей обработке.
Если же мы имеем в виду модель станка 2Н125, то он в первую очередь предназначается для сверления металлических деталей. Однако сверление – это далеко не единственная возможная работа, которую на нем можно выполнять.
Если взглянуть на паспорт устройства и его технические характеристики, то можно понять, что разработчики не зря добавляют к его названию приставку «универсальный». Ведь использовать его можно для осуществления еще целого ряда работ.

Станок 2н125 очень удобен для обработки деталей с небольшими габаритами и массой
Так, образец 2Н125 может применяться для рассверливания и развертывания отверстий, зенкерования, нарезания резьбы разных диаметров и т.д.
При всем этом он имеет крайне простую конструкцию рабочего элемента, что состоит из единственного шпинделя. Хотя некоторые модификации уже оборудования поворотными насадками, что позволяют использовать одновременно несколько рабочих сверл, а также других необходимых инструментов.
Базовая модель способна работать со сверлами диаметром до 25 мм. Улучшенные образцы в этом плане мощнее, и их технические характеристики позволят пользовать сверлами диаметром 35 мм.
Что интересно, изобрели это устройство очень давно. Производить его начали еще на Одесском станкостроительном заводе. Однако во времена войны завод эвакуировали в город Стерлитамак, где и было налажено полное производство таких станков для обеспечения экономики страны.



Причем встречается этот агрегат до сих пор и в огромных количествах. При должном уходе он даже сейчас работает практически безотказно. А все потому что кинематическая схема его сборки и технические характеристики подобраны так, чтобы механизм мог работать в любых условиях, а в случае поломки быстро ремонтировался подручными средствами.
Как вы сами понимаете, такие технические характеристики привлекают производителей. Ведь достаточно взглянуть в паспорт изделия, чтобы понять, что оно мало чем уступает современным моделям станков.

Внешний вид станка 2н125 в производственном цеху
Да, оно намного тяжелее, не столь удобно в работе, но опытный рабочий на механизме такого типа сможет выполнять те же функции с одинаковой производительностью. А вот стоимость станка, если взглянуть в паспорт, на порядок отличается от стоимости современных моделей.
1.1 Основные разновидности
Паспорт станка 2Н125 не зря указывает, что он является универсальным агрегатом и предназначается для использования в разных ситуациях.
Об этом свидетельствует и кинематическая схема его сборки. И хотя изначально его поставляли в виде одношпиндельной модели, но длительный процесс эксплуатации позволил производителям выпустить несколько интересных модификаций.
На рынке сейчас представлены следующие разновидности станка 2Н125:
- 2Н125А;
- 2Н125С;
- 2Н125Н;
- 2Н125К;
- 2Н125Ф2.
Модели 2Н125А – это своеобразная попытка сделать устройство автоматизированным. Здесь схема настройки задается с помощью подкрутки шпинделя, головок и регулировки нескольких положений. После этого рабочему остается только запустить агрегат и наблюдать за процессом.

Вертикально сверлильный станок модели 2Н125 С
Модель 2Н125С – это многофункциональные станки, на которые предусматривается возможность установки шпинделя с несколькими гнездами. Причем шпиндель можно регулировать, закреплять в нужном положении и т.д.
Модель 2Н125Н имеют не только многошпиндельные головки, но и многофункциональные стволы с возможностью вращения.
Образец 2Н125К оборудован крестовым столом и возможность настраивать точные координаты сверления.
Ну а станки 2Н125Ф2 оборудованы механизмом ЧПУ, револьверной головкой шпинделя и крестовым столом, как в предыдущей версии. Они считаются самыми продвинутыми.
Не будем забывать и про модели 2Н135, которые тоже являются разновидностью рассматриваемого механизма. Последние две цифры в его маркировке – это максимальный диаметр сверления отверстий. Поэтому модель 2Н135 или сверлильный станок 2н125 отличается от базовой, только возможностью создавать отверстия диаметром до 35 мм.
Технические характеристики станка 2С132
| Наименование параметра | 2С132 | 2С132К | |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45 по ГОСТ 1050-88, мм | 32 | 32 | |
| Диаметр нарезания резьбы в стали 45 по ГОСТ 1050-88, мм | М3…М33 | М3…М33 | |
| Наибольшая высота заготовки, мм | 800 | 600 | |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | 600 | 250 | |
| Размеры рабочей поверхности подъемного стола, мм | 500 х 500 | 500 х 500 | |
| Наибольший ход подъемного стола (ось Z), мм | 300 | 300 | |
| Размеры рабочей поверхности крестового стола, мм | – | 320 х 630 | |
| Наибольший ход крестового стола (X, Y), мм | – | 500 х 250 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 500…750 | 500…750 | |
| Расстояние от оси шпинделя до направляющих стойки, мм | 300 | 300 | |
| Перемещение стола на один оборот рукоятки, мм | |||
| Шпиндель | |||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 420 | 420 | |
| Наибольшее перемещение (ход) шпинделя, мм | 250 | 250 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | |||
| Частота вращения шпинделя, об/мин | 31,5…140045…200031.5…4000 | 31,5…140045…200031.5…4000 | |
| Количество скоростей шпинделя | 12 | 12 | |
| Наибольший допустимый крутящий момент, Нм | 400 | 400 | |
| Размер внутреннего конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | Морзе 4 | |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 9 | |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1…1,6 | 0,1…1,6 | |
| Управление циклами работы | Ручное | Полуавт. | |
| Наибольшая допустимая сила подачи (осевое усилие на шпинделе)), Н | 1500 | 1500 | |
| Динамическое торможение шпинделя | Есть | Есть | |
| Привод | |||
| Количество электродвигателей на станке | 2 | 3 | |
| Электродвигатель привода главного движения, кВт | 4 | 4 | |
| Электродвигатель автоматического цикла шпинделя, кВт | – | 0,75 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, установленных на станке кВт | 4,12 | 4,87 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1050 х 850 х 3000 | 1050 х 1400 х 3000 | |
| Масса станка, кг | 1400 | 1750 |
Список литературы:
Станки вертикально-сверлильные 2С132ПФ2И, 2С132К, 2С132Ц, 2С132. Руководство по эксплуатации 2С132ПФ2И.00.000 РЭ, 1989 Станки вертикально-сверлильные 2С132ПФ2И, 2С132К, 2С132Ц, 2С132. Руководство по эксплуатации 2С132ПФ2И.00.000 РЭ4, 1989 Станки вертикально-сверлильные 2С132К, 2С132. Руководство по эксплуатации Часть 2. Электрооборудование 2С132К.00.000 РЭ1, 2С132.00.000 РЭ1, 1989
Тепинкичиев В.К. Металлорежущие станки, 1973
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Связанные ссылки
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
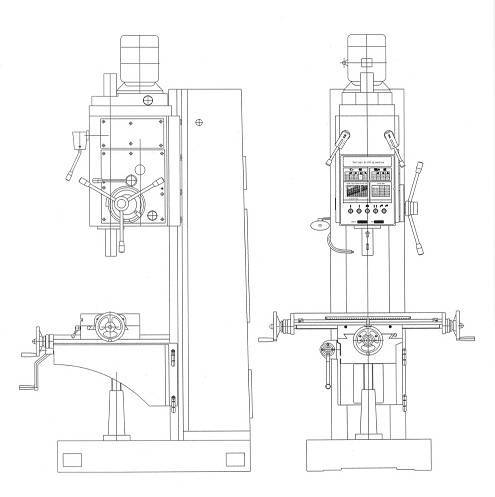
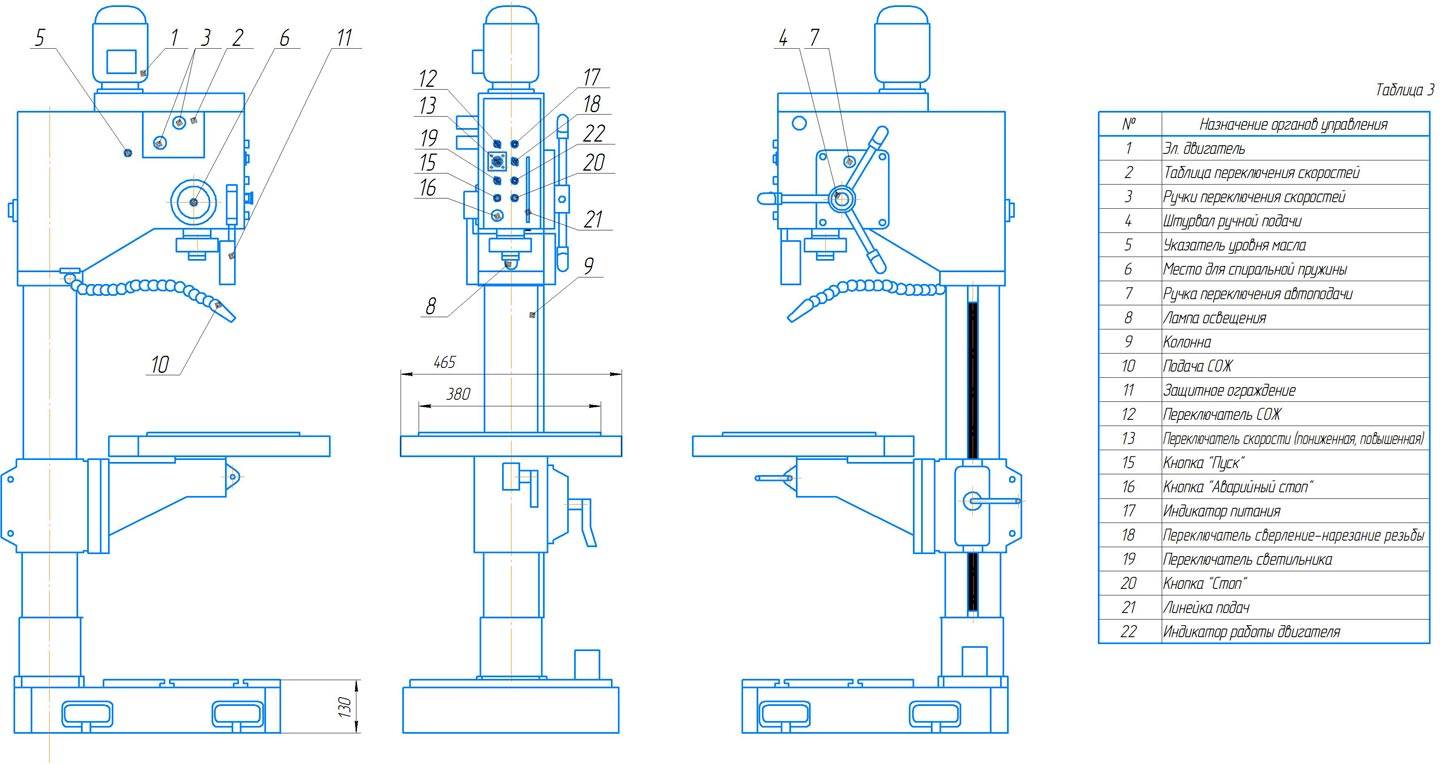
Расположение органов управления сверлильным станком 2Н125
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
- Табличка — «Заполнение» СОЖ
- Табличка — «Слив»
- Кран включения охлаждения
- + 19 Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола
- Винты зажима стола и сверлильной головки
- Табличка — «Заземление»
- Вводный выключатель
- Табличка — «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка — «Частота вращения»
- Табличка — «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- +4 Болты для регулировки клина стола и сверлильной головки
- Табличка — «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка — «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
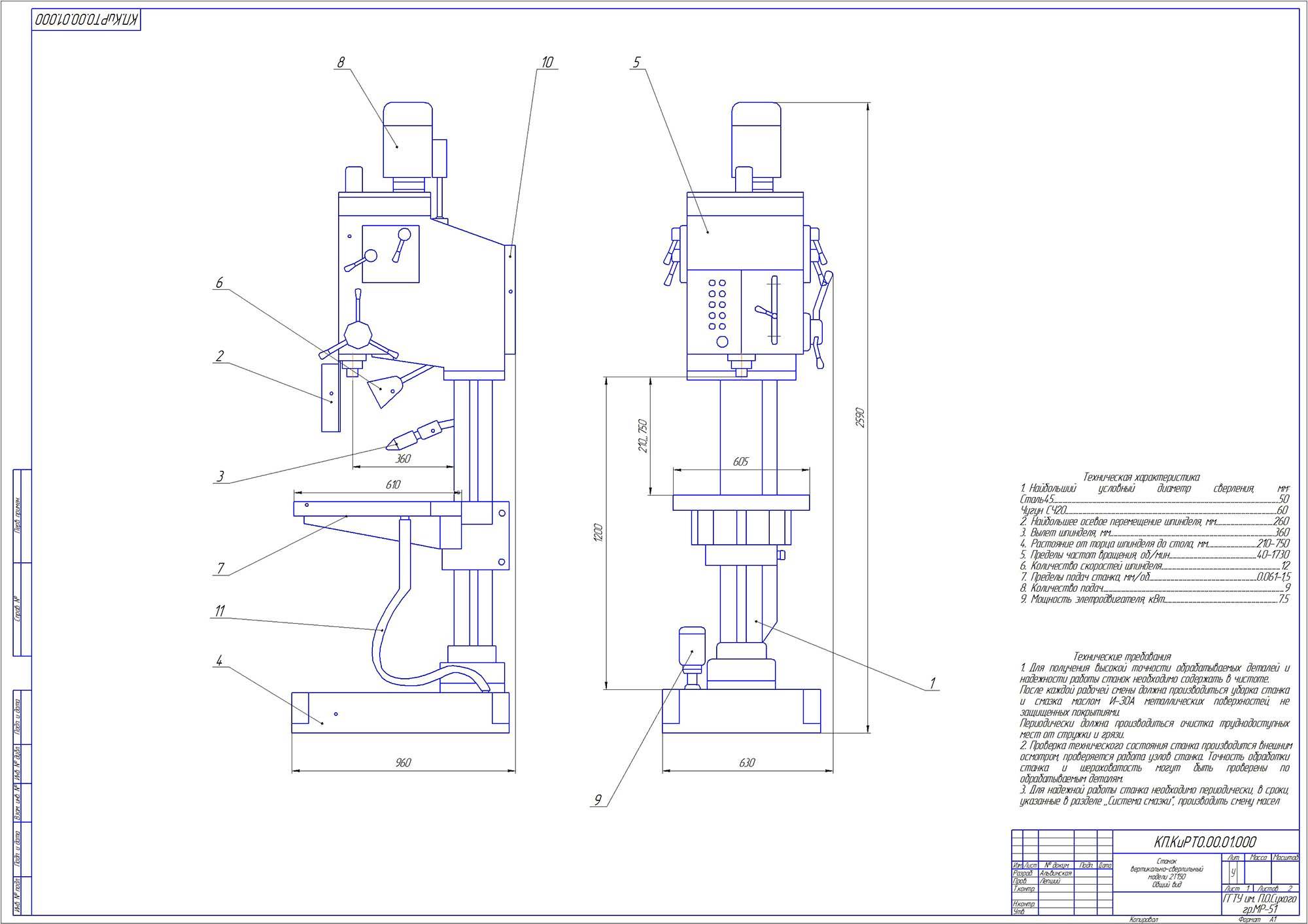
2 Технические характеристики
Хорошие технические характеристики данного агрегата делают его вполне приемлемым вариантом недорогого вертикально-сверлильного станка даже в условиях сегодняшнего дня.
Основными характеристиками любых вертикально-сверлильных станков, от которых непосредственно зависит их функциональность, являются максимальный диаметр сверления, ход шпинделя, количество оборотов в минуту, максимальное расстояние между шпинделем и рабочей поверхностью, и размеры последней.
Давайте посмотрим паспорт 2Н135 и разберемся, чем в этом плане примечателен данный вертикально-сверлильный станок.
Коробка скоростей вертикально сверлильного станка 2Н135
Данный сверлильный агрегат, как свидетельствует паспорт, способен просверливать в стали, соответствующей стандарту ГОСТ 1050-74, отверстия до 35 миллиметров.
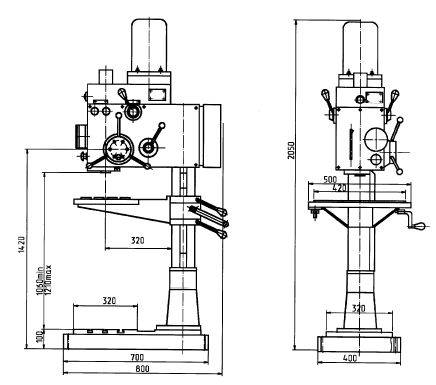
При этом вылет шпинделя составляет 30 см, а максимально возможный подъем над рабочей поверхностью – 250 см, что позволяет обрабатывать заготовки, обладающие большими размерами.
Остальные характеристики шпинделя следующие:
- расстояние от верхней точки шпинделя до рабочего стола: от 30 до 750 мм;
- расстояние от верхней точки шпинделя до опорной плиты: от 700 до 1120 мм;
- за один полный поворот управляющего колеса шпиндель перемещается на 122,46 мм;
- диапазон рабочих оборотов шпинделя, как свидетельствует паспорт, составляет от 31,5 до 1400 об/мин;
- количество доступных регулировок скорости шпинделя – 12 шт.
Массо-габаритные характеристики самого вертикально-сверлильного станка 2Н135:
- высота агрегата при максимальном подъеме шпинделя – 253,5 см;
- ширина агрегата – 83,5 см;
- длина агрегата – 103 см;
- масса станка – 1200 килограмм;
- размеры поверхности рабочего стола – 45×50 см;
- максимальный ход регулировки стола по вертикальной оси – 30 см.
Технические характеристики силового агрегата станка 2Н135:
- станок оборудован электромотором 4А1001.4 мощностью 4 кВт;
- для работы мотора требуется подключение к трехфазной электросети 380/220 Вольт;
- в системе жидкостного охлаждения установлен электронасос типа Х14-22М, мощностью в 0,12 кВ, который способен перекачивать 22 литра охлаждающей жидкости в минуту.
Касаемо поверхности рабочего стола: на ней установлены три пазовые крепления Т-образной формы для дополнительного оборудования согласно ГОСТ 1574.
Электронная схема станка 2Н135
2.1 Сильные и слабые стороны станка
К неоспоримым преимуществам данного агрегата можно отнести выносливость, долговечность и простой ремонт.
Безусловно, 2Н135 уступает качественным вертикально-сверлильным станкам от хороших производителей по многим параметрам, это и удобство работы, так как эргономичность новых агрегатов намного лучше, и точность сверления, и скорость выполнения операций.
Однако если вы выбираете сверлильный станок для гаражного использования либо небольшого производства с оглядкой та три фактора: функциональность, надежность и минимальная стоимость, то за сопоставимые деньги, вряд ли можно найти вариант лучше, чем 2Н135.
Сверлильный станок 2Н135
Данный станок, как и все оборудование, сошедшее с конвейеров Стерлитамакского завода, собран на совесть.
И есть все основание полагать, что при должном уходе он качественно проработает ещё не один год.
Отсутствие каких-либо пластиковых деталей, к использованию которых в целях удешевление конструкции прибегают нынешние производители, гарантирует то, что ремонт станка можно будет осуществить при любой поломке.
2.2 Обзор вертикально-сверлильного станка 2Н135 (видео)

Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.
Применяемые разновидности станка
Паспорт станка имеет указание на универсальность его применения. Применяемая в первые годы после разработки модель с одним шпинделем со временем претерпела ряд изменений. Разработчики создали несколько модификаций станка, имеющих не столь значительные отличия от оригинала, но вносящие разнообразие в комплектацию и расширяющие направления применения агрегата.
Сверлильный аппарат представлен модификациями:
- 2Н125Н;
- 2Н125А;
- 2Н125Ф2;
- 2Н125С;
- 2Н125К;
- 2Н135.
Модель 2Н125Н имеет расширенную функциональность. Это обеспечивается за счет наличия в аппарате многошпиндельных головок. Модель имеет в составе рабочий стол, способный вращаться в нужном направлении.
2Н125А представляет собой агрегат, работающий в автоматическом режиме. Оператор имеет возможность перед началом работы задать необходимый рабочий параметр станка. Манипуляции мастера заключаются в:
- настройке управления станка;
- регулировке кулачков;
- подкручивании шпинделя вместе с головками.
 Настройки управления станка
Настройки управления станка
После настройки всех параметров оператор включает станок и контролирует ход выполнения заданных операций.
Особенности конструкции станка
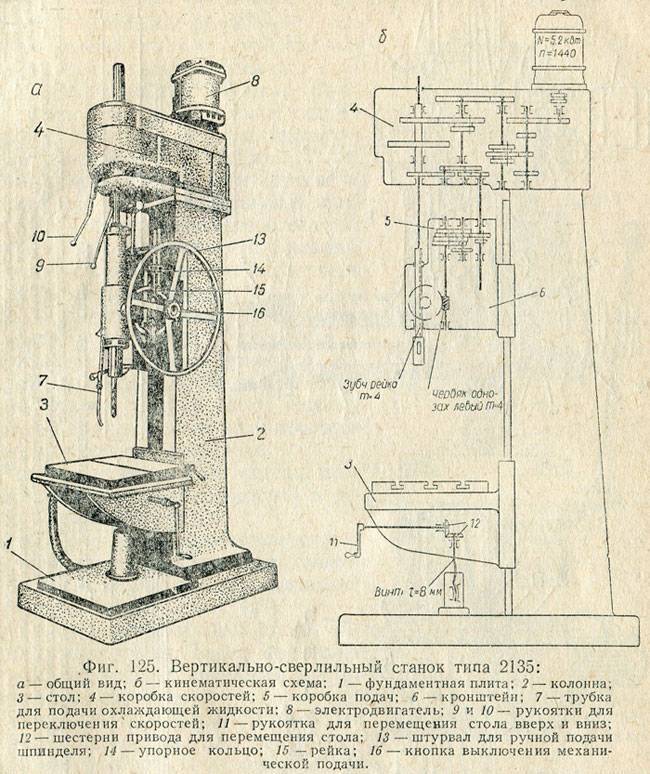
Описание конструкции агрегата включает в себя:
- коробку скоростей;
- привод;
- коробку подач;
- сверлильную головку;
- шпиндель;
- поворотные тиски;
- электрическое оборудование.
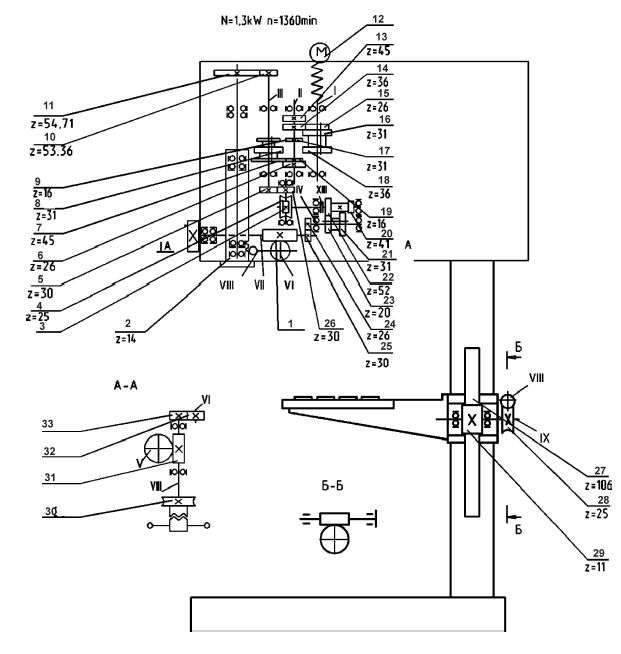
Принцип работы коробки скоростей:
- сообщение шпинделю оборотов при помощи двух передвижных тройчаток;
- опоры валов коробки находятся в верхней и нижней плитах, стянутых 4 стяжками;
- через зубчатую передачу и муфту электрический двигатель приводит в движение коробку скоростей;
- последний вал коробки имеет вид полой гильзы, ее шлицевое отверстие передает вращение станочному шпинделю;
- шестерни коробки переключаются при помощи рукоятки.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Оснастка станка
Выполнение перечисленных операций, требующих большого внимания от мастеров, используя сверлильный станок 2а125, обеспечивает взаимодействие следующих элементов оборудования:
- Станина – на ней смонтирована плита и стол.
- Механизм, обеспечивающий вертикальную подачу рабочего инструмента к детали.
- Коробки скоростей.
- Коробки подач.
- Системы охлаждения.
- Шпинделя для крепления инструмента.
И электрооборудование – в его состав входит электродвигатель, способный создавать крутящий момент на коробке скоростей через ременную передачу и механизм электрореверса.
Для допуска к работе с этим агрегатом специалист обязан пройти инструктаж, проверку на знание правил безопасности, а также регулярный медицинский осмотр. Оборудование не относится к особенным или специализированным, но функциональность агрегата повышенная, не каждый мастер сможет ним правильно управлять.

Работа на подобном агрегате требует качественного освещения, мастер обязан видеть резьбу, ее направление и четкость работы деталей конструкции. Вентиляция подходит как естественная, так и принудительная. Второй вариант обязателен в больших цехах.
Сравнение с другими моделями
2Н125Ф2 относится к числу самых развитых и совершенных моделей аппаратов указанной серии. Основное преимущество агрегата в наличии в нем механизма с числовым программным управлением. Аппарат оснащен столом крестового типа и револьверной шпиндельной головкой.
Модель 2Н125С характеризуется еще большей многофункциональностью по сравнению с оригинальным станком. Такие аппараты оснащены шпинделями с несколькими гнездами. В них вставляются разные сверла, что расширяет возможности станка. Работа на агрегате значительно упрощена за счет отсутствия необходимости вытаскивать и менять сверла, когда требуется перейти от одной задачи к другой.
Вертикально-сверлильный станок 2Н125К оснащен рабочим столом в виде креста, что заметно упрощает работу на нем.
Модификация 2Н135 позволяет оператору сверлить изделия, имеющие диаметр 35 мм. Базовая модель аппарата в состоянии просверливать детали диаметром только 25 мм.