
Принцип работы устройства
Установка плазменной резки представляет из себя своего рода гибрид электросварки и газового резака – металл плавится электричеством, а расплав выдувается потоком газа.
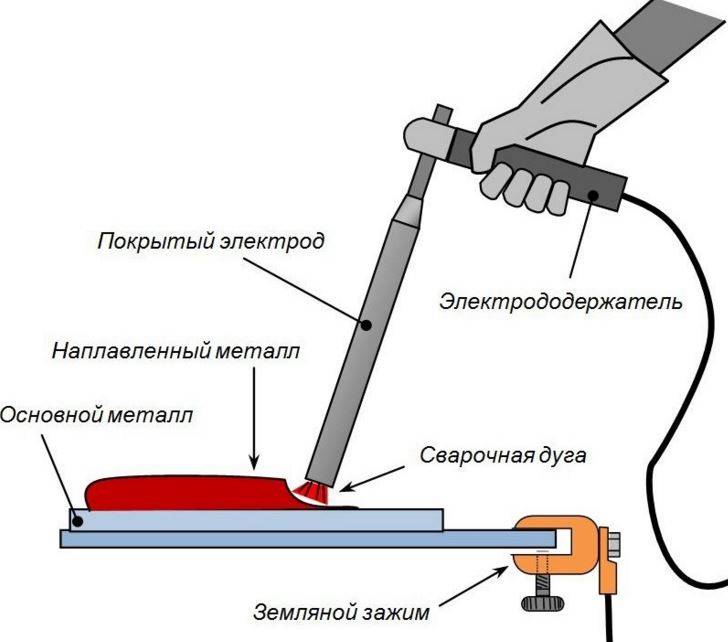
Основной частью этого аппарата является плазмотрон. Внутри него находится медный электрод со стержнем из тугоплавкого металла – бериллия, тория, циркония или гафния. На конце головки находится сопло, формирующее поток плазмы. Сопло отделено от электрода изолятором. Рез производится обратной полярностью – электрод является анодом, а сопло и разрезаемый металл катодом.
Работает установка следующим образом:
- при включении агрегата на электрод и сопло подается напряжение от сварочного трансформатора;
- при помощи осциллятора между этими элементами возникает вспомогательная электрическая дуга, ограниченная добавочным сопротивлением;
- эта дуга разогревает газ, подаваемый в плазмотрон до 8000°С, что превращает его в плазму и увеличивает давление внутри головки;
- потоком воздуха или другого газа поток плазмы выдувается из сопла;
- при выходе из него плазма сжимается в узкий пучок, скорость которого может достигать 1500м/с, а температура 30000°С;
- при соприкосновении плазмы и разрезаемой детали ток начинает идти через массу трансформатора;
- токовое реле, установленное последовательно с деталью, отключает осциллятор и вспомогательную дугу.
Толщина разрезаемого металла зависит от силы тока сварочного трансформатора.
Информация! При токе более 100А плазмотрон и подходящий к нему кабель нуждаются в охлаждении проточной водой или другой охлаждающей жидкостью.
Электроды для резки металлов: виды, достоинства и недостатки
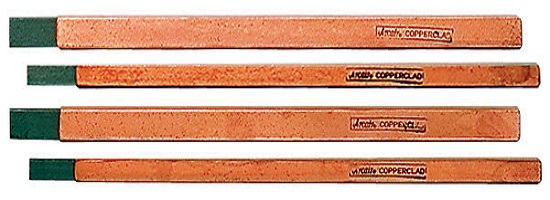
1. Металлические электроды для ручной дуговой резки металла со специальным покрытием. Данные материалы улучшают качество реза. Состав покрытия позволяет сделать комфортным рабочий процесс, а также:
- предотвратить переход дуги на боковые поверхности реза;
- обеспечить стабильность горения дуги и исключить возможность ее гашения;
- способствовать окислению металла в месте реза и создавать давление газа в месте плавления.
К сведению! Процесс резки выполняется на повышенных величинах тока, вид напряжения зависит от марки используемых электродов.
Отличия электродов для резки от обычных для сварки: высокая тепловая мощность дуги; высокая теплостойкость обмазки; интенсивная окисляемость жидкого металла.
Металлические расходники целесообразно применять для удаления дефектных швов, прихваток, заклепок, болтов, разделки трещин.
Рекомендуется выполнять прокалку сварочных материалов в течение 1 часа при температуре 170°С, если на упаковке не указано иначе Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды. Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды. Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Однако, существует несколько недостатков использования обычных прутков:
- увеличение расхода электродов и электроэнергии;
- обмазка некоторых стержней не предназначена для работы в подобных режимах, происходит плавление покрытия и его стекание в рабочую зону. Из-за этого становится затруднительным получить качественный рез.
Поэтому рекомендуется использовать специализированные электроды для резки.
Предлагаем посмотреть ролик, где известный в Ютубе сварщик дядя Гена тестирует марку Zeller 880AS:
 2. Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные расходники не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
2. Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные расходники не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
Еще одно преимущество угольных расходников – они способны разогреться до высоких температурных величинах при небольших значениях силы тока. При этом, температура плавления прутков достаточно высока и превышает 3800°С, что обеспечивает долговечность и экономичность применения данных материалов.
Угольные (графитовые) электроды используются для ручной дуговой и кислородно-дуговой резки.
Резка осуществляется на постоянном токе прямой полярности, “сверху-вниз”. Возможно применение и переменного тока.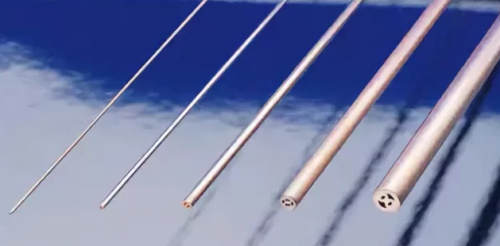 3. Трубчатые электроды предназначены для кислородно-дуговой резки. Основное отличие данных материалов – в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
3. Трубчатые электроды предназначены для кислородно-дуговой резки. Основное отличие данных материалов – в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
- дуга возбуждается между электродом и обрабатываемым изделием;
- металл плавится под воздействием электрической дуги;
- кислород, поступающий из трубки, окисляет металл по всей толщине и выдувает его.
Основной недостаток такого вида процедуры – поток кислорода отрицательно влияет на стабильность горения дуги.
4. Вольфрамовые неплавящиеся электроды используются для проведения дуговой резки в защитной среде и плазменно-дуговой резки.
Сущность первого метода заключается в том, что для резки устанавливается повышенная величина тока (примерно на 20-30% больше, чем при сварке) и металл проплавляется по всей толщине.
Плазменно-дуговая резка подразумевает возбуждение дуги между обрабатываемым металлом и вольфрамовым электродом.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.
 Преимущества резки:
Преимущества резки:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
Недостатки резки:
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
Виды сварочных агрегатов от Ресанта
Сборку агрегатов Ресанта производит в Латвии. Назначение у этих аппаратов различное:
- бытовые приборы для загородных участков и домашнего использования, работающие от обычной сети 220 В. Подходят для пользователей, совсем не имеющих опыта обращения со сваркой. Имеют плавную регулировку дуги и диапазон тока в пределах 200 А;
- профессиональные модели дают более качественный шов и могут использоваться в сервисах и организациях, занимающихся ремонтом и обслуживанием. Диапазон тока – до 300 А;
- промышленные агрегаты используются на производстве, дают высочайшее качество швов. Имеют диапазон тока до 500 А.
Инверторы от Ресанты представлены такими линейками: ПН (пониженное напряжение) и ПРОФ (имеющие больший временной интервал использования).
 В дополнение к сварочным аппаратам, Ресанта предлагает внушительный выбор стабилизаторов, датчиков и измерительных приборов
В дополнение к сварочным аппаратам, Ресанта предлагает внушительный выбор стабилизаторов, датчиков и измерительных приборов
пошаговая инструкция. Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Любому человеку достаточно узнать, как , и как варить инвертором, чтобы никогда не иметь проблем в быту, связанных с необходимостью качественного соединения различных изделий из стали и металла.
1 Коротко об устройстве сварочного инвертора и его ключевых достоинствах
Инверторное оборудование завоевало настоящую любовь у домашних умельцев благодаря тому, что оно позволяет каждому выполнять сварочные работы своими собственными руками. Стандартный инвертор для сварки конструктивно включает в себя:
- электронный преобразователь частоты;
- систему управления;
- сетевой выпрямитель и фильтр;
- силовой выпрямитель;
- высокочастотный трансформатор.
Современное устройство такого оборудования обеспечивает отличный сварной шов, добиться которого несложно любому человеку. При этом инвертор представляет собой весьма компактный агрегат. Он не занимает много места. Да и вес оборудования находится в пределах 5–15 килограммов, что дает возможность использовать его в качестве мобильного сварочного устройства.









Достаточно научиться правильно пользоваться инвертором, и он станет вашим надежным помощником в домашних делах. Инструкция к инверторному оборудованию того или иного производителя обычно подробно описывает, как следует производить подключение сварочного инвертора, какие электроды выбирать для соединения изделий из легированных, углеродистых, и из разных металлов.

Правда, бывает, что инструкция к аппарату не прилагается. Или же она имеется, но на иностранном языке. Понятно, что необходимо четко понять, как правильно варить такой “беспаспортной” установкой, иначе выполнение работ сварочным инвертором вместо удовлетворения от проделанных мероприятий принесет его владельцу одни неприятности. Об общих правилах использования сварочного инверторного оборудования мы и поговорим ниже.
2 Подготовка инвертора к работе
Перед тем, как приступить к сварке, нужно подготовить маску, защитную обувь и одежду. Без этого инвентаря варить сварочным агрегатом категорически запрещается. Также потребуется выбрать конкретные марки электродов для соединения деталей и конструкций, изготовленных из того или иного металла (о правилах выбора сварочных стержней мы расскажем далее). Не помешает и щетка со стальными щетинками, с помощью которой можно будет зачищать поверхности под сварку.

После этого необходимо выполнить правильное подключение сварочного аппарата. Так как описываемое оборудование имеет немалую мощность, следует заранее проанализировать возможности электросети, от которой будет запитываться инвертор. Все модели сварочных инверторов, предназначенных для бытовой эксплуатации, подключаются к 220-вольтной сети. В этом плане у вас проблем возникнуть не должно.
Важно лишь установить автоматический выключатель с требуемыми характеристиками, чтобы не беспокоиться о коротком замыкании и прочих неприятностях с электрической сетью. Далее понадобится подготовить площадку, на которой будут выполняться сварочные работы. Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика
Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений
Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика. Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений.

Удостоверившись в безопасности рабочего места, надеваем спецодежду и защитные приспособления, а затем:
- подсоединяем провода и кабели к инвертору;
- в держак вставляем сварочный стержень;
- к свариваемому изделию подключаем клемму массы.
Теперь с помощью аппарата можно варить разнообразные изделия.
3 Ключевые особенности применения инвертора
Для использования сварочного агрегата по назначению для начала нужно выполнить розжиг электрической дуги. Для этого подносим конец электрода под некоторым углом к стальной (металлической) поверхности и выполняем чиркающее легкое движение по ней. При удачном поджиге стержня появится небольшая вспышка, металл начнет плавиться. Вы можете начинать сварку.
Варить металл необходимо таким образом, чтобы во время процесса стержень находился от свариваемой поверхности на дистанции, примерно равной сечению выбранного электрода. Как правило, углеродистые стали и многие дру
Как варить сварочным аппаратом правильно – с чего начать? + Видео
Если вы решили освоить электродуговое сшивание металлических листов или более крупных деталей, то вряд ли вы обойдетесь одной статьей. Но начать следует с основ, для старта хотя бы узнать про технику безопасности и как подключить сварочный аппарат. Поэтому сейчас мы постараемся дать верное направление для начала вашего самообразования.
1 Как подойти к обучению сварке?
Начинают такие руководства, как правило, с техники безопасности. Казалось бы, прописные истины, но практика показывает, что все равно находится очень много тех, кто не верит в серьезность травм, получаемых во время работы. Итак, работать придется с током и искрами, а значит, одежда должна просторной, максимально закрывать вашу кожу, быть плотной и из негорючего материала. Руки не являются исключением, подберите удобные рукавицы или перчатки.

Рекомендуем ознакомиться
Особое внимание нужно уделить выбору маски, стремитесь, чтобы она была довольно широкая, а окошко для глаз было затемнено, тогда излучение от дуги не будет оказывать раздражающее действие на сетчатку. Материал следует искать термоустойчивый, а также ему не должны быть страшны осколки или брызги раскаленного металла
Для своего “подвига” выбирайте хорошо проветриваемое просторное помещение, корпус вашего агрегата должен быть обеспечен пространством для эффективного отвода тепла.

Так как работать любым сварочным аппаратом на первых порах очень непросто, исключите любую возможность возгорания чего бы то ни было. А значит, уберите все, кроме обрабатываемого металла, источника тока и самого агрегата. Искры полетят во все стороны, поэтому приготовьтесь, что будет ярко и зрелищно. Но ни в коем случае не пугайтесь, каждое ваше рефлекторное подергивание будет портить шов, а еще хуже, повредит обрабатываемый металл. Поэтому попробуйте варить вначале ненужные листы материала.
2 Инструкция по запуску сварочной аппаратуры
Теперь приступим к главному вопросу – как же правильно варить металл сварочным аппаратом? Для домашнего использования вполне достаточно агрегата с силой тока порядка 160 А. Основное условие успешного мероприятия заключается в возникновении дуги, произойдет это или нет, зависит только от нас. Итак, от трансформатора идут два провода, один из них мы фиксируем на детали, а другой на сварочном электроде, вернее на держателе. Потом включаем аппарат и подносим кончик электрода к металлической детали, вот тут и появятся первые искры. Это означает, что дуга есть.
Все это вы можете найти в инструкции к сварочному аппарату, там же есть и подробная схема подключения клемм. Дальше же все зависит от вас, потому что под действием дуги электрод плавится и заполняет шов на металлической заготовке, а вот насколько это произойдет качественно, контролируете вы
Причем не только сам процесс сварки важно провести уверенно и аккуратно, но и правильно подобрать электроды. Об этом материала хватит на отдельную статью, поэтому мы воздержимся от подробностей тут

3 Особенности сварочного процесса
Что же мы можем сказать непосредственно про то, как варить правильно? Тут нюансов бесчисленное множество, это лучше всего осваивать с помощью видеоуроков. Начинать стоит с регулировки силы тока, именно этот параметр влияет на качество и равномерность дуги, а самое главное в этом деле – не потерять ее. Если она будет постоянно затухать, то шов получится очень рыхлый и неравномерный. Слишком же большая сила тока приведет к порче заготовки и разбрызгиванию металла.
Еще в работе со сварочным аппаратом важно правильно взять электрод и держать его на протяжении формирования всего шва. Как правило, наклон его должен составлять около 75 градусов
Важно понимать, что и швов существует множество, для каждой ситуации будет своя инструкция, и чтобы научиться варить правильно, придется потратить очень много времени. Это действительно та область, где придется пробираться к мастерству методом проб и ошибок. В чем мы вам желаем удачи и приглашаем продолжить знакомство в следующих статьях.










Виды и технология сварочной резки металла
Прежде чем приступить к работе, необходимо в обязательном порядке проверить, исправны ли шнуры оборудования. Рекомендация опытных сварщиков заключается в том, чтобы обернуть кабель держака вокруг предплечья и в процессе работы прижимать руку к телу, удерживая тем самым шнур. Это позволяет в большей степени расслабить кисть, уменьшая усталость при работе.
Чтобы активировать электрическую дугу, необходимо либо постучать, либо чиркнуть электродом о поверхность металла. Описание может показаться несколько сложным, однако в действительности научиться быстро зажигать и удерживать дугу можно уже со второго-третьего раза.
Резка намного проще, чем сварка металлов, поскольку к качеству работы не предъявляются повышенные требования. Резание наилучшим образом подходит для того, чтобы освоить азы использования инвертора. Попрактиковавшись, можно добиться плавных и ровных краев разрезаемых заготовок.
На устанавливаемый на инверторе ток влияют размер электродов, толщина стали и вид разреза.
Существует три вида реза:
- Разделительная резка. Этот вариант требует установки листа таким образом, чтобы из места реза беспрепятственно вытекал расплавленный металл. Заготовка разрезается сверху вниз. Если металл расположен горизонтально, то движение лучше начинать от кромки листа. Для больших по размеру заготовок допустимо начинать рез с середины, сделав в листе отверстие. Для этого подходит электрод с диаметром, превышающим толщину обрабатываемого металла. Электрод необходимо разместить перпендикулярно плоскости листа и перемещать его вдоль линии будущего разреза.
- Поверхностная резка. Используется не столь часто, подходит для устранения дефектов и выполнения канавок на поверхности заготовки. Электрод располагается под углом 5–10 ° к обрабатываемой поверхности. Он перемещается, частично погружаясь в полость, образующуюся при резке. Для увеличения ширины канавки перемещение электрода необходимо сопровождать поперечными колебательными движениями нужной амплитуды.
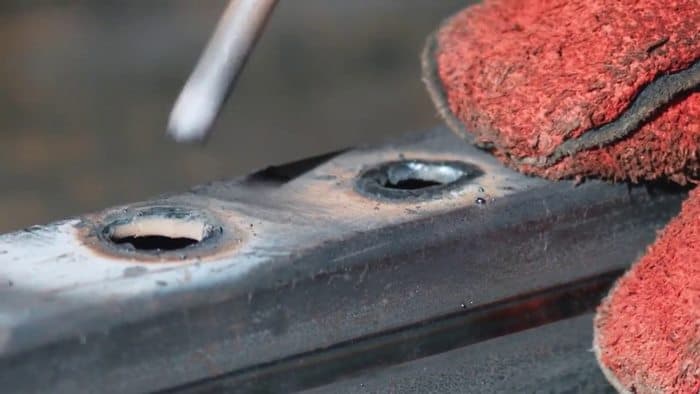
- Резка отверстий. Первоначально необходимо сделать небольшое отверстие в заготовке, которое затем увеличить до требуемого размера. Электрод при этом располагается перпендикулярно поверхности металла, отклонения могут быть минимальными.
При резке металла сварочным инвертором важно учитывать следующее:
- в отличие от плазменной резки, получить ровную линию реза не удастся, поэтому область применения технологии ограничена;
- резка тонких листов требует использования тока большей мощности;
- специальные электроды для резки металла могут быть заменены обычными, в том числе старыми, непригодными для сварочных работ.
Резать металл можно также воздушно- и кислородно-дуговым способами. Обе технологии практически идентичны, за исключением того, что в процессе воздушной резки материал изначально плавится за счет тепла дуги, а потом выдувается сжатым воздуха. При кислородной резке воздух заменен потоком кислорода.
Таким способом обрабатывают детали из нержавеющей стали с толщиной листа не более 20 мм. Кроме того, технология позволяет удалять дефектные части заготовок.
Для резки требуется постоянный ток и графитовые электроды. Подходят также трубчатые электроды. В случае использования последних подача кислорода осуществляется через сквозное отверстие в сварочном стержне. Несмотря на эффективность, сам способ достаточно трудоемок. Подача сжатого воздуха или кислорода к месту разреза намного проще.

Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки
Иначе будет прожег
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Использование в работе
 Одним из несомненных преимуществ сварочных инверторов САИ 160 является простота работы с ними. Не требуется предварительная подготовка и обучение сварке, разобраться со всеми особенностями использования данного аппарата можно буквально за 5−10 минут. Имеется возможность выполнения ручной или полностью автоматической сварки.
Одним из несомненных преимуществ сварочных инверторов САИ 160 является простота работы с ними. Не требуется предварительная подготовка и обучение сварке, разобраться со всеми особенностями использования данного аппарата можно буквально за 5−10 минут. Имеется возможность выполнения ручной или полностью автоматической сварки.
На передней панели можно найти регулятор силы электротока, который следует выставлять в зависимости от толщины применяемых для сварки электродов и показателей тугоплавкости рабочих металлов.
Наличие большого диапазона регулировки рабочих параметров позволяет не только улучшить качество сварки, но и дает возможность работы со сварочным инвертором людям, которые ранее никогда не занимались такими работами.










Инвертор оснащен соответствующей защитой от перегрева, что позволяет предотвратить выход из строя аппарата по причине перенапряжения и перегрева. Автоматика постоянно следит за температурой агрегата и при достижении пиковых величин самостоятельно отключает инвертор вплоть до полного остывания устройства. То же самое происходит и при повышении или понижении напряжения в сети, когда встроенное реле отключает инвертор до восстановления необходимых характеристик электротока в питающей сети.
Несомненным преимуществом использования инверторной технологии сварочных аппаратов является значительное уменьшение габаритов такого оборудования, а также улучшение качества сварки. Последнее достигается за счет стабилизации напряжения на выходе, соответственно сварочная дуга будет иметь необходимые показатели мощности, что исключает наличие недоваренных участков металла, где качество соединения может оставлять желать лучшего.
Как и у большинства бытовых моделей сварочных инверторов, автоматика и силовая часть Ресанта САИ 160 крайне критична к температуре и показателям влажности окружающего воздуха. Все работы можно проводить в помещении или на открытом воздухе при температуре от +10 до +40 градусов. Более подробно познакомиться с требованиями по эксплуатации данного агрегата можно их инструкции к этой модели инвертора.
https://youtube.com/watch?v=EW80KoRU330
Для упрощения работы на передней панели аппарата находятся соответствующие клеммы для подключения силовых проводов и сварочного кабеля. Такие клеммы и фиксаторы обеспечивают качественное крепление проводов и кабелей, что гарантирует полную безопасность использования аппарата.
 Необходимо еще до включения аппарата выставить минимальное значение сварочного тока, после чего сетевой выключатель переводят в положении Включено, автоматика зажжет дугу, лишь после этого на аппарате выставляют требуемую величину сварочного тока.
Необходимо еще до включения аппарата выставить минимальное значение сварочного тока, после чего сетевой выключатель переводят в положении Включено, автоматика зажжет дугу, лишь после этого на аппарате выставляют требуемую величину сварочного тока.
Выключение аппарата выполняется в обратной последовательности, то есть регулятор тока устанавливают на минимальное значение, после чего сетевой выключатель переводят в режим Выключено.
Важно. Придерживаясь такого алгоритма выключения и включения оборудования, вы сможете обеспечить беспроблемность и долговечность его использования
Сварочный аппарат инверторный Ресанта САИ 160 — это недорогая модель начального уровня, которая станет отличным выбором для дачников и обычных домовладельцев. Использование техники не представляет особой сложности, поэтому каждый, даже не имея опыта сварочных работ, сможет с легкостью использовать такое оборудование, обеспечивая качественное соединение металлических деталей. Этот аппарат отличается надежностью, простотой в использовании и предлагается по доступным ценам.





