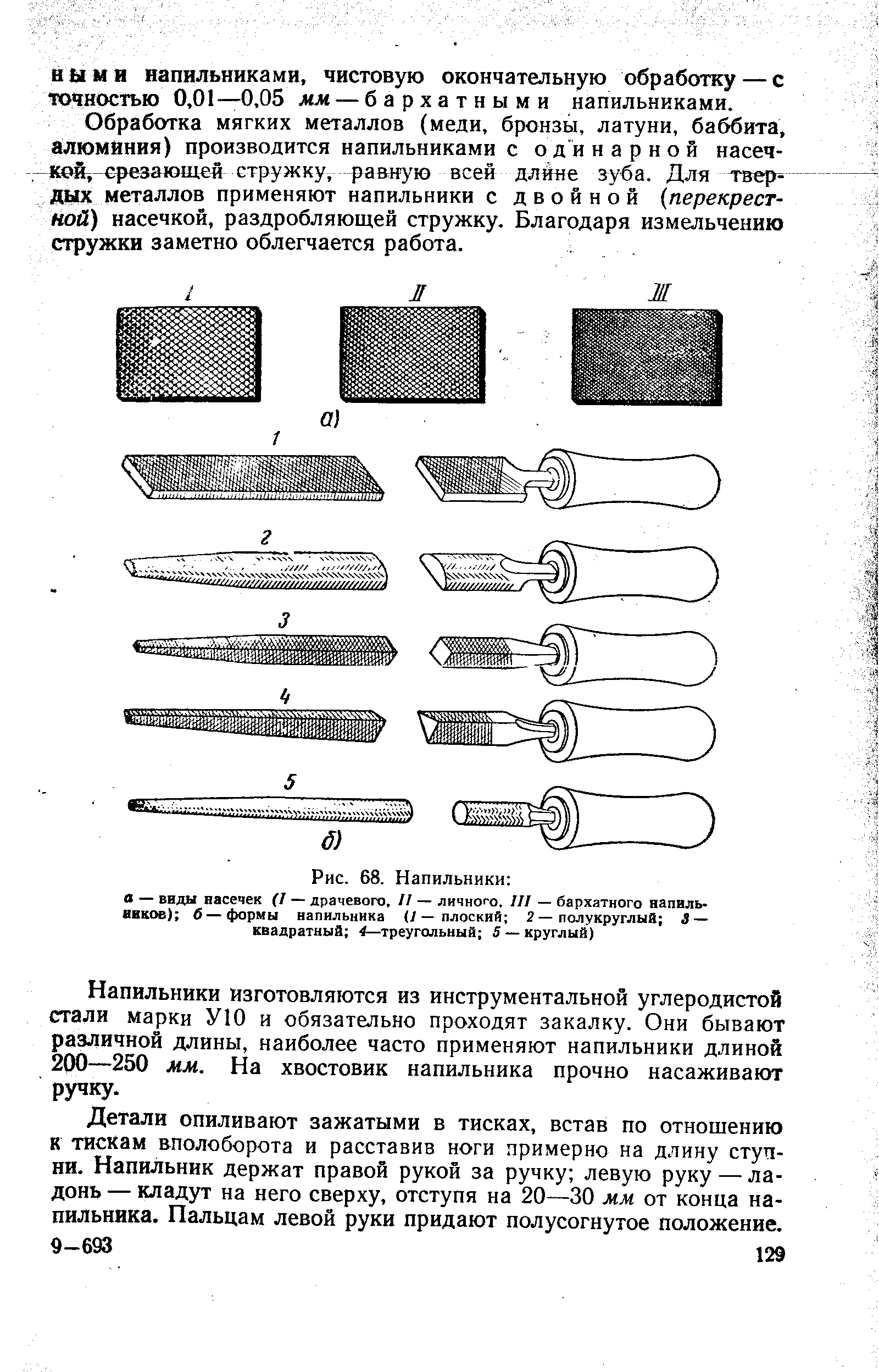
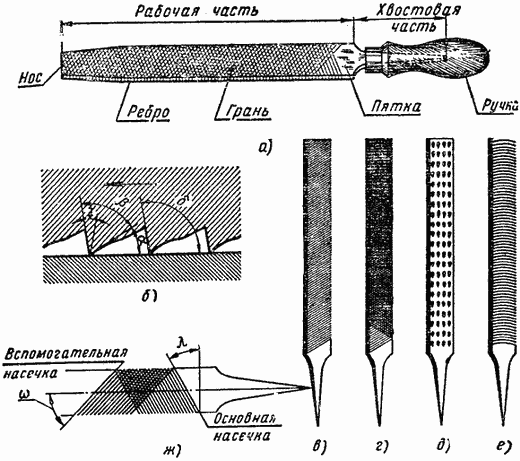
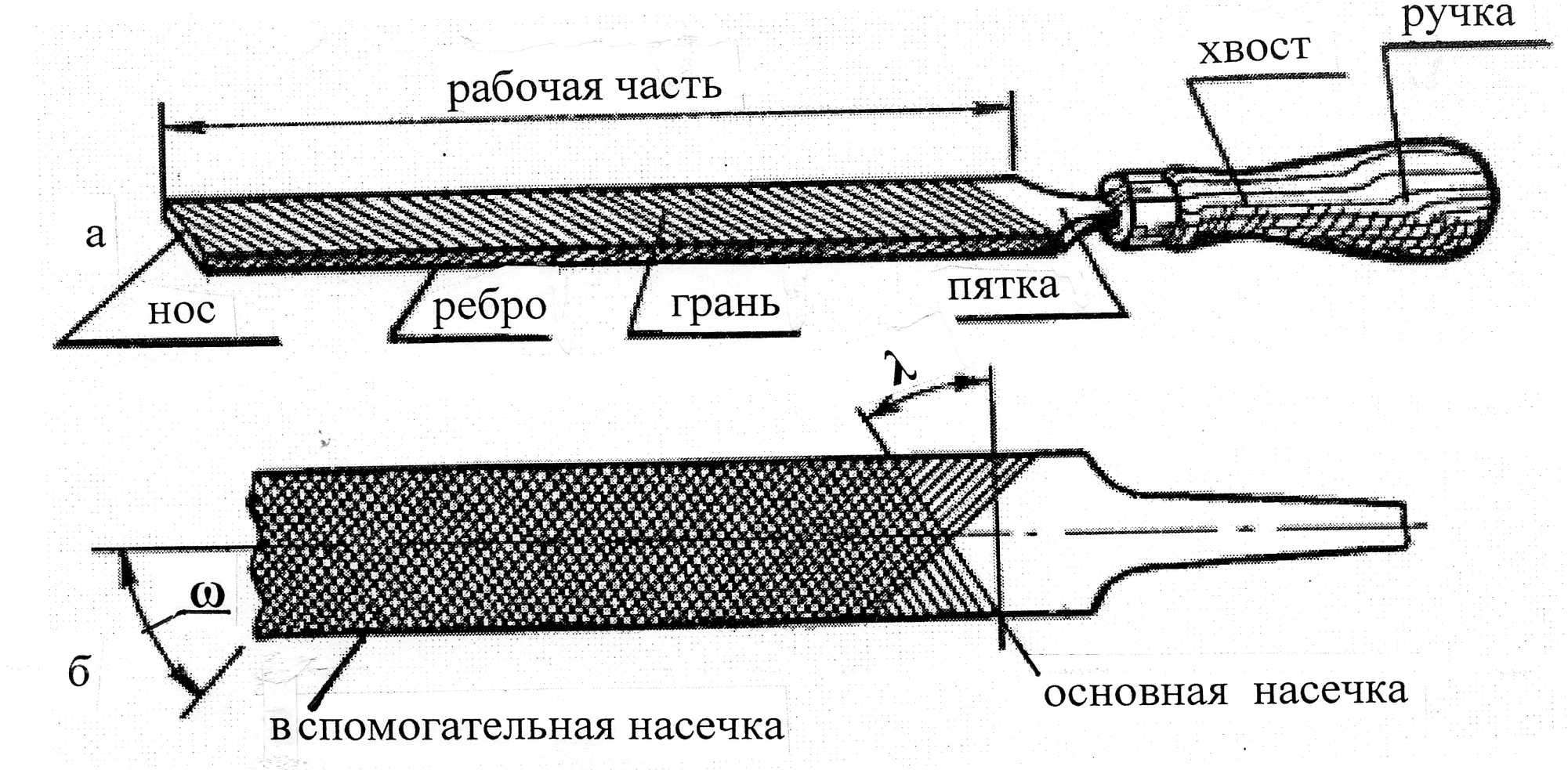
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
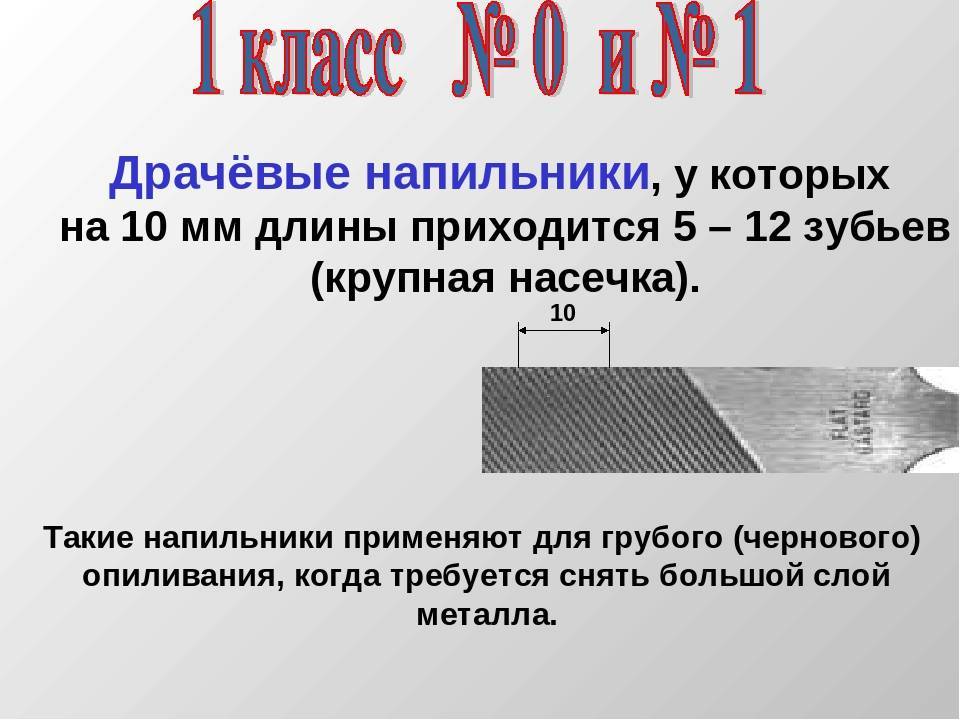
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2-0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02-0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
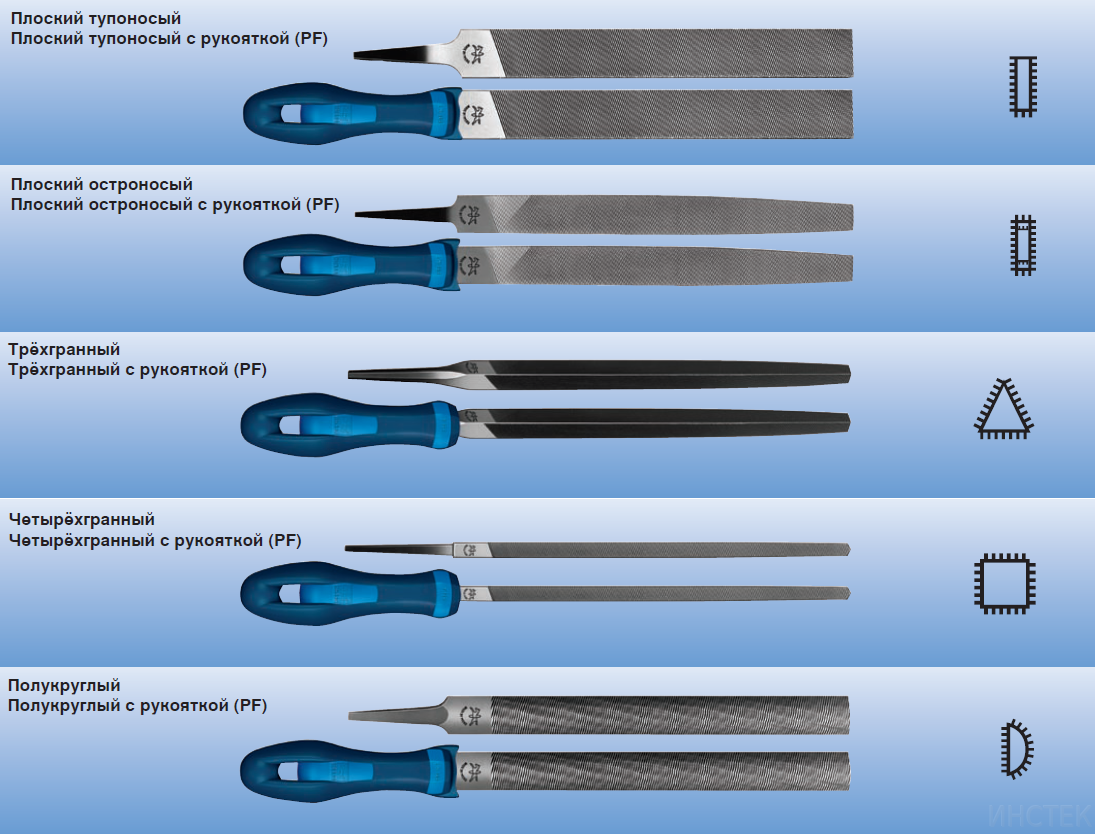
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876-54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35-40.
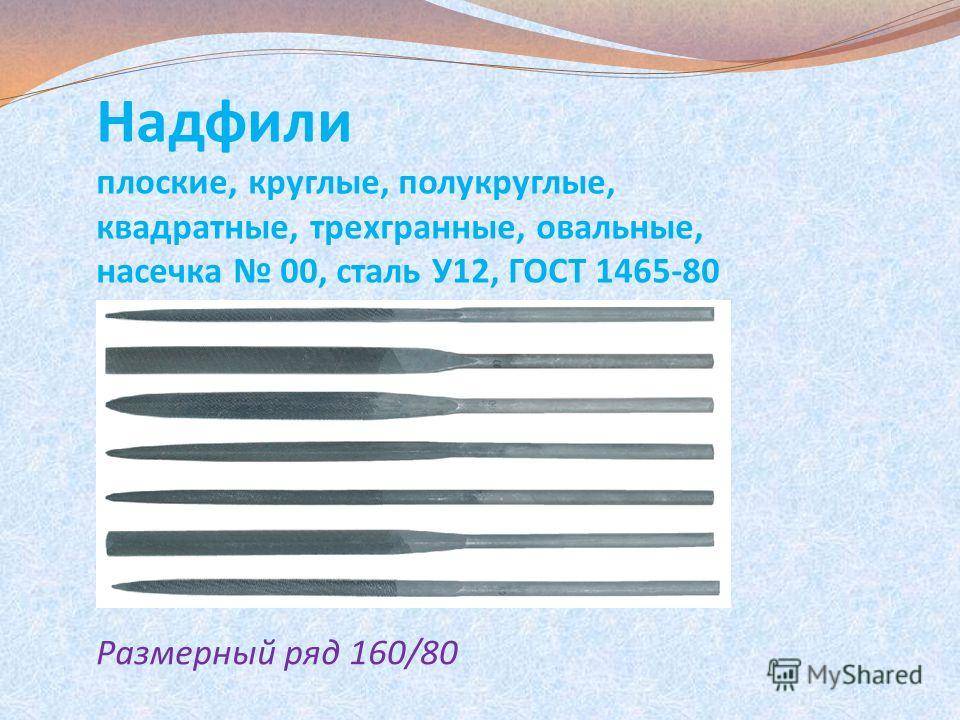
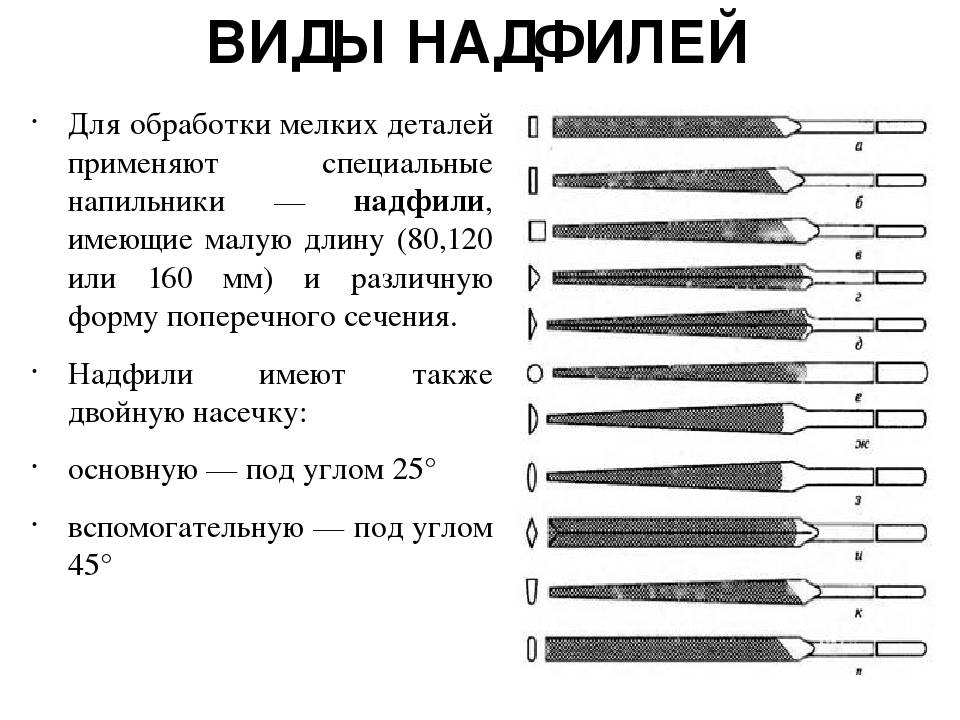
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513-67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
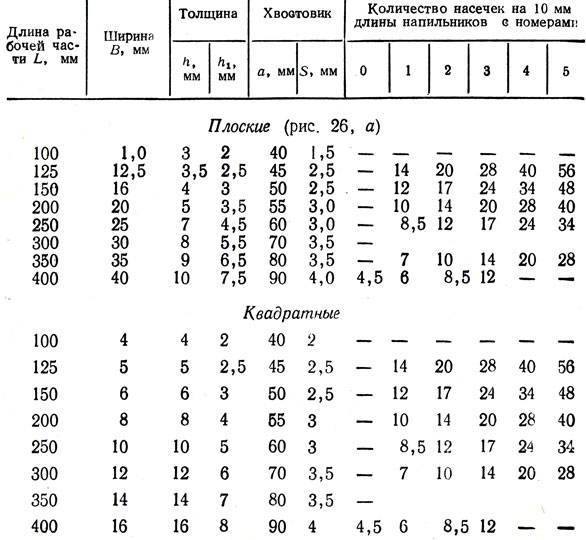
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54-60.
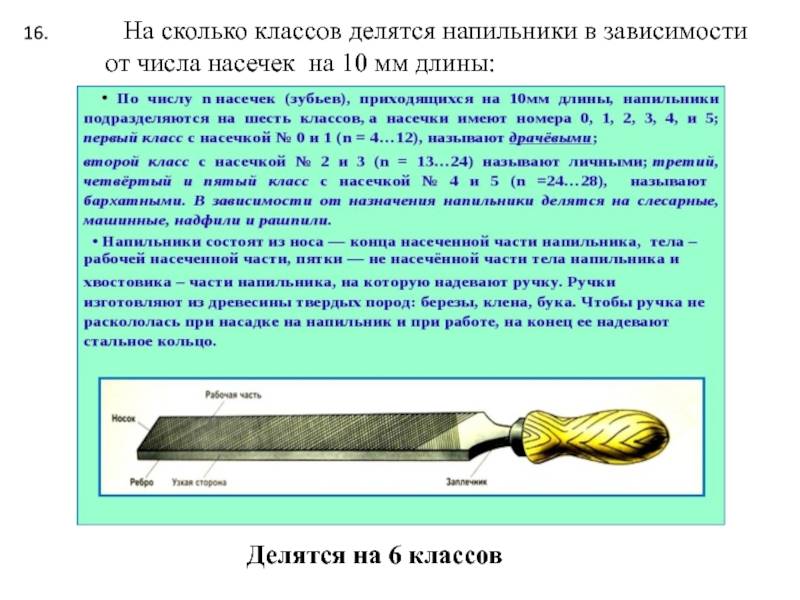
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3-3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
http://100metrov.com.ua/images/napilnikiraznue5.jpg
При этом напильники достаточно широко применяются в разных сферах. Они используются для обработки деталей из дерева, металла и других материалов. Они применяются для заточки цепей или полотен пил. Они бывают полезны при установке и сборке различных конструкций.
Таким образом, ценность и необходимость напильника как инструмента не подлежит сомнению. Именно поэтому попытаемся определиться, как выбрать подходящий экземпляр.
Применение напильников различной формы
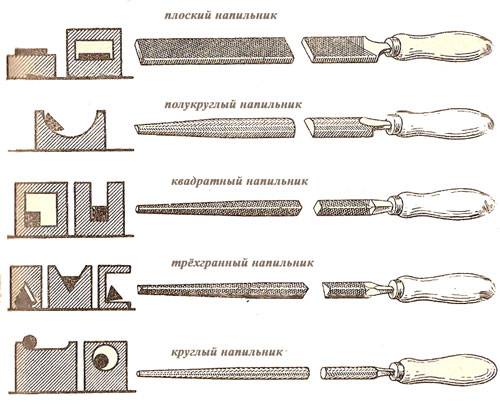
Форма бруска имеет очень важное значение, по ней можно сразу определить сферу применения инструмента. Напильники по способу применения бывают:
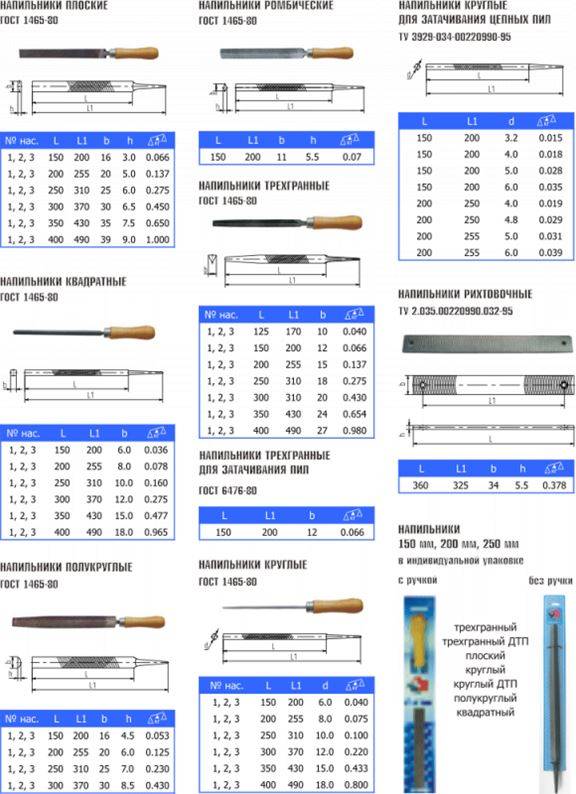
- плоские или плоские остроносые, предназначенные для обработки внутренних или наружных плоских поверхностей;
- квадратные, предназначенные для распиливания прямоугольных, квадратных и многоугольных отверстий;
- трехгранные, предназначенные для обработки в пазах, отверстиях и канавках, а также на внешней стороне деталей острых (от 60º) углов;
- полукруглые, предназначены для обработки больших отверстий и вогнутых поверхностей значительного радиуса кривизны;
- круглые, предназначены для обработки небольших круглых или овальных отверстий или небольшого радиуса вогнутых поверхностей;
- ромбические, предназначенные для работы с зубчатыми деталями;
- ножовочные, предназначенные для выборки узких пазов, канавок, для обработки внутренних углов, а также плоскостей в отверстиях квадратной, ромбовидной или прямоугольной формы.
Виды насечек.
Такое разнообразие инструментов одного вида может запутать даже специалиста. Если вы не занимаетесь профессионально работой по металлу или дереву, а пользуетесь напильником от случая к случаю, то вовсе не обязательно приобретать для домашней мастерской инструменты всех размеров и форм. Большинство операций можно выполнить всего тремя разновидностями напильников – плоским, треугольным и круглым, но зато нужно, чтобы эти виды были всех трех основных групп: слесарные общего назначения, надфили и рашпили. Когда они будут в вашей мастерской, то вам по плечу будет любая задача.
В прямой зависимости от марки материала, его термической обработки и качества выполнения насечки находится срок службы инструмента.
Профессионалы советуют выбирать инструмент, имеющий равномерный стальной цвет поверхности, четко видимую насечку без малейших признаков дефектов. Если на поверхности вы обнаружите разводы, следы ржавчины или масляные пятна, то такой инструмент однозначно лучше не брать, долго вы им пользоваться все равно не будете.
Не ошибитесь в выборе! Удачи!
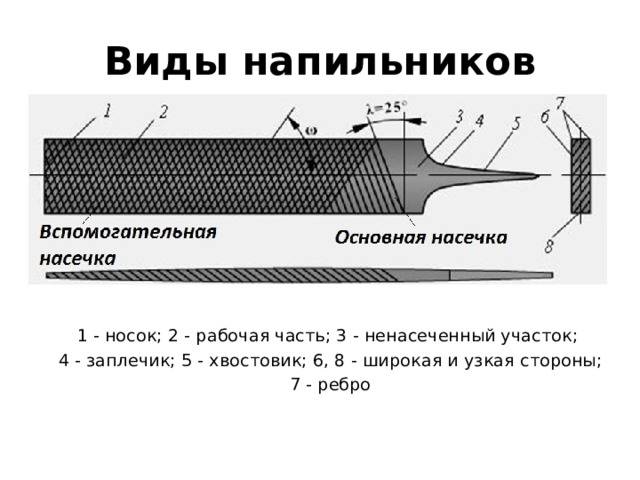
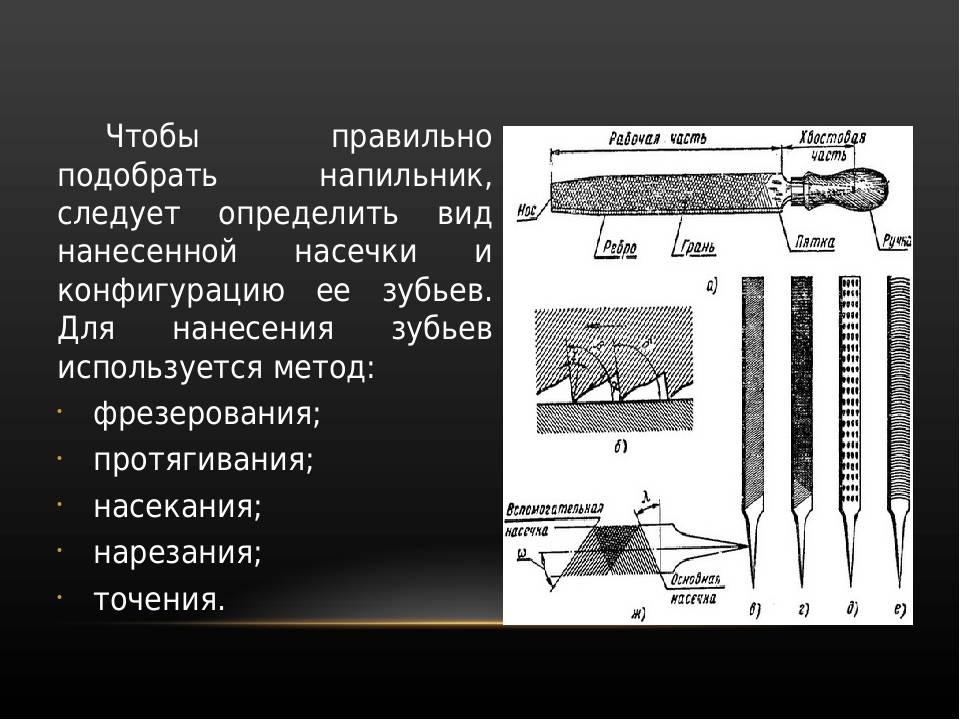
Виды насечки на поверхности инструмента
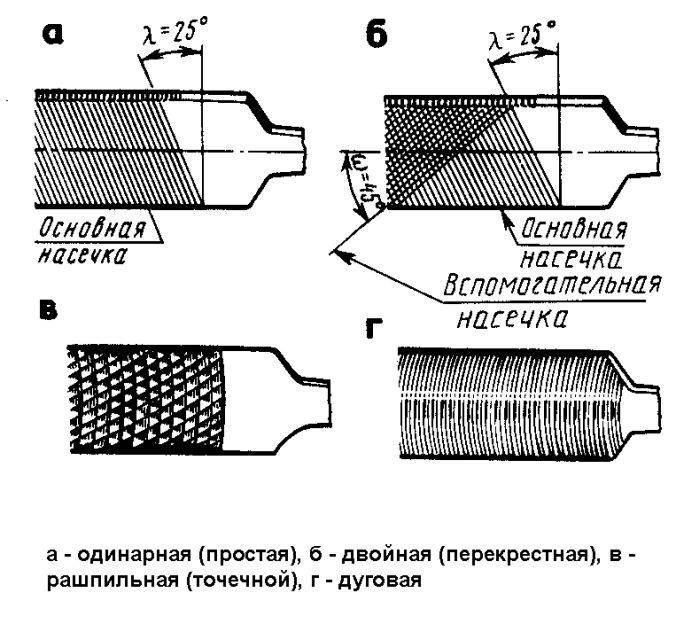
По характеру насечек принято говорить об одинарном или двойном исполнении.
Одинарное исполнение чаще встречается у грубого инструмента. Здесь зуб имеет длинную режущую кромку. Ее длина соответствует ширине напильника. Чтобы легче производить заглубление в толщу обрабатываемого металла, насечку выполняют наклонной под углом 25⁰. Получается резание с некоторым смещением. Облегчается внедрение вглубь детали. Несколько снижается усилие.
Двойное исполнение насечки выполняют под углом друг к другу. Вторую насеку выполняют под углом 45 ⁰. Теперь режущие зубья ограничены по длине. Там, где происходит пересечение линий, формируются места, где ломается стружка. Следовательно, подобные напильники при работе требуют меньших физических затрат (не нужно тратить силы на скручивание длинной стружки).
Технические требования
3.1. Напильники должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.2. Напильники должны изготовляться из инструментальной углеродистой стали марок У13 или У13А по ГОСТ 1435 или из стали 13Х по ГОСТ 5950, профилей номеров 3, 5, 8, 10 по ГОСТ 5210. Допускается изготовлять круглые напильники из стали по ГОСТ 14955.
(Измененная редакция, Изм. N 3).
3.3. Твердость и острота зубьев напильника должны обеспечивать сцепляемость их с контрольной пластинкой, изготовленной из стали тех же марок, что и напильник, двух исполнений по твердости 59 HRC_э; 62 HRC_э.
(Измененная редакция, Изм. N 1, 2).
3.4, 3.5. (Исключены, Изм. N 2).
3.6. Твердость хвостовика напильника на участке от конца до середины его длины не должна превышать 36,5 HRC_э.
(Измененная редакция, Изм. N 1).
3.7. Отношение высоты зуба к нормальному шагу основной насечки должно быть не менее 0,5.
3.8. Передний угол зуба напильника, измеренный в сечении (по вершине зуба), перпендикулярном направлению основной насечки, может быть отрицательным, но не должен превышать минус 10°.
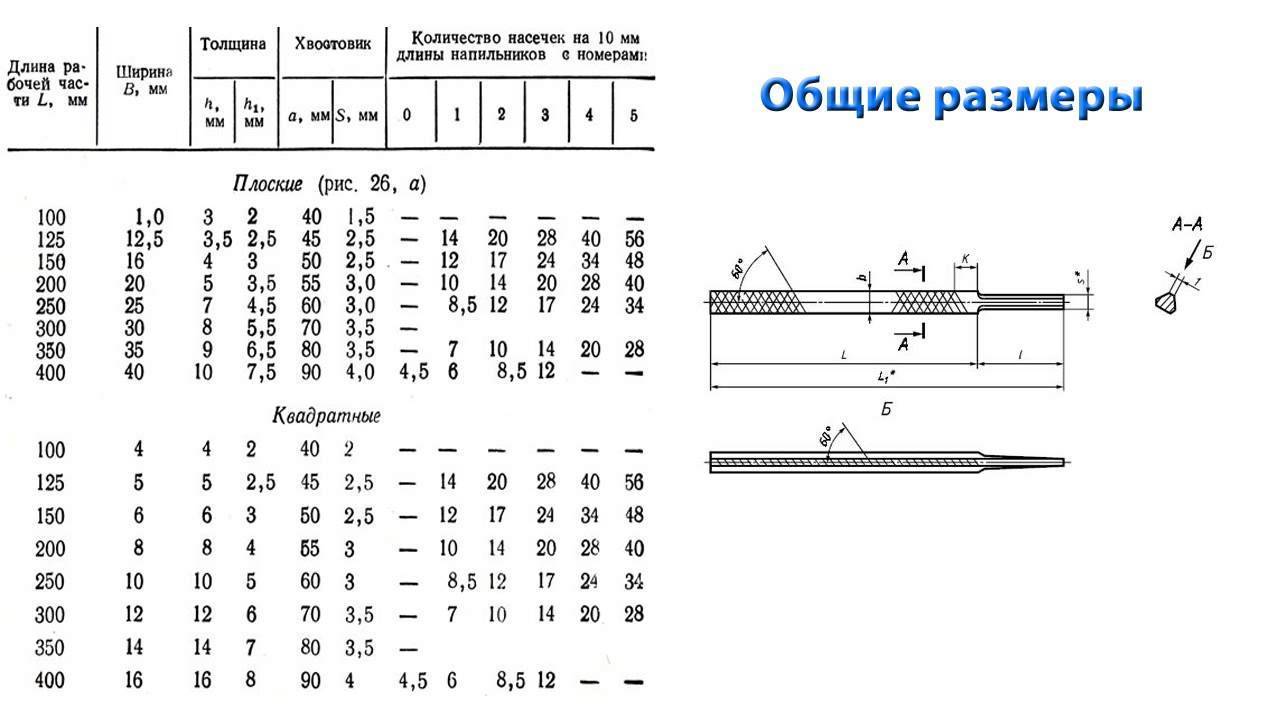
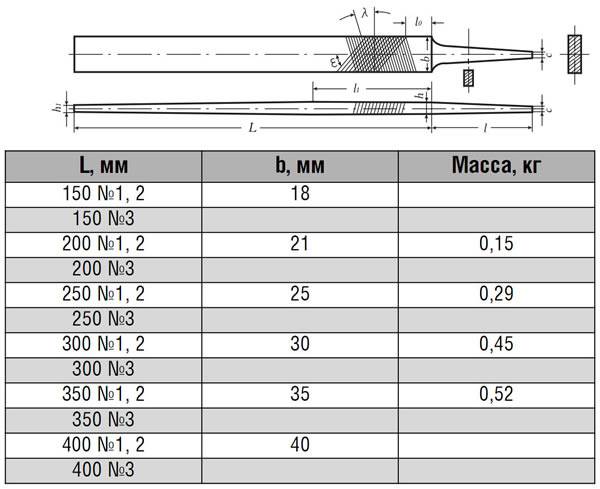
3.9. Предельные отклонения размеров напильников не должны превышать, мм:
длины рабочей части…………………………………….+-5
длины хвостовика……………………………………….+-2,5
ширины плоских напильников, большой диагонали ромбических и
диаметра круглых……………………………………….+-1,6
ширины сторон трехгранных напильников…………………….+1,6
-2,2
толщины для плоских и малой диагонали для ромбических
напильников……………………………………………+-0,8
ширины узкой стороны……………………………………+-0,2
разности ширин двух смежных сторон при большом угле
ромбического напильника…………………………………1
(Измененная редакция, Изм. N 1, 2, 3).
3.10. Предельные отклонения: углов наклона насечки…+-2°, числа основных и вспомогательных насечек на 10 мм длины напильника…+-1 насечка.
(Измененная редакция, Изм. N 2).
3.11. Допуск прямолинейности неоттянутого участка рабочей части трехгранных и круглых напильников — 0,3 мм, ромбических и плоских напильников — 0,5 мм.
(Измененная редакция, Изм. N 1, 2).
3.12. Расстояние конца носка напильника от плоскости неоттянутой части соответствующей стороны напильника должно быть не менее 0,5 мм.

3.13. Отклонение от симметричности оси хвостовика относительно оси рабочей части напильника не должно превышать 0,8 мм.
3.14. На круглых напильниках и на овальной стороне плоских напильников, при насечке рядками, насечки соседних рядков должны перекрывать друг друга.
3.15. На поверхности напильника не должно быть трещин. На рабочей поверхности напильника не должно быть заусенцев, черновин и следов коррозии.
Торец носка напильника должен быть зачищен и не иметь сколов.
Острые кромки на хвостовике должны быть притуплены.
(Измененная редакция, Изм. N 1, 3).
3.16. Разность между наибольшим и наименьшим значениями осевого шага основной или вспомогательной насечки на любом участке рассматриваемой стороны не должна превышать 10% номинального значения осевого шага.
3.17. Смещение заплечиков относительно друг друга вдоль оси напильника не должно превышать 1 мм.
3.18. (Исключен, Изм. N 2).
3.19. Надежность напильников определяется полным 95%-ным ресурсом, равным 5000 рабочих ходов на одну сторону напильника, при условиях испытаний, указанных в разд. 5.
Критерием предельного состояния напильников является потеря производительности, выраженная нормой съема металла за 5000 рабочих ходов менее указанной в табл. 4а.
Таблица 4а
| Тип напильников | Исполнение | Норма съема одной стороной, г (за 5000 рабочих ходов) |
| Трехгранный | 1 | 4,5 |
| 2 | 4,1 | |
| Ромбический | 1 | 3,7 |
| 2 | 3 2 | |
| Плоский | 1 | 5 7 |
| 2 | 5,5 | |
| Круглый | 2 | 3,7 |
Поправочный коэффициент на норму съема металла для напильников, изготовленных из стали 13Х, равен 1,4 по отношению к указанному в табл. 4а.
(Измененная редакция, Изм. N 3).
3.20. На ненасеченной части каждого напильника или на хвостовике около заплечиков должны быть четко нанесены:
товарный знак предприятия-изготовителя;
буква «П»;
марка стали 13Х (марки стали У13А, У13 не маркируют).
(Измененная редакция, Изм. N 2, 3).
3.21. При упаковывании напильников они должны быть отделены один от другого.
3.22. На потребительской таре должна быть указана твердость напильников.
3.23. Внутренняя упаковка напильников — ВУ-1 по ГОСТ 9.014.
3.24. Остальные требования к упаковке, маркировке транспортной и потребительской тары — по ГОСТ 18088.
3.21-3.24. (Введены дополнительно, Изм. N 2).
Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
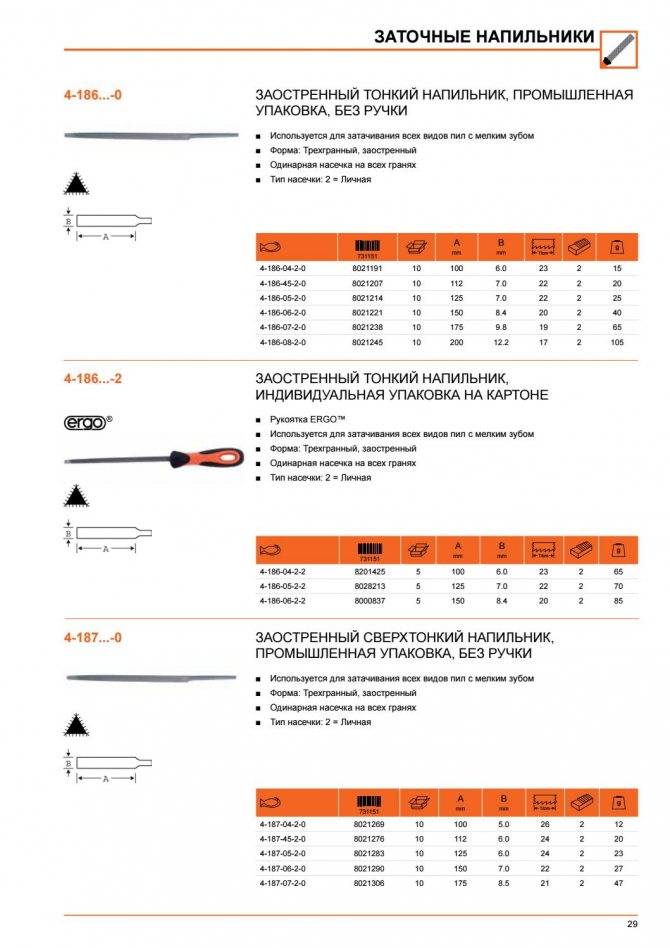
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.
Виды надфилей
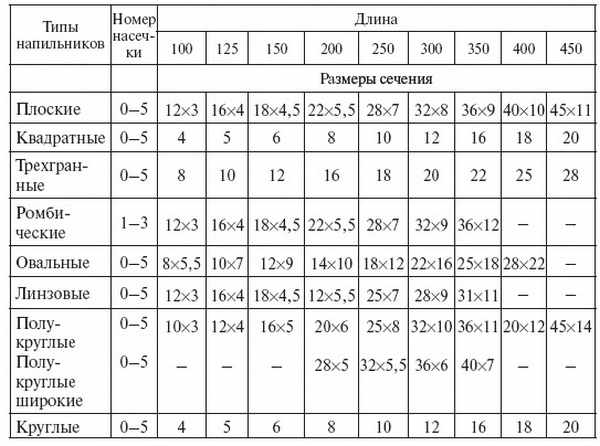
Видов напильников очень много, каждый тип изделия имеет разную длину, форму, количество насечек и свое предназначение.
Модернизированные
Электрические надфили, значительно упрощающие труд специалистов, пока что еще редко можно найти в продаже.
Современный электронадфиль имеет второе название – гриндер и служит для обработки труднодоступных мест.
Он может работать в разных режимах, приводится в действие благ одаря двигателю и клиноременной передаче.
В целом можно отметить, что электро надфиль функционирует по принципу ленточной шлифовальной машины.
Часто такого рода приспособление изготавливают вручную, беря за основу, например, болгарку или любой другой подручный инструмент.
Пневматические надфили для обработки поверхностей из стали, стекла, алюминия и т.д.
Применяют его в автомобильной индустрии, на производстве и не только.
Надфиль с пневматическим приводом служит в основном для подравнивания мелких деталей.
Этот надежный и эффективный инструмент часто поставляется в комплекте с быстросъемными насадками, предназначенными для разных видов обработки.
Виды материала
Алмазные надфили, очень хорошо подходят для обработки стекла и керамики.
На самом деле данный вид напыления не имеет ничего общего с алмазами, поскольку в качестве материала для рабочей поверхности используют крошку из искусственного камня.
Особый мелкозернистый слой напыления профиля позволяет обрабатывать поверхности до идеального гладкого состояния.
Такой вид покрытия используют, например, для изготовления пилок для ногтей.
Зернистость напыления может быть разной.
Фогольцевые надфили часто используют ювелиры в целях точения поверхности изделий для придания им необходимой формы.
Изготавливают изделия в основном из высокопрочной инструментальной стали.
Форма бруска с двух сторон полукруглая, имеет идентичную толщину и ширину, плавно сужается в конце.
Каждый напилок имеет разные номерные обозначения, которые соответствуют характеристикам его насечек.
Виды граней
Клиновидные надфили имеют соответствующую форму и острое окончание.
Отличительной особенностью инструмента являются две острые грани и ребро.
Такие мини-напильники бывают двух видов: с острым или закругленным ребром.
Ими делают высечки, и обрабатывают малые углы деталей.
Игольчатые надфили отличаются своими небольшими размерами.
Длина поверхности напилка без ручки составляет всего 25-35 мм.
Данная категория стоит особняком среди прочих видов напильников, поскольку надфили маленькие являются специализированными моделями инструмента для узкого круга работ.
Игольчатый напилок обладает еще одной отличительной чертой: хвостовик изделия имеет квадратное сечение, необходимое для более тонкой шлифовки поверхностей.
Надфиль для золота – именно так называют данный тип инструмента, поскольку его предназначение тесно связано с ювелирным делом.
Бархатные надфили – на один сантиметр рабочей площади инструмента приходится от 25 до 80 зубьев.
Напилки предназначены для выполнения самой тонкой работы, поскольку за один раз снимают слой в 0,05 мм.
После такой шлифовки на обрабатываемой поверхности не остается никаких видимых следов.
Специальные
Рифель – отдельный подвид инструмента, который используют в основном ювелиры.
От других видов напильников рифель отличается материалом, который был использован при его изготовлении, а также изогнутой формой.
Рифелем можно обработать любые округлые и изогнутые поверхности, например, золотые кольца и цепи.
Изготавливают рифели из специальных сплавов с магнитными свойствами.
Делается это для того, чтобы в рабочем процессе можно было отделить обкрошившиеся части рифеля от пыли драгоценных металлов.
Как и другие виды напильников, рифели могут иметь разную форму сечения.
Рабочая часть данного вида инструмента часто изогнутая, даже несколько крючкообразная.
Ножовочные надфили предназначаются для выборки узких пазов во внутренних углах и плоскостях изделий, в квадратных, ромбовидных и прямоугольных отверстиях.
Область применения данного вида инструмента достаточно широка.
Ножовочные мини-напильники также бывают разных форм и размеров, с разным количеством насечек.
Пазовые напилки напоминают плоские, но есть отличие – помимо плоской формы они имеют округлые торцевые грани.
Существует два вида пазовых напильников: остроносые и тупоносые, именно торцевые грани являются рабочими поверхностями инструмента.
Пазовыми надфилями обрабатывают поверхности труднодоступных участков.
Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.


Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.
Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита. При достижении нужного значения при нагревании полностью пропадают магнитные свойства
При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.
Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла. Результат окажется неутешительным
Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.
После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.
Надфили
Надфили являются самыми мелкими напильниками. Предназначаются для выполнения очень точных работ. Для производства данных инструментов используется сталь марок У12 и У12А с твердостью 54-60 HRC. В зависимости от формы поперечного сечения надфили бывают:
- плоские (тупоносые и остроносые);
- квадратные;
- трехгранные;
- круглые и полукруглые;
- овальные;
- в форме ромба;
- пазовые и ножовочные.

Домашнему мастеру необязательно иметь все виды напильников. Достаточно располагать тремя основными – плоским, треугольным и круглым. Желательно также иметь набор надфилей и несколько рашпилей. Обладая данными инструментами, можно легко справиться с любой задачей, связанной со шлифовкой металла.
Лучшие трёхгранные напильники
Одним из самых распространённых видов напильников по металлу является инструмент с трёхгранным сечением. Он применяется при расточке пазов, канавок, обработки внутренней плоскости. Плотники, садоводы используют для правки ножовок, стамесок, заточки лопат. Наши эксперты рассмотрели 7 моделей и выбрали три, которые отличаются хорошим качеством стали.
Tundra 1002712
Предназначен для работ по бронзе, чугуну и дереву, хорошо пилит твёрдый пластик. Изготовлен из углеродистой стали, устойчивой к появлению ржавчины. Частота насечек позволяет выполнять чистовую обработку. Зубья твёрдые, рассчитаны на интенсивное регулярное применение, стачиваются равномерно, обеспечивая повышенный ресурс.
Черешок изготовлен из дерева, зажимное кольцо эффективно фиксирует хвостовой элемент. Форма анатомическая, удобно лежит в ладони, не скользит, несмотря на отсутствие прорезиненной облицовки. Предусмотрен упор для большого пальца, который позволяет прикладывать значительные физические усилия.

Достоинства:
- Длинное полотно;
- Низкая цена;
- Крестообразный узор;
- Высокая эффективность.
Недостатки:
При работе с твёрдыми металлами увеличивается износ.
Кобальт 247-415
При изготовлении применяется высокоуглеродистая инструментальная сталь У13, которая отличается повышенной износостойкостью. Дополнительная закалка увеличивает прочность до 62 HRC. Одинарная личная насечка выполнена строго под углом в 30 градусов к оси, что позволяет получить чистую плоскость без рисок и глубоких царапин. Частота зубьев позволяет аккуратно снимать слой металла, толщиной до 0,025 мм.
Двухкомпонентная рукоятка выполнена из пластика и резины. Материал не скользит, а упор обеспечивает надёжный и эффективный захват. Небольшие размеры делают удобной работу в стеснённых условиях. Хорошо зарекомендовал себя при заточке садовых пил и ножовок.
Достоинства:
- Лёгкая доводка деталей из бронзы, латуни и незакалённой стали;
- Долгое время сохраняет заводскую зернистость;
- Надёжная фиксация хвостовика;
- Наличие подвеса.
Недостатки:
Не подходит для ножовок с шагом зубьев менее 6 PPI.
Ермак 645-008
Изготовлен из углеродистой инструментальной стали, устойчивой к коррозии. Полотно отличается высокой прочностью. Личная частота насечек позволяет аккуратно обрабатывать поверхность цветных металлов без глубоких царапин. Хорошо справляется с деревом, незакалённой сталью, пластиком. Может использоваться для заточки садовых и плотницких ножовок.
Черешок изготовлен из твёрдого дерева, устойчивого к гниению, влаги. Для дополнительной фиксации хвостовика используется кольцо из металла. Форма ручки учитывает анатомические особенности ладони. Рельефная поверхность не скользит, удерживает надфиль в руках при прикладывании физических усилий. Есть небольшой упор для большого пальца.
Достоинства:
- Оптимальная длина полотна;
- Привлекательная цена;
- Высокая производительность;
- Выдерживает повышенные нагрузки.
Недостатки:
Фиксация лезвия ослабевает со временем.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.
1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.
Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.
3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.
4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.
Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.




Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.
Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.
Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом; — фрезерные станки; — шлифовальные станки со специальными кругами; — зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.
Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13; — У 10, 12, 13 А; — ШХ15 УА; — 13Х и их зарубежные аналоги.