Почему при армировании без арматурогиба не обойтись?
При закладке армирующего пояса простая укладка прямой арматуры не позволит добиться расчётных несущих способностей. Это связано с тем, что нагрузка на железобетонные конструкции не всегда распределяется равномерно, в результате чего могут возникать дополнительные внутренние напряжения, способные вызвать разрушение.

Пример армирующего каркаса из гнутой арматуры А500С и А240. Для того чтобы добиться такой формы каркаса, пруты диаметром 25 мм, гнулись с помощью трубогиба, а хомуты арматурогибом.
Металлический пруток холодной или горячей прокатки достаточно хрупкий, поэтому в некоторых случаях он не способен выдержать нагрузок на сжатие и растяжение, попросту лопаясь. Поэтому его гнуть несколько раз в одну, а затем в другую сторону не получится без снижения конечных прочностных характеристик изделия.
Вручную при помощи простых приспособлений не всегда получается применить необходимое усилие для получения нужного угла. Особенно, если требуется придание арматуре сложных форм. Изготовить специальные крепления, например, крюки или хомуты, для армирования колонны, вручную также не получится. Поэтому, в таких случаях требуется использовать арматурогиб (станок для гибки арматуры).
Как не допустить ошибок при загибании арматуры?
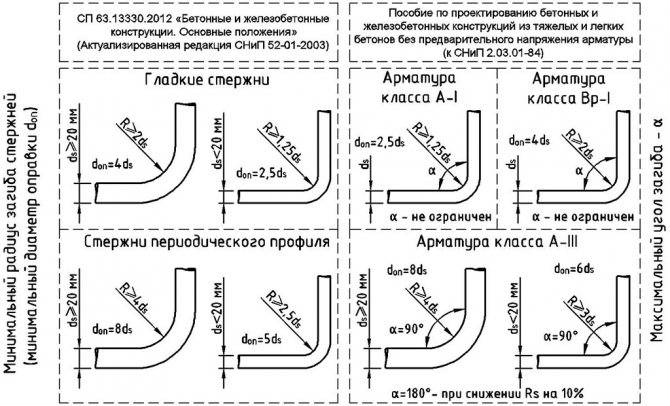
Для сохранения прочностных свойств, стальных прутков, важно следить за тем, чтобы при сгибании не образовывался острый угол, а радиус закругления составлял 2,5-5 их диаметров. При изгибе на 900 механические характеристики полностью сохраняются, но в случае превышения начинают снижаться
Для упрощения процедуры придания арматуре нужной формы многие решаются на прогрев паяльной лампой или создание частичного надреза. Это делать категорически запрещено, поскольку армированная конструкция не будет соответствовать строительным нормам.
Для того чтобы стальные пруты не теряли свои начальные прочностные характеристики, следует соблюдать радиус загиба арматуры.
Назначение
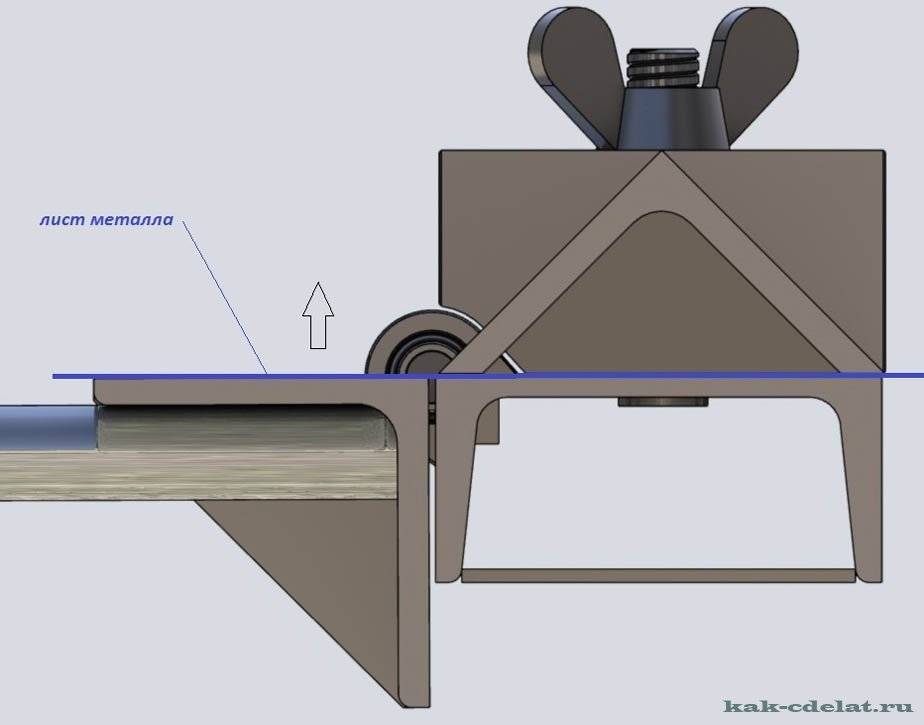
Во время осуществления многих работ с листовым металлом, например, в кровельных работах, часто возникает необходимость в сгибании листов металла, в том числе — имеющих различное покрытие. При необходимости согнуть небольшой лист, эту работу можно выполнить с применением молотков, киянок, плоскогубцев.
Результат будет плачевным — искривленная, зазубренная поверхность, поцарапанное покрытие, кривая линия сгиба не позволят качественно выполнить всю работу, и не доставят эстетического удовольствия хозяину. Лист больших размеров и, тем более, сложной формы, такими инструментами согнуть вообще невозможно.
Схема
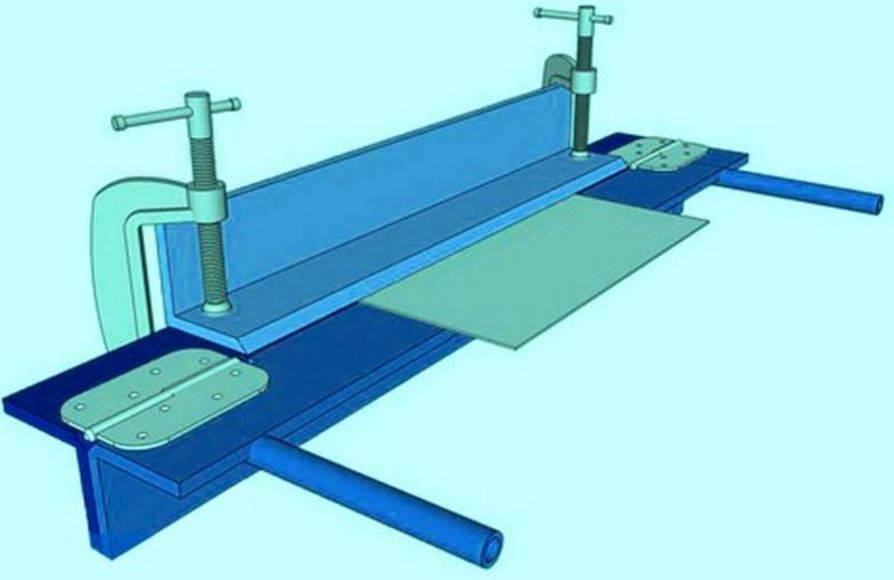
Для таких работ необходимо воспользоваться достаточно сложным оборудованием — листогибом. Можно купить готовый ручной станок, вроде представленного на фото, производства известного изготовителя. Однако это повлечет за собой дополнительные, весьма значительные, расходы, что приведет к увеличению стоимости всех работ. Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками. Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Самая популярная конструкция листогиба и ее улучшение
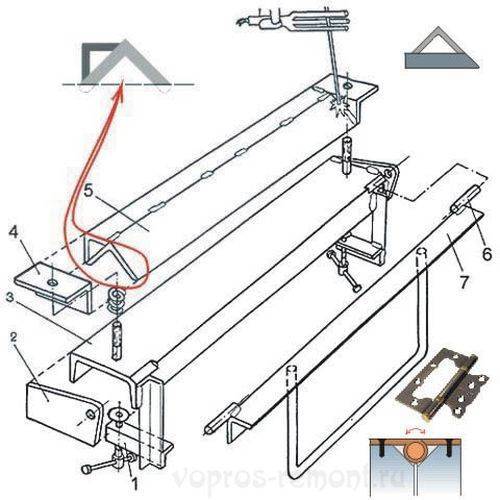
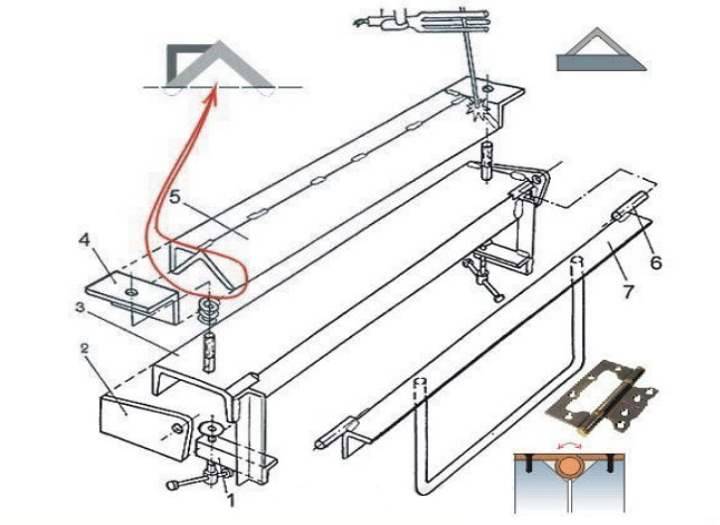
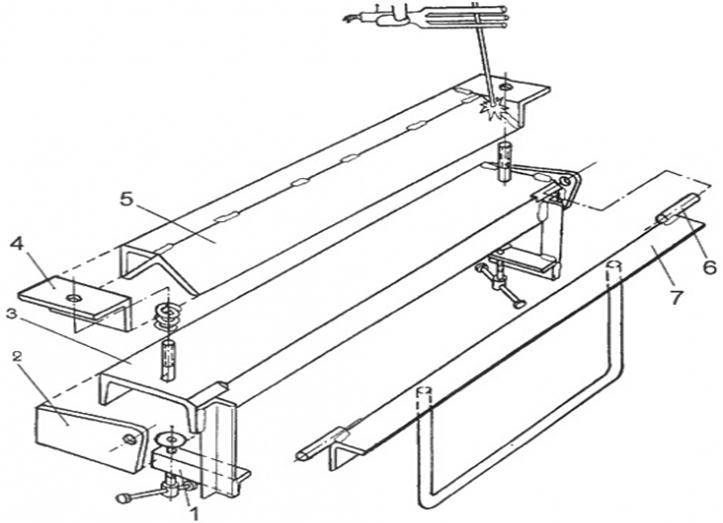
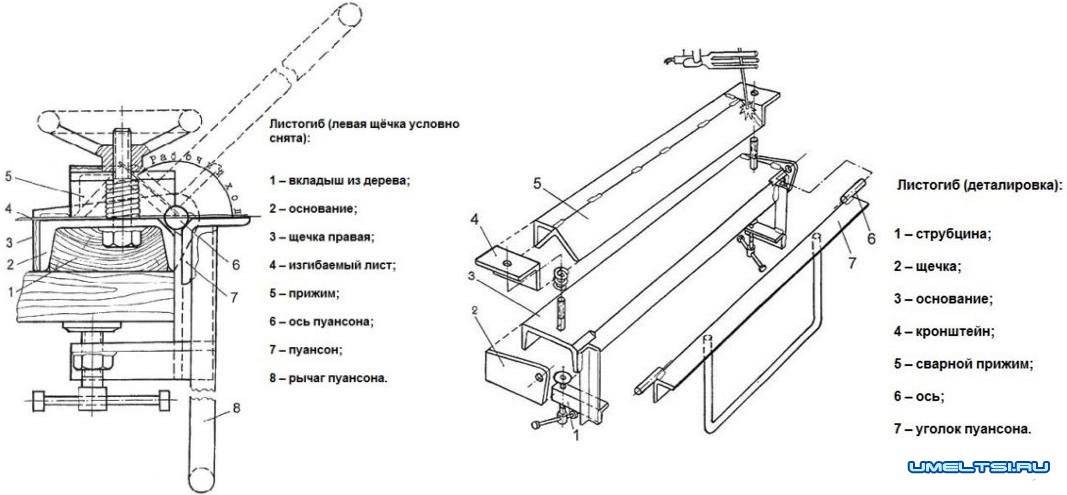
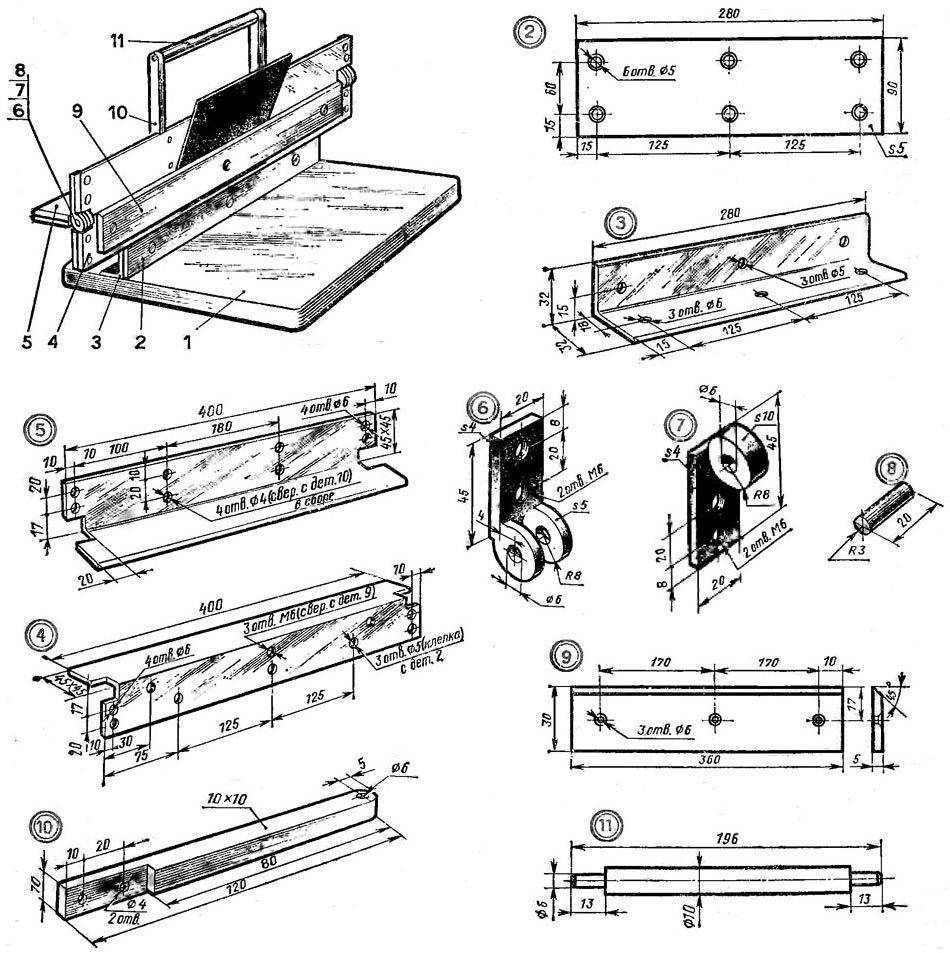
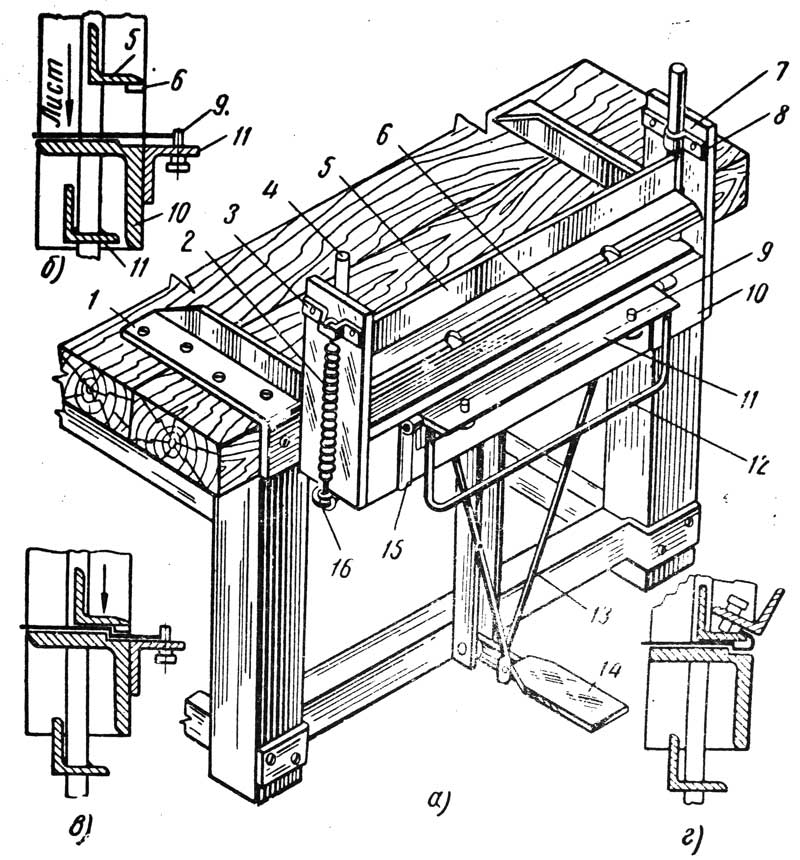
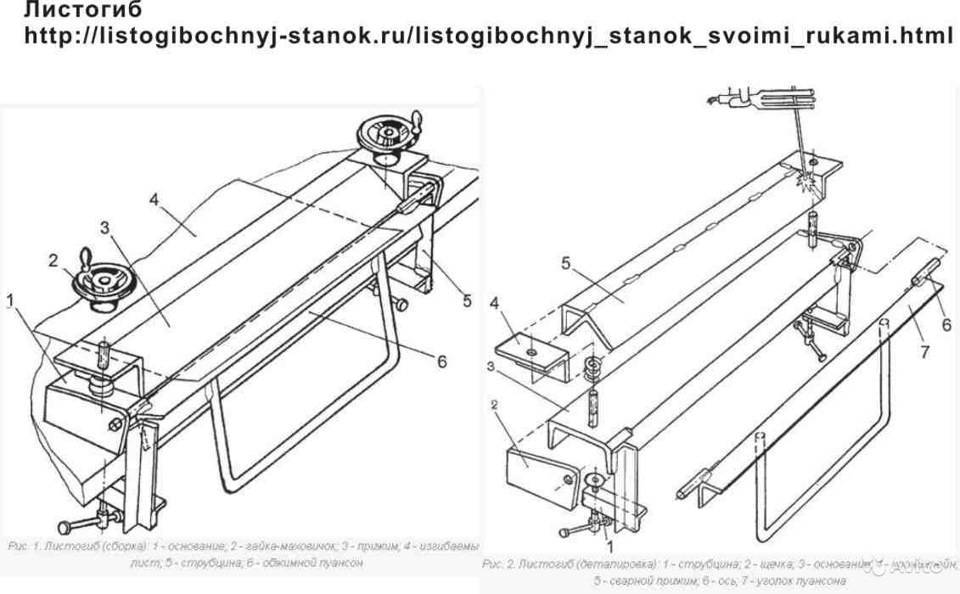
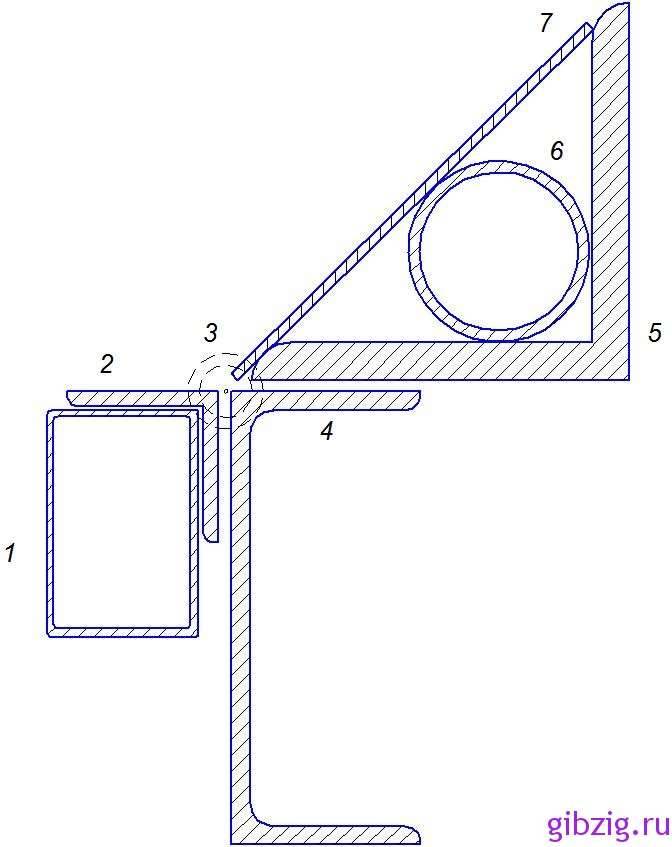
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
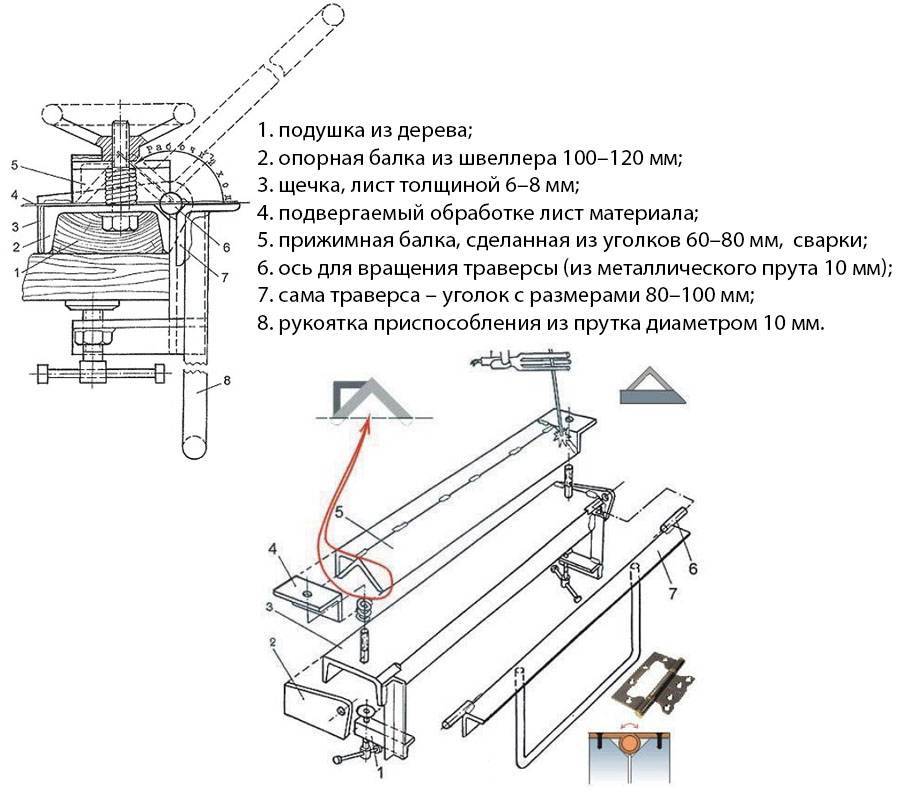
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
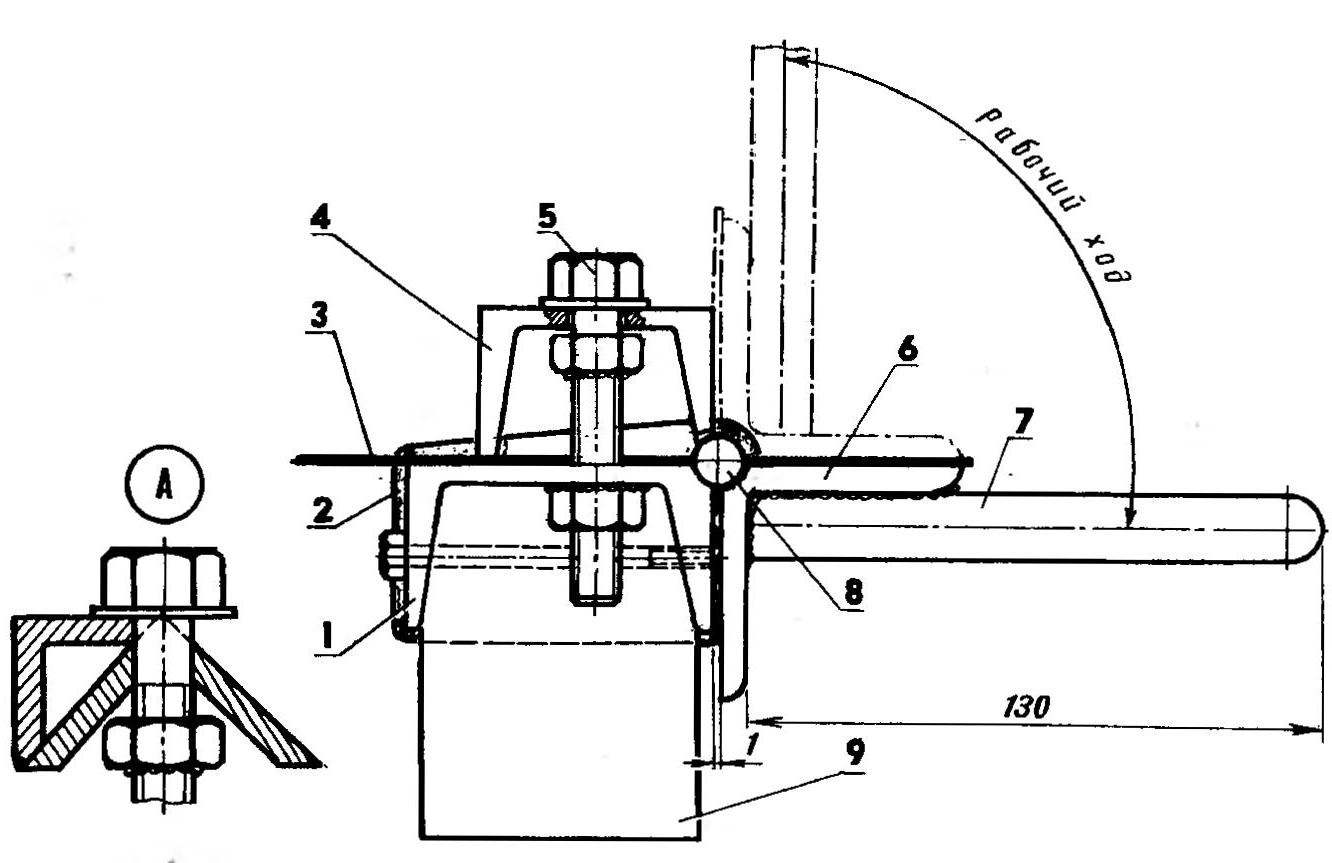
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
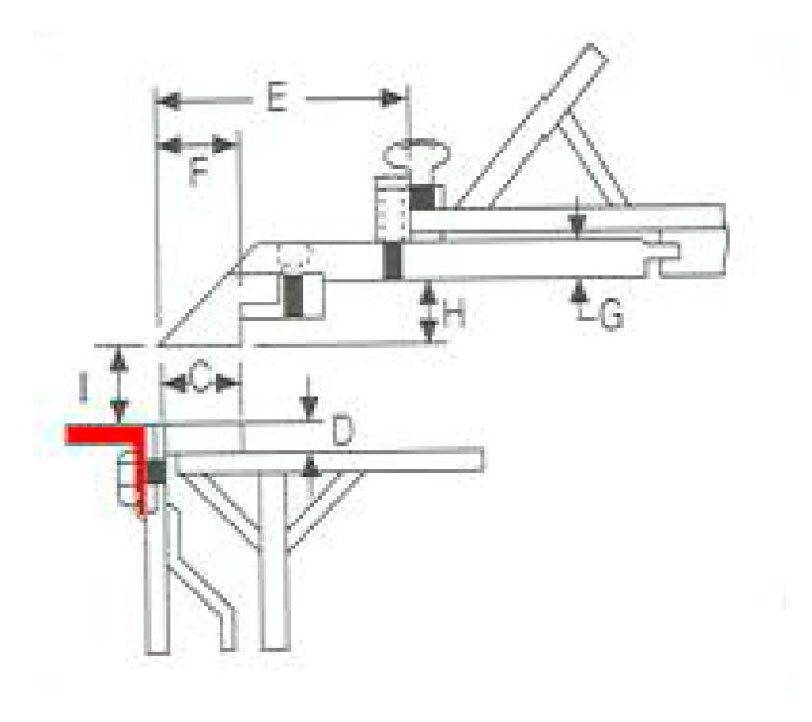
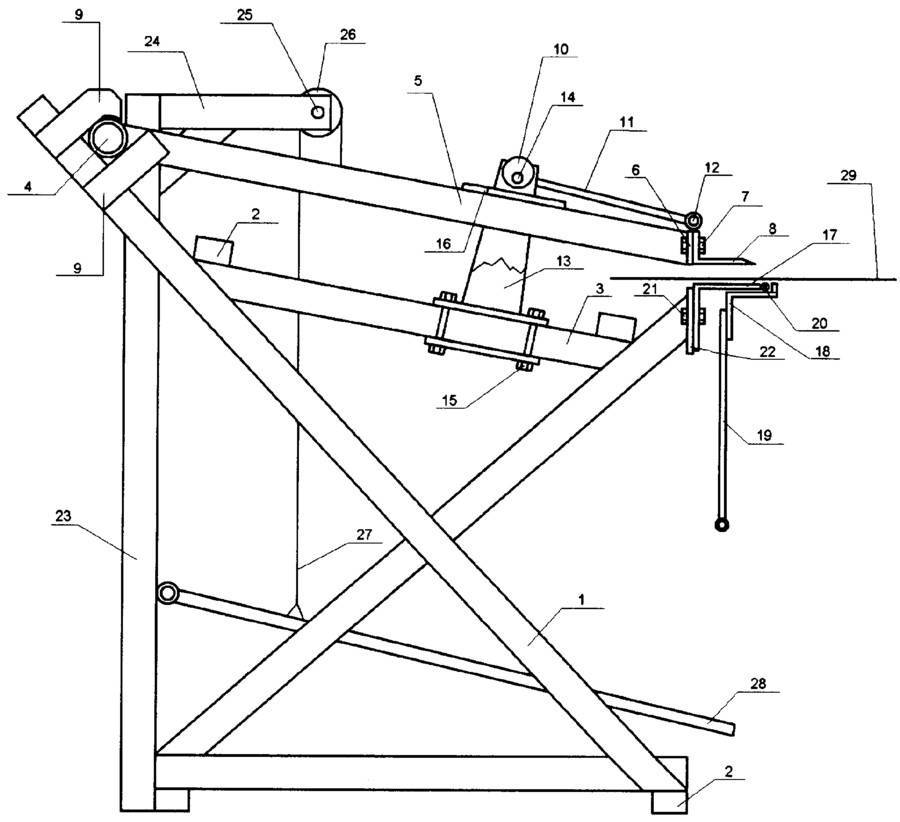
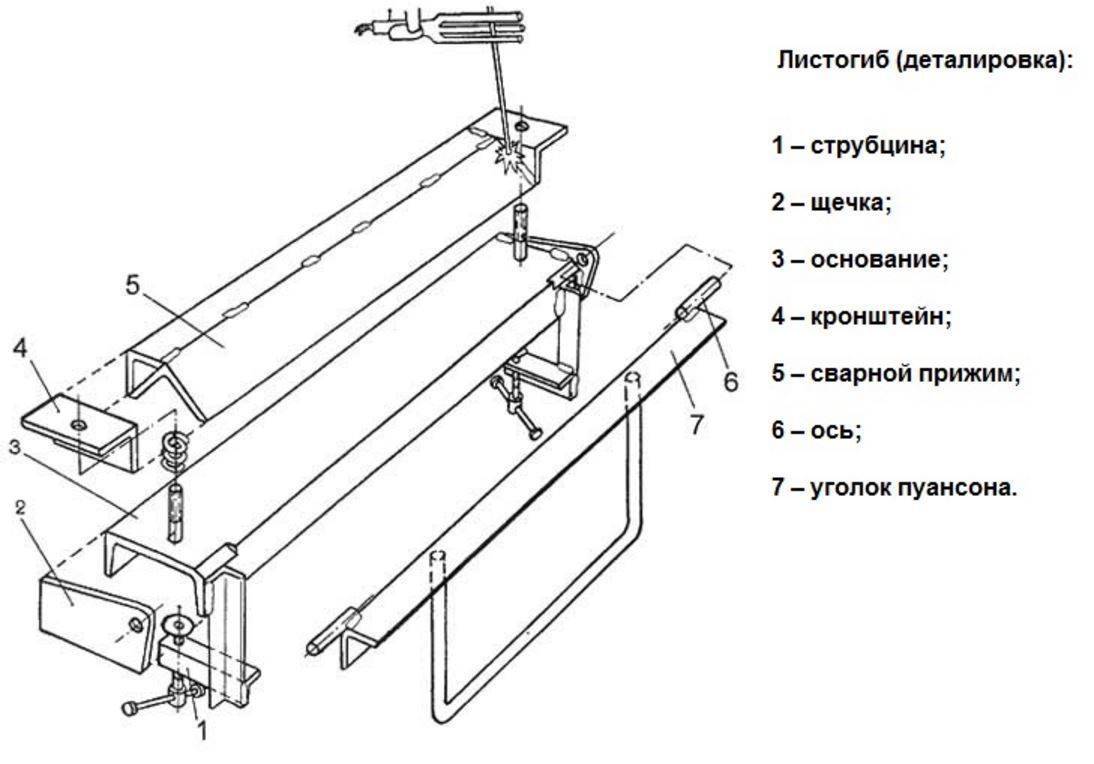
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.

Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Какой материал необходимо подготовить для изготовления листогиба
Основой для подобного приспособления станут стальной швеллер и уголки. На их размерах мы останавливаться не будем по причине того, что здесь каждый будет решать этот вопрос в зависимости от толщины планируемого к обработке металла. Естественно, что чем толще будет лист, тем мощнее потребуются детали для изготовления приспособления.
Что касается инструмента, то здесь ничего нового, всё, что требуется при работе со стальными конструкциями, а именно:
- угловая шлифовальная машина (болгарка);
- сварочный аппарат;
- молоток.
ФОТО: topobrazovanie.ruБез сварочного аппарата в подобной работе никак не обойтись
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
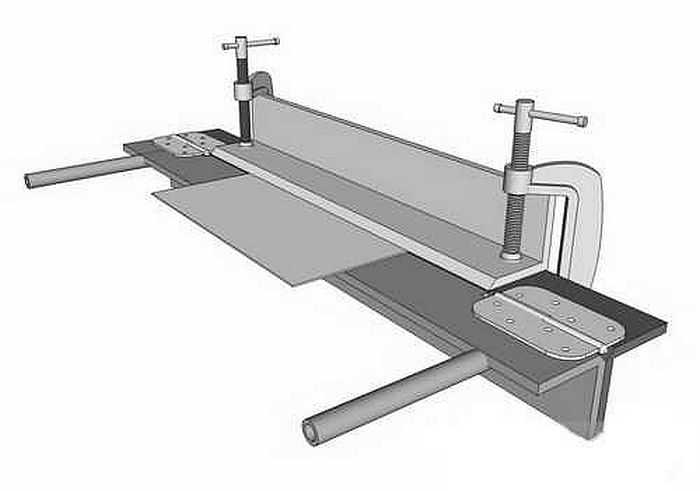
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
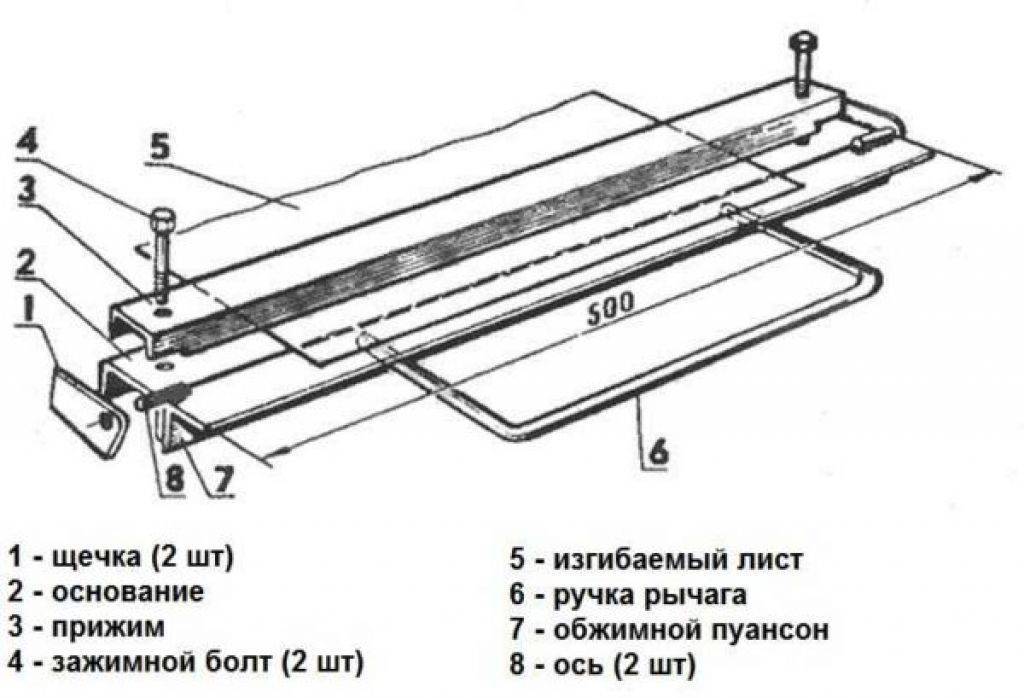
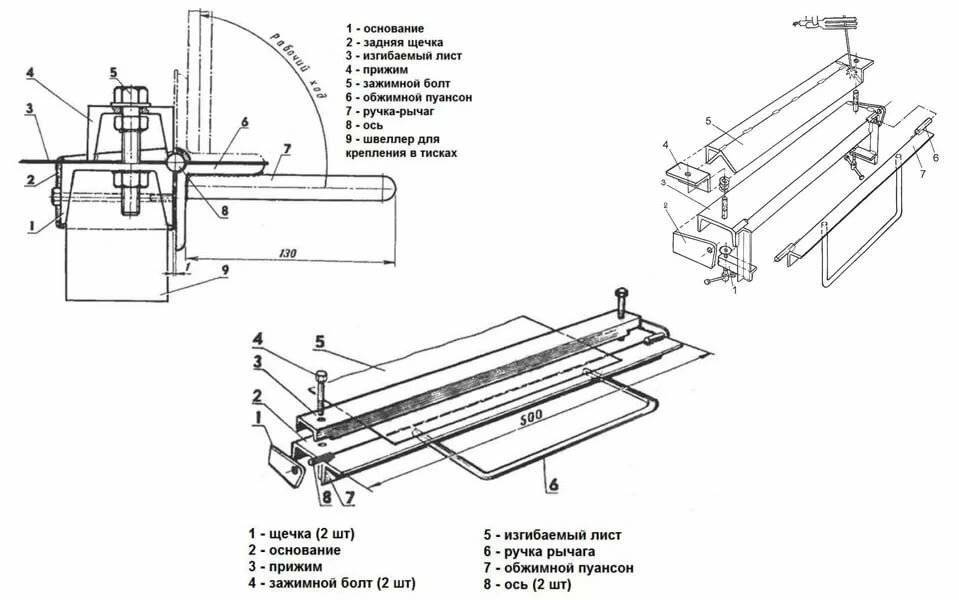
3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов “барашками” или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом “потечет” – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.




Конструкция листогиба и ее усовершенствование
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
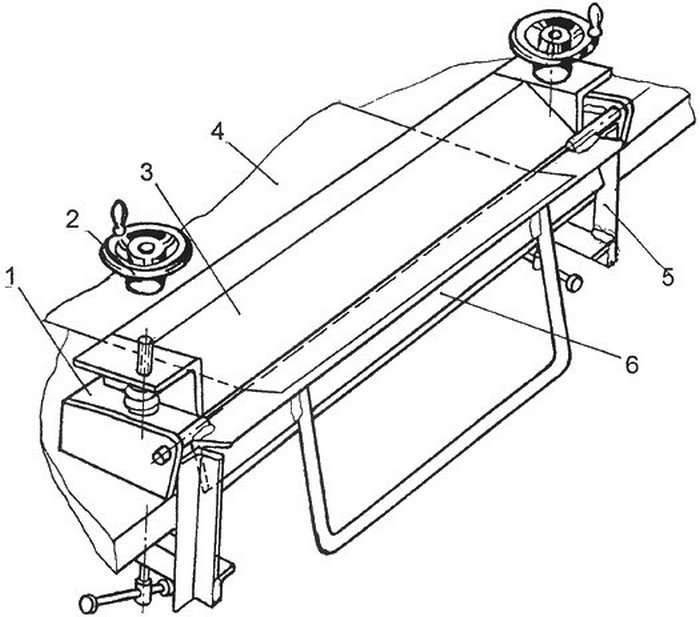
Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;
- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.
Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе
Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!. Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео
Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха
Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.
Чертеж деревянного листогиба
Для аккуратного изгибания полос листового железа, например при изготовлении отливов, можно соорудить несложное приспособление из досок.
Схема деревянного листогиба:
| Для сборки потребуется: | 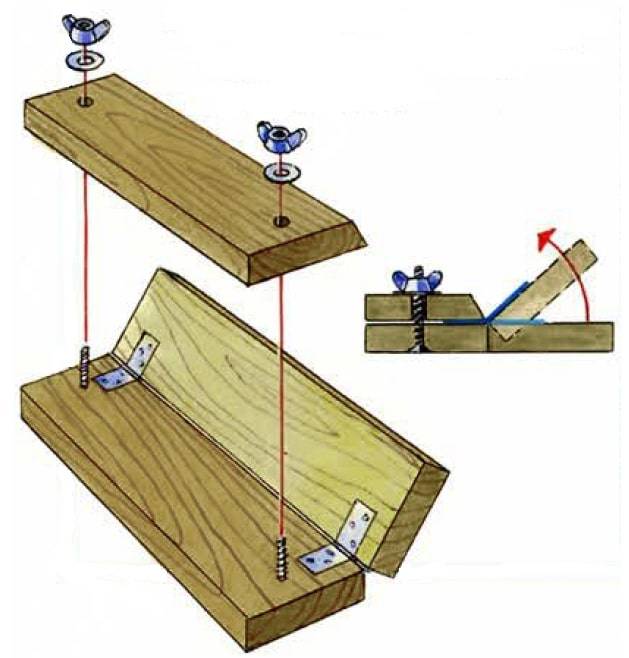 |
| Три доски. Размер досок — на ваше усмотрение. | |
| Две петли (лучше мебельные). Если конструкция длинная — для надежности используйте больше петель. | |
| Два болта с барашковыми гайками и шайбами. |
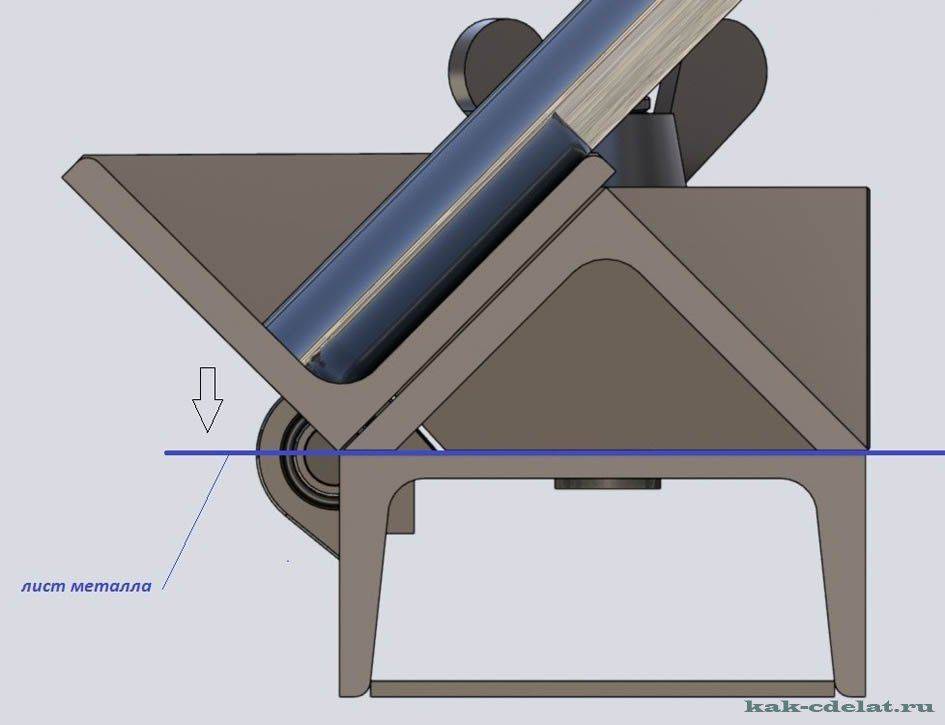
Два отрезка досок соединяются петлями, а третий со скосом используется как прижим для сгибаемой полосы.
Использовать конструкцию просто:
- Опустив гайки, нужно просунуть полосу железа между зажимом и основанием.
- Выровнять по разметке.
- Зафиксировать полосу затягиванием барашковых гаек.
- Поднять доску и получить сгиб.
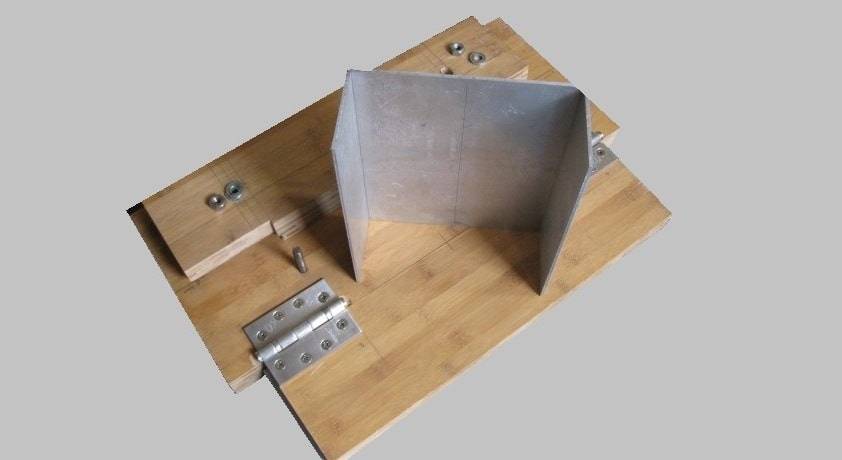 Деревянный листогиб
Деревянный листогиб
Для чего нужен скос на третьей доске? Для сгибов по более острым углом. Также скос необходим для сгибов под прямым углом, так как жесть нужно немного перегибать.
Из рассмотренных листогибов, изготовленных своими руками, вы, в зависимости от цели использования, можете выбрать оптимальный вариант — мощный металлический или простой деревянный.
Меры предосторожности
Помните, что качество сгибания и прочность и долговечность использования зависят в первую очередь от того, какие изначально материалы вы используете.
Обыкновенно рекомендуется использовать шарниры для приварки к дверям из металла, потому как они плотны и прочны, даже если на них оказывается серьезное давление. Их стоимость вас также удивит: от ста пятидесяти до трёхсот рублей.
Обратите внимание!
Компрессор своими руками: подбор материалов и инструментов для сборки в домашних условиях + пошаговая инструкция по изготовлению и сборке своими руками
Самоделки для гаража своими руками: варианты изделий для обустройства гаража, подробные схемы и чертежи для создания своими руками
Пресс своими руками — особенности конструкций, выбор материалов изготовления. Пошаговая инструкция по изготовлению своими руками + простые схемы и чертежи
Чтобы наглядно рассмотреть используемые детали при изготовлении станка, мы рекомендуем обратиться к видео, где мастер показывает как сделать листогиб своими руками.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру. Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность.
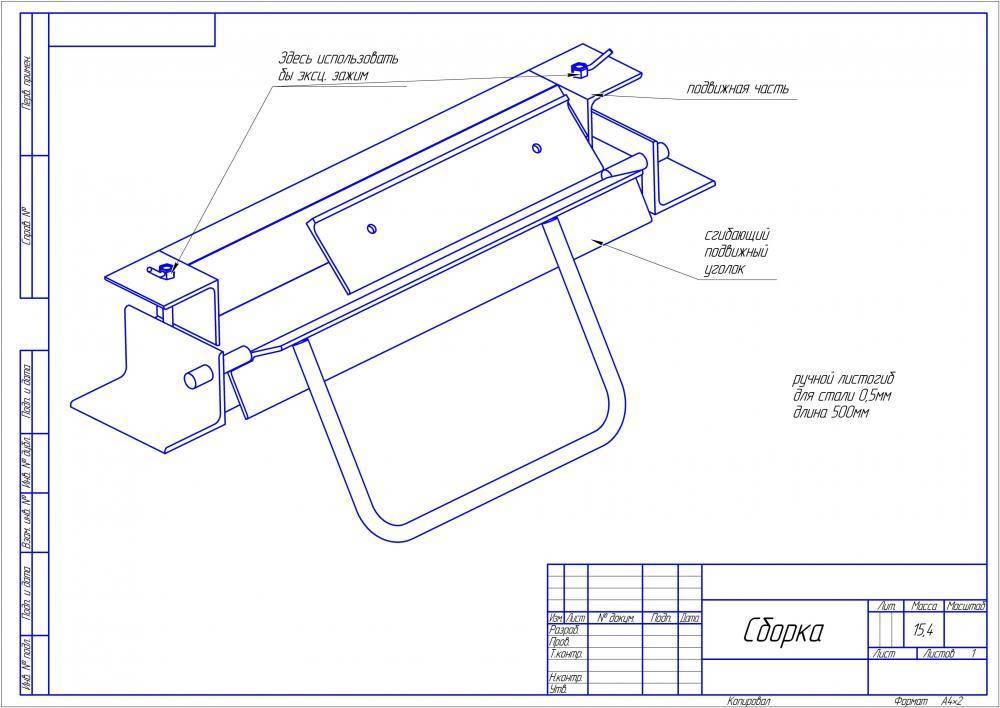


Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов
Затем нужно установить его на неподвижную и надежную станину
Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы сделать конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
В заключение
Понятно, что подобный листогиб может пригодиться в гараже не каждому. Однако, даже если использовать его всего несколько раз, изготовление такого приспособления себя точно оправдает. К тому же времени подобная самоделка много не займёт. Если полностью понять суть всей работы, то на изготовление листогиба можно потратить не более двух часов. Приплюсуем сюда дешевизну материалов, требуемых для самоделки, и получим на выходе функциональное приспособление за копейки, которое позволяет гнуть металл под различными углами.
Надеемся, что изложенная сегодня информация будет полезна не только начинающим домашним мастерам, но и тем, кто не первый год занимается подобной работой. Редакция HouseChief обязательно ответит на все ваши вопросы по теме, если таковые возникли. Просто изложите их суть в обсуждениях ниже. Там же вы можете прокомментировать прочитанное, поделиться своим мнением, насколько подобная самоделка может пригодиться в гараже или домашней мастерской.
Если статья была вам интересна, не забывайте ставить оценки прочитанному
Для нас очень важно ваше мнение
Берегите себя, своих близких и будьте здоровы!