ПРЕИМУЩЕСТВА ОБОРУДОВАНИЯ
Гильотина НА 3121 являются ключевым элементом на том объекте, где осуществляется выпуск и обработка различных металлических изделий. Благодаря правильной работе ножниц, возможно выполнить ровные и максимально точные разрезы заготовок и деталей, которые не имеют зазубрин и других дефектов. Большим преимуществом станка является то, что он имеет возможность работать без подвода воздушного потока.
Базовая комплектация НА3121 обладает такими особенностями, как:
- Электрическая схема управления;
- Комбинированная система смазки;
- Регулировка упоров производится вручную;
- Стол станка имеет механизм регулировки установки необходимого зазора;
- Тип смазки основных элементов станка – комбинированный;
- Имеется две серии ходов: единичный и автоматический;
- Надёжная защитная система предупреждения получения механических травм.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.
Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
Гильотина Н3118 служит для поперечного и продольного разрезания любого листового материала. Основное применение гильотина находит в цехах по заготовке материала (предприятия машиностроительной отрасли).
Разрезка обрабатываемого материала может производиться по предварительной разметке или без неё. Для этого служат боковые или задние упоры. Гильотина Н3118 заслуженно принадлежит к безотказному и долговечному оборудованию.
Сами ножницы Н3118 конструктивно обустроены верхним приводом, движителем для которого служит электрический мотор. Передаточный механизм использует клиновидный ремень с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для заранее размеченного листового материала ножницы Н3118оборудованы задним упором, конструктивно расположенным с внешней стороны ножевого механизма. Разрезаемый материал надёжно удерживается прижимной кулисой, синхронно функционирующей с ножевым механизмом. Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
Электронная схема управления гильотины 3118 позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение при помощи педали или посредством кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц Н3118 осуществляется посредством жёсткой муфты, имеющей две шпонки и электрический магнит. Всё это служит для уменьшения расходов на эксплуатацию при использовании в производстве гильотин Н3118 .
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
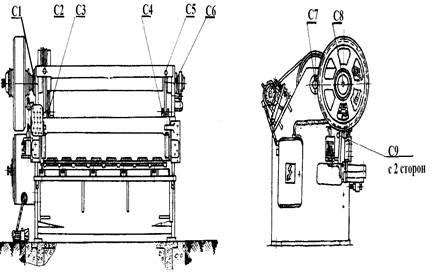
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.










Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
НА3225 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НА3225 разработаны в 1983 году и серийно выпускались с 1984 года. Разработчик ПО КПО г. Азов
Гильотина НА3225 предназначена для прямолинейного раскроя листового материала. Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки. Ножницы могут быть использованы в заготовительных цехах машиностроительных предприятий, использующих листовые заготовки. Ножницы аттестованы по первой категории качества. Выпускаются в общепромышленном и экспортном исполнении.
Основны параметры машины для резки листового металла НА3225:
- Наибольшие размеры разрезаемого металла – 32 х 3150 мм
- Частота хода ножа – 30 мин-1
- Величина поперечного реза – 100 мм
- Механическое перемещение заднего упора – 0..1000 мм
- Тип муфты – пневматическая фрикционная дисковая
- Тип тормоза – пневмо-пружинный дисковый
- Тип прижимного устройства – гидроцилиндры
- Мощность электродвигателя – 55 кВт
- Вес ножниц полный – 33950 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина жесткой конструкции, сборная состоит из двух стальных стоек, стянутых вверху ресивером, а внизу траверсой. На траверсу и выступы стоек опирается стол, к которому с помощью Т-образных пазов крепятся три комплекта неподвижных ножей. Специальный упор исключает продольное смещение ножей при резке.
К стойкам станины крепятся направляющие ползуна. Верхние концы направляющих закреплены на неподвижной оси, нижние опираются на клин с осью-эксцентриком. С помощью эксцентрика, вращение которого осуществляется от собственного двигателя, регулируется зазор между подвижными ножами, установленными на ползуне, и неподвижными ножами.
Ползун цельносварной имеет наклон справа — налево. Возвратно-поступательное движение ползун получает от электродвигателя через клиноременную передачу, пневматическую фрикционную и жесткосблокированную муфту-тормоз, червячный редуктор и эксцентриковый вал с двумя шатунами.
Главный привод. Вращение от электродвигателя через клиноременную передачу передается на массивный маховик, далее через червячный редуктор на коленчатый вал. Коленчатый вал преобразует вращательное движение в поступательное движение ножевой балки.
Муфта пневматическая фрикционная дисковая, смонтирована на червячном валу. На другом конце вала установлен пневматический дисковый тормоз.
Ножевая балка сварной конструкции предназначена для крепления комплекта ножей к торцу балки с помощью Т-образных пазов. Ножевая балка перемещается по направляющим станины.
Величина зазора между подвижными и неподвижными ножами регулируется за счет изменения угла наклона ножевой балки. Регулировка осуществляется с пульта управления с индикацией на шкале лимба.
Прижимная балка сварной конструкции, закреплена на передних выступах стоек станины, предназначена для прижима листа во время реза. Прижим осуществляется штоками гидравлических цилиндров, работа которых производится от насоса оригинальной конструкции.
Для обеспечения точности реза предусмотрены пневматические уравновешиватели.
Ножницы имеют механизированный задний упор. Привод механизма упора регулируемый, от электродвигателя постоянного тока с тиристорным преобразователем через червячный редуктор. Для управления приводом заднего упора применено устройство цифровой индикации, с помощью которого предварительным набором цифр на пульте осуществляется точная установка упора в требуемое положение.
Управление ножницами — кнопочное и педальное.
Смазка ножниц — комбинированная.
Гильотинные ножницы НА3223 и НА3225 являются основными технологическими единицами комплексов оборудования для резки листа АКНА 3223.02 и АКНА 3225.02..









В стандартную комплектацию входят:
- Пульт управления, педаль управления;
- Упор задний с механизированным приводом, отвод упора в период резки, блок индикации;
- Механизм вывода заднего упора из зоны подачи листа при работе с длинными листами;
- Боковой упор, угловой упор, удлинитель стола;
- Шаровые опоры листа, механизм подъема листа на нижним ножом в момент подачи;
- Устройство регулировки зазора между ножами;
- Подсветка линии реза;
- Поворотное ограждение рабочей зоны сблокированной с приводом;
- Централизованная система смазки;
- Руководство по эксплуатации;
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Особенности гильотинных ножниц модели НЛ3421, Н3121
В любом оборудовании важна надежность, применение проверенных решений и узлов, которые обладают внушительным сроком службы. Конструкция всех узлов гильотинных ножниц Н3121 полностью отвечали всем требованиям предприятий народного хозяйства СССР, занимающихся обработкой металла. Это оборудование создавалось для того, чтобы работать без перерывов на ремонт. Лучшие традиции надежного оборудования наши конструктора применили при создании современной, улучшенной модели НЛ3421 с параметрами реза 12х2200 мм. Дополнительным улучшениям стало применение на этой модели ножниц сортовой секции.








Надежность технических решений
Количество применяемых деталей и соединений между ними в конструкции гильотинной установки Н3121 минимально. Сделано все возможное, чтобы обеспечить долговечность изделия. Выглядит это следующим образом:
- основная станина, которая работает и как центр устойчивости и массы всей конструкции, выполнена из листовой стали. Все соединения — сварные, в необходимых местах предусмотрены места для расположения механики и электродвигателя, которые не являются самостоятельными блоками. Все крепится на основной станине;
- привод ножевой балки предусматривает минимально возможные негативные нагрузки на двигатель;
- кривошипный шатун надежен, а специальное эксцентричное расположение шкива относительно оси коленвала обеспечивает периодичное торможение балки в ее верхней точке. Это снимает нагрузку с механики и предотвращает «забегание» тяжелой детали за пределы предусмотренных габаритов движения из-за инерции;
- прижимные механизмы обеспечивают минимальные вибрации при осуществлении реза и повышают точность операции;
- конструкция муфты активации главного привода такова, что гарантирует беспроблемную работу механики без воздуха, что ощутимо снижает амортизационные расходы и увеличивает срок работы оборудования.
Каждый узел гильотинных ножниц НЛ3421 — проверенное, простое, эффективное решение. Не остался без внимания инженеров и вопрос технического обслуживания. Смазка всех узлов производится без необходимости частичного демонтажа деталей станка, с помощью одного центрального насоса, приводимого в действие оператором машины по мере необходимости, либо автоматически.
Некоторые технические данные
Гильотинные ножницы НЛ3421 имеет следующие параметры:
габариты – 3083/1605/1710 мм, длины, ширины и высоты соответственно; масса станка — 5100 кг; наибольшая толщина разрезаемого металла — 12.0 мм; поперечный рез / габарит ножа — 2200 мм; минимальное количество ходов режущего инструмента в минуту — 40; ширина реза при использовании заднего упора — 1000 мм; мощность двигателя, паспортная — 22 кВт; прижимное усилие — 3100 кг.
ao-dolina.com
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм 2 .
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.