Обзор видов
Все токарно-фрезерные агрегаты имеют свой шифр в виде цифр и букв. По нему можно узнать возможности и составить описание того или иного оборудования. Обычно в таком шифре содержится три-четыре знака: первая цифра – это группа, к которой относится стан, вторая – это тип аппарата, третья и четвертая – это описание одного из главных параметров стана или материала, с которым предстоит работать. Если после первого обозначения находится буква, то она указывает на то, насколько усовершенствована или нет была базовая модель. Буква же после всей цифровой части говорит о классе точности, особенностях и варианте модификации базовой модели.
Еще в СССР была создана определенная классификация станков для работы с заготовками из металла, где все оборудование разделили на девять групп, каждая из которых делится еще на несколько подгрупп.
По конструкции фрезерная аппаратура довольно разнообразна, в общем же ее можно разделить на два основных типа:
- станы общего назначения, или универсальные, – сюда относятся вертикально-, горизонтально- и продольно-фрезерные;
- станы специализированные – это шпоночно-, карусельно-, шлицефрезерные, фрезерные с копиром и другие.
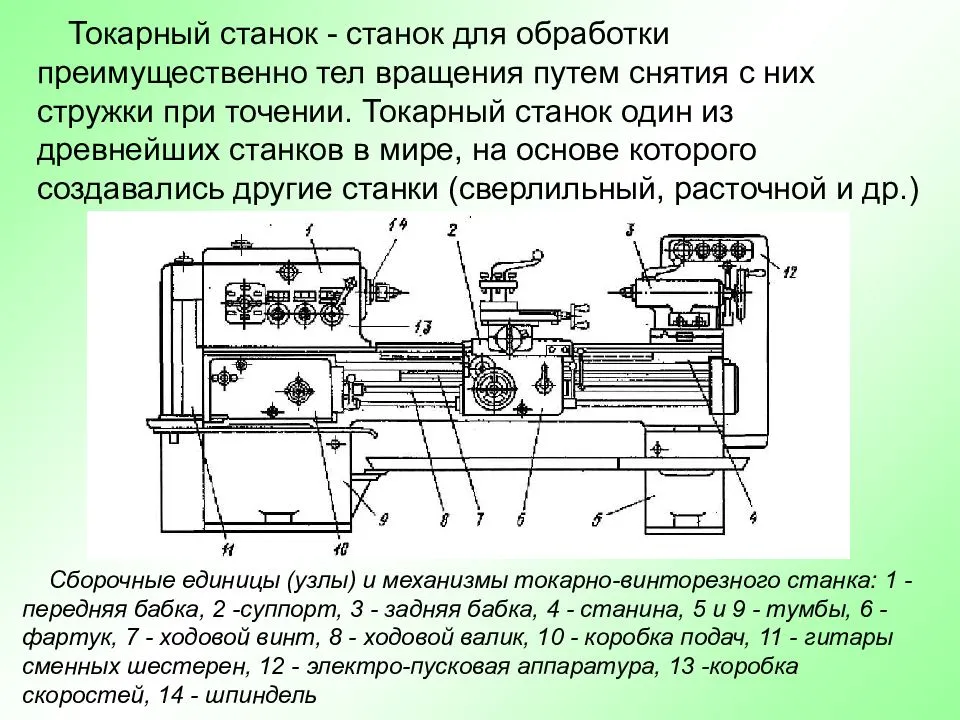
Токарно-винторезный
Этот вид токарного стана считается универсальным, именно поэтому он используется при производстве единичных деталей и деталей, выпускаемых сериями. С его помощью можно создавать винтовую нарезку модульного, метрического и дюймового типов, а также производить обработку металлических деталей.
Токарно-карусельный
Оборудование карусельного типа обычно используется для обработки заготовок больших размеров. Используются:
- для работы с заготовками в форме цилиндров и конусов;
- для создания пазов разных конфигураций;
- для фрезеровки, шлифовки и подрезки торцевых частей;
- для создания винтовой нарезки.
Конфигурация данного станка включает специальный стол с планшайбой, стойки и суппорты.
Лоботокарный
На лоботокарном оборудовании проходит обработка деталей цилиндрической и конической форм, лобовых заготовок. Главное отличие – ось вращения расположена в горизонтальной плоскости.
Токарно-револьверные
Револьверная группа станов используется для работы с деталями из калиброванного прута. Такое название оборудование получило благодаря тому, как крепятся в нем инструменты: фиксируются в статическом или приводном держателе. Эта особенность наделяет оборудование множеством возможностей: расточка, точение и фасонное точение, сверление, создание резьбы, развертывание, фрезеровка.
Токарно-фрезерный обрабатываемый центр
Для точения используются металлорежущие резцы, зафиксированные во фрезерной головке. Благодаря этому увеличивается количество функций станка.
Автомат продольного точения
Используется на серийном производстве деталей маленьких размеров из прутов, профиля и проволоки, изготовленных из легированной стали, меди и других металлов. В состав оборудования входят подвижные и неподвижные бабки.
Многошпиндельные токарные станки
Станки этого вида используются для работы со сложными деталями из холоднотянутых прутов или труб различного диаметра сечения. Высокая мощность привода и жесткая конструкция обеспечивают высокую работоспособность оборудования.
Лоботокарный станок
Лоботокарные станки – это разновидность токарных станков. У них есть одна замечательная особенность: они приспособлены для обработки деталей, у которых форма представляет собой тело вращения большого диаметра (цилиндр, конус, фасонная поверхность). Проще говоря, на этих станках можно обтачивать цилиндрические заготовки большого диаметра и небольшой толщины (например, шкивы, колеса, полуфабрикаты шестеренок, звездочек, фланцев и других деталей подобного рода). Без труда можно обработать как торцы болванок, так и кромочную часть их окружности. А еще можно проточить канавки, расточить внутренние поверхности, нарезать резьбу на цилиндрических поверхностях деталей. Токарные лобовые станки широко используются для шлифования торцевых поверхностей.
В них ось вращения заготовки всегда расположена горизонтально. Лоботокарный станок – это специализированный токарный станок. Он имеет конструктивные особенности, которые отличают его от обычного токарного станка. Компоновка у него следующая: основание с плитой, на которой расположена передняя бабка с планшайбой; здесь же имеется суппорт с основанием, а задняя бабка устанавливается на высокой подставке. Коробка скоростей размещена в передней бабке, которая жестко закреплена на плите. А вот основание суппорта вместе с продольными направляющими, а также заднюю бабку можно перемещать по плите в разных направлениях и закреплять их на ней болтами в нужных положениях. Головки болтов утапливаются в пазах плиты и не могут проворачиваться.
На планшайбе с помощью болтов и прихватов или непосредственно в кулачках закрепляется обрабатываемая заготовка. Если потребуется, заготовку можно поддержать центром, установленным в заднюю бабку. А теперь главный нюанс: в плите есть специальная выемка, которая располагается прямо напротив планшайбы. Вот она-то и позволяет вести обработку заготовок, диаметр которых превышает диаметр планшайбы. Вращение шпинделя, поперечное и продольное перемещение суппорта обеспечивает привод от особого электродвигателя. Именно он совместно с коробкой скоростей обеспечивает широкий диапазон скоростей и подач шпинделя и суппорта.
В промышленном заводском производстве лоботокарные станки оказались почти полностью вытесненными карусельными станками. Но они еще востребованы в индивидуальном изготовлении крупногабаритных деталей и при проведении ремонтных работ в условиях мастерских.
Дополнительное оборудование
Существуют некоторые приспособления для рассматриваемых устройств, которые используют, чтобы повысить их эксплуатационные параметры. Так, лоботокарный станок может быть оснащен задними бабками. Это существенно расширяет его технологические возможности. Также для увеличения количества операций и ускорения их смены суппорт снабжают восьмипозиционной головкой. Транспортер для снятия стружки используют для облегчения применения в мелкосерийном выпуске рассматриваемых механизмов.

Лоботокарный станок с ЧПУ
Устройство программного управления значительно улучшает технические характеристики. Так, оно повышает скорость токарных работ. К тому же лоботокарные станки с ЧПУ позволяют задавать траекторию автоматического перемещения резца. Также лобовой станок с ЧПУ имеет возможность поддерживать на постоянном уровне интенсивность обработки, варьируя скорость вращения шпинделя.
Лобовые станки
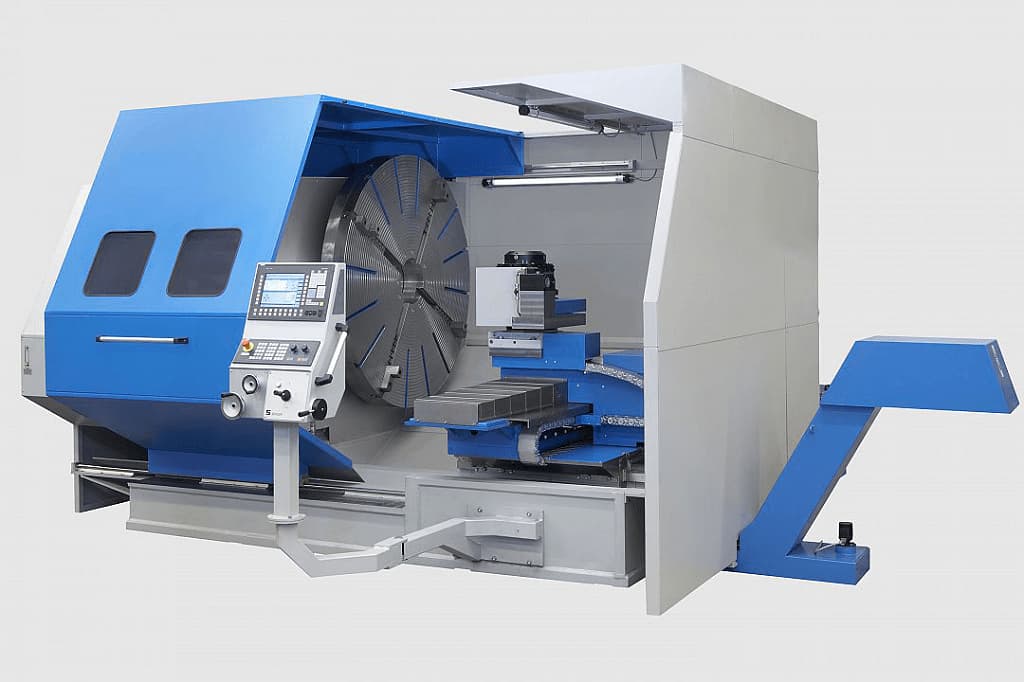
Основное назначение токарных лобовых станков (рис. 3) — обработка деталей больших диаметров и малой высоты. На этих станках производится изготовление массивных маховиков для двигателей карьерных самосвалов и кораблей, колес вагонных, опорно-поворотных кругов грузоподъемных кранов и др. Основной отличительной особенность, из-за которой лобовые станки выделены в отдельную группу — наличие планшайбы большого диаметра.
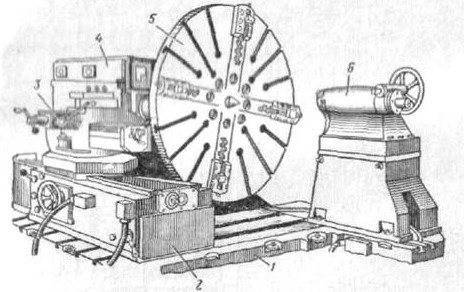
Рисунок 3. Токарный лобовой станок.
Рисунок 3. Токарный лобовой станок.
Токарный лобовой станок включает в себя следующие основные узлы.
- Массивная станина. Является основанием станка.
- Основание суппорта. Служит направляющей суппорта. Содержит рукоятки управления подачей.
- Суппорт. Перемещает планшайбу в зону обработки. Имеет настройки автоматической подачи.
- Передняя бабка. Включает в себя электродвигатель, коробку скоростей и механизмы управления станком.
- Планшайба. Предназначена для закрепления обрабатываемой детали.
- Задняя бабка. В ней закрепляется режущий инструмент.
В отличие от карусельных станков, которые тоже предназначены для работы с деталями большого диаметра и малой высоты, лобовые токарные станки имеют ограничения по массе заготовки. Если заготовка превышает допустимую массу — ее обрабатывают на карусельном станке.
Лоботокарный станок
Лоботокарный (лобовой токарный) станок – это один из видов токарных станков. Их спецификой является токарная обработка деталей большого диаметра с малой длиной. Это токарное оборудование также позволяет производить обработку массивных плоских цилиндрических заготовок или обрабатывать короткие детали типа тел вращения со значительными колебаниями (перепадами) диаметра в какой-либо части. Чаще всего с помощью лоботокарных станков обрабатывается торцевая часть закреплённой в планшайбе заготовки или её кромка, нарезается резьба на поверхности детали или производятся операции по шлифовке её торцевой поверхности.
У лоботокарных станков отсутствует задняя бабка, станина станка низкая и короткая, центры расположены высоко. Для работы с большими диаметрами (более 200 мм) переднюю бабку располагают отдельно от суппорта (в этом варианте исполнения как суппорт, так и шпиндель станка снабжаются индивидуальным приводом).
Лобовой токарный станок имеет несколько отличий, позволяющих чётко отделить его от других станков токарной группы:
- крепление на шпинделе (планшайбе) деталей большого диаметра;
- отсутствие задней бабки;
- невысокие обороты вращения шпинделя;
- раздельный привод шпинделя и суппорта;
- возможность осуществления шлифовальных работ;
- исключается возможность закрепления заготовок в центрах.
С помощью лоботокарного станка осуществляется токарная обработка поверхностей цилиндрического, конического, фасонного, лобового типа различных труб, дисков и валов. Такой станок идеально подходит для производства чугунных и стальных фланцев, колец или дисков (реже — маховиков, шкивов и зубчатых колёс). Горизонтальная ось вращения детали и большой объём свободного пространства позволяет обрабатывать на станке массивные многотонные детали небольшой длины.










Монтируется лобовой токарный станок на бетонном основании. На плите крепится станина и тумба. В последней размещается передняя бабка с приводом и коробкой скоростей. Бабка снабжается шпинделем с патроном специальной конструкции, позволяющим закреплять заготовки большого диаметра.
На станине располагаются суппорт с устройствами для зажима и удержания резцов и фартук, снабжённый кареткой. При замене резцедержателя шлифовальной головкой токарная обработка металла резцом может сменяться шлифовальными работами.
Суппорт обладает плавной подачей, обеспечиваемой работой отдельного двигателя.
Электродвигатель, приводящий в действие главный привод, располагается отдельно и также монтируется на массивном основании. Такой вариант компоновки оборудования позволяет значительно снизить воздействие на процесс обработки детали вибрационных искажений, что упрощает процесс тонкой шлифовки торцевой поверхности детали. В ряде случаев по специальному заказу лоботокарные станки снабжаются задними бабками. Такое решение позволяет значительно расширить технологические возможности оборудования.
Снабжение суппорта восьмипозиционной головкой существенно увеличивает набор производственных операций и повышает скорость переключения между ними. Установка транспортёра для удаления стружки значительно облегчает ведение работ при включении станков этого типа в мелкосерийное производство. Токарная обработка деталей многократно ускоряется монтажом на лоботокарный станок устройств числового программного управления контурного типа. Такое нововведение позволяет в автоматическом режиме перемещать резец по заданной криволинейной траектории, изменять частоту вращения шпинделя для сохранения постоянной скорости резания.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.
Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.
Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.
Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.
300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.
160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Типы и разновидности токарного оборудования
Существует разделение станков по следующим критериям:
- Наибольший допустимый размер обрабатываемой заготовки над станиной.
- РМЦ – расстояние между центрами (мелкие – до 150 мм, средние – 150–300 мм, крупные – более 300 мм).
Также есть множество типов токарных станков, обладающих своей спецификой:
Винторезные станки токарной группы
Станки токарной группы очень распространены в силу своей универсальности. Принцип работы прост: зажатому на шпинделе в горизонтальном положении объекту придается вращение, а с помощью подвижного резца происходит резание. Резец может быть как закрепленным, так и отдельным.








Револьверные станки
Как следует из названия, на направляющих станины располагается суппорт с револьверной головкой. В каждый паз револьверной головки может быть установлен резец.
Во время обработки резцы сменяют друг друга, прокручиваясь, что позволяет не тратить время на замену инструмента.
Карусельные станки
Предназначены в основном для обработки крупных объектов весом в несколько тонн. Основным элементом конструкции является планшайба – горизонтальный диск, на который устанавливается заготовка, и который придает ей вращение.
Отсюда и название данной разновидности станка. Как правило, станок карусельного типа имеет два суппорта для установки резцов – вертикальный и боковой. Это позволяет обрабатывать заготовку по внешней и по внутренней поверхности.
Затыловочные станки
Затылование – это специальный метод заточки торцовых поверхностей инструментов для сверления, фрезерования и нарезания резьбы.
Такая операция необходима для восстановления формы рабочих поверхностей инструмента после длительной эксплуатации. По конструкции затыловочный станок похож на винторезный, но имеет ряд особенностей.
Обрабатываемый объект также вращается шпинделем, а суппорт вместе с резцом совершает возвратно-поступательные движения, срезая (затылуя) поверхность объекта на один зуб.
Лоботокарные станки
Похожи на карусельные станки, также имеют планшайбу, но на лоботокарных станках планшайба устанавливается вертикально. Карусельные и лоботокарные станки могут взаимно заменять друг друга.
Как правило, применяются для резания с торца, то есть со «лба». Отсюда и название. Предназначены для обработки объектов, диаметр которых значительно превышает их длину (колеса, шестеренки, шкивы).
Станки с бесступенчатым приводом
Бесступенчатый привод – это механизм, позволяющий плавно менять скорость вращения шпинделя, без резких перепадов и остановки станка.
Такая функция позволяет постепенно подобрать нужную частоту вращения уже в процессе работы, а не прикидывать ее «на глаз».
Трубонарезные агрегаты
Как следует из названия, предназначены для обработки труб. Очень похожи на винторезные станки, но есть одно существенное различие в конструкции шпинделя: для того, чтобы длинные трубы надежно удерживались, через корпус станка насквозь проходит тоннель, в котором труба зажимается шпинделем в двух точках.
Это обеспечивает вращение объекта без люфта. Также существуют дополнительные подставки для труб, если они значительно превышают расстояние между патронами.
Токарно-фрезерный обрабатывающий центр
Многоцелевой комплекс, объединяющий в себе токарные и фрезерные функции. Имеет фрезерную головку, на которую может быть установлен режущий инструмент.
Головка эта подвижна, может обрабатывать объект как сбоку, по внешней поверхности, так и с торца, по внутренней.
Автомат продольного точения
Предназначен для серийного изготовления и обработки малогабаритных деталей диаметром 1–60 мм, длиной – 5–300 мм.
Автомат устроен следующим образом: в подвижном шпинделе с помощью цанги закрепляется заготовка, резцы же остаются неподвижными или передвигаются по горизонтали; шпиндель вместе с заготовкой подводится поочередно к нужным резцам и обрабатывается.
Многошпиндельные токарные станки
Станки с тремя или более шпинделями, на которых крепятся заготовки для одновременной или поочередной обработки. Используются исключительно на серийных производствах.
Управление универсального станка
Основным элементом узла является сельсин, осуществляющий электрическую связь механизма коррекции с упорами управления. Упоры управления предназначены для возможности работы гидрокопировального и механического суппортов в автоматическом цикле с переходом резца через центр изделия и изменением направления изделия.
Комплектация, характеристики
Узнать цену, дополнительную информацию про Лоботокарный станок 1М692 и его аналоги, их характеристики, цены, или открыть заказ Вы можете, позвонив нам по телефону в Москве: +7 (499) 944-48-80, или по телефону в городе Ярославле: +7 (4852) 45-55-00. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес Мы с удовольствием поможем Вам с подбором необходимого оборудования!
Станок токарно-карусельный одностоечный 1512. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1512 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1512 является наиболее распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Основные технические характеристики токарно-винторезного станка 1512
Изготовитель — Краснодарский станкостроительный завод имени Седина. Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1250 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр планшайбы — Ø 1120 мм
- Наибольший вес обрабатываемой заготовки — 3200 кг
- Частота вращения план-шайбы — 5..250 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 16,5 т
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.







Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Модификации станка токарно-карусельный одностоечный 1512
1512.000, 1512-1, 1512-2, 1512.300, 1512.400 — станок токарно-карусельный универсальный одностоечный1512Ф1, 1512ПФ1, 1512Ф1.041, 1512Ф1.300, 1512Ф1.323, 1512Ф1.400, 1512Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1512Ф2, 1512Ф3, 1512Ф3.271, 1512Ф3.471, 1512МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Револьверные станки
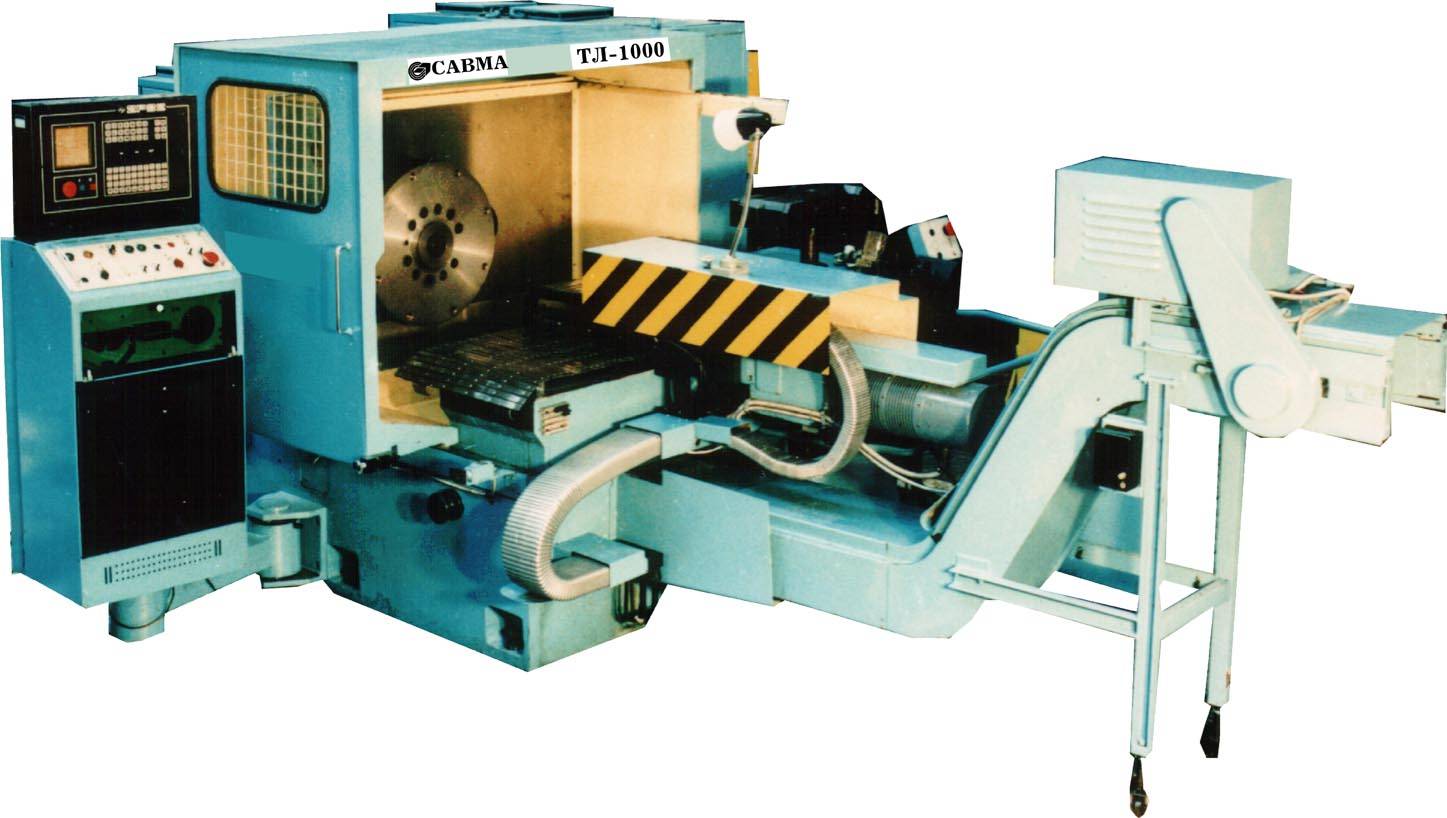
Отличительной особенностью токарно-револьверных станков (рис. 1.) является наличие специализированной многопозиционной головки. Эта головка называется револьверной и имеет несколько резцедержателей. Смена режущего инструмента в процессе работы производится за счет поворота револьверной головки на определенный угол.
Рисунок 1. Токарно-револьверный станок.
Рисунок 1. Токарно-револьверный станок.
Токарно-револьверный станок конструктивно состоит из следующих основных частей.
- Станина с фундаментной плитой и направляющими. Служит для размещения узлов станка.
- Коробка подач суппортов. Предназначена для задания скорости автоматической подачи.
- Передняя (шпиндельная) бабка. Вмещает в себя электродвигатель, систему шестерен коробки скоростей и привод шпинделя.
- Патрон. В патроне закрепляется обрабатываемая деталь.
- Резцедержатель. Служит для закрепления токарного резца. Стандартное оборудование токарного станка.
- Суппорт. Создает движение подачи резца в зону обработки. Оснащается приводным винтом, который связан с коробкой подач. Коробка подач, в свою очередь, способна работать в паре с коробкой скоростей. Это позволяет настраивать автоматическую скорость подачи, которая зависит от частоты оборотов шпинделя. Используется для нарезки резьб или при точении с точно заданной скоростью подачи.
- Резцедержатель револьверного типа. На представленной модели револьверного станка имеет шесть гнезд, служащих для закрепления осевого режущего инструмента (сверл, зенкеров, разверток). Также в револьверной головке может быть установлен обычный резец.
- Суппорт револьверной головки. Выполняет те же функции, что и стандартный суппорт. Также связан с коробкой подач при помощи ходового винта.
- Барабан револьверного суппорта.
Сегодня токарно-револьверные станки набирают все большую популярность, особенно в сегменте металлорежущего оборудования с ЧПУ. Это объясняется довольно обширными технологическими возможностями токарно-револьверных станков с ЧПУ.