Как выбрать ленточную пилу по металлу?
Перед приобретением дорогостоящего оборудования важно учитывать его дальнейшее назначение. Любая ленточная пила по металлу профессиональная или для бытовых нужд должна обеспечить не только необходимый распил, но и защитить оператора. Правильно подобранные элементы станка продлят срок его эксплуатации
Рабочее полотно для ленточной пилы по металлу может быть сделано:
Правильно подобранные элементы станка продлят срок его эксплуатации. Рабочее полотно для ленточной пилы по металлу может быть сделано:
- Из углеродистой стали. Предназначено для резки разных сплавов.
- Из биметаллических материалов. Применяется для специальных режимов работы.
- Из твердосплавных элементов. Используется для резки чугунного литья и соединений, в которых содержится много титана и никеля.
- С алмазным напылением. Выполняется работа над абразивными материалами.
Принцип работы ленточной пилы по металлу
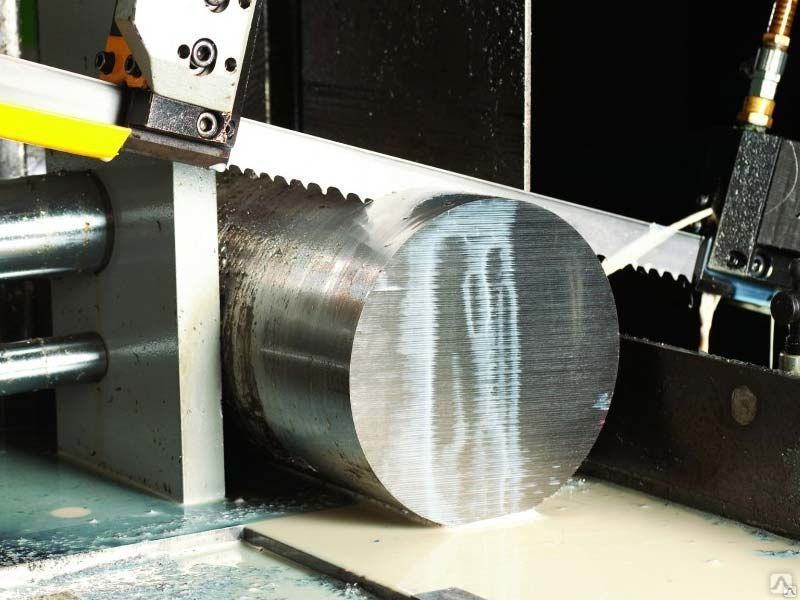
Эффективность техники зависит от мощности двигателя, приводящего в действие шкивы. Это считается важным критерием, который следует учитывать при выборе вида режущего полотна. Ленточная пила по металлу вертикальной или горизонтальной направленности являются безопасными. Это происходит из-за того, что полотно для резки двигается в противоположную сторону от заготовки. Выброс изделия в направление пользователя не может произойти. Работа на ленточной пиле по металлу происходит по следующему принципу:
- После включения оборудования начинает двигаться ремень. Можно отправлять заготовку в аппарат и начинать ее резать.
- Выполнение резки происходит благодаря равному распределению давления на металл, что помогает получить точные виды распилов.
- Распил может происходить перпендикулярно или под углом, не превышающим 60°.
- Для получения желаемого среза изменяют положение полотна, поворачивают раму или сам стол.
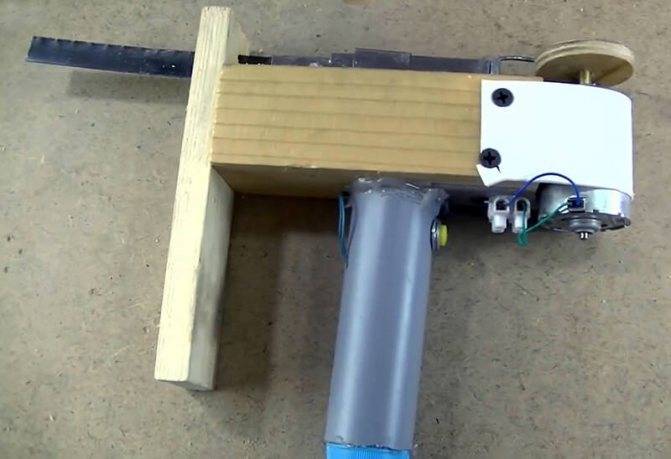
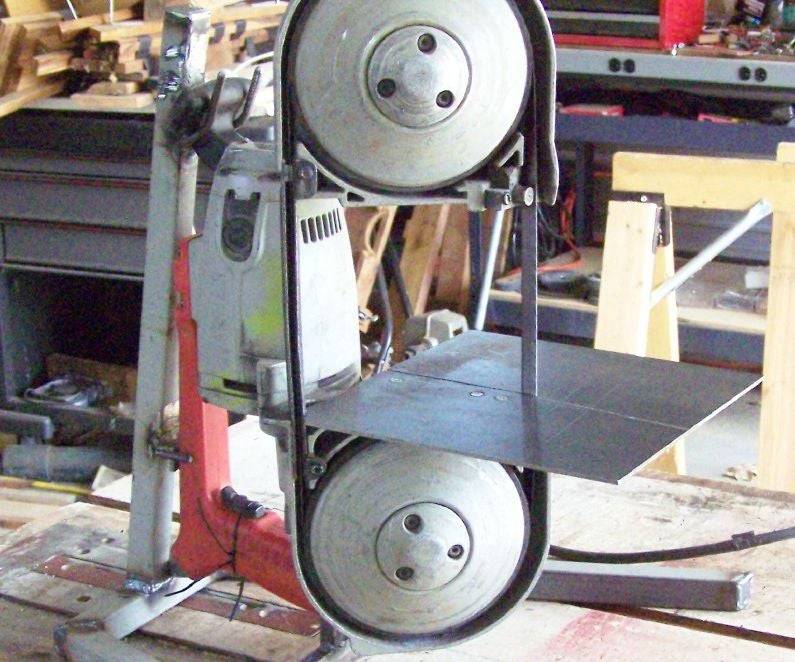
Как сделать ленточный станок
Подобно множеству других станков пилу необязательно покупать. Имея навыки работы с материалом и желание, можно смело приступать к изготовлению ленточного станка по дереву. Качественно выполненный, по своим характеристикам он может сравниться с заводским оборудованием, а кое в чем даже превзойти его.

Прежде всего, стоит определиться с компоновкой основных узлов и агрегатов, для этого можно подыскать чертеж или сделать свой уникальный проект
Создавая свою пилу, важно учитывать параметры ленты, которую придется покупать в магазине. Ее точно не удастся изготовить самостоятельно
Станина самодельного станка
Основа любого станка (ленточная пила не исключение) – станина. Это рама, на которую крепятся узлы и агрегаты, она собирает составные части в единое устройство.

Лучшим материалом для станины вертикального ленточнопильного станка по дереву является сталь. Подойдет массивный угольник, можно использовать профильную толстостенную трубу квадратного сечения. Для сборки деталей используется сварка.
Станину самодельного станка можно изготовить и из дерева. Сразу стоит оговориться, использовать листовые материалы (ДСП, фанеру и прочие) для станины не стоит. Стойки можно сделать из бруса сечением 80 х 80 мм или изготовить коробчатую конструкцию из доски, толщиной от 20 мм. Деревянный каркас в местах стыковки проклеивают, для усиления используют металлические уголки на шурупах.

Неважно, какой материал используется для изготовления станины, она должна быть устойчивой, прочной, при этом гибкой. Она должна компенсировать колебания, вызванные вращением шкивов и перемещением режущего полотна
Шкивы и опоры для них
Важнейшей составляющей ленточной пилы являются шкивы. На нижний передается вращение от электродвигателя. Лучший способ для этого, обеспечивающий возможность изменения скорости и безопасность, – клиноременная передача. Верхний шкив является ведомым. Помимо того что он поддерживает режущий инструмент, он обеспечивает его натяжение.

Для изготовления шкивов самодельного станка подойдет многослойная фанера. Из нее вырезают несколько одинаковых заготовок (общая толщина пакета должна быть не менее 30 мм). В центре каждой заготовки делают отверстие для подшипника.

После склейки пакет дополнительно обрабатывают с целью получения гладкой поверхности. Сам шкив можно облегчить, прорезав в нем несколько симметричных круглых окон.






Подшипник устанавливается в металлический фланец, который фиксируется болтами. Ось подшипникового узла должна быть точно перпендикулярна плоскости диска, в противном случае шкив расшатает, что может стать причиной серьезной поломки.
Чтобы полотно не проскальзывало, рабочую поверхность дисков обрабатывают до бочкообразного профиля и оклеивают тонкой резиной (подойдет старая камера от велосипеда).
Столешница
Материалом для столешницы может послужить многослойная фанера, оклеенная текстолитом или другим прочным пластиком. Если есть возможность, можно использовать металлический лист. В любом случае ее поверхность должна быть устойчивой к появлению заусениц и обеспечивать хорошее скольжение обрабатываемой заготовки.

На столешнице обязательно сделать боковой упор. Он должен быть съемным и надежно фиксироваться в любом положении. Это позволит значительно облегчить обработку однотипных заготовок и обеспечит точность среза. В качестве упора можно использовать угольник подходящего размера или изготовить простую конструкцию из нескольких роликов.
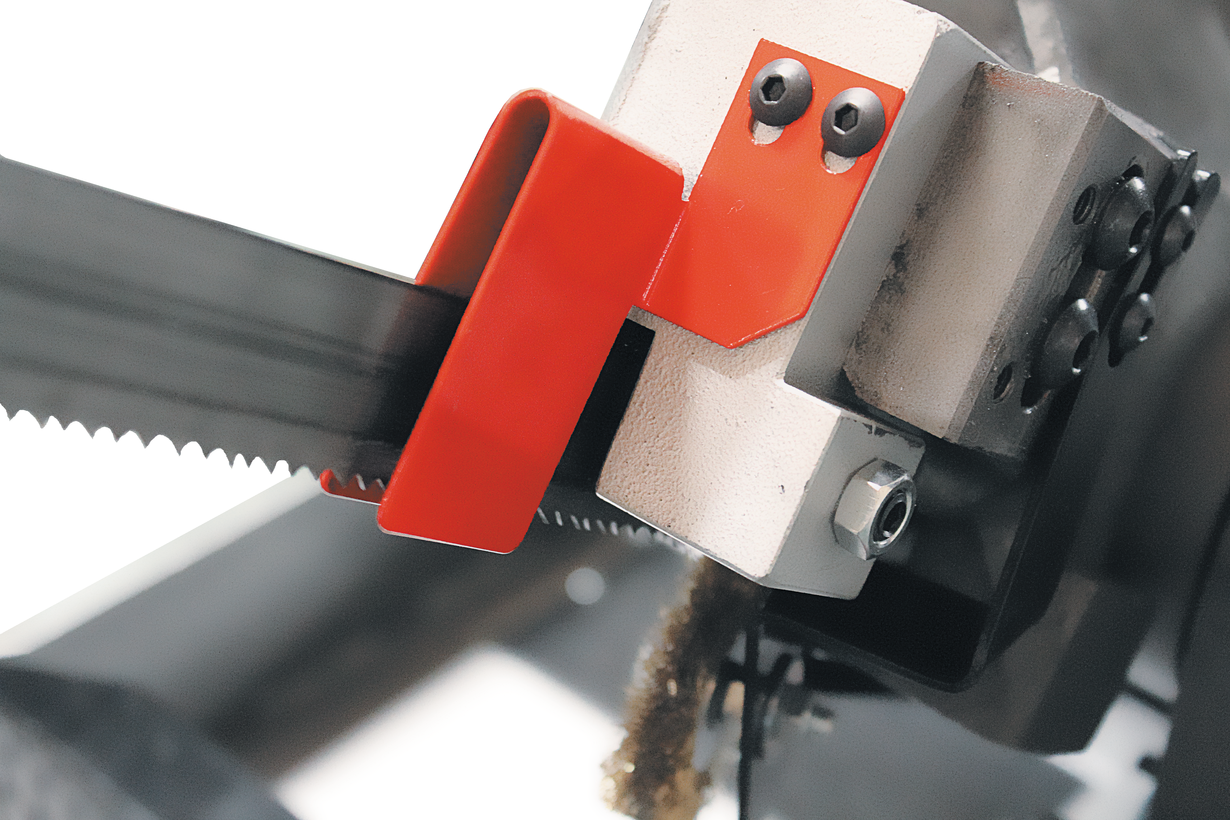
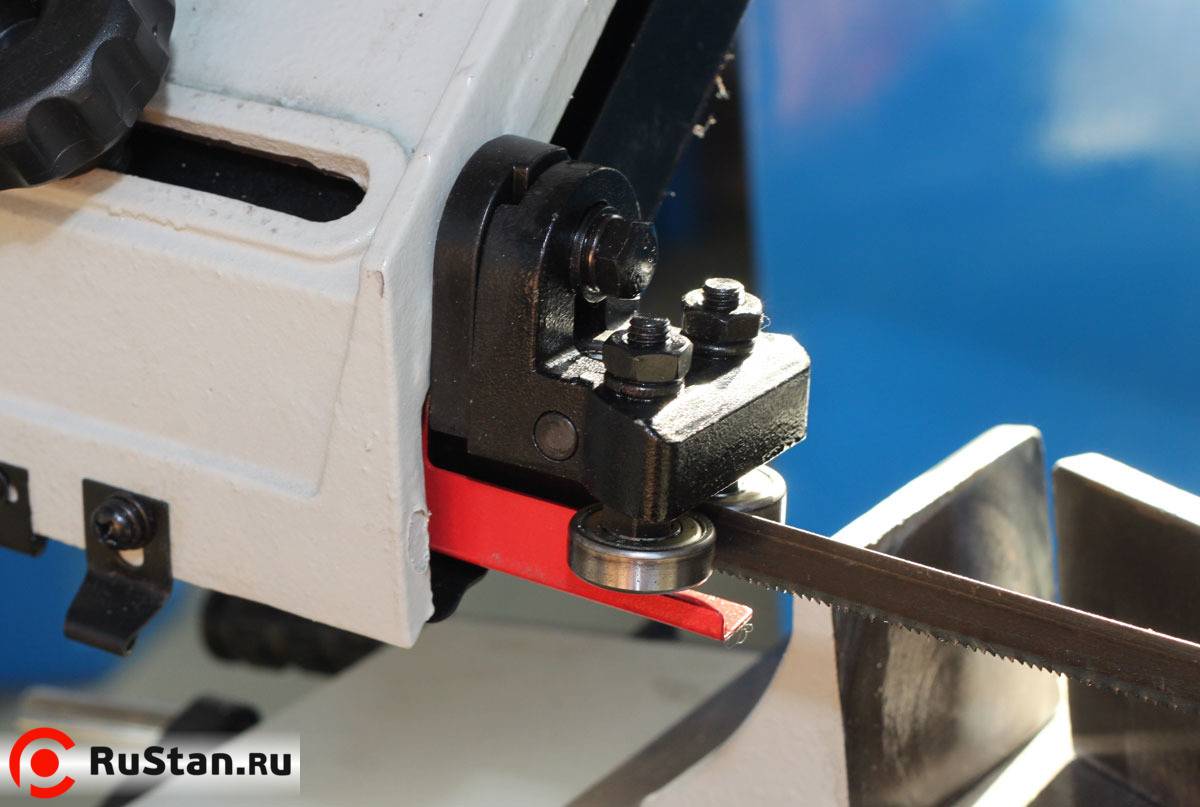
Направляющие
Работа ленточной пилы основана на том, что, вращаясь на дисках, полотно осуществляет поступательное движение, вгрызаясь зубьями в заготовку. Из-за большой длины и сложной геометрии в ходе движения полотно будет дребезжать. Чтобы обеспечить точный распил, необходимо свести дрожание ленты к минимуму. Для этого станок дополняют направляющими.

Простейшие направляющие, которые можно изготовить в домашних условиях, – два подшипника, в промежутке между ними укладывается лента. Подшипники крепят к станине на болтах. Чтобы сохранить возможность использования ленты разной толщины, расстояние между ними должно регулироваться.
Видео изготовления самоделок
Далее представлены видеообзоры самостоятельного изготовления ленточных машин.
Самодельный с маятниковым механизмом, гидроцилиндром, ускорением распила
Составными частями оснащения и его основными отличительными характеристиками являются:
- расширительный бачок гидроцилиндра;
- регулировка подачи пилы;
- ременная передача на 3 скорости;
- асинхронный двигатель, работающий от сети 220В, мощность — 0.75кВт;
- червячный редуктор;
- направляющие пильного полотна состоят из трех подшипников 6000RS;
- регулировка рабочей зоны полотна;
- узел натяжения полотна;
- регулировка наклона шкивов, диаметром 173 мм.;
- размеры полотна 13х0,65х1510 мм.;
- пружины-противовесы;
- маятниковый механизм;
- тиски из УСП, ширина губок — 180, высота — 120, полезное раскрытие — 170 мм..
Выполняется демонстрация распила чугунной детали диаметром 130 мм., время работы — 25 минут, дюралюминий Д16Т диаметром 60 мм.
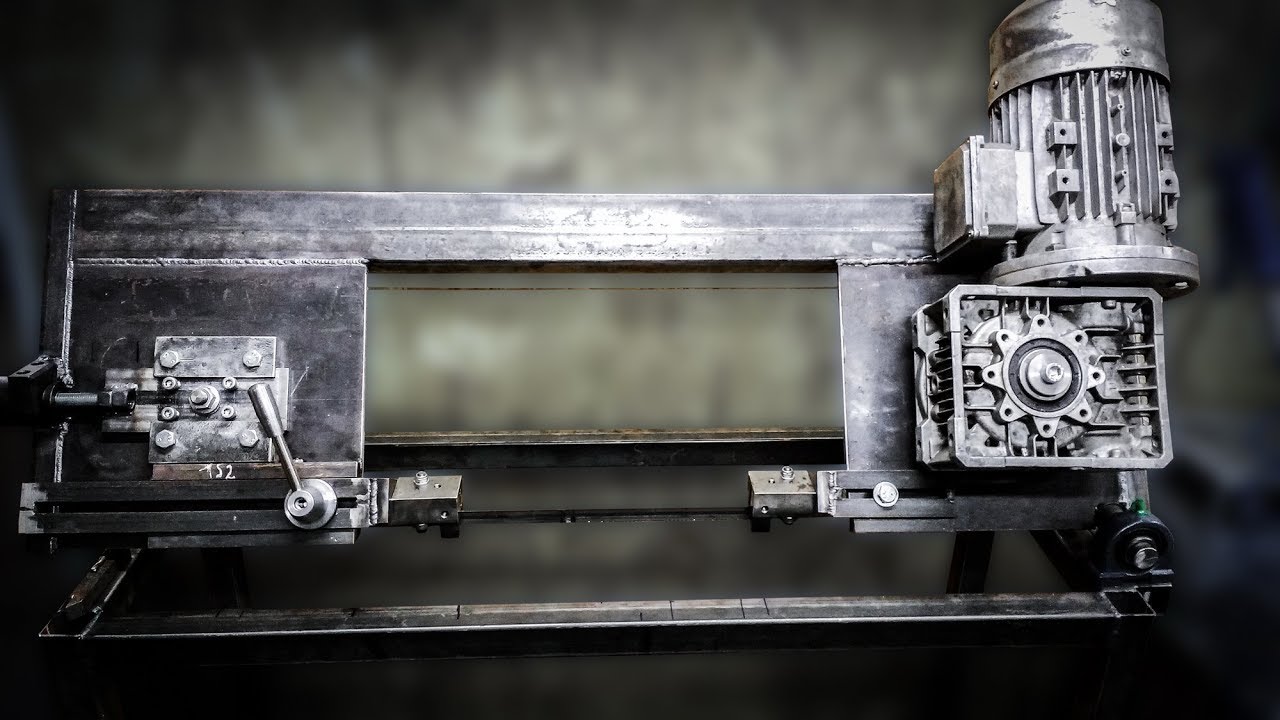
Станок с сечением реза до 250 мм
В видеообзоре демонстрируется работа и конструкция ленточной пилы с сечением реза до 250 мм.
Рабочая и ускоренная подача траверсы реализуется с помощью шарико-винтовой подачи и шагового двигателя, мощностью 1 кВт.
Управление механизмом осуществляется с помощью панели управления.
Гидравлика отсутствует.
Часть 1
Подробная инструкция по изготовлению ленточного станка по металлу, обладающего следующими отличительными свойствами и особенностями конструкции:
- редуктор 1-30;
- размеры полотна — 2480х27х0,9 мм.;
- размеры роликов (подшипников) под полотно — 22х8х7 мм.;
- двигатель — 1,1 кВт, 1400 об./мин.;
- диаметр шкивы — 300 мм.;
- максимальный диаметр круглых заготовок — 220 мм.;
- угол наклона станины — 50 градусов.
Часть 3
Возможно, посмотрев ролики, вы решите, что легче купить станок. Тогда можно выбрать продавцов в этом разделе. Производители (зарубежные и российские) также предлагают широкий выбор агрегатов. Кстати, можно приобретать оснащение в кредит и в лизинг. Компании, предоставляющие эти услуги представлены здесь.
Если будут нужны комплектующие, например, пилы и другие компоненты и расходники, можно обратиться в компании из этого списка.
Поломки ленточных станков возможно исправить, обратившись к специалистам по ремонту.
Для выполнения распила нестандартных деталей рекомендуется прибегнуть к услугам ленточнопильной резки, которая выполняется профессионалами на мощном и своеремнном оснащении.
Принцип работы
Как уже говорилось выше, ключевым режущим элементом подобных станков является ремень, который натягивается на два маховика. Данный элемент начинает работать сразу после включения станка. Как только это произойдёт, можно начинать резку.







Конструкция прибора построена таким образом, что при выполнении задачи давление на заготовку становится равномерным. Такая особенность позволяет совершать точные распилы. К тому же, резку с помощью ленточнопильного станка выполняют и перпендикулярным образом, и под углом до 60 градусов. Чтобы получить рез под углом, достаточно изменить положение полотна или повернуть подвижную раму, где оно закреплено. Также можно попробовать метод поворота рабочего стола.
При работе режущее полотно сильно перегревается, что повышает вероятность его поломки. Для защиты конструкции от таких последствий, достаточно нанести на место реза смазочно-охлаждающую жидкость, способную защитить рабочее полотно от быстрого износа, а также обезопасить окружающий воздух от металлической пыли или опилок. В качестве подобного средства используют обычную воду или специальный состав, который гарантирует полноценное охлаждение оборудования и смазку.
Некоторые производители устанавливают на своих моделях специальные щеточки, которые в автоматическом режиме очищают рабочее полотно от всех остатков в виде стружки и пыли. Такое несложное решение позволяет добиться более ровного распила, а также увеличить сроки эксплуатации прибора и обеспечить оператору надёжную защиту.
Ленточнопильный станок обладает разными типами пил:
- Из углеродистой стали. Предназначаются для обработки легированных и нелегированных сплавов;
- Из биметаллических сплавов. Необходимы при использовании особых режимов резки;
- Из твердосплавных материалов. Такое решение незаменимо для резки металлов, которые сложно поддаются обработке. Речь идёт о чугунном литье, сплавах с высоким содержанием титана или никеля;
- С алмазным напылением. Такие модели подходят для обработки абразивного сырья;
Подготовительные мероприятия
Перед тем как приступить к сборочным мероприятиям, ориентируясь по чертежу, следует подготовить необходимые материалы и инструменты. Это позволит, в первую очередь, сориентироваться с тем, есть ли все нужное для работы (недостающее понадобится докупить), а также не отвлекаться по ходу процесса по мелочам.
Необходимые материалы и инструменты
Чтобы сделать ленточную пилу, потребуются следующие материалы и детали:
- доски или лист фанеры (либо ДСП), из которых будет изготавливаться каркас, стол, шкивы;
- листовая сталь (для пилы);
- швеллер, используемый для создания опорной рамы, или металлические уголки, либо деревянные бруски и рейки;
- подшипники;
- стальной прут – для изготовления осей шкивов;
- электродвигатель;
- саморезы, болты с гайками и шайбами;
- полиуретановый клей;
- резина от велосипедной камеры;
- текстолит;
- втулки;
- ремень клиновой;
- лак или краска.
Для работы потребуются такие инструменты:
- шуруповерт (со сверлами);
- молоток;
- гаечные ключи (размером под болты);
- отвертки;
- плоскогубцы;
- шлифовальная машинка;
- болгарка;
- точильный станок;
- электролобзик.
Электроинструменты вполне можно заменить и их ручными аналогами. Но в таком случае сборка потребует больше времени и затрат труда. При использовании металлических уголков или швеллера вместо деревянных брусков понадобится также сварочный аппарат и электроды. Использование болтовых соединений создает дополнительные проблемы с плотным прилеганием деталей.
Рекомендации по выбору ленточного полотна
Сделать своими руками режущее полотно достаточно сложно. Для этих целей нужна инструментальная сталь марок У8 либо У10. Пила должна быть гибкой. Ее толщина для сравнительно мягких пород древесины составляет от 0,2 до 0,4 мм, а для твердых – от 0,4 до 0,8 мм. Длина полотна у собираемого варианта станка будет около 1,7 м. Понадобится самостоятельно вырезать зубья, правильно развести и заточить их. Чтобы спаять ленту в сплошное кольцо (при этом встык) потребуется использовать газовую горелку и припой. Соединительный шов нужно после отшлифовать.
Гораздо проще и удобнее приобрести готовое режущее полотно хорошего качества в магазине, чтобы не тратить время на его изготовление. Ширина изделий составляет от 18 до 88 мм. Ориентироваться при этом нужно на материал, который предстоит распиливать. Производители предлагают такие разновидности пил по данному критерию:
- биметаллические, предназначенные для выполнения работ по металлу (нержавеющей стали и сравнительно прочным сплавам);
- алмазные, с помощью которых можно пилить мрамор, кварц, гранит и прочие твердые материалы;
- твердосплавные, позволяющие обрабатывать высокопрочные сплавы;
- из полос инструментальной стали, применяемые для распиливания древесины.
Последней разновидностью довольно часто оснащают станки, собираемые в бытовых условиях. Это связано с ее ценовой доступностью и практичностью. Но если предстоит работать с твердыми материалами, то лучше приобрести более прочную, износоустойчивую и дорогую пилу, чтобы свести вероятность разрыва ленты к минимуму.
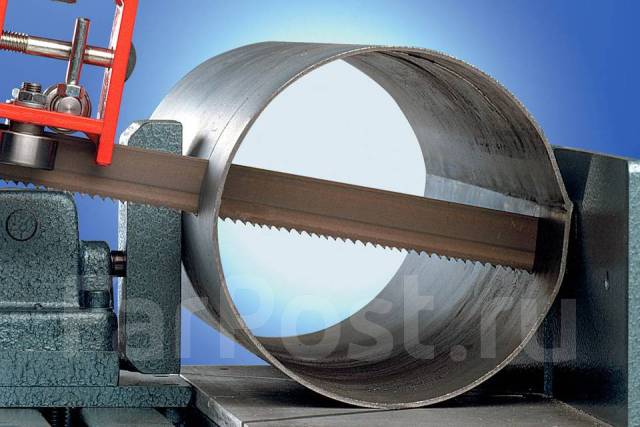
Если планируется с помощью сделанной ленточной пилы делать фигурный рез, то нужно ширину полотна подбирать с учетом радиуса закругления. Некоторые соотношения между этими величинами показаны на нижеследующей фотографии.
Совет! Для ровного продольного распиливания пиломатериалов следует применять широкие режущие полотна. Они позволяют выполнить более ровный рез.
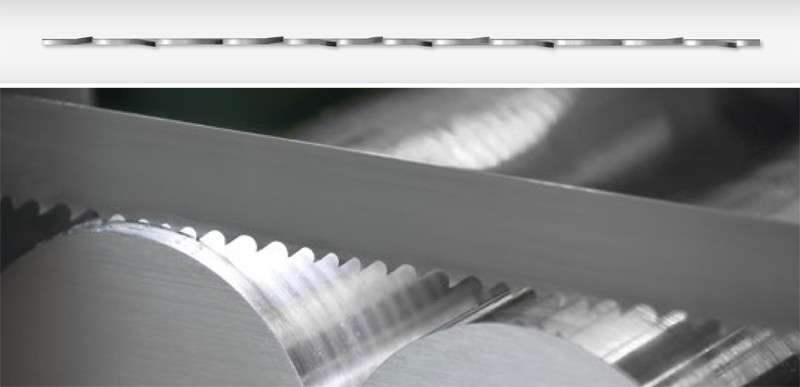
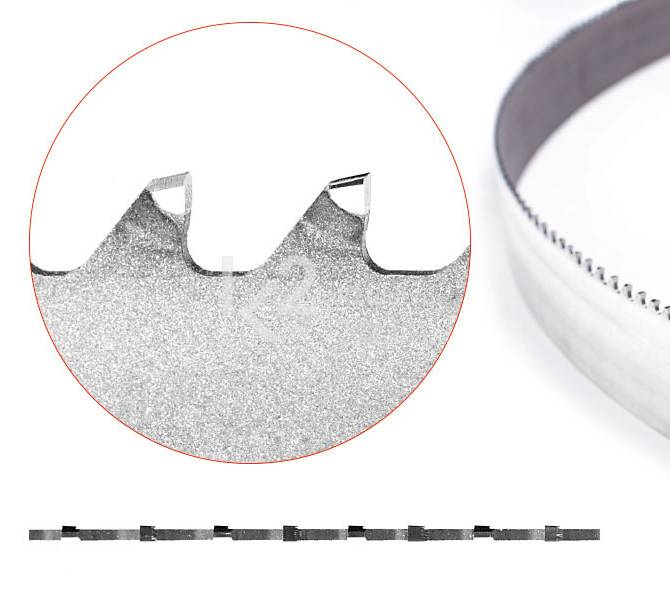
Выбирая пилу по дереву, также нужно учитывать шаг ее зубьев (расстояние между их центрами). От этого зависит твердость древесины, которую можно распиливать. Далее приведены наиболее распространенные профили зубьев, их маркировка и область применения.
Нужно обращать внимание и на качество заточки зубьев. Режущая кромка должна быть острой и ровной. Также следует поинтересоваться у продавца-консультанта о возможности затачивать ее повторно и о том, сколько раз это можно делать
Для собственной безопасности отдавать предпочтение рекомендуется более качественным полотнам
Также следует поинтересоваться у продавца-консультанта о возможности затачивать ее повторно и о том, сколько раз это можно делать. Для собственной безопасности отдавать предпочтение рекомендуется более качественным полотнам.
Технические параметры.
Для достижения оптимальных условий при работе с определёнными группами материалов и формой заготовок необходимо точно подбирать параметры полотна пилы: шаг, форму и разводку зуба, а также режимы работы ленточнопильного станка – скорость и подачу ленточной пилы.
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба. Фирмы – производители ленточных пил и их дистрибьюторы прилагают руководство по выбору шага зуба при распиловке цельных заготовок, труб и профилей.
Постоянный шаг (например 14) | Переменный шаг (например 8/12) |
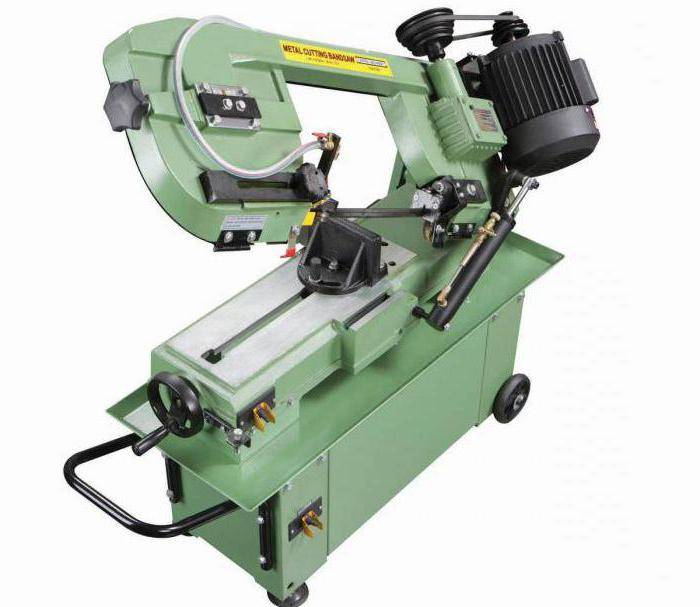
Что представляет собой ленточнопильный станок?
Ленточнопильные станки — это разновидность промышленного (хотя предлагаются и бытовые модели) оборудования, у которых основной рабочий инструмент — ленточная пила. Аппараты предназначены для распила сырья (дерево, металл) и изготовления заготовок нужной формы и размеров.
В подобных станках ленточная пила представляет собой замкнутую «цепь», которая натянута на 2−3 шкива. Непрерывно вращаясь вокруг этих колес, металлическая пила производит быстрый и точный распил материала.




Применение такого оборудования позволяет значительно ускорить темпы изготовления заготовок, уменьшив трудозатраты на них.
Шкивы (вращающиеся колеса) крепятся к раме станка — прочному, надежному и устойчивому каркасу. При этом один из шкивов выполняет функцию приводного элемента в подобной конструкции, он принимает движения от мотора, способствует вращению ленты, а второй — натяжного (отвечает за натяжение ленты и нажим).
В различных моделях станков могут применяться разные виды ленточных пил. Они отличаются между собой следующими параметрами:
- длина, высота и толщина ленточной пилы;
- количество зубьев пилы на дюйм;
- углом заточки зубьев;
- разводкой и др.
То есть, станок в рабочем состоянии представляет собой непрерывно движущуюся замкнутую стальную ленточную пилу, которая распиливает заготовки из дерева, камня или металла.
Подобный принцип работы станков позволяет с уверенностью говорить следующих очевидных преимуществах использования ленточнопильного оборудования:
- производится быстрая и точная резка;
- чистая работа — минимум стружки и отходов, чистые ровные края срезов;
- станки с легкостью справляются с задачей резки любых по плотности и твердости материалов, в том числе высокопрочных сортов древесины и особо прочных металлов и сплавов;
- возможна резка заготовок любой толщины;
- с помощью такого станка можно выполнить криволинейное пиление и другие виды сложных распиловок, с которыми справиться вручную крайне сложно или даже невозможно;
- соблюдены меры безопасности для операторов, работающих с такими станками (ленточное полотно пилы двигается в сторону рабочего стола, что позволяет исключить выброс заготовок в сторону работника);
- пропил максимально узкий, как следствие — минимум опилок и значительная экономия материала;
- ленточнопильные станки имеют компактные размеры, для их установки и эксплуатации не нужно искать большие свободные помещения, предлагаются даже настольные модели аппаратов;
- в процессе работы оборудование издает мало шума, так что их смело можно использовать в цехах и на производствах, расположенных в жилых районах и недалеко от частных домов;
- стоимость ленточнопильного оборудования на порядок ниже, чем у циркуляционных станков, которые выполняют практически такие же функции, это более приемлемый и доступный вариант для малых предприятий, недавно открывшихся цехов и производств.
Как видим, такое оборудование — доступный вариант, оказывающий неоценимую помощь в рабочем процессе. Улучшается качество распила заготовок, значительно сокращаются сроки выполнения работ, что позволяет говорить об увеличении возможных объемов выпуска готовой продукции.
Принцип работы ленточнопильных станков
Основной принцип работы ленточнопильных станков заключается в распиливании заготовок с помощью непрерывно двигающейся замкнутой стальной ленточной пилы.
Благодаря такому принципу, ленточнопильные станки имеют ряд преимуществ:
- Резка выполнятся быстро, точно и чисто.
- В работу берутся различные по твердости материалы, включая и особо прочные металлы.
- Аппараты хорошо справляются с заготовками повышенной толщины.
- Оборудование позволяет выполнять ряд достаточно сложных видов распиловки, включая и криволинейное пиление.
- Движение полотна в станках осуществляется в сторону рабочего стола, поэтому отдача и выброс заготовки в сторону оператора исключается.
- Пропил выполняется очень узкий, поэтому опилок здесь мало, чем достигается экономия изначального материала.
- Многие ленточнопильные станки дешевле циркулярного оборудования, обладающего аналогичными функциями.
- Агрегаты довольно компакты, для работы им нужна небольшая площадь. Существуют и настольные варианты.
- При выполнении операций станки издаю мало шума, что позволяет использовать их в мастерских, находящихся, например, рядом с жилыми домами.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Проверить правильность установки изделия до пуска станка. 3.2. Нерабочий участок ленточно-отрезной пилы станка должен быть огражден. 3.3. Следить во время работы, чтобы шкивы ленточно-отрезного станка имели ограждение режущего полотна по всей длине, за исключением участка в зоне резания, а также имели ограждения и с боковых сторон. 3.4. Ленточно-отрезные станки должны оснащаться устройством, предотвращающим травмирование режущим полотном, в случае его разрыва. 3.5. Следить, чтобы в отрезных станках, исключалось падение отрезанных заготовок. 3.6. Передняя часть пильной рамы ножовочной пилы не должна выходить за торец рукава станка или должна ограждаться защитным устройством. 3.7. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет. 3.8. Во время работы абразивно-отрезных станков следить за эффективной работой пылесборников, чтобы эффективно захватывался искровой факел. Конструкция пылезаборника и отходящего от него к отсасывающему устройству воздуховода должна предусматривать возможность удобной очистки их от нагара, образующегося при контакте раскаленных металлических частиц с внутренними поверхностями пылезаборника и воздуховода. 3.9. Абразивно-отрезные станки при технической необходимости должны комплектоваться индивидуальными отсасывающими устройствами. В случае применения в отсасывающем устройстве тканевых фильтров ткань должна быть огнестойкой или на участке всасывания перед устройством должен быть установлен искроулавливатель. 3.10. Следить, чтобы во время работы круглые пилы не имели трещин, поломанных зубьев, с выщербленными или отпавшими от зубьев пластинами от быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке. 3.11. Не допускать установку пильных дисков с диаметром отверстия больше диаметра вала (шпинделя), а также применять вставные кольца (втулки) для уменьшения диаметра отверстия. 3.12. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии. 3.13. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.14. Чистка, смазка и обтирка станков, смена деталей или режущего инструмента, уборка стружек из-под станка должны производиться только после полной остановки станка, отходить от станка разрешается также только после полной его остановки. 3.15. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии и т.п. 3.16. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.17. При заточке круглых пил должна быть сохранена концентричность вершин всех зубьев относительно оси вращения диска. Заточка пил должна производиться в соответствии с требованиями заводской инструкции. 3.18. Применять круглые пилы с трещинами на диске или зубьях, с двумя подряд выломанными зубьями, с выщербленными или отпавшими от зубьев пластинками из быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке, запрещается. 3.19. При механической обработке металлов резанием на металлорежущих станках необходимо соблюдать требования ГОСТ 12.3.025-80 «ССБТ. Обработка металлов резанием. Требования безопасности». 3.20. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет.