
Изготовление горна
Это оборудование можно купить или сделать самостоятельно. Это специальная печь, позволяющая достигать высоких температур. Посмотрим, можно ли ее сделать дома.
Инструкция по изготовлению простого горна
- Купите шамотный кирпич, он устойчив к нагреву до 2500 градусов.
- Внутри трубы – цилиндр диаметром около 10 см.
- Снаружи кирпичная облицовка.
- Для укрепления используйте стальные уголки.
- Сверху цилиндра, посередине горна установите чугунный колосник.
- К трубе снизу прикрепите вентилятор и заглушку, чтобы очищать золу.
- Оборудуйте систему вентилями, чтобы можно было при необходимости прочистить ее.
- Поставьте новое оборудование на ножки по росту мастера.
Как изготовить камеру для закаливания металла?
Самодельная муфельная печь сегодня просто необходима в домашнем хозяйстве. Она позволяет без лишних действий подвергнуть изделие термообработке.
Чтобы изготовить печь своими руками, понадобится огнеупорная глина, которую используют для покрытия котлов. Из этого материала создают камеру толщиной не более 1 см.
А ее размеры должны вписываться в следующие параметры длины, высоты и ширины – 210*105*75 мм.
Вылепляя муфельную печь своими руками, надо иметь заранее сделанную из картона форму. Ее лучше пропитать парафином, чтобы она не прилипала.
Глина намазывается на форму с изнаночной стороны, потому что так она не даст во время сушки сильной усадки. Когда глина затвердеет, то самостоятельно отойдет от граней формы.
ВАЖНО ЗНАТЬ: Разновидности станков для гибки проволоки
Эта же огнеупорная глина послужит материалом для изготовления дверки печи. Затем самодельная муфельная печь в виде двух деталей должна просохнуть на открытом воздухе.
Затем ее до конца просушивают в печи при стоградусной температуре.
Видео:
Потом дверку и камеру обжигают, мало-помалу увеличивая температуру до 900 градусов. Затем эти детали должны постепенно остынуть в самой печи.
Потом дверцу присоединяют к печи, осторожно действуя напильником и шлифуя поверхность шкуркой. На камеру нужно намотать 18 метров нихромовой проволоки
Ее толщина должна быть 0,75 мм. Первый и последний витки скручивают
На камеру нужно намотать 18 метров нихромовой проволоки. Ее толщина должна быть 0,75 мм. Первый и последний витки скручивают.
Чтобы не было риска возникновения замыкания, расстояния между витками проволоки намазывают глиной. На подсохший слой глины намазывается еще один слой толщиной около 12 см.
Чтобы корпус собирался легко, его целесообразнее сделать с двумя съемными крышками, которые фиксируются винтами.
К крышке впереди на петлю прикрепляют дверцу, она должна открываться по горизонтали. На данную дверку посредством болтов и прокладок необходимо установить деталь из керамики.
Оставшиеся зазоры снова залепляют глиной, а края проволоки убирают на заднюю крышку каркаса.
Затем готовится разъем и стандартный шнур с вилкой. Все отверстия между элементами для нагревания и каркасом нужно заполнить крошкой асбеста.
Чтобы установить термопару и иметь возможность следить за процессом нагревания, в камере желательно сделать две дырочки.
Первую – диаметром 1 см, вторую – 2 см. К этим отверстиям нужно прикрепить закрывающиеся металлические шторки.
Самодельная конструкция печи весит 10 кг и может в течение часа раскаляться до 950 градусов.
Ее наличие облегчает процесс закалки сверла, напильника, матрицы и многих других изделий из металла. Как самодельная печка закаливает металлическое оборудование, показано на видео.
Видео:
Хотя муфельное оборудование, закаляющее металл, не единственный вариант. Термообработку может выполнить камерное и пламенное оборудование, электропечь, термопечь, а также печи-ванны.
Во всяком случае, сделать прибор для закалки самостоятельно выгоднее, чем покупать его. Например, средняя цена муфельной печи – 40 тысяч.
Электропечь используется для закалки металла при температуре около 1300 градусов и стоит электропечь гораздо дороже.
Еще немного истории
Некоторые кузнецы использовали для этих целей мочу барана, собранную в течение трех дней. А другие применяли для такого процесса мочу мальчика, и он должен был быть непременно рыжим. Вот на какие хитрости шли мастера прошлого. Кстати, применение мочи, можно частично оправдать, так как присутствие в ней солей, сопутствовало быстрому забору тепла у раскаленного металла.





![Закалка металла [в домашних условиях своими руками]](https://snabkz.ru/wp-content/uploads/0/4/c/04c57da3343739b2401356fc3a741f32.jpeg)




Были даже довольно варварские методы закалки, раскаленный клинок вонзали между ребер раба, и считалось, что его сила переходила в металлическую заготовку. Хорошо, что те времена миновали. Но люди постепенно замечали, что если после нагревания металла, его поместить в соленую среду, качество и характеристики его улучшались.
Шло время, и было проделано тысячи способов до достижения положительного результата. Молодой ученый металлург Д. К. Чернов, работавший над этой проблемой в 1866 году, достиг немалых успехов в определении для каждого металла определенных значений.
Завод, на котором проводил испытания господин Дмитрий Константинович Чернов, полностью избавился от брака и этого человека можно назвать прародителем современной металлургии. Сегодня любой студент, имея багаж знаний, накопленный веками, может справиться с закалкой стали.
Закалка стали — как правильно закалить металл в домашних условиях
Как закалить металл в домашних условиях? Закалка — это вид термической обработки железоуглеродистых сплавов. Эти сплавы формально называют сталью. Как правило, процесс термической обработки стали осуществляется путем нагревания, быстрого охлаждения и повторного нагрева выбранного материала.
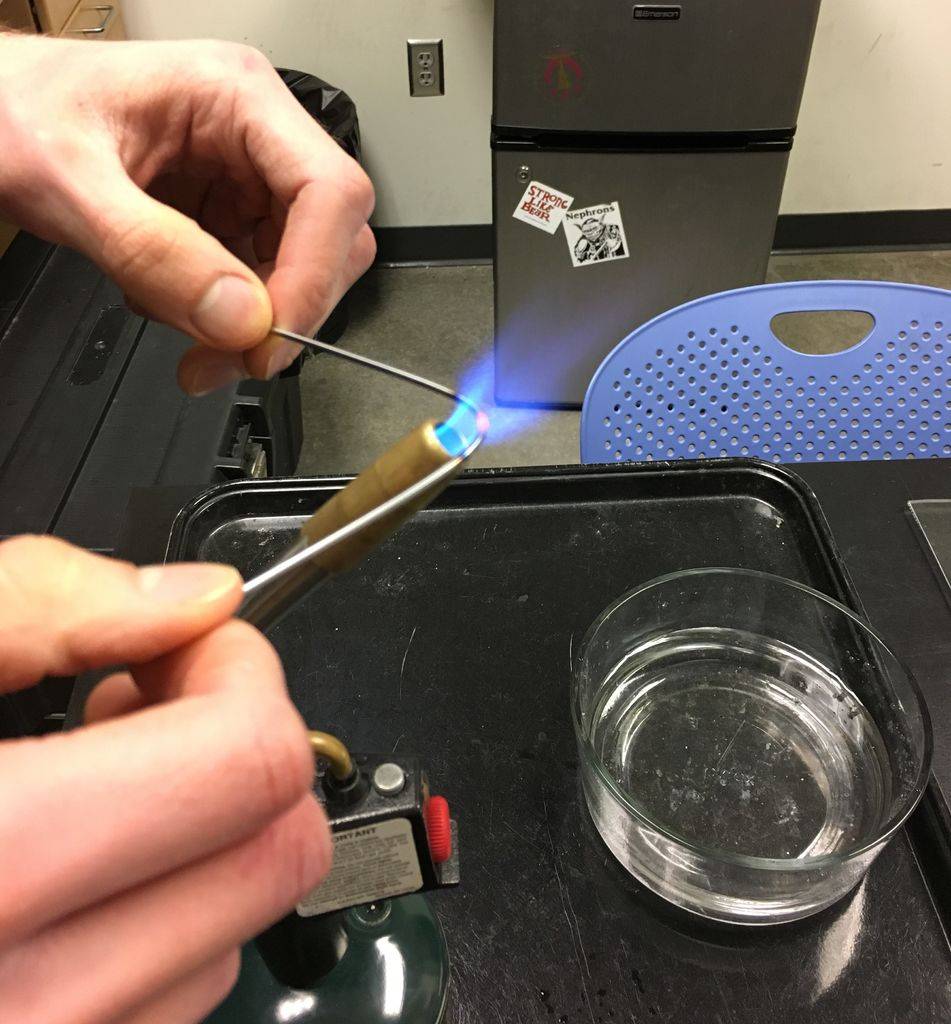

Когда сталь быстро охлаждается, атомы «замораживаются» в нестабильном положении. Сталь очень твердая, но очень хрупкая. При отпуске стали атомам разрешается перестраиваться в более устойчивое положение. Твердость стали приносится в жертву пластичности (способность материалов к растяжению или деформации). Конечным результатом является материал с повышенной прочностью и ударной вязкостью.
Эти свойства позволяют материалу изгибаться перед разрушением и не ломаться, что может быть полезным во многих структурных применениях. Выполненные этапы представляют собой общую схему, демонстрирующую, как некоторые механические свойства стали повышаются при отпуске. Различные составы и другие сплавы стали могут требовать различного времени нагрева и температуры, а также разных закалочных сред в зависимости от использования материала. В нашем общем случае потребуется 10-15 минут.
Если ваши шаги отличаются от того, что приведено в общей процедуре, то, возможно, потребуется предпринять дополнительные меры для обеспечения надлежащей безопасности. Огонь будет исходить от паяльной лампы, поэтому будьте предельно осторожны при нагревании стали. Наконец, рекомендуется всегда надевать защитные перчатки, особенно для более сложных процедур.
Вещи, которые вам понадобятся:
- Паяльная лампа
- Два стальных стержня марки 1040 по 15 см
- Огнетушитель
- Защитные очки и перчатки
- Холодная водопроводная вода в большом ведре
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
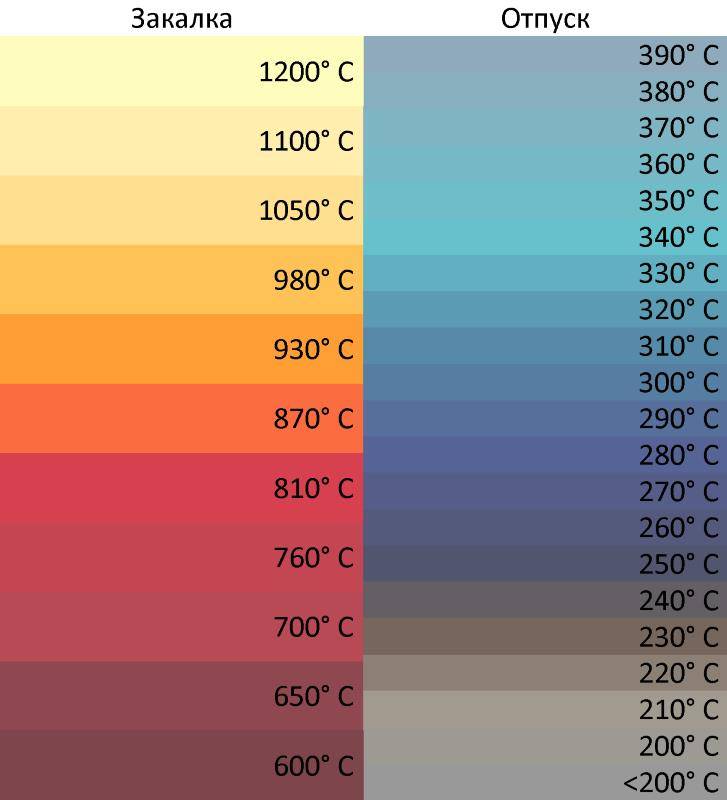
Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
Временя нагрева и выдержки в зависимости от закалочной среды и габаритов заготовки Наибольший габаритный размер детали, мм
| Закалка в пламенной печи | Закалка в электропечи | |||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
https://youtube.com/watch?v=AcSiORVnlHo
Закалка стали в условиях дома или дачи
Иногда случается такое, что необходима термообработка металла дома или на даче. Это происходит, если купленный инструмент оказался недокаленным или вообще незакалённым. Часто возникает необходимость закалить ножик, топор или сверло. Конечно, хорошую закалку можно провести только в условиях производства, но мужчины-умельцы отлично умеют это делать и на обыкновенном костре. Последовательность домашней закалки:
- готовим две ёмкости. В одну наливаем минеральное масло, в другую — воду;
- также нужно подготовить инструмент, при помощи которого будем класть закаливаемый металл в костёр и вынимать из него. Для этой процедуры подойдут клещи;
- далее разводим костёр и ждём когда образуются угли. На них и кладём металлический предмет, который нужно закалить;
- следим за цветом углей и окраской пламени. Раскалённые угли имеют белый цвет. А пламя не должно быть белым. Малиновый цвет пламени — оптимальный для процесса закалки в домашних условиях. Белое пламя говорит о слишком высокой температуре внутри костра, и деталь наша может просто сгореть;
- также необходимо следить, чтобы на металлическом изделии не появлялись чёрные или синие пятна, которые говорят о деформации металла в результате чрезмерного размягчения. А если металл стал белым, то такую деталь можно смело выкидывать.
- как только металлический предмет нагреется до нужной нам температуры, вытаскиваем его и опускаем сначала в масло. Делаем это трижды, первый раз на три секунды. Каждый раз время увеличиваем на столько же. Опускаем и вынимаем резко;
- далее опускаем металлический инструмент в ёмкость с водой и оставляем там до тех пор, пока он полностью не остынет.
Детали или предметы, имеющие вытянутую форму в воду помещаем вертикально. Для оценки температуры закалки в костре используем таблицу цветов. Вместо костра можно использовать любую печку.
Процесс закалки стали в домашних условиях
Самым простым способом закалки заготовки считается открытый огонь. Подобным методом пользовались ещё наши предки более 100 лет назад. Процесс обработки производится «на глаз».

Для рабочего процесса понадобятся следующие материалы и инструменты. К ним относятся:
- Огонь;
- Большая емкость с маслом;
- Ведро холодной воды;
- Металлические клещи с длинными рукоятками. Они помогут аккуратно доставать и опускать железо для дальнейшего накаливания.

Первым делом необходимо добиться нужной температуры. В печь отправляем горючий материал в виде дров и угля. Пламя начинает менять свой оттенок от ярко-оранжевого до малинового.
В это время в огонь добавляют дров и горючего материала. Когда языки пламени изменятся свою окраску на белый цвет, можно, переходить к закалке металлического изделия.











Закалка ножа маслом помогает добавить пластичности и прочности. После первого погружения подобные манипуляции проводят течение ещё 5 раз. Далее отправляет металлический клинок обратно в нагревательную печь
 .
.
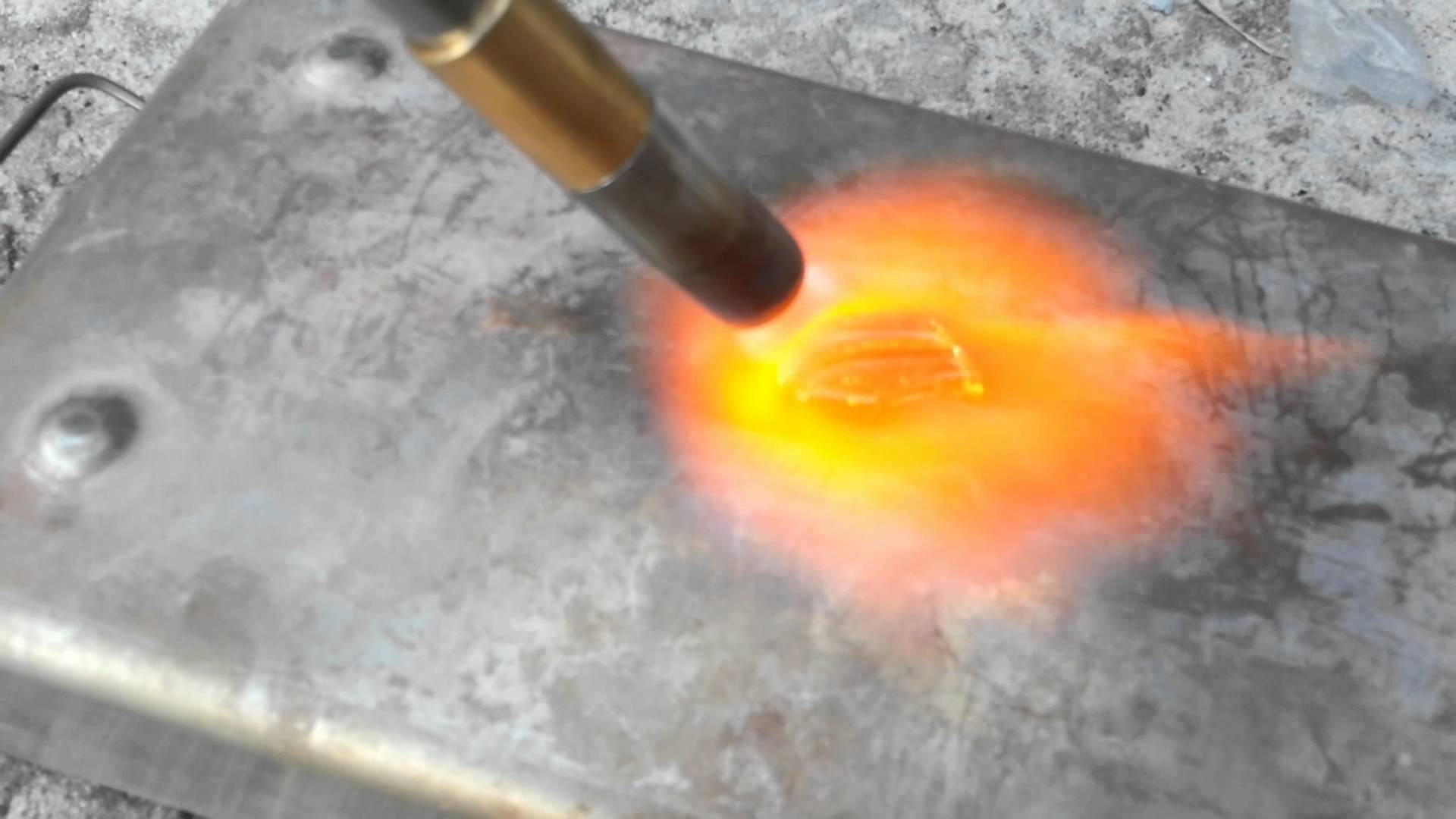
Следующим шагом будет закалка холодной водой. Данная процедура является окончательной. Она добавляет прочности металлическому изделию. Раскаленную заготовку отправляют на 20 минут в ледяную воду. Фото закалки ножа представлена данная манипуляция.

Представляем вашему вниманию подробное видео закалки ножа. Здесь представлена вся очередной действий и манипуляции с углеродистой сталью.

Повышение твердости на открытом огне
В быту зачастую закалку проводят на открытом огне. Этот метод подходит исключительно для разового проведения процесса повышения твердости поверхности.
Всю работу можно разделить на несколько этапов:
- для начала следует провести разведение костра;
- на момент разведения костра подготавливаются две большие тары, которые будут соответствовать размеру детали;
- для того чтобы костер давал больше жара нужно обеспечить большое количество углей. они дают много жара на протяжении длительного времени;
- в одной емкости должна содержаться вода, в другой – моторное масло;
- следует использовать специальные инструменты, при помощи которых будет удерживаться обрабатываемая раскаленная деталь. на видео часто можно встретить кузнечные клещи, которые наиболее эффективны;
- после подготовки необходимых инструментов следует положить предмет в самый центр пламени. при этом можно деталь зарыть в самую глубь углей, что обеспечит нагрев металла до плавкого состояния;
- угольки, которые имеют ярко белый цвет – раскалены больше других. за процессом плавки металла нужно следить пристально. пламя должно быть малиновым, но не белым. если огонь белый, то есть вероятность перегрева металла. в этом случае эксплуатационные качества значительно ухудшаются, а срок службы уменьшается;
- правильный цвет, равномерный по всей поверхности, определяет равномерность нагрева металла;
- если происходит потемнение до синего цвета, то это говорит о сильном размягчении металла, то есть он становится излишне пластичным. этого нельзя допускать, так как значительно нарушается структура;
- при полном разогреве металла его следует убрать с очага высокой температуры;
- после этого следует раскаленный металл поместить в тару с маслом с частотой 3 секунды;
- завершающим этапом можно назвать погружение детали в воду. При этом периодически проводится взбалтывание воды. Это связано с тем, что вода быстро нагревается вокруг изделия.
При выполнении работы следует уделять внимание осторожности, так как раскаленное масло может нанести вред коже. На видео можно обратить внимание на то, какого цвета должна быть поверхность при достижении нужной степени пластичности. Но для закалки цветных металлов зачастую нужно оказывать воздействие температуры в промежутке ль 700 до 900 градусов Цельсия
На открытом огне провести нагрев цветных сплавов практически не возможно, так как достигнуть подобной температуры без специального оборудования нельзя. Примером можно назвать использование электропечи, которая способна нагревать поверхность до 800 градусов Цельсия
Но для закалки цветных металлов зачастую нужно оказывать воздействие температуры в промежутке ль 700 до 900 градусов Цельсия. На открытом огне провести нагрев цветных сплавов практически не возможно, так как достигнуть подобной температуры без специального оборудования нельзя. Примером можно назвать использование электропечи, которая способна нагревать поверхность до 800 градусов Цельсия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен. В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Читать также: Как правильно варить электродом электросваркой
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Видео:










Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Рекомендации для обливания
Для правильного выполнения процедур по закаливанию с помощью обливания, воспользуйтесь несколькими советами:
- Купите ведро или большой таз. Желательно выбирать пластмассовую емкость, которую легко поднять.
- Новичку будет легче начинать обливание, если умывать лицо, шею, руки, постепенно понижая температуру.
- Перед стартом разогрейте тщательно тело. Это может быть бег, зарядка, разогревочный сет.
- В первую неделю облейте ноги, во вторую – захватите колени, затем облейте бедра и спину. Через месяц подготовительных действий пробуйте обливание с головой.
Закаливание в виде водных процедур помогает избавиться от женских заболеваний, а мужчине приобрести необыкновенную бодрость и энергию.
Что нужно знать для проведения процедуры закаливания нержавейки в домашних условиях?
Перед проведением данной операции дома следует узнать некоторые правила:
Если металл имеет повышенную твердость, то его нужно максимально сильно накалить
Лучше всего дождаться, пока изделие не станет малинового цвета
Если в составе стали отмечено большое количество углерода, то нужно отнестись с осторожностью к процессу остывания. Если изделие требует закалки по всей поверхности, то следует равномерно нагревать его с каждой стороны
Не стоит допускать перегрева нержавейки. На поверхности в результате накаливания не должны проявляться пятна. Перед началом работы необходимо подготовить специальные щипцы
Потребуется емкость для охлаждения металла.





