Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.
Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно. Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы. Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.
Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.
Заливка алюминия
Ничего сложного в этом нет, только один нюанс. Необходимо наготове держать ложку из «нержавейки», которой сразу же снимается образующаяся пленка окисла.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Литье из алюминия по напечатанной модели и питерский Кастомайзинг
Всем доброго времени суток, меня зовут Алексей и, прежде чем перейти к делу, немного расскажу о себе, т. к. это первый пост на 3DToday.
С 2014 года я занимаюсь 3D дизайном, проектированием, 3D печатью, ЧПУ-станками, изделиями из металла, ювелирными изделиями и немного кастомайзингом. За это время скопилось много опыта: далеко не только в 3D печати, но и в смежных технологичных сферах. Пожалуй, пришло время им делиться — так родилась идея цикла статей про использование 3D печати как одного из инструментов в цепочке производства на базе небольшой мастерской. Акцент в этих статьях будет, скорее не на том, ЧТО напечатано, а о том, что было ДО, и что происходило ПОСЛЕ непосредственно самой печати.
Весной 2021, не за долго до международного мото-форума IMIS-2018, мой друг и коллега, Алексей Черкасов, поделился со мной идеей сделать кастомный литой алюминиевый впускной коллектор на свой мотоцикл. К слову, этот проект на базе Yamaha XS650 он строил уже полгода и планировал участвовать на этом весеннем кастом-ивенте. У него было два винтажных карбюратора годов 60-70-х: Posa 35 и Lake 35. Один из них он планировал поставить на свой байк. Немного доработанный Алексеем карбюратор Lake 35:
Кстати, проект в итоге занял первое место в том году в номинации «OldSchool»:
На тот момент двигатель и новая рама были уже смоделированы в 3D, оставалось нарисовать траектории потоков воздушно-топливной смеси, посадочные крепления к двигателю, карбюратору и общую форму. Компоновка агрегатов в раме была довольно тесной, особо не развернешься, но и ничего особо сложного.3D модель нового коллектора:









Коллектор в сборе с карбюратором:
Через пару часов после застывания смеси форма с пластиковой моделью и системой литников внутри ставится в печь на два часа при температуре 731 градус (рекомендуемая температура для используемой смеси). В процессе пластик и воск сгорают, остатки в виде золы после сгорания можно продуть из формы компрессором.Вообще, расплавленный металл лучше заливать в предварительно равномерно прогретую в печи и установленную в специальную вакуумную литейную машину форму. Но из-за отсутствия на тот момент отдельной плавильной печи для металла с тигелем, печь была занята плавлением алюминия для коллектора, а форма прогревалась газовой горелкой. В вакуумную литейную машину форму тоже было не поставить из-за размеров самой формы (машина рассчитана на менее габаритные изделия), поэтому литье производилось под атмосферным давлением. Сразу после того, как металл перестанет быть красным, форма опускается в воду, где она растворяется.Фото литого изделия без обработки, сразу после извлечения из ведра с водой, видны фрагменты литников:
Далее изделие обрабатывалось, удалялись литники, нарезалась резьба, плоскости фланцев выравнивались на фрезерном станке.
Коллектор с карбюратором после установки на мотоцикл:
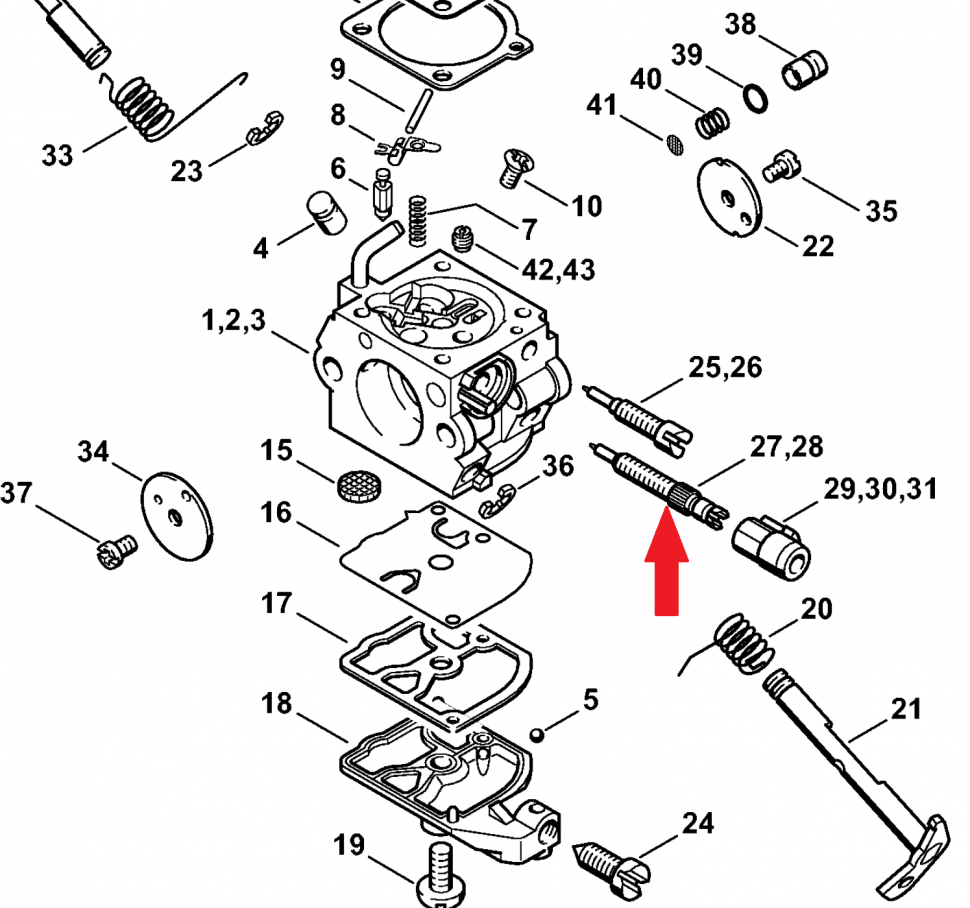
Еще пара изображений для тех, кому интересно устройство карбюратора Lake 35:
Сейчас я занимаюсь разработкой и изготовлением еще одного впускного коллектора под два карбюратора Mikuni, но в этот раз для снегохода. Если статья зайдет, то расскажу подробнее как про прошлый опыт и оборудование, так и про новый опыт. В этот раз попробуем отлить его в литейной машине, а еще в мастерской появилась отдельная тигельная печь.
Если вы посчитали статью интересной, то вы знаете что делать)На все ваши вопросы постараюсь ответить в комментах и учесть их в написании следующей статьи.
Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.
- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла. Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.
- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.
Алюминиевое изделие в пресс-форме Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.
Технологии литья
Существуют различные способы получения алюминиевых изделий литьем, каждый из которых позволяет в тех или иных условиях изготовить необходимые отливки.
Литье под давлением
Такое производство осуществляется с использованием специальных машин. В основе конструкции – гидравлический пресс, работающий под высоким давлением сжатого газа, для высокоточного создания алюминиевой детали.
Такое литье избавляет от необходимости дальнейшей обработки детали, так как литые детали, изготовленные подобным образом, имеют высокую точность и полностью готовы к использованию. Это значительно экономит исходные материалы. Кроме того, производство не требует использования дополнительных формовочных смесей, что значительно сокращает вредное воздействие материалов. Обработка алюминия под давлением подходит для производства сложных деталей разных форм.
При использовании данной технологии литья не ухудшается качество алюминия, что позволяет применять его для отливок изделий повышенной прочности.
Литье под давлением считается наиболее экологичным способом и одним из самых не дорогостоящих, поэтому активно используется в промышленном производстве.
Самый выгодный способ – алюминиевое литье кокилем. Он представляет собой металлическую форму, позволяющую изготовить деталь любой сложности. В зависимости от целей, форма может быть двух видов:
- цельная – представляет собой готовую форму, в которую заливается сплав, а по завершении работы отливок достают при помощи рабочих инструментов;
- разборная – используется для изготовления деталей повышенной сложности;
Суть технологии заключается в следующем:
- в начале форму нагревают до температуры равной примерно 310°С и наносят на неё специальную краску, способную выдержать высокие температуры. Если работа происходит с разборной формой – её части скрепляют стержнем. Главное – сделать это максимально точно и прочно.
- Далее в полученную форму заливается необходимый объём расплавленного алюминия. В отличие от первой технологии, такое литье требует гораздо больших временных затрат. Однако, себестоимость форм значительно ниже цен на дорогостоящее оборудование, в котором применяется гидравлический пресс.
С другой стороны, если есть необходимость в быстром получении большого количество деталей, необходимо приобрести сразу несколько форм. Несколько увеличивается и расход исходных материалов. Но экономически выгодным становится тот факт, что использование одной матрицы позволяет получить большое количество отливок.









Характеристики алюминия
Необязательно знать все характеристики алюминия, но чтобы знать, как расплавить алюминий в домашних условиях, необходимо иметь в виду некоторые особенности, исключающие технологические ошибки
Кроме того, при работе необходимо соблюдать повышенную осторожность, в связи с высокой травмоопасностью процесса отливки
В домашних условиях плавить металл на газовой плите вряд ли получится, поскольку температура плавления алюминия составляет 660,3C, а бытовые газовые приборы не в состоянии создать нужную температуру.
Снижения температуры плавления сырья можно добиться, растерев его в порошок. Кроме того, можно использовать готовое сырьё в виде порошка. Однако здесь необходимо учесть ещё один момент. Алюминий является довольно активным металлом и, при взаимодействии с кислородом, содержащемся в воздухе, может окисляться либо даже воспламеняться. В процессе плавления, в незначительном количестве, образуется оксид, который способствует образованию окалины. Ещё один неприятный сюрприз в виде взрыва может произойти при попадании воды в расплавленный металл. Поэтому при добавлении необходимых компонентов, необходимо убедиться, что они сухие.
Сырьё для плавки
Если планируется плавка металла в бытовых условиях, не стоит использовать для плавки порошковый алюминий. Лучше использовать алюминиевую проволоку, нарезанную небольшими кусками, спрессованными при помощи пассатижей, для снижения площади взаимодействия с воздухом.
Если требования к качеству изделия невысоки, то для получения сырья допустимо использование любых предметов, состоящих из алюминия.
Литье серебра
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.

Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Благородный металл в 19-20 веке широко использовался в фотографии.

Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды. В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н
«святая вода», помогающая при соответствующей молитве от всех недугов
В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.
- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла. Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.
- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.

Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.









Муфельная печь – идеальный домашний вариант для частых работ
Муфельная печь представляет собой подобие простой «буржуйки» только с толстыми стенами. Может быть как на дровах, так и на электричестве, кому как удобно. Во втором случае проволока натягивается по спирали с внутренней стороны кирпичей, поближе к форме.
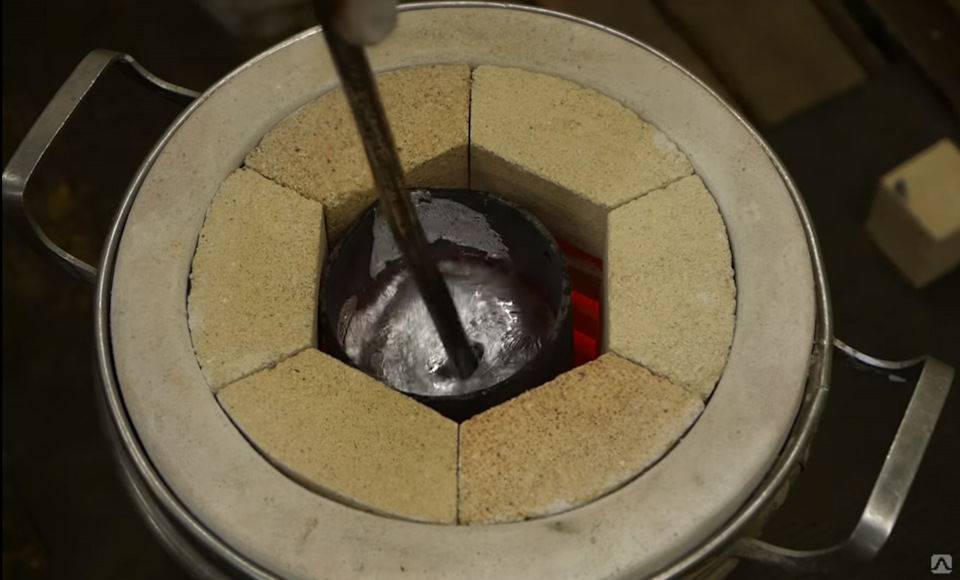
Внутри посередине располагается тигель – специальная емкость для расплавки металла. В данной конструкции потери сведены к минимуму – свободное пространство занимает тигель, между которым и стенками остается небольшой зазор 5-10 см.
Благодаря большой толщине – 20-30 см, стенки можно заполнить разными теплоизоляторами, для сохранения тепла. Ее можно переносить либо сделать стационарной, в связи с чем, подбирается теплоизолятор. Внутри располагается кирпич, снаружи – железо, а чем заполнить остальное пространство остается на усмотрение каждого отдельно.
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц. Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Меры безопасности
Требуется использование индивидуальной защиты при плавке алюминия. Руки, лицо, открытые участки тела должны быть защищены. Рекомендуется использовать перчатки сварщика, которые выдерживают температуру больше 600 градусов. Это главное средство защиты, поскольку шансы попадания жидкого алюминия на руки самые высокие. Очки и маска предотвращают попадание раскаленных элементов в глаза. Чтобы защититься полностью, можно проводить плавильные работы в костюме металлурга с высокой огнестойкостью. Химический респиратор применяется при очистке алюминия сварочным флюсом.
Проведение плавки в муфельной печи
Муфельная печь позволяет существенно упростить процесс плавки, при ее применении можно получить металл высокого качества. Как и в других случаях, в рассматриваемом следует обязательно использовать флюс для отведения вредных примесей
Рассматривая то, как расплавить алюминий в домашних условиях, уделим внимание пошаговой инструкции:
- Выполняется расплавление флюса. Рекомендуемое количество этого вещества — от 2 до 5% от веса алюминия, который будет использоваться в качестве сырья. После расплавки флюса доставляется лом.
- Плавка алюминия проводится при температуре 700 градусов Целься. При нагреве до подобного показателя металл начинает светиться красным цветом.
- Не стоит забывать о том, что при плавке существенно уменьшается объем применяемого сырья.
- Флюс, при необходимости, добавляется и в конце процесса. Количество вещества — 0,25% от веса металла в печи.
- При получении сплава, похожего на одну большую каплю, тигель немного держат при высокой температуре для повышения степени текучести.
- Завершающим этапом становится заливка расплавленного металла в форму, после чего ему дают остыть.
Стоит учитывать, что для проведения процесса плавки требуется тигель с носиком из тугоплавкого материала, выдерживающим сильный нагрев. В продаже встречаются кварцевые, фарфоровые, стальные, чугунные и другие тигли. Литейная форма, как правило, изготавливается из скульптурного гипса, который выдерживает сильный нагрев, но при этом довольно хрупкий и не прилипает к металлу во время его остывания и затвердевания.
Алюминиевые и дюралевые отходы нетрудно расплавить буквально в домашних условиях. И для этого не нужно строить доменные печи, создавать тягу, как это принято в соответствии со стандартными условиями.