Устройство аппарата
При работе плазмореза (плазменной головки) требуется стабильный постоянный или переменный ток. Его обеспечивает мощный импульсный преобразователь с выпрямителем на IGBT-транзисторах со стабилизатором тока.
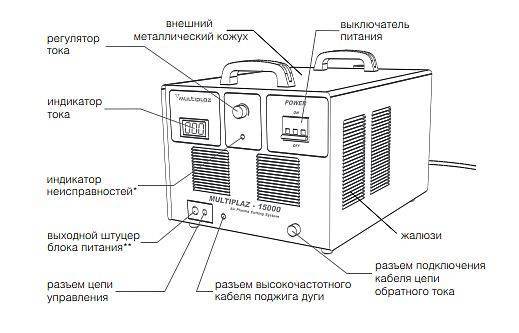
Для примера, модель 15000
Преобразователь управляется встроенным в аппарат контроллером, который непрерывно поддерживает выбранный режим работы и защиту от перегрузок. Вся силовая и управляющая электроника находится в корпусе аппарата. Внутри корпуса имеются вентиляторы для охлаждения радиаторов силовых ключей. На передней панели пульт управления и клеммы для подключения кабелей горелки и дополнительного анода.
Более подробно про устройство каждой модели смотрите в статьях, ссылки на которые даны внизу этой страницы.
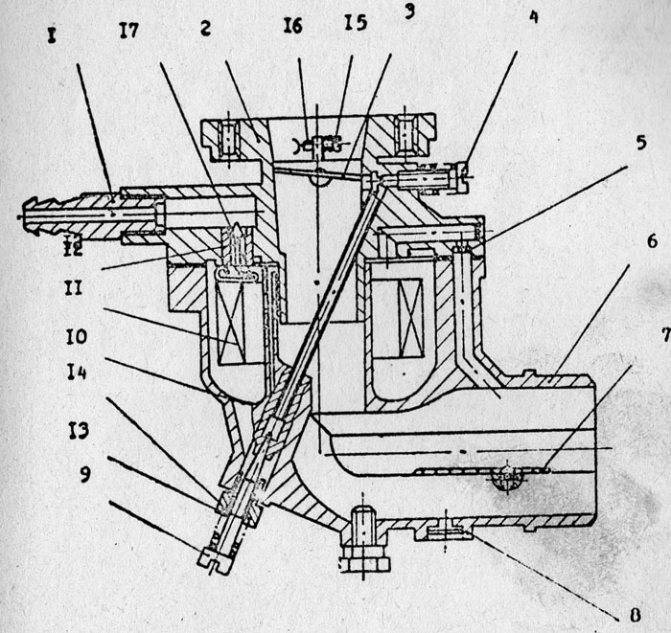
Горелка Мультиплаз
Основной частью горелки является вольфрамовый катод, легированный металлами, которые повышают эмиссионную способность и устойчивость к высокой температуре. Анодом является медное сопло или деталь, которую обрабатывают. То есть, плазмотрон может работать в двух режимах. Плазменный газ продувается через сопло в виде тонкого факела.

В младших моделях аппаратов Мультиплаз горелка содержит встроенный резервуар для воды или водно-спиртовой смеси. Эти жидкости разогреваются от тепла дуги при помощи теплопередачи от сопла. Зажигание дуги производится коротким замыканием катода на сопло, для этого сзади имеется кнопка. Этой же кнопкой при вращении регулируется зазор между катодом и соплом.
В старших моделях Мультиплаз дуга поджигается импульсом высокого напряжения.
Газ (или спирто-водяная смесь в парообразном состоянии) продувается мимо катода и выходит наружу через сопло. После того, как импульсом высокого напряжения между катодом и анодом зажигается дуга, источник питания поднимает и удерживает заданный сварщиком ток. В небольших аппаратах Мультиплаз рабочее напряжение дуги в плазме может достигать 160-170 В, а ток 20-30 А.
Плазму выдувает давлением газа, причем устанавливается равновесие между образованием плазмы и расходом газа. Этот режим относительно маломощный.
Если анодом служит деталь, то плазма дополнительно ускоряется электрическим полем между катодом и анодом, приобретает дополнительную энергию и становится мощнее. Этот режим наиболее мощный, применяется, главным образом, для резки толстых листов металла.
В мощных аппаратах Мультиплаз (старше 4000) газ подается от внешнего источника (используется воздух), а в младших моделях на горелке есть резервуар, который заправляется водой или водно-спиртовой смесью.
Горелки младших моделей сделаны так, что их можно ставить на горизонтальную поверхность, чтобы освободить руки.
В чём отличие метода?
В агрегатах от ООО «Мультиплаз» (многие эксперты называют их плазмоизлучателями – не очень удобопроизносимо, зато более точно) вместо газа – аргона, азота, либо – что чаще всего – воздуха, используется водяной пар. Он генерируется при поджигании электрической дуги в жидкой среде. Состав этой среды производителями часто изменялся, но сейчас все мультиплазы работают на смеси, которая состоит из воды (~ 49%), спирта (~ 49%) и водного раствора аммиака.
Процесс образования сварочной плазмы во всех приборах рассматриваемой серии примерно одинаков, и происходит следующим образом. При поджигании дуги в замкнутом объёме более высокой плотности площадь поперечного сечения разряда заметно сжимается, что вызывает резкое повышение температуры в этом объёме. Смесь начинает быстро испаряться, обволакивая зону сварки плотным паровым облаком. Это, с одной стороны, препятствует падению температуры, неизбежному при обычной сварке, например, при пониженных температурах окружающего воздуха, а, с другой стороны снижает выбросы в пространство экологически опасных газов, в частности, диоксида углерода. В результате формируется ионизированный поток газа, температура в столбе которого достигает 6000…70000С. Этого вполне достаточно, что расплавить любой тугоплавкий металл.

По результату своего действия мультплазы напоминают известную технологию TIG – сварку неплавящимся электродом, только процесс происходит не в столбе инертного газа, который под большим давлением подаётся в сварочную зону, а в результате испарения рабочей жидкости.
Авторы способа позиционируют его как средство надёжного неразъёмного соединения, а также резки тугоплавких и трудносвариваемых металлов с использованием недефицитных компонентов, отмечая, как особое преимущество, высокую экологичность технологии, и её полную безопасность для окружающих.
Аппараты сертифицированы как по отечественным стандартам, так и по стандартам Северной Америки. При этом для моделей «Мультиплаз-2500», «Мультиплаз-3500» и «Мультиплаз-4000» для питания дугового разряда может быть применена обычная бытовая сеть напряжением 220 В, и лишь для значительно более мощного «Мультиплаз-15000» потребуется напряжение 380 В.
Впрочем, «Мультиплаз-4000» и «Мультиплаз-15000» — это уже чисто сварочные агрегаты стационарного исполнения.
https://youtube.com/watch?v=nwJiQexUSeA%3F
Преимущества и недостатки
Список преимуществ этой технологии длинней перечня недостатков:
- стабильность горения, обеспечивающая качество сварных швов;
- сварка без разделки кромок и применения присадочных материалов металла толщиной до 10 мм и толщиной от 0,01 до 0,8 мм на низком токе от 0,1 до 25 ампер;
- напыление любых по плавкости материалов введением в дугу присадочных добавок;
- ограничение зоны перегрева, накаливания;
- низкий расход защитных газов, меньшие термические деформации сравнительно с другими видами сварки;
- резка любых материалов при увеличении силы тока и расхода газа;
- сварка металлов и неметаллов.
Недостатки метода:
- воздействие на персонал электромагнитного излучения инфракрасного и ультрафиолетового диапазона;
- высокие требования к квалификации работника;
- некомфортный уровень шума в ходе работ;
- выделение аэрозольных паров;
- ионизация воздуха в зоне установки.
Мультиплаз. Вся правда о инструменте
Популярные в быту сварочные инверторы при всей своей экономичности не могут без применения специальных устройств сваривать чугун, алюминий, нержавеющие стали. Вторая проблема традиционных сварочных технологий – интенсивное окисление металла сварочного шва, что в большинстве случаев неприемлемо. Специалистами ООО «Мультиплаз» ещё в 1998 году был получен патент на новый способ сварки, в котором, по мнению заявителей, были учтены все недостатки предшественников. С тех пор предприятие наладило производство целой линейки аппаратов: от наиболее компактного «Мультиплаз-2500», до стационарного «Мультиплаз-15000».
Плазматрон Мультиплаз-15000 — сварочный аппарат для воздушно-плазменной резки.
Плазматрон Мультиплаз-15000
— это самый мощный среди аппаратов для воздушно-плазменной резки, позволяющий получать максимальные скорости резки и обрабатывать максимальные толщины материала. Суть процесса, происходящего в этом типе плазматрона, следующая. Внутри ствола резака, между соплом-анодом и катодом, зажигается электрическая дуга, которая ионизирует подающийся воздух. Из сопла вырывается высокоскоростная плазменная струя с температурой до 10000°С, с помощью которой и осуществляется процесс резки. Высокая скорость и напор струи позволяет эффективно выдувать образующийся грат, а маленький диаметр факела обеспечивает высокую концентрацию энергии в зоне реза. Конкретная величина скорости резки зависит от мощности плазменного аппарата. Выбирая эти мощности и режущие токи при разработке аппаратов, учитывается, что металлоконструкции в подавляющем большинстве случаев состоят из металлов малых и средних толщин. «Мультиплаз-15000» обеспечивает резку углеродистой стали до 50 мм.Технические характеристики Мультиплаз-15000
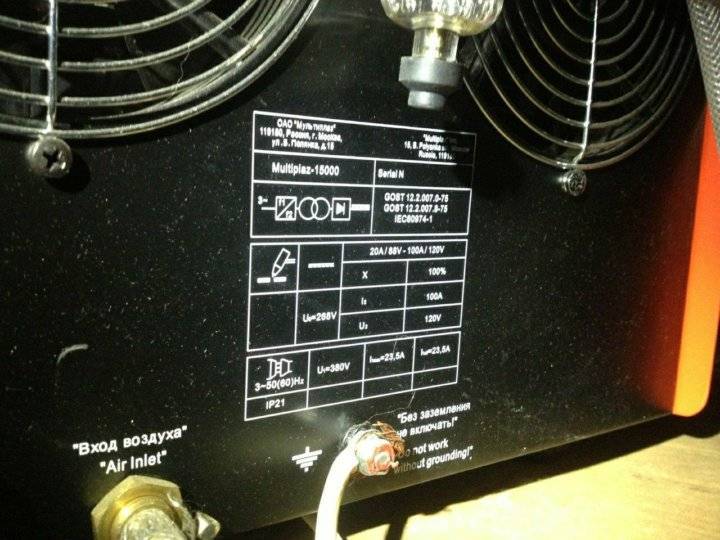
| Входное напряжение, трехфазное, V | 380 ± 10% |
| Частота питающей сети, Гц | 50 — 60 |
| Входная мощность, KVA | 15 |
| Напряжение холостого хода, V | 280 |
| Диапазон тока, A | 20 — 100 |
| Номинальное выходное напряжение, V | 130 |
| Коэффициент загрузки, % | 100 |
| К.П.Д., % | 85 |
| Коэффициент потерь, cos j | 0.93 |
| Класс изоляции | B |
| Класс защиты | IP21 |
| Метод запуска дуги | Бесконтактный |
| Давление подаваемого сжатого воздуха, атм | 7 |
| Расход сжатого воздуха, л/мин | 480 |
| Габариты источника питания (Д х Ш х В), мм | 570 х 380 х 370 |
| Вес источника питания, кг | 33 |
| Вес горелки с кабель-шлангом, кг | 4,8 |
| Длина кабель-шланга, м | 9 |
| Толщина разрезаемого стального листа, мм | до 50 |
Недостатки технологии и пути их преодоления
Большинство пользователей отмечают неудачную эргономику установки. Сам пистолет в плазмоизлучателе компактен и довольно лёгок (в частности, для модели «Мультиплаз-2500»), но не обеспечивает возможность проведения сварки или резки в труднодоступных местах.
Цена аппаратов довольно высока. Для «Мультиплаз-2500» она стартует с 30000 рублей, что существенно дороже, чем сварочные инверторы, газокислородные резаки и т.д. За «Мультиплаз-4000» придётся выложить уже 140 тыс. рублей.
Главное же – для эффективного применения мультиплазов в быту потребуется приобрести сноровку и опыт. Отечественные умельцы предлагают различные способы доработки рассматриваемой техники, которые можно реализовать в домашних условиях. К ним относятся:
- Оснащение аппаратов дополнительными ёмкостями с рабочей жидкостью, которые посредством гибких трубопроводов могли бы быстро подключаться к устройству. За счёт этого удаётся увеличить объём подаваемой рабочей среды вдвое, без утраты аппаратом своей компактности.
- Перенос кнопки включения на рукоятку пистолета, что создаёт удобства управления техникой.
- Изменения формы сопла с прямой на изогнутую (как вариант, таким соплом могли бы комплектовать аппарат его производители, но вместо этого они предлагают только два варианта горелки – под резку и сварку соответственно).
- Способы очистки катода и анода. Предполагается, что сама рабочая жидкость будет это делать, но её интенсивное испарение (особенно к концу заправки) способствует образованию нагара на поверхностях инструмента, что ухудшает энергические параметры плазмы и снижает стойкость электродов (практически она не превышает 40…50 часов). Поэтому некоторые изобретатели проделывают в нижней части горелок мультиплазов небольшие отверстия, куда шприцом закачивают рабочую жидкость. Считается, что в таком случае химический состав жидкой смеси будет более равномерным, и термические параметры столба плазмы станут стабильнее.

Суммируя всё изложенное выше, необходимо отметить:
- Мультиплазы вполне можно использовать в домашних условиях: они не отличаются высокими энергозатратами, удобны в хранении, экологически безопасны, не требуют дефицитных компонентов (газа, соответственно – баллонов, шлангов и пр.);
- Данными устройствами можно соединять и разрезать все материалы, которые трудно поддаются обычным методам сварки и резки;
- Бытовые исполнения техники не могут работать со сложными и объёмными заготовками, а также разрезать толстолистовой прокат, зато вполне приемлемы для точной контурной резки и сварки;
- Шов получается более качественным из-за отсутствия брызг. Также можно сэкономить на последующей очистке соединённых поверхностей, поскольку видимых дефектов практически не наблюдается.
Главное же заключается в том, что агрегаты серии «Мультиплаз» не являются универсальными, а потому имеют свою оптимальную нишу использования.
Тепловизоры для обследования зданий и сооружений
Шпильковёрт. Простое решение сложной задачи










Аппарат плазменной резки и сварки Мультиплаз 2500м

В их число входят сталь, чугун, бронза, медь, алюминий, различные сплавы, а также керамическая плитка, кирпич, кварцевое стекло, бетон и подобные им неметаллические материалы. Компактность агрегата — весьма весомое преимущество. Благодаря этому пользователь может легко добраться в нужное место и быстро произвести все требуемые действия. Трехфазная электросеть также не нужна — достаточно обыкновенной бытовой электросети.
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер. Форум самогонщиков, пивоваров, виноделов Оборудование Приборы и электр он ика.
[Ремонт] Сварочный инвертор Multiplaz 15000
Сварочный инвертор Multiplaz 15000. Диагностика и исправление на уровне компонентов выполняется в Санкт-Петербурге. Возможно выполнение диагностики и ремонтных работ с доставкой оборудования в населенные пункты России и стран СНГ. Электроника оборудования состоит из следующих узлов: схема управления
(спроектирована на основе: центрального процессора, оперативной памяти, модуля выходов, интерфейса связи, шины данных, кварцевого генератора, цифро-аналогового преобразователя, постоянного запоминающего устройства, модуля цифровых входов, устройства программирования, гальванической развязки) — является узлом для реализации алгоритма работы цифрового устройства в целом и обеспечивает правильное выполнение требуемых функций согласно его назначению;система самодиагностики (элементы: модуль внутрисхемного тестирования, интерфейс отладки, модуль опроса датчиков, сторожевой таймер, модуль проверки контрольной суммы) — позволяет оценить состояние важных частей при включении питания;схема определения параметров (элементы: датчик температуры, делитель напряжения, операционный усилитель, аналого-цифровой преобразователь, защитные диоды, датчик тока, активный фильтр, источник опорного напряжения) — служит для регистрации изменений контролируемых характеристик;плата контроллера питания (на основе: трансформатора, стабилизатора, выпрямительных диодов, сглаживающего фильтра) — гарантирует снабжение всех компонентов устройства стабильным электрическим питанием;индикаторная схема (детали: ЖК дисплей, токоограничительные резисторы, декодер, драйвер, светодиоды) — формирует преобразованную информацию о последнем состоянии устройства и присоединенных датчиков. Общие условия проведения диагностики и ремонта находятся на странице Условия.
Примеры серийных номеров: WFY-3370554663473005 KRL-7840790669581069 QTJ-9374029654732597 GIL-0588520392773866
Консультация по техническим вопросам — Оплатить 7000 р.
Наши услуги:
| Ремонт частотных преобразователей | Разработка промышленной электроники |
| Ремонт частотных преобразователей Siemens | Ремонт частотных преобразователей ABB |
| Ремонт устройств плавного пуска | Ремонт контроллеров |
| Ремонт АИД-70 | Ремонт РТ-2048 |
| Ремонт СНЧ-25 | Ремонт УПУ-10 |
| Ремонт Ретом-21 | Ремонт Ретом-51 |
| Ремонт электроники КИПиА | Разработка шкафов управления |
| Наладка систем телемеханики и диспетчеризации | Ремонт промышленных ИБП |
| Ремонт электроники станков | Ремонт серводрайверов и сервоусилителей |
Доставка возможна в перечисленные города : Воткинск, Сочи, Хабаровск, Новочеркасск, Новосибирск, Белгород, Балаково, Тверь, Саратов, Боровичи, Серов, Находка, Улан-Удэ, Комсомольск-на-Амуре, Апатиты, Иваново, Ухта, Ижевск, Пятигорск, Пушкин, Гатчина, Сергиев Посад, Саранск, Чебоксары, Киров, Первоуральск, Братск, Салават, Кострома, Орехово-Зуево, Каменск-Уральский, Волгодонск, Воронеж, Нефтекамск, Стерлитамак, Россошь, Тольятти, Белорецк, Набережные Челны, Ливны, Курган, Махачкала, Сургут, Екатеринбург, Владимир, Октябрьский, Ногинск, Димитровград, Ноябрьск, Серпухов и другие.
Время выполнения запроса: 0,0029559135437 секунд.
Являются ли мультиплазы альтернативой существующим технологиям?
Следует отметить, что основной недостаток традиционной сварки рассматриваемой техникой преодолевается: плазма с такими термическими характеристиками действительно эффективно варит чугун, высокоуглеродистую и легированную сталь, а также алюминий. При этом никаких особых изменений в технологию сварки (или резки таких металлов и сплавов) вносить не нужно. Тем более, что способ плазменного преобразования энергии дуги в энергию плазмы отличается существенным преимуществом – производительностью. Как известно, при обычной сварке возбуждение разряда производится импульсным путём, поэтому непрерывная сварка/резка невозможна. В аппаратах серии «Мультиплаз» горение дуги будет происходить до тех пор, пока вокруг столба плазмы существует паровая рубашка.

И вот тут возникает первая проблема. Ёмкость колбы с рабочей жидкостью для бытовых плазмоизлучателей (и, соответственно, время непрерывной работы аппарата) составляет:
- Для «Мультиплаз-2500»: часовой расход рабочей среды – 0,15…0,20 л/ч, при времени беспрерывной работы — в пределах 20…25 мин;
- Для «Мультиплаз-3500»: часовой расход рабочей среды – 0,25…0,30 л/ч, при времени беспрерывной работы — в пределах 10…15 мин;
- Для «Мультиплаз-4000»: часовой расход рабочей среды – 0,40…0,50 л/ч, при времени беспрерывной работы — в пределах 8…12 мин.
Не очень много, особенно, если разрезается или сваривается поверхность большого объёма или толщины. Поэтому работу приходится прекращать, и дозаправлять ёмкость. При этом свеженаложенный шов быстро остывает, и его конечные параметры при продолжении сварки могут существенно отличаться от первого участка. Напомним, что сварку агрегатами серии «Мультиплаз» целесообразно применять для соединений с повышенными показателями прочности и долговечности.

Вторая особенность работы с данной техникой – наличие опыта и овладения приёмами эксплуатации, которые нехарактерны для традиционной сварки. Зачастую именно этим объясняется большинство негативных отзывов о мультиплазах всех описываемых серий. Специфика работы заключается в следующем:
- Дуга поджигается методом осцилляции. Этот способ – довольно длительный, и уступает по простоте реализации традиционному контактному.
- Сразу после дозаправки работать горелкой невозможно, потому что её необходимо вывести на рабочий режим: прогреть в течение 3…4 минут. Нельзя работать также при кратковременных перерывах: паровая рубашка разрушается. Правда, в этом случае потребуется более кратковременный прогрев – не более 1,5…2 мин.
- Параметры столба плазмы зависят от расхода и качества жидкости, которая подаётся в зону обработки для последующего испарения. В частности, если водоспиртовая смесь заканчивается, то температура в столбе падает (судя по цвету факела – не менее чем на 1000 ° С). Соответственно, снизится и качество шва.
- Особенности управления параметрами плазмы, в частности, порогового значения начального напряжения, которое не должно превышать 160…170 В. При этом изменение во времени напряжения поджига никак не отмечается в инструкции, и его следует устанавливать индивидуально.

Мильтиплаз2500
Всем привет.Мне “сварщику от бога” подарили мультиплаз 2500.Хочется услышать мнение об аппарате.И советы на чём по тренироваться.До этого немного работал Кемпи получалось плохо.И немного электронной сваркой китайским-от очень плохо, до плохо, российским или советским(с лёгкой дугой, тоже подарен недавно)-от плохо до более-менее.Интересует так же где брать флюсы и прочее для сварки мультиплазом.Аппарат абсолютно новый(один раз попробовали и поставили пылиться) и комплектный.P.s.Продаётся!Не потому что г.но(не пробовал), а потому что нужны деньги.((
Комментарии 28
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.
2500 не пробывал (но он тоже есть), а вот 3500 мне нравится. Все что мне нужно на даче он варит. И ворота подварил, и еще разные железяки. В машину сварил спальник. Сам! А я не разу не сварщик! А главное ничего ненужно, только вода и спирт. И проволока. Есть нюансы по использованию конечно, но это фигня.
Только хотел написать комментарий по-поводу 3500. На работе у меня уже 9 лет используем. Отличная вещь. Набить руку только нужно. Покупали в Киеве у производителя. Они демонстрировали возможности и обучали. Советовали, кстати, не спирт с водой, а, только не бейте, самогон
ну я гоню почти чистый спирт 94,14°поллитра водки выходит мне в 17-19 р.
пиздеть-не мешки ворочать. Это для всех трех авторов выше
т.е. ты думаешь что я пиздабол?
Я не по русски написал?
ты типо еврей? вопросом на вопрос.
Господа-ПРОДАТЬ МОЖНО ВСЁ!Было бы желание-давно продал бы…Не исключаю, что этим и закончится…НО…С начала надо ПОПРОБОВАТЬ!))))Всем спасибо!
Я как бы не особо в теме, но походу скажи спасибо тому, кто подарил… Чел нашел как избавиться (видать продать не смог…)Не в обиду, просто судя по коментам)
Выкинь или продай (если найдешь дурака).
Варить не варит, резать не режет, паять не паяет. Классная вещь!
ну твердый припой то ведь возьмёт?
Может поправит кто, по сути это резак который не режет, ну вот как им паять или варить?
у мня кислород+пропан = шикардос для пайки меди, нержи, латуни.по сантехнике есть Мапп баллон с Бензоматик горелкой на шланге — также шикарно.Но и есть кислород 5 л. с пропаном — выходит гораздо дешевле Мапп баллонов.ПыСы: Пайка и Сварка — совершенно разные вещи.









Целюсь на подобный набор, раньше в любой мастерской можно было запаять трубку латунью, ну сейчас же проблемища! Изредка возникает надобность в такой пайке и так трудно вопрос решается.
так купи пропан баллон на 12 литров, редуктор пропан+кислород. Баллон кислорода на заправке поговори с мужиками (реально дешево продадут)Купить горелку ацетиленовую с съемными мундштуками (ВсеИнструменты сайт самые дешевые пропановые мундштуки) и рукав ф6 мм внутр.Вот тебе и дешевый набор собранный своими руками.
Terminator64
Конечно разные, а вот в Мультиплазе они почти не отличаются.
тогда знать только Пайка в Мультиплазе. При пайке однородного соединения не добиться.
Даю бесплатный и очень ценный совет, продай и если получится продать, очень хорошо обмой эту УДАЧУ, что нашелся человек который повелся на это де…мо, недавно продал свой, как вспомню улыбка не произвольно …
сие пользовать только для пайки меди, латуни, нержи.Да и сомнительно применение к примеру в гараже по зиме.Проще иметь пропан+кислород без всяких танцев с бубном 🙂
Купил б/у МП3500 лет семь назад что ли.Для 2500 и тогда расходников уже не было, а сейчас и подавно.Телом он сваривает вполне прочно, с присадкой не зашло. У 3500 огромная неудобная горелка, в углы не подлезть.
Как паяльная лампа — отлично. Но за такие деньги? Вдобавок, Ферейн в Москве на Нагатинской, где тарился для него спиртом, закрылся, похоже.
Со временем, начали глючить горелки, возил на ремонт в сам Мультиплаз на Ленинградке. И ремонт на недели затягивался, и хватало того ремонта на полгода. Надоело.
Позже купил разные более целевые сварочники и забыл.
Режет он хреново, кстати. У нормального плазмореза грат выдувает воздух, а тут силы плазмы не хватает.
Я не покупал и он полностью комплектен с запасными насадками…
был некоторое время в юзании похожий сабж. Произвёл странное впечатление: уж больно неудобен для сварки, да и резка не особо. В основном, использовался для резки и разогрева деталей.
Есть типа такой на работе. Но применения себе не нашла.Бура и электроды есть в магазинах для сварщиков.
Сварочный полуавтомат сварог 250
Источники питания сварки под флюсом
Обратная полярность при сварке постоянным током
Сварочный полуавтомат aurora pro overman
- Генератор углекислоты для сварки
Мультиплаз своими руками
1 Мультиплаз своими руками делается следующим образом:
2 А также вы можете посмотреть видео мультиплаз 3500 — Сварка в I режиме
Очень часто в строительстве используют такой инструмент как мультиплаз. Этот инструмент можно конечно же, что приобрести в магазине, но можно и самому сделать.
Мультиплаз своими руками делается следующим образом:
1) Все площадки и платформы нужно устанавливать на резьбовые соединения. Это делается для того, чтобы станок мог легко поддаваться модернизации и ремонту.
2) Как направляющие используют дюймовые трубы. К ним надо выточить заглушки и вварить их в торцы.
3) На ось Х устанавливается 2 ходовых винта, которые имеют диаметр 1, 8 см и шаг резьбы 8 мм. Аналогичный винт устанавливается и на ось Y. Потом на ось Zустанавливается короткий винт. Из металла вырезается боковые пластины и устанавливается направляющие для оси Y.
4) Обычные датчики от автомобиля используют вместо концевиков механики и индукции. Эти датчики будут срабатывать тогда, когда в их разрез будет заезжать пластина из металла.
5) Собираются направляющие для того, чтобы установить кожух защиты.
6) Устанавливаются направляющие из алюминия для пылезащитной шторки.
7) Изготавливается и устанавливается кожух для оси Y.
Принцип работы мультиплаза лежит в следующем.
Запускается плазменная грелка, которую перед тем надо заправить рабочей жидкостью. Запуск осуществляется после того как была нажата кнопка для запуска.
Тепловая энергия начинает испарять окружающую воду и превращать ее в пар.
Под сильным давлением пары воды стремятся к отверстию для выхода. В очень узком сечении отверстия для выхода пары обжимают электрическую дугу с обеих стороны центрируют его. Когда взаимодействуют водяные пары с электрической дугой часть паров переходит в состояние плазмы. Температура этой плазмы составляет около 8000 градусов Цельсия.
Интересно!Как варить полуавтоматом с углекислотой, здесь!
Сварочные аппараты мультиплаз имеют целый ряд положительных характеристик.
Главными из каких являются следующие:
— многофункциональность – возможность сваривать, паять, резать;
— портативность – небольшой вес -10 кг, а также благодаря небольшим размерам можно легко переносить с места на место; — Экологически чистый прибор;
— Низкий уровень энергопотребления – при работе этот аппарат использует очень мало электроэнергию;
— Наличие подсветки. Все аппараты мультиплаз оснащены подсветкой, благодаря которой можно приводить работы и при отсутствие света;
— возможность сваривать металлы разного уровня толщины;
— возможность варить трубы, которые полностью замерзли или которые полностью заполнены водой;
— отсутствует процесс разбрызгивания металла;
— благодаря мощному двигателю мультиплазом возможно работать на максимальном уровне мощности на протяжении 24 часов.
Обзор аппарата
«Мультиплаз 15000» конструктивно состоит из блока питания и плазменно-водяной горелки, для его работы не требуются дополнительные баллоны с газом или компрессоры. Горелка выполняется в виде пистолета и имеет в своем исполнении разрядную камеру, объединённую с источником парообразования.









Охлаждение электродов горелки осуществляется за счет использования вырабатываемой тепловой энергии водяного пара, который в тоже время становится эффективной плазмообразующей средой, в качестве которой выступает комбинация водорода и кислорода. В тоже время эти газы являются экологически чистыми, безотходными и невзрывоопасными соединениями.
Воздушно-плазменный резак отличается от стандартного сварочного оборудования компактностью, мобильностью и универсальностью: резка осуществляется прямой и косвенной дугой; аппарат имеет возможность паять мягким или твердым припоем, черные или цветные металлы. Переходить от резки черного металла к нержавеющей стали и затем к меди, можно лишь изменением режима аппарата по току – одним поворотом регулировочной ручки.
Благодаря малой площади дуги и высокой её температуре нагрев металла осуществляется исключительно в очень узкой, минимальной зоне разреза, что существенно повышает качество реза по сравнению с газовыми приборами — аналогами. В тоже время это гарантирует отсутствие температурной деформации металла. При использовании таких аппаратов, последующая сварка будет проводиться без дополнительной обработки краев.
Но основным достоинством плазменной резки является значительное повышение скорости проводимых операций, которую не в состоянии обеспечить никакие прочие методы резки. Эта особенность позволяет существенно повысить скорость и, соответственно, эффективность работы.
К преимуществам плазменных резаков также относят также электро-, взрыво- и пожаробезопасность, возможность варить трубопроводы, заполненные водой, отсутствие разбрызгивания металлов во время резки или сварки. Несомненным плюсом плазменным резаков является экологическая чистота.