Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Критерии выбора электрической пилы
Первое, что вам нужно сделать, это решить, для какой цели вы покупаете пилу. Обычно он нужен мастерам, работающим с деревом. Но есть и ленточные пилы. Это также стоит отметить.
При покупке электрической пилы обратите особое внимание следующие пункты:
- Материал ленточной пилы;
- Качество и безопасность эксплуатации;
- Гарантийный срок службы электроинструмента;
- Размеры пилы;
- Индикатор уровня шума во время работы;
- Скоростной режим;
- Качество зубьев ленточной пилы;
- Цена.
Существуют и другие критерии выбора, но они вам понадобятся при выборе конкретного распылительного устройства.
Приведите пример, Немецкий производитель Proxxon предлагает широкий ассортимент моделей ленточных пил, которые позволяют резать заготовки из толстого дерева, металла, пластика, керамики и даже стекла.
Правильный процесс заточки инструмента
Доказано практикой, что свыше 80 процентов случаев поломки инструмента происходит из-за неправильной заточки зубьев ленточных пил. Необходимость заточки определяется на глаз – по состоянию стенок пропила или виду самых зубьев.
Заточные круги для ленточных пил подбираются в зависимости от твердости зуба. Для заточки инструмента из инструментальной стали применяют корундовый круг. Биметаллические пилы затачиваются алмазным либо боразоновым абразивом. Форму круга для инструмента следует определять исходя из параметров пил. Она может быть чашечной, профильной, тарельчатой и плоской.
Перед тем как применить в работе пилу необходимо в подвешенном вывернутом состоянии продержать ее примерно одиннадцать часов.
Требования к заточке инструмента своими руками:
- необходимо равномерно снимать металл по профилю зуба;
- исключить чрезмерный нажим круга (это может привести к повреждению зуба);
- обязательное применение охлаждающей жидкости;
- обеспечить сохранность геометрии зуба;
- недопускание образования заусенцев.
Стандартная инструкция гласит, что заточка инструмента должна осуществляться либо по передней грани зуба, либо и по задней, и по передней. На практике же многие народные умельцы, да и профессионалы осуществляют заточку исключительно по задней грани – так, по их мнению, это удобней.
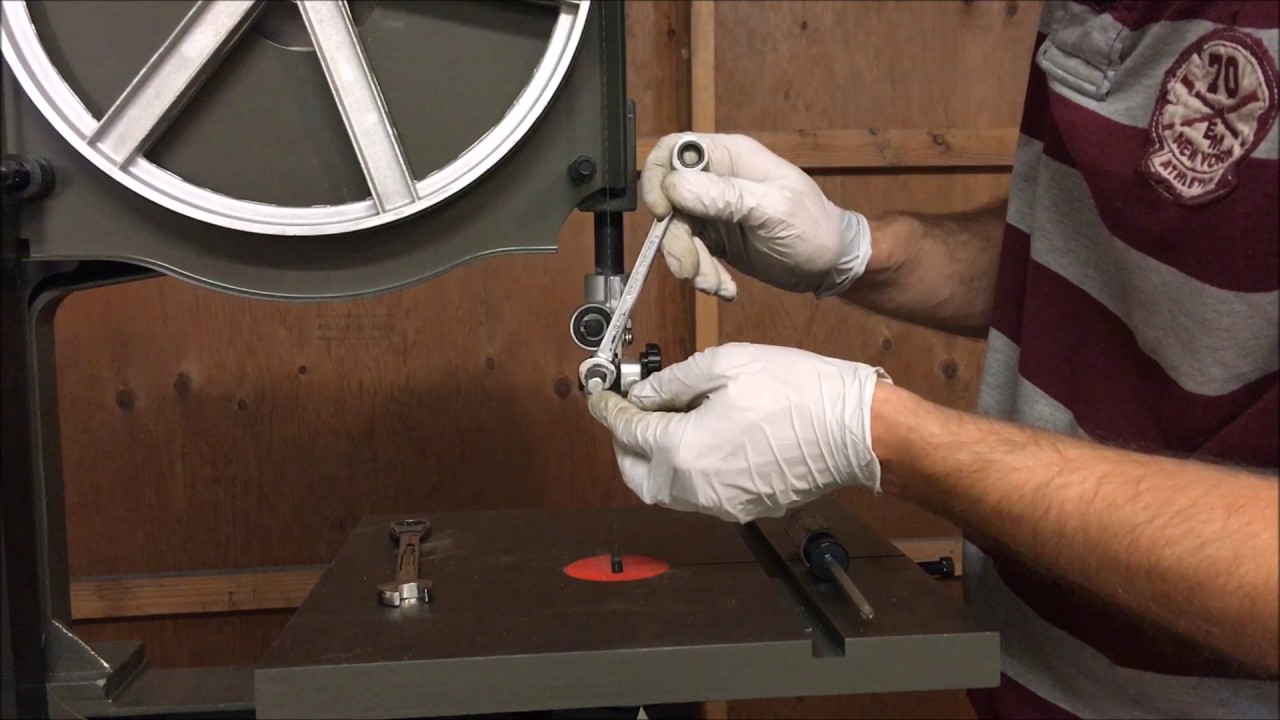
Данный инструмент достаточно неприхотлив в плане заточки, несмотря на массу требований и правил. Заточку можно производить как вручную, так и с помощью специального заточного устройства; применять для обработки разные по материалу и форме круги и т.д.
Перед тем, как точить инструмент нужно ознакомиться с основными видами осуществления данной операции. Также в интернете можно просмотреть видео.
Виды заточки
- Полнопрофильный вид. Является наиболее качественным видом, производится автоматически на спец. станке. Точно подобранный эльборовый круг, проходит одним движением всю межзубовую впадину вместе с гранями соседних зубьев. При этом исключено образование угловатых форм у основания зубьев. Единственный недостаток этого вида заточки – это необходимость иметь при себе определенное число различных кругов для пил имеющих разный профиль.
- Заточка граней режущей части. Может производиться вручную либо на профессиональном станке. Если вы захотели произвести заточку станком, необходимо правильно подобрать круг – в большинстве случаев это плоские образцы. Исходя из практики, обращаться к спец. заточному оборудованию необходимо только в тех случаях, когда объем работ очень большой. При малом объеме работ лучше производить заточку вручную – на обычном станке или с применением гравера. При выполнении работы по заточке, в целях безопасности, необходимо использовать защитные очки или маску.
Если ни гравера, ни станка у вас нет, то можно заточить инструмент дедовским обычным методом – используя надфиль. При старательном и регулярном исполнении операции очень быстро появится навык ручной качественной заточки.
Советы профессионалов
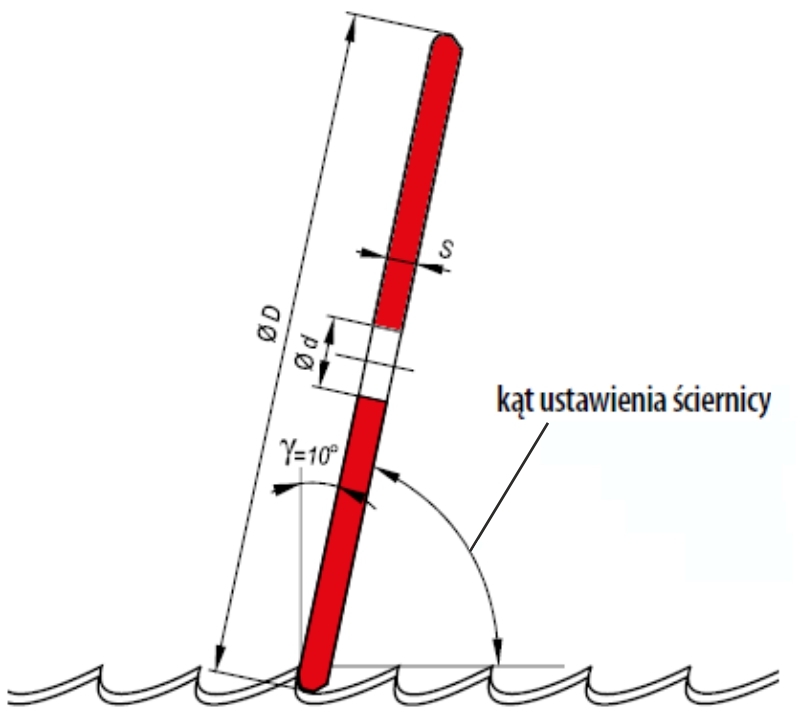
- При заточке инструмента на станке, перед началом заточки нужно убедиться в правильности расположения заточного диска относительно пилы.
- Необходимо убрать из пазух такой слой металла, чтобы гарантированно устранить все микротрещины.
- Если пила эксплуатировалась без качественного обслуживания, дольше отведенного производителем, слой металла, снимаемого за одну заточку, необходимо увеличить.
- В качестве эталона всегда используйте новый инструмент для проверки результатов заточки.
- Форма режущей части пилы – выверенный и разработанный годами параметр. Поэтому выводить свои параметры и надеется на хорошее качество работы не стоит.
- При соблюдении правил эксплуатации и требований завода изготовителя ленточная пила прослужит вам до того момента, пока ее ширина не уменьшится до 65 процентов от исходного наминала. Ширина уменьшается в процессе перезаточек зубьев.
- Обязательно необходимо убирать заусенцы в процессе заточки инструмента, иначе это приведет к образованию микротрещин в процессе распилки материалов.
- После окончания работы инструмент необходимо незамедлительно очистить от опилок и смолы, а перед заточкой надо тщательно осмотреть пилу. Иначе засорите стружкой заточной диск, что приведет к неправильной заточке ленточной пилы.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Виды станков
Существует несколько видов станков:
Ручные. Мастер самостоятельно производит запуск станка и опускает раму для распила заготовки.
Полуавтоматические с гидроразгрузкой. Сам процесс обработки материала и резки происходит автоматически. Мастеру нужно только самостоятельно поднять раму.
Полуавтоматический. Может работать в разных режимах. Оператор может выполнять все операции вручную или запрограммировать весь процесс для автоматизированной работы.
Автоматический. Также предусмотрено несколько режимов работы: наладка и автомат. В первом случае, оператору нужно нажимать на соответствующие кнопки, чтобы пила начала обрабатывать заготовку. В режиме «автомат» весь цикл работы выполняется без вмешательства человека.

Осмотр деталей механизма
Очень важно перед работой осмотреть важные детали станка
Обратите внимание на ролики, есть ли на них глубокие дефекты. Они появляются если ролики в процессе работы не вращаются. Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации
Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации.
Немаловажную роль играют шпильки и гайки. Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить .


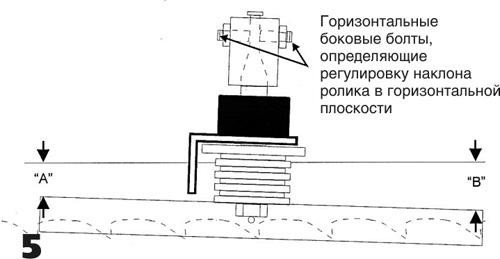
После замены деталей и устранения поломок, оператор должен правильно отрегулировать ролики. Как узнать, что деталь отрегулирована правильно? Я об этом писал выше, но повторюсь, об этом свидетельствует положение ролика. Направление при движении должно быть строго параллельно к опорному столу. Если упустить этот важный момент, то материал на выходе будет покрыт «волнами»
Кроме того, очень важно правильно отрегулировать положение пилы. При неправильном положении задняя кромка часто растягивается, в результате можно получить неустойчивое пиление
Эксплуатация ленточнопильных станков
Перед тем, как приступать к работе, мастеру нужно правильно подготовить ленточнопильный станок по металлу или дереву к работе:
Перед тем, как установить металлическое пильное полотно, нужно выполнить проверку пилы. Требуется осмотреть места спайки швов, заточку зубьев. Если наблюдается некачественная спайка швов или фракции металла, то следует приобрести новое полотно.
После того, как был произведен осмотр, нужно поместить полотно в шкивы. Производится натяжение путем перемещения шкива. Нужно подобрать оптимальную силу, чтобы пила не вибрировала.
После этого производится проверка симметричности шкивов. Также нужно убрать излишнюю смазку, опилки и стружку.
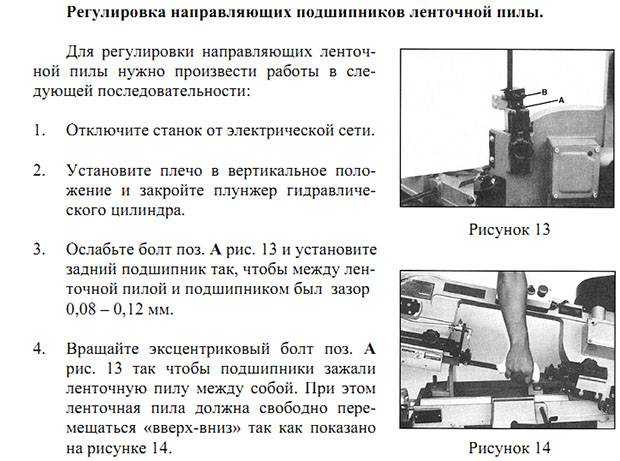
После того, как было установлено металлического полотно, требуется отрегулировать направляющие. Зазор между полотном и направляющими не должен превышать 0,5 мм. В противном случае, может наблюдаться соскальзывание пилы или неровная резка.
Также нужно выполнить регулировку нижних направляющих, чтобы заготовки могли свободно пройти через рабочую поверхность.
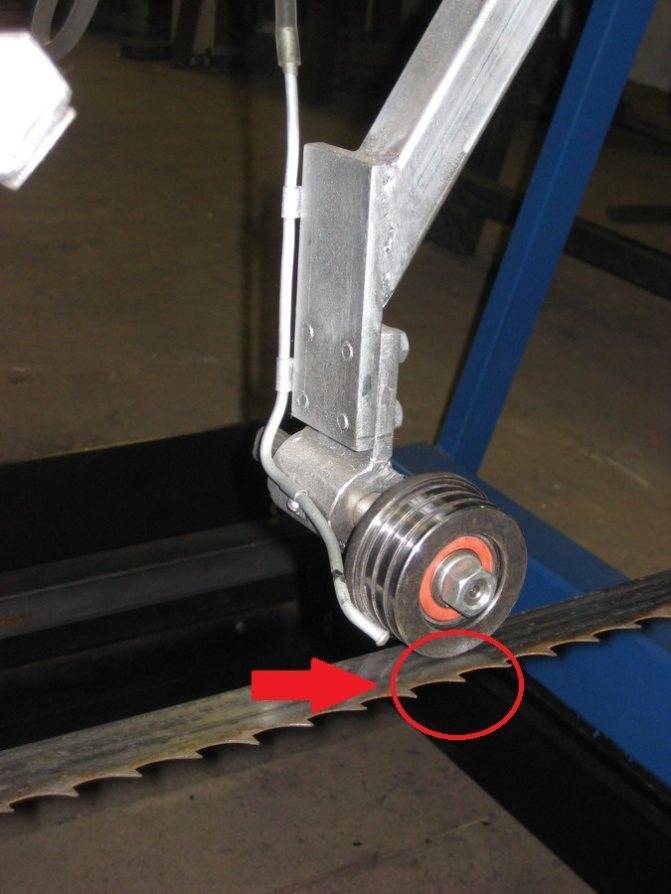
Мастеру требуется выполнить регулировку ролика опоры. Когда станок работает вхолостую, металлическая лента не должна касаться ролика.
Важно! Правильная эксплуатация оборудования поможет избежать проблем во время обработки заготовок. Ленточные пилы для станка нужно выбирать исходя из нагрузки.. После проведенного обслуживания, можно приступать к выполнению работ.
После проведенного обслуживания, можно приступать к выполнению работ.
Промышленное оборудование
Разводной импортный станок для ленточных пил Silicon Setting machine
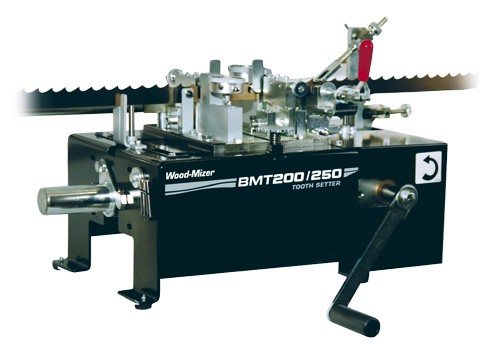
Разводной двухсторонний станок Wood Mizer
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления. Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах. Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил. Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно. Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя
От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
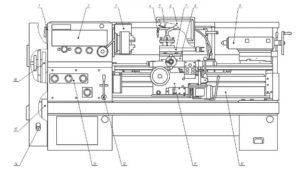
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно,
- «ведомый» – перемещается продольно.
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
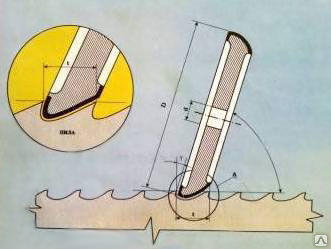
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
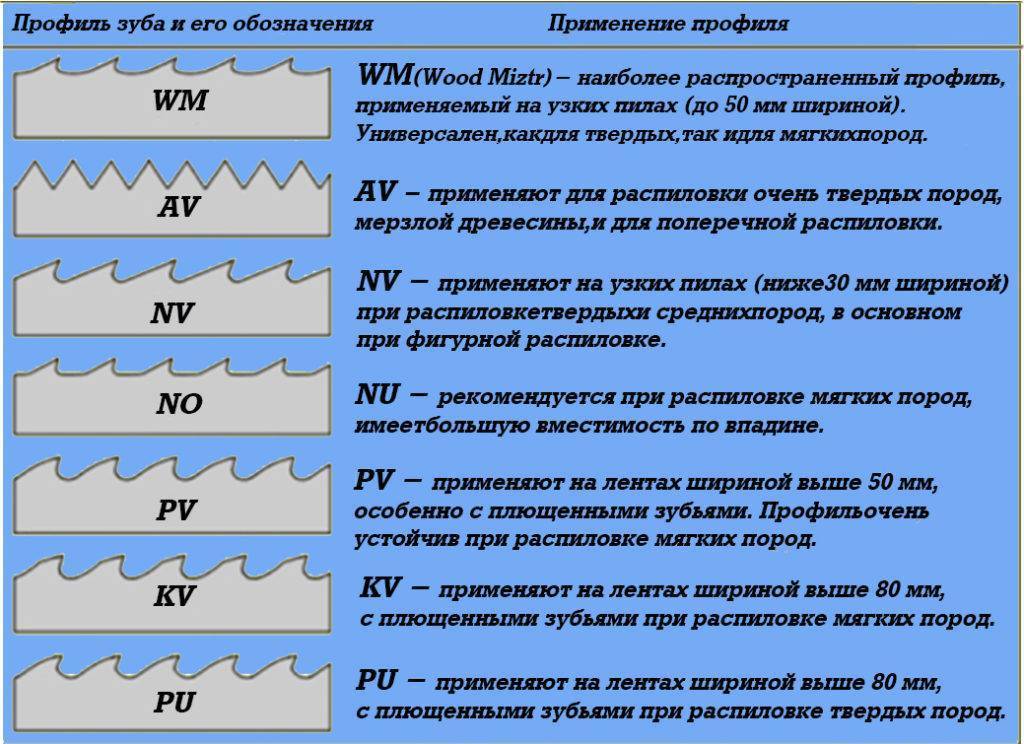
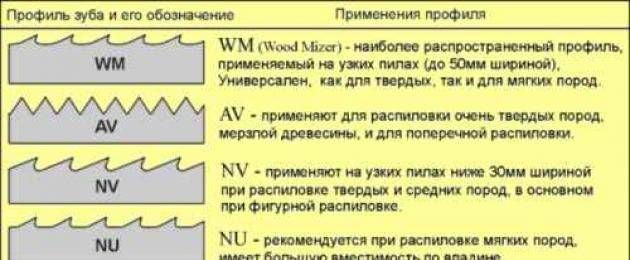
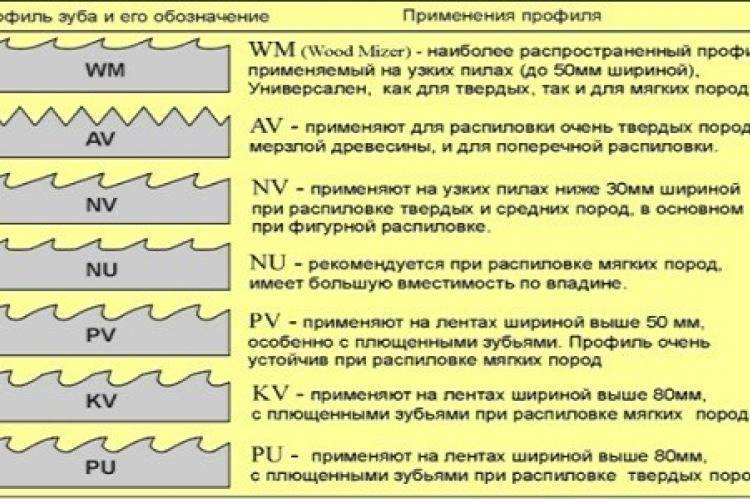
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Проверка и настройка ленточной пилы
 Проверка пилорамы
Проверка пилорамы
Корректное натяжение полотна пилы – основополагающий фактор, оказывающий влияние на качественные характеристики древесину и время службы пилы. Натяжка ленты осуществляется в соответствии с выбранным видом полотна пилы, параметры указываются в технической документации завода-изготовителя. Пильная лента насаживается на шкивы, слегка натягивается, закрепляется болтами, затем натягивается до нужной величины.
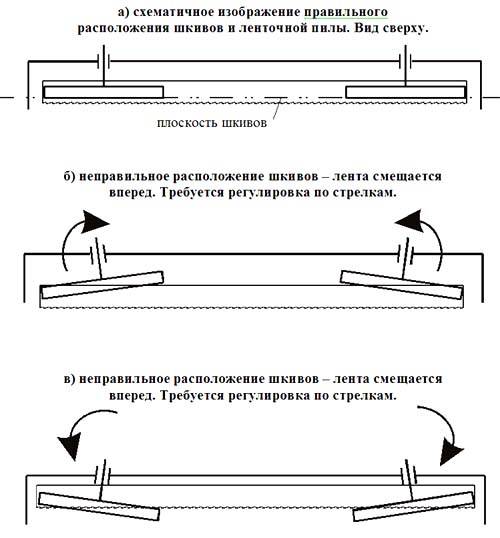
Проверяется ход пилы на направляющих и шкивах. Нужно убедиться, что лента пилы верно расположена на направляющих. Затем на несколько секунд включить электрический привод, отключить. Вскрыть кожухи и посмотреть положение полотна на шкивах. Если зазор между выступом колёс и задней кромкой ленты – от 1 до 2 мм, то настройка сделана правильно.
Если превышает данный диапазон, или полотно перемещается по выступу колеса, то делают регулировку хода ленты пилы. При повороте шурупа в правую сторону – полотно придвинется к выступу натяжного колеса, если в левую сторону – удалится от выступа. Закрыть кожухи. Снова проверить работу пилорамы.
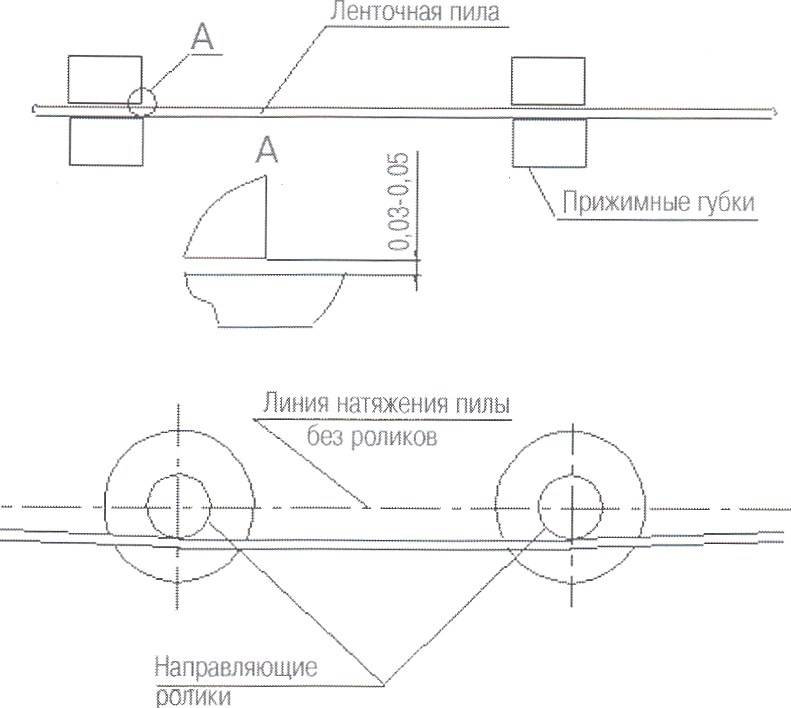
Установка и настройка направляющих «кубиков»
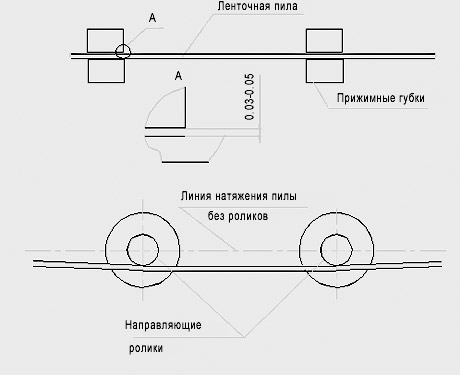
Крепёжные винты направляющих ослабляются и прижимаются к верхней грани полотна. Нужно убедиться, что «кубик» не будет вдавливаться в ленту и не испортит её. Затем они опять затягиваются, и если «кубик» имеет верную наладку – его верхняя грань и настроечная линейка будут расположены параллельно.
Установка щётки.Щётка оказывает влияние на эффективность и точность пиления, эксплуатационный срок ленточного полотна, рабочих шкивов, опорных роликов. При установке нужно отслеживать, чтобы щетина не задевала дна зубьев пилы.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.
Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Промышленное оборудование

Разводной импортный станок для ленточных пил Silicon Setting machine
Разводной двухсторонний станок Wood Mizer
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя
От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Развод ленточных пил
Заточка ленточной пилы
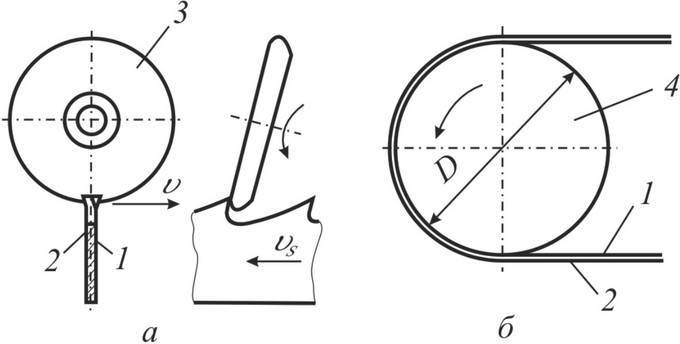
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
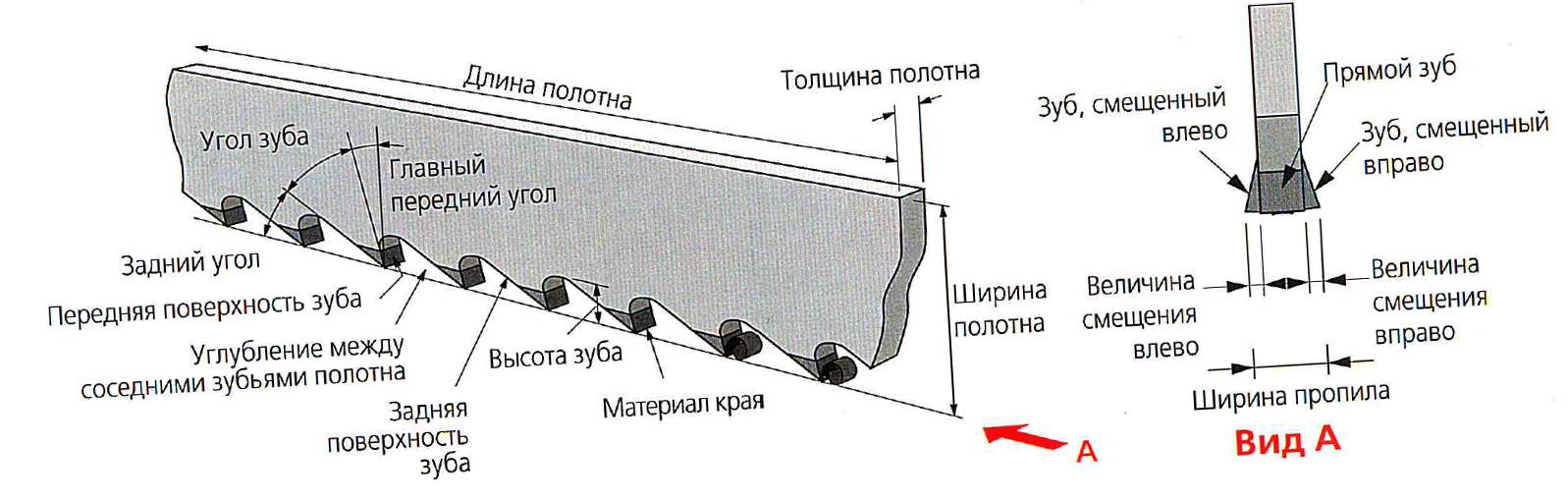
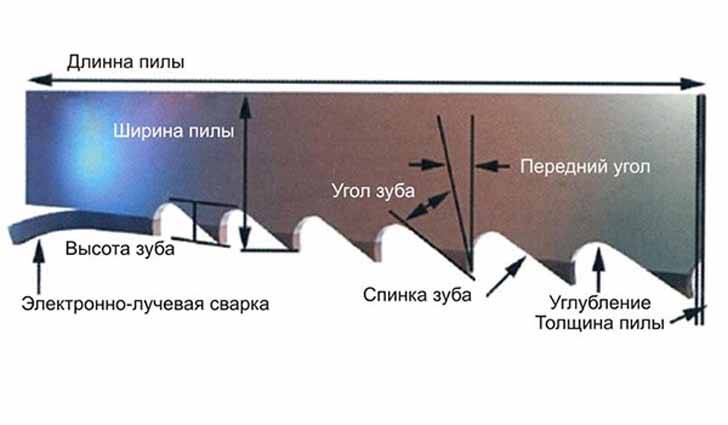
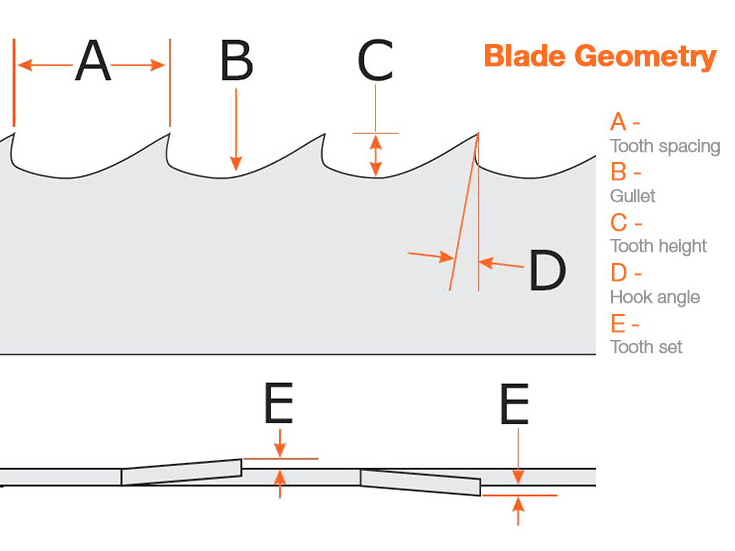
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
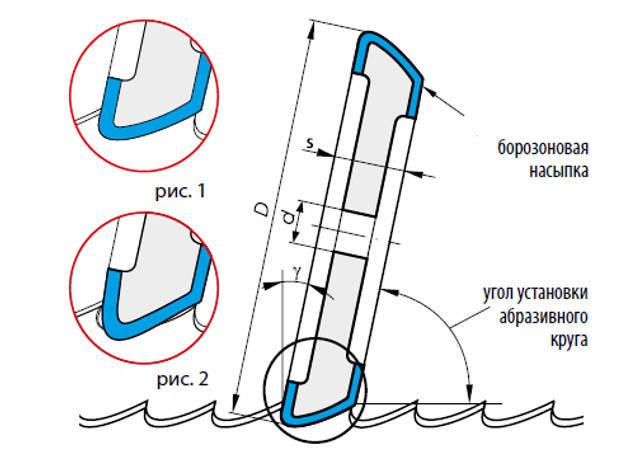
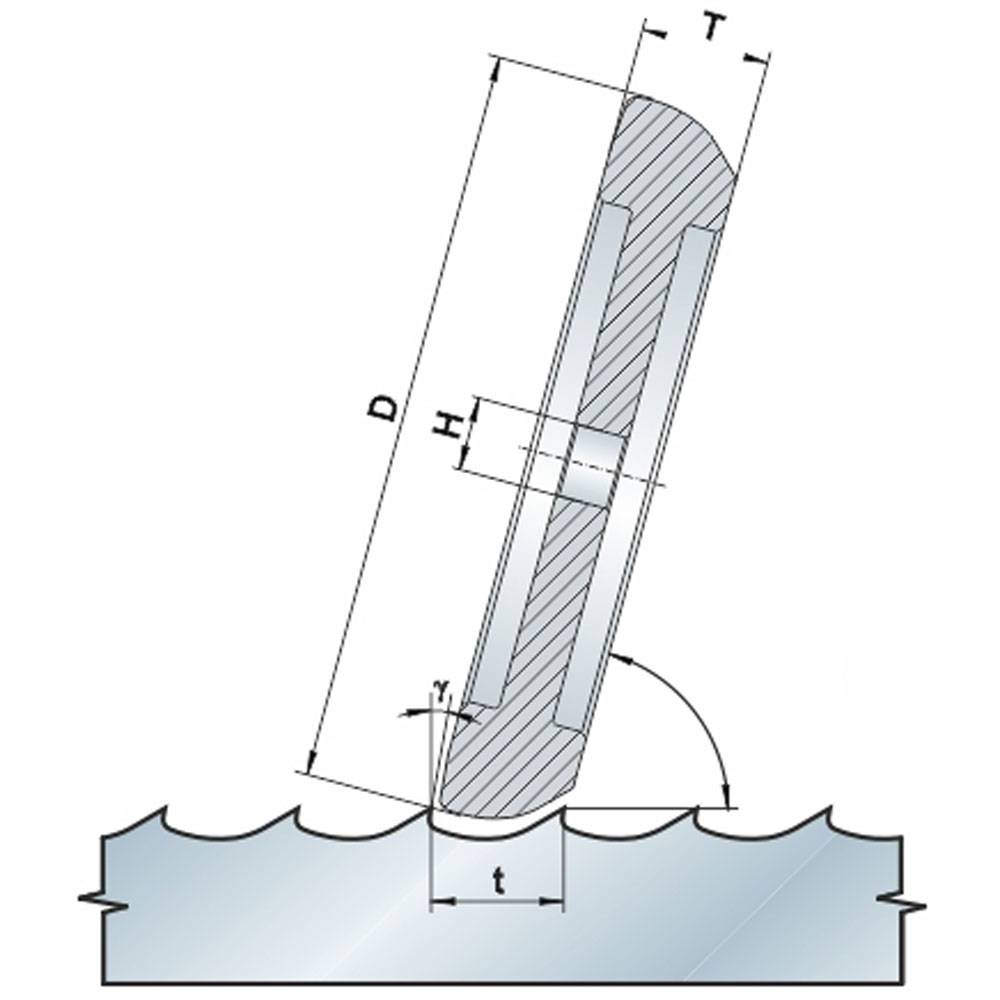
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.



Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
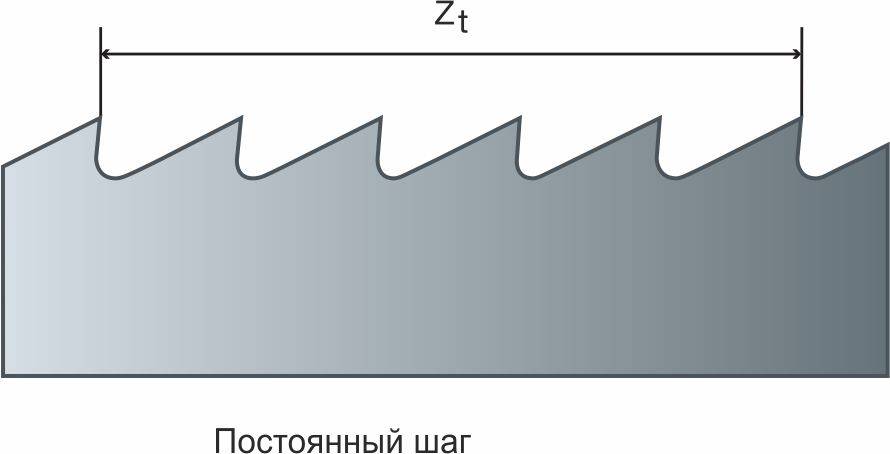
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
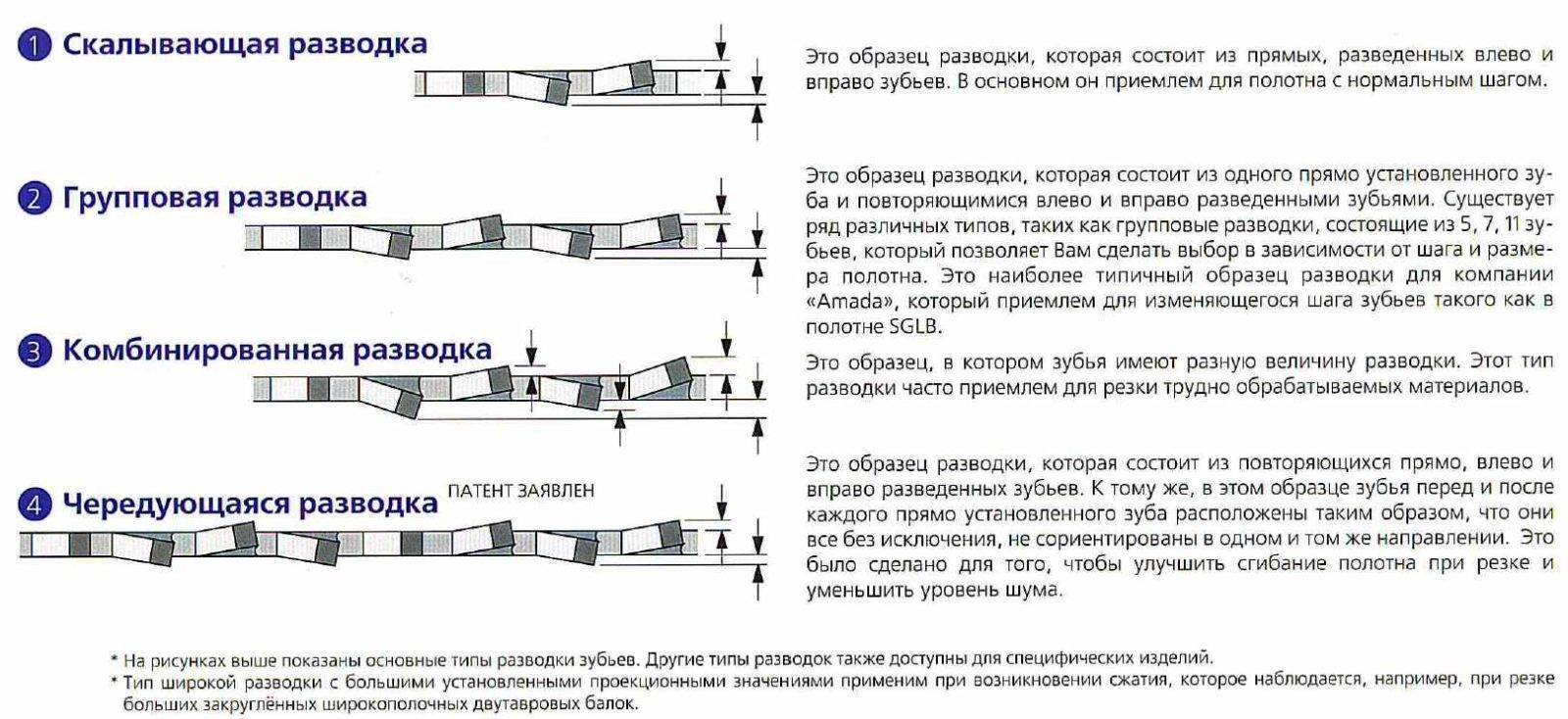
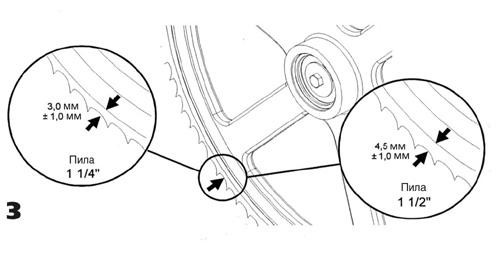
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.

Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Несколько слов о самых популярных моделях ленточных пил
Если вас интересуют технологии, то, вероятно, информация о самых популярных моделях не будет лишней. Бренды отлично себя зарекомендовали: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектрум, МВ 2000, Титан.
Авангардный
Лесопильные работы этой марки отличаются производительностью и высоким качеством работы. Помимо точной обработки, машины характеризуются низким потреблением энергии. Vanguard-LP легко транспортировать и устанавливать, так как не требует специального фундамента.
Атлас
Данная модель используется для продольной распиловки бревен. Выход — доски, доски, шпалы. Дизайн Атланты очень мощный и имеет ряд преимуществ. Благодаря этому препарату вы можете получать продукты отличного качества.
MB-2000
Эта мощная машина распиливает бревна на доски и балки различной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 характеризуется повышенной жесткостью и прочностью.