Разводка зубьев
Удаление стружки с зоны резания проводится за счет определенной разводки режуще кромки. Как ранее было отмечено, по этому критерию выделяют несколько вариантов исполнения:
- Разводка по каждому.
- Разводка через один или два зуба.
При этом уделяется внимание и направлению зубьев. С учетом этого параметра проводится установка пластины

Сегодня на производстве ножовочного полотна специализируются многие производители инструментов. При этом отечественная продукция обходится намного дешевле, зарубежная стоит дороже, но при этом обладает более высокими эксплуатационными характеристиками. Для длительной работы требуется несколько изделий, так как они могут изнашиваться с высокой скоростью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
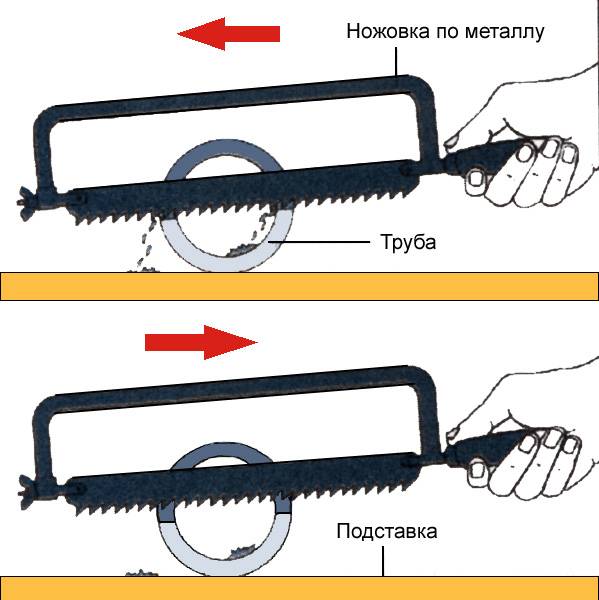
Полотно в ножовки по металлу вставляется зубом вперед (ну и, конечно вниз), чтобы рабочее движение при котором и осуществляется пиление было “вперед”.
Отверстия полотна или одеваются на специальные выступы на раме ножовки, либо (как выполнено в советских еще моделях – такой способ мне нравится больше, у него выше жесткость) вставляется в прорезь, в которой фиксируется шплинтами, в моей ножовку они давно утеряны – я использую обрезки гвоздей.
после этого винтом полотно натягивается. Лично я обычно кручу винт (“сколько крутится” – до упора. порвать полотно ни разу не выходило, а при слабой натяжке работать не удобно – пилка “гуляет”)
Чтоб раз и навсегда запомнить как правильно вставлять полотно в ножовку по металлу, нужно понять принцип работы самого полотна и его способ резки.
Так вот полотно скребёт своими зубьями металл, каждый маленький зубчик соскребает чуть, чуть металла, а так как их несколько десятков, то с каждым проводом полотна идут ощутимое углубление, что и называют резом.
Так вот полотно по металлу имеет направление зубьев в одну сторону, это сделано для того, чтоб зубчикам легче было скрести металл.
В силу таких особенностей полотно устанавливается исключительно зубьями от себя, так как при резке усилие работника прикладывается когда ножовка направляется в направлении от себя, а когда возвращается, усилие снимается.
То есть принцип напильника, поэтому зубья устанавливаются от себя, от рукоятки ножовки.
Теперь по поводу натяжки, полотно должно быть натянуто очень сильно, но затягивать регулировочный барашек нужно рукой, если использовать рычаг или ключ, но можно полотно просто разорвать, и конечно нужно следить, чтоб само полотно стояло идеально ровно, без прокрутов и перегибов, если вдруг ножовка уже бывалая и полотно становится в ней неровно, нужно либо устранить этот дефект, либо добиться максимального ровного полотна в ножовке – иначе, вы просто будите выламывать зубья, а полотно будет греться и застревать в резе!
Источник [ править | править код ]
- ГОСТ 17270-71 — Рамки ножовочные ручные. Технические условия.
- ГОСТ 6645-86 — Полотна ножовочные для металла. Технические условия.( ГОСТ устарел)
| Ножовка по металлу на Викискладе |
ГОСТ Р 53411-2009 Полотна ножовочные для металла. Технические условия
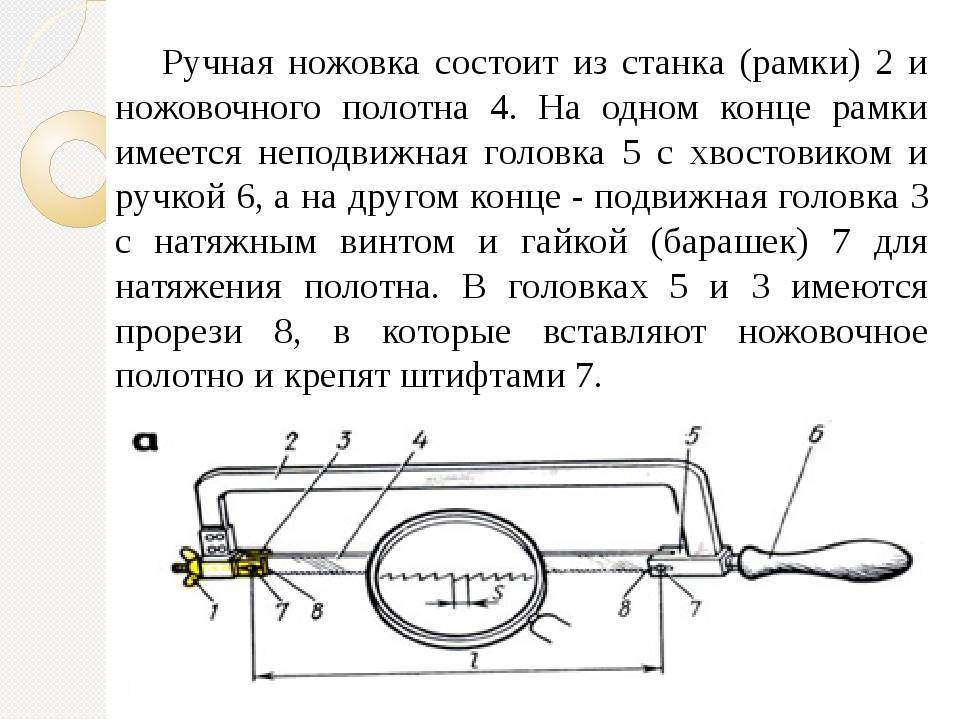
Каждый домашний мастер, которому приходится регулярно выполнять работы по дому, обязательно должен иметь в своем арсенале такой полезный инструмент, как ножовка по металлу. На первый взгляд может показаться, что она ему без надобности, однако это не так. Если призадуматься, то ножовку можно использовать для пиления не только металла, но и других материалов. Эта особенность превращает ее в универсальный инструмент.
На сегодняшний день на рынке представлено большое количество разновидностей ножовок по металлу, поэтому подобрать наиболее подходящую модель большого труда не составляет. Нужно только при выборе подходящего варианта учитывать характеристики инструмента.
Производители выпускают два вида этого строительного инструмента — ручные и электрические ножовки. Первый вариант подходит для использования в любых условиях, ведь она обладает такими важными достоинствами, как малый вес и мобильность. Другим немаловажным преимуществом ручной ножовки является ее доступная цена. Из недостатков можно отметить лишь то, что работа с этим инструментом требует много времени и физических усилий.
Как определить момент, что пора наточить ножовку?
Как определить, что пришло время заострить зубья инструмента.
Опытный хозяин знает, когда и как заточить ножовку, но простому обывателю не сложно определить этот момент самостоятельно. Как правило, изменяется звук, издаваемый при работе и однородность цвета режущей кромки.
Острые резцы отличаются равномерным износом режущей кромки.
На необходимость «подправить» пилу указывают следующие признаки:
• пиление идет тяжело и неравномерно; • срез получается неровный; • полотно часто застревает; • становится сложно удержать заданную траекторию.
Кроме того, затупленная ножовка часто застревает и приходится прилагать много усилий для завершения процесса.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
- Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера

Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм.Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера
Отрез ножовкой по кривой косильной лески
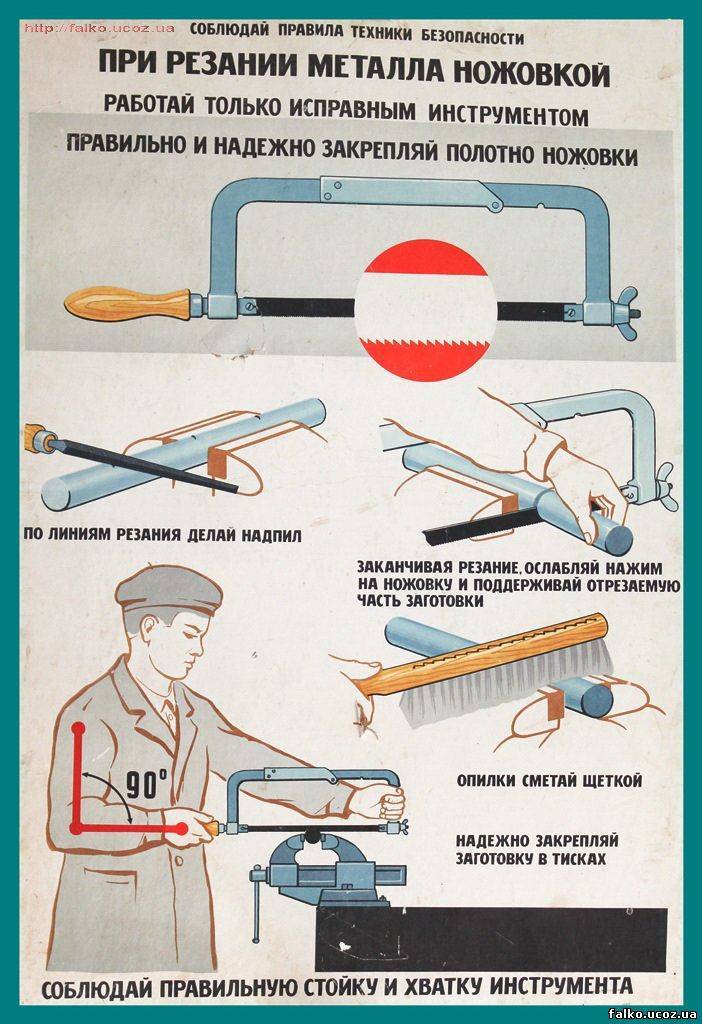
Ножовка для металла ценна также тем, что она позволяет выполнять отрез практически по любой кривой косильной лески. Для того, чтобы резать по дуге, не прекращая поступательных движений ножовкой, выровняйте её перпендикулярно торцу материала детали (т.е. угол наклона 90 градусов) и постепенно плавно поворачивайте дугу ножовки, чтобы полотно следовало намеченной косильной лески. Да, леску отреза всегда обязательно отметить чем угодно – карандашом, маркером, процарапать гвоздём. Главное, чтобы её было видно, когда будете работать. Поворот полотна нужно делать максимально нежно и плавно, иначе оно сломается; повороты – это экстрим для полотна ножовки по металлу.
Если нужно сделать резкий поворот, скажем, на 90 градусов, Вам прийдётся практически “топтаться на месте”, продолжая пилить и плавно поворачивать дугу ножовки, периодически отступая назад, чтобы не уйти далеко от места поворота, используя при этом для поворота полотна ту сторону материала, которая внешняя для детали.
Чтобы вырезать внутренний угол, сначала нужно высверлить прямую леску тонким сверлом длиной чуть больше ширины полотна, продеть полотно в этот паз и резать дальше ножовкой. В-общем, практика покажет, как это делается. Ничего сложного здесь нет.
На рисунке ниже показан ещё один способ применения ножовки по металлу. Для этого метода нужно переустановить полотно, повернув его на 90 градусов.
Полотна ножовочные по металлу
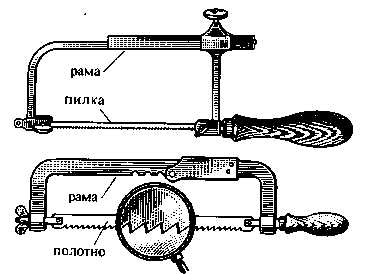
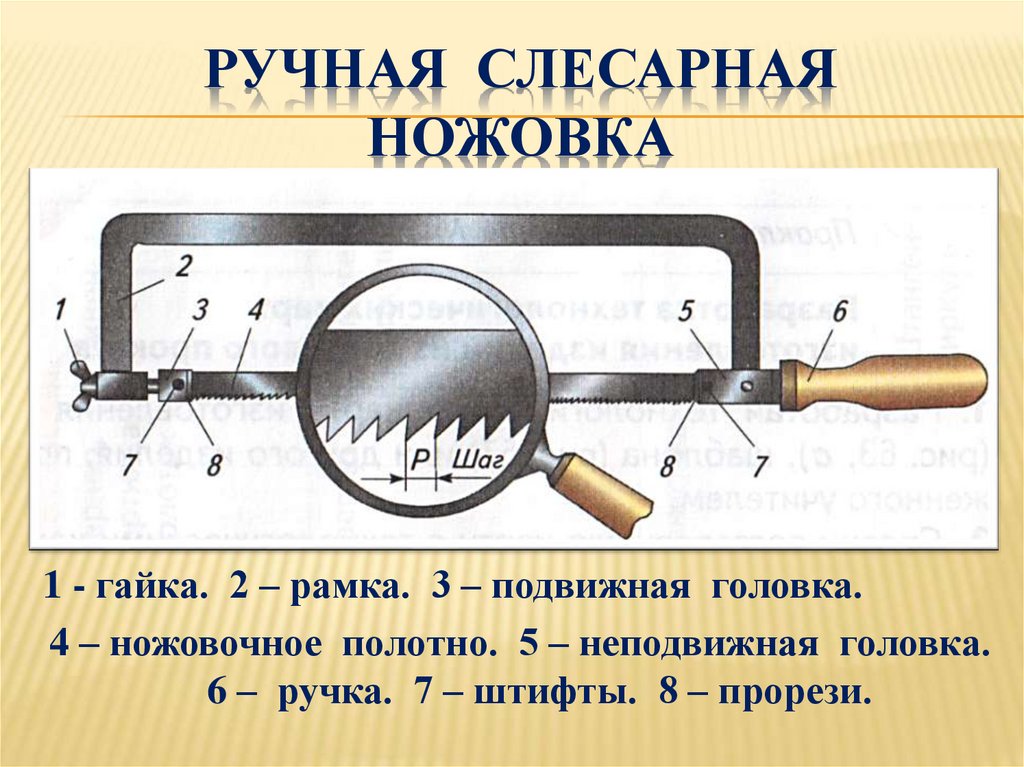
Конструкция ножовки по металлу
Конструкция механической ножовки по металлу включает в себя корпус и пилку. Первый состоит из:
- рамы, на которую устанавливается ручка для закрепления полотна;
- регулятора натяжения пилы (эта часть имеет выемку для вставки сменной детали и винт с гайкой, вращением которой осуществляется натяжение).
Как заточить ножовку
При различных работах с деревом активно используется такой инструмент как ножовка. С течением времени режущая поверхность инструмента изнашивается, и процесс распиловки дерева становится все тяжелее. Износ рабочей кромки заключается в следующем:
- заостренные вершины зубьев закругляются;
- их боковые режущие кромки притупляются.
Вследствие этого инструмент теряет функциональность и нуждается в заточке.
Как определить момент, когда ножовка нуждается в заточке?
Люди с большим опытом легко определяют этот момент звуку, издаваемому инструментом при работе, а также по изменению цвета зубьев. Новичкам нужно ориентироваться на следующие признаки:
- работа ножовкой становится тяжелой и требует больших физических усилий;
- становится очень сложно сделать перпендикулярный распил древесины;
- становится сложно удерживать полотно по линии во время работы, он начинает отклоняться в разные стороны;
- полотно ножовки часто заклинивает.
Разводка зубьев
Разводка пилы – это отклонение вершин зубьев от плоскости полотна. Зубья через один отклоняют в разные стороны: нечетные в одну сторону, четные – в другую.



Нужно знать, что качество разводки достаточно сильно влияет на процесс пиления. Поэтому все зубья должны быть отогнуты в разные стороны поочередно на одну и ту же величину, иначе:
- если некоторые зубья отклонены на больший угол, чем остальные, то они будут мешать движению инструмента и быстрее изнашиваться;
- если же отклонение меньше необходимого, то ширина пропила не позволит полотну свободно перемещаться.
Для разводки зубьев пилы используют специальный инструмент – разводку. Простейшая разводка выглядит как небольшая металлическая пластинка с ручкой. В ней имеется прорезь, ширина которой немного больше, чем толщина полотна ножовки.Разведение зубьев происходит следующим образом:
- пилу зажимают в тиски так, чтобы губки тисков заканчивались у основания зубьев;
- затем зубья поочередно помещают в прорезь разводки и, изгибая в средней части, отводят в сторону на заданный угол;
- периодически качество разводки проверяется визуально или при помощи штангенциркуля;
- для проверки качества разводки губки тисков раздвигают на ширину разводки и протягивают между ними пилу (при этом излишний изгиб какого-либо зуба не даст свободно перемещать полотно между губками).
Проверка высоты зубьев ножовки
Поэтому перед заточкой ножовки нужно проверить высоту режущих элементов. Это делают следующим образом:
- на ровную и гладкую поверхность укладывают лист бумаги и плотно прижимают к нему пилу;
- профиль четко отпечатывается на бумаге, и становятся хорошо видны зубья;
- если обнаруживаются более высокие по сравнению с остальными зубья, то пилу зажимают в тиски и их укорачивают до нужной высоты при помощи плоского напильника.
Заточка ножовки
Для заточки потребуется следующий инструмент:
- тиски;
- молоток;
- штангенциркуль;
- плоскогубцы;
- брусок наждачный;
- шкурка наждачная.
Также в арсенале необходимо иметь следующие виды напильников:
- плоский и ромбический с насечкой среднего размера;
- треугольный напильник;
- треугольный с бархатной насечкой;
- надфили с насечками разного калибра.
Для заточки используют специальное приспособление, позволяющее фиксировать полотно под углами в 45 и 90 градусов. Если нужно заточить поперечную ножовку, действуют следующим образом:
- полотно закрепляют под углом 45 градусов;
- заточку производят трехгранным напильником с углом при вершине 60 градусов;
- напильник направляют на зуб ножовки под углом от 60 до 75 градусов;
- сначала несколькими движениями напильника от себя обрабатывают левые грани нечетных зубьев;
- после этого ножовка переворачивается и производится обработка левых граней четных зубьев.
При заточке продольной ножовки действуют следующим образом:
- полотно фиксируют вертикально;
- для заточки используется ромбический напильник с мелкой насечкой (можно использовать надфили);
- во время заточки напильник направляется строго параллельно столу;
- в остальном процесс аналогичен предыдущему.
Появляющиеся на гранях зубьев заусенцы нужно удалить при помощи наждачного бруска или напильника с бархатной насечкой.
Процесс заточки пилы в первый раз достаточно труден, поэтому лучше проводить его в полной тишине и с максимальной сосредоточенностью. Стоит сделать это несколько раз, а дальше дело станет привычным и пойдет «как по маслу».
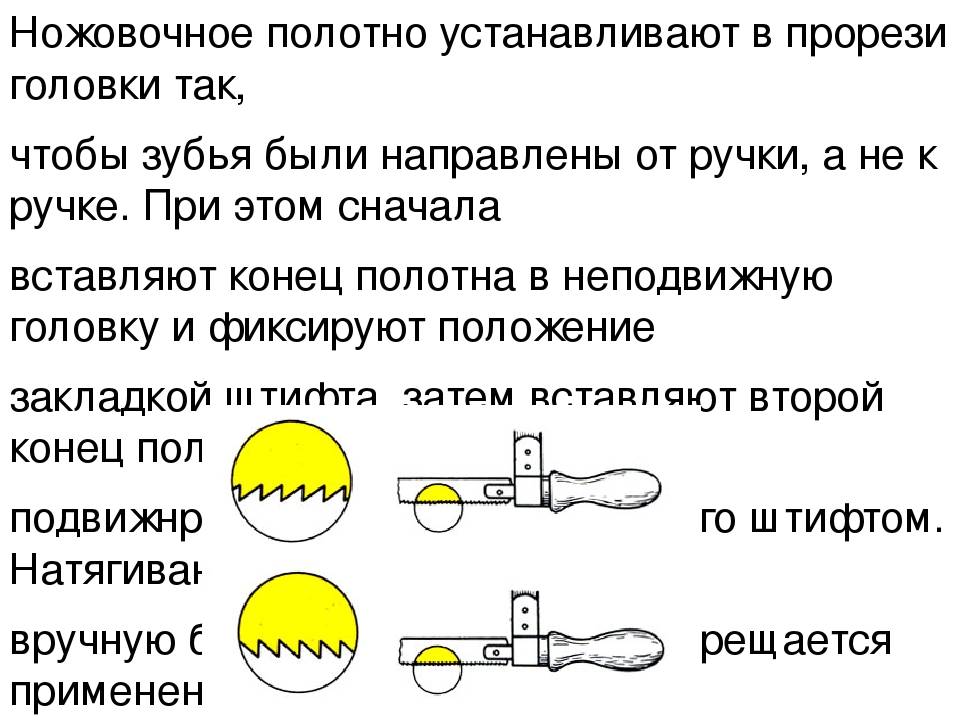
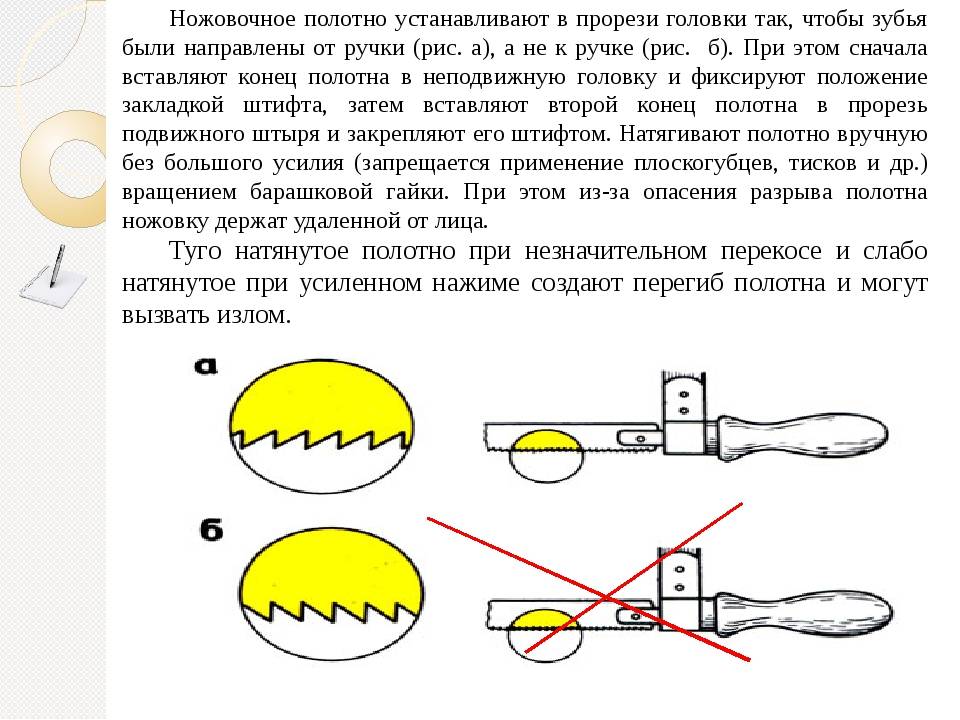
Как установить полотно на ножовку по металлу?
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе такое полотно не должно изменять направление своего перемещения под нагрузкой.

Для односторонних полотен важно правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки
Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время популярны так называемые биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
Быстрорез для стекла. Необычная «швабра» стекольщика
Ленточная пила по металлу. «Болгарка» для серьёзных работ!
Правила выбора
При соблюдении определенных правил есть возможность выбрать подходящее полотно, которое может прослужить в течение длительного периода. Основными рекомендациями назовем следующее:
- На поверхности не должно быть трещин или других дефектов, а также следов коррозии. Это связано с тем, что даже незначительные повреждения станут причиной повышенного износа.
- На момент выбора следует убедиться в эластичности пилы. Для этого ее немного сгибают, после отпускают. Высококачественное изделие практически сразу восстанавливают свою форму, что свидетельствует о высокой гибкости.
- Как ранее было отмечено, допустимая скорость резания во многом зависит от количества зубьев, приходящихся на один дюйм.
- Определяющим фактором во многих случаях становится тип применяемого материала. Зачастую отдают предпочтение каленной стали или бимметаллическим изделиям. Вариант исполнения с напылением из карбида вольфрама служит в течение недлительного периода.
Как показывает практика, низкокачественный вариант исполнения приходится менять несколько раз, как более дорогое предложение прослужит в течение большего периода.

Разводка зубьев
Удаление стружки с зоны резания проводится за счет определенной разводки режуще кромки. Как ранее было отмечено, по этому критерию выделяют несколько вариантов исполнения:
- Разводка по каждому.
- Разводка через один или два зуба.
При этом уделяется внимание и направлению зубьев. С учетом этого параметра проводится установка пластины
Сегодня на производстве ножовочного полотна специализируются многие производители инструментов. При этом отечественная продукция обходится намного дешевле, зарубежная стоит дороже, но при этом обладает более высокими эксплуатационными характеристиками. Для длительной работы требуется несколько изделий, так как они могут изнашиваться с высокой скоростью.
Как ставить полотно на ножовку по металлу
Полотно в ножовки по металлу вставляется зубом вперед (ну и, естественно вниз), чтоб рабочее движение при котором и осуществляется пиление было «вперед».
Отверстия полотна либо одеваются на особые выступы на раме ножовки, или (как выполнено в русских еще моделях – таковой метод мне нравится больше, у него выше твердость) вставляется в прорезь, в какой фиксируется шплинтами, в моей ножовку они издавна утеряны – я использую обрезки гвоздиков.
после чего винтом полотно натягивается. Лично я обычно кручу винт («сколько вертится» – до упора. разорвать полотно никогда не выходило, а при слабенькой натяжке работать не комфортно – пилка «гуляет»)
Чтобы раз и навечно уяснить как верно вставлять полотно в ножовку по металлу, необходимо осознать механизм работы самого полотна и его метод резки.
Итак вот полотно скребёт своими зубьями металл, каждый небольшой зубчик соскребает чуток, чуток металла, а потому что их несколько 10-ов, то с каждым проводом полотна идут осязаемое углубление, что и именуют резом.
Итак вот полотно по металлу имеет направление зубьев в одну сторону, это изготовлено для того, чтобы зубчикам легче было скрести металл.
В силу таких особенностей полотно устанавливается только зубьями от себя, потому что при резке усилие работника прикладывается когда ножовка направляется в направлении от себя, а когда ворачивается, усилие снимается.
Другими словами принцип ратфиля, потому зубья инсталлируются от себя, от ручки ножовки.
Сейчас по поводу натяжки, полотно должно быть натянуто очень очень, но затягивать регулировочный барашек необходимо рукою, если использовать рычаг либо ключ, но можно полотно просто порвать, и естественно необходимо смотреть, чтобы само полотно стояло совершенно ровно, без прокрутов и перегибов, если вдруг ножовка уже опытная и полотно становится в ней неровно, необходимо или убрать этот недостаток, или достигнуть наибольшего ровненького полотна в ножовке – по другому, вы просто будите выламывать зубья, а полотно будет нагреваться и застревать в резе!
Полотно для ножовки по металлу — один из самых недолговечных частей из всего ассортимента расходников к инструментам. Естественно почти все находится в зависимости от технологии работы с металлом и способностей использования ножовки, но сначала необходимо уметь сделать верный выбор полотна. Сейчас, мы побеседуем о выборе и видах, также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.

По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
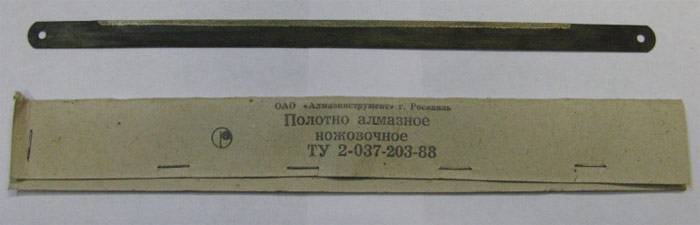
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.

Классификация изделий
Полотна для ножовок являют собой узкую полоску, на концах которой имеются два отверстия для крепления к инструменту. Есть три основных критерия их классификации:
- назначение (для ручных/электрических ножовок);
- материал изготовления;
параметры зубьев.
Полотно ручной ножовки по металлу
Деление на группы по первому признаку происходит как у ножовок — выделяют полотна для ручных (механических) и электрических (иногда их называют машинными) инструментов. Размеры рабочих элементов варьируются. Так, для ручных используются полотна длиной 250-300 мм, шириной 12-25 мм, толщиной 0,63-1,25 мм. Пример — полотно отечественного производства из стали Х6ВФ с параметрами 1,25х12х300, которое обойдется покупателю в 30 рублей за штуку.

![§ 32. резка ножовкой [1980 макиенко н.и. - общий курс слесарного дела]](https://snabkz.ru/wp-content/uploads/8/f/1/8f1811e371b02ee2900b7277fdadabb0.jpeg)

Параметры пилок для электроинструмента варьируются от 150 мм по длине, до 55 мм по ширине, от 1,25 до 2,5 мм по толщине. Пример — полотно для сабельной пилы HAMMER RS BL 001, параметры которого — 150х19х1,25 мм, а стоимость — 100 рублей за штуку.
Еще одно отличие пилок для ручных и сабельных пил — количество отверстий для крепежа. У первых их два, у вторых — одно.
Полотно для электроножовки
Второй критерий классификации — материал изготовления полотна. Выделяют изделия из сталей:
- углеродистой (наименее прочные, пригодны для цветного либо мягкого металла; маркируются как HCS); например, Bosch HCS TF 350 M 408 мм GFZ за 1400 рублей;
- быстрорежущей (имеют наиболее устойчивые к износу зубья, но отличаются хрупкостью и высокой ценой; маркировка HSS); Gross HSS 18TPI 300 мм — 160 рублей за пару;
- биметаллические полотна (инновация на рынке, вытесняющая аналоги; основа — углеродистая сталь, поверх которой наваривается полоса быстрорежущей, служащей основой для зубьев; обозначается BIM); Gross Variozahn 300 мм BIM от 300 рублей за пару.
Еще есть полотна из легированной стали (обозначение HM), но чаще они используются для резки кирпича, бетона или камня.
Размер зубьев для ножовок по металлу составляет 2-2,5 мм. Данный параметр считается «мелким», поскольку есть изделия с более крупным зубом (например, у пилок для дерева он составляет 4-6 мм).
Международная стандартизация предусматривает иной принцип деления полотен. Так, в расчет берется количество зубьев, приходящихся на 1 дюйм пилки. Данная цифра приводится в маркировке перед буквами PPI (points per inch — «остриё на дюйм») или TPI (формула «PPI – 1»). Чем число больше, тем более мелкий зуб представлен на данном полотне.
При выборе изделий для ножовки пользователю не придется долго гадать — большинство известных пилок имеют шаг зубьев 18 или 24. Так обозначается брендовая продукция для строительства (например, Standart 24 TPI 300 мм, полотно Kraft-Flex 18 TPI от производителя Kraftool).
Основная классификация полотен к ножовке по металлу составляется на основе приведенных критериев
Важно знать — наличие разведенных зубьев приветствуется, если пользователь ожидает комфортную работу без пауз и поломок инструмента. Теперь о том, как полотно ножовочное правильно установить в ручном или электрическом инструменте. Это интересно: Тонкости процесса шпаклевки потолка — излагаем главное
Это интересно: Тонкости процесса шпаклевки потолка — излагаем главное
Особенности
Для каждого вида материала существует свое режущее полотно.
Ножовочное полотно по металлу представляет собой узкую металлическую полосу с размещенными на ней тонкими зубьями. Рамы выполняются внешне похожими на буквы С, П. Устаревшие модели рам оснащались деревянными или металлическими ручками, размещавшимися параллельно лезвию. Современные модели изготавливаются с ручкой «пистолетного» типа.
Ножовочное полотно для работы с древесиной – самый распространенный столярный вариант изделия. Применяется для обработки и распила фанеры, разнообразных по плотности деревянных строительных материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, сбоку на полотне располагаются зубчики.
Для работы с бетоном полотно отличается более крупными зубчиками на режущей кромке. Оснащено напайками из твердосплавных металлов. Благодаря этому становится возможно распиливать бетонные конструкции, пеноблоки, пескобетон.
Для обработки металлических изделий применяются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм расположено до 20 зубцов.
При обработке металлических изделий, обладающих различным показателем твердости, применяются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягкий металл – 16 зубцов.
Для того чтобы пилка не застревала в обрабатываемом изделии, стоит предварительно выполнить разводку зубцов. Рассмотрим, по какому принципу производится разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов необходимо отгибать в разные направления приблизительно на 0,25-0,5 мм.
- Пластина с шагом более 0,8 мм разводится гофрированным методом. Первые несколько зубцов отводятся на левую сторону, следующие зубья – вправо.
- При среднем шаге около 0,5 мм первый зуб отводят в левую сторону, второй оставляют на месте, третий – в правую сторону.
- Пластина с крупным шагом до 1,6 мм – каждый зубец отводится в противоположные направления. Необходимо, чтобы разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
d
Н14
250
265
12,5
0,63
0,80
32
4,0
1,00
24
1,25
20
300
315
0,80
32
1,00
24
1,25
20
1,40
18
1,60
16
Таблица 2 — Размерымашинныхполотен
Размерывмиллиметрах
Подготовка ножовочного станка
Выбор ножовочного полотна:
а) для разрезания мягкого металла применять ножовочные полотна с крупным шагом s (16-18 зубьев на 1 дюйм); для разрезания тонкого полосового металла — ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для разрезания самого тонкого листового металла — 24-32 зуба на 1 дюйм;
б) для слесарных работ пользуются преимущественно ножовочным полотном с шагом s=1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев;
в) при длинном пропиливании брать ножовочные полотна с крупным шагом, а при коротком — с мелким шагом;
г) ножовочные полотна выпускаются с углом заострения 43—60°. Для разрезания более твердого металла применять полотна, у которых угол заострения больше, а для разрезания мягких металлов — меньше. Полотна с большим углом заострения более износоустойчивы.


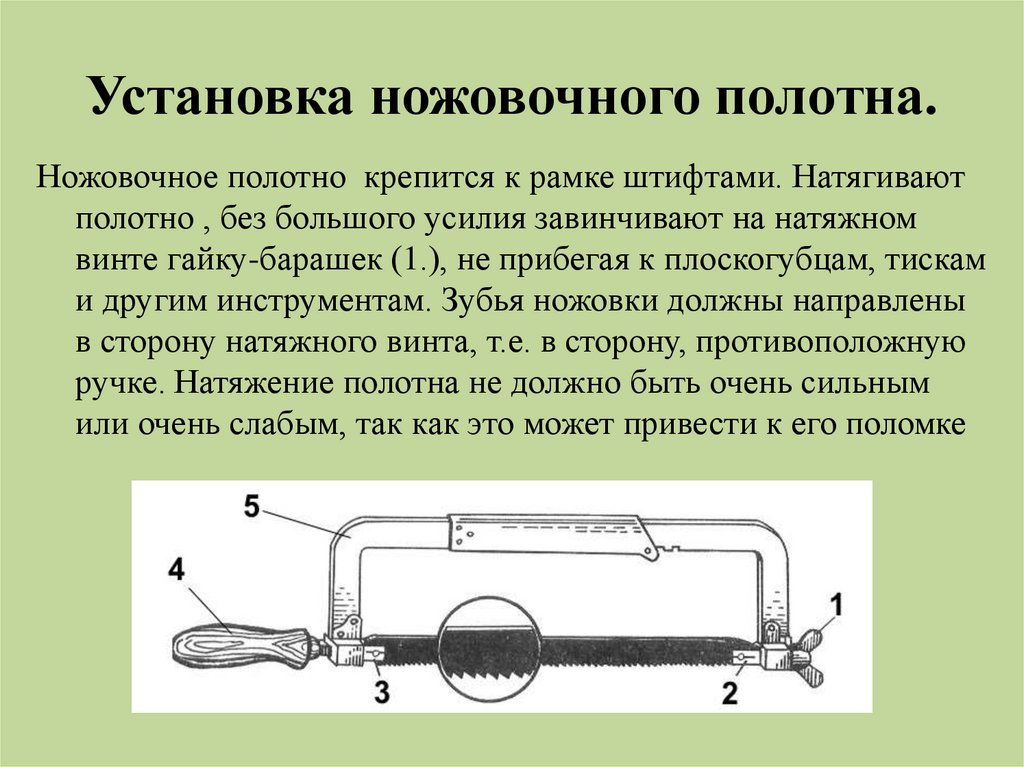
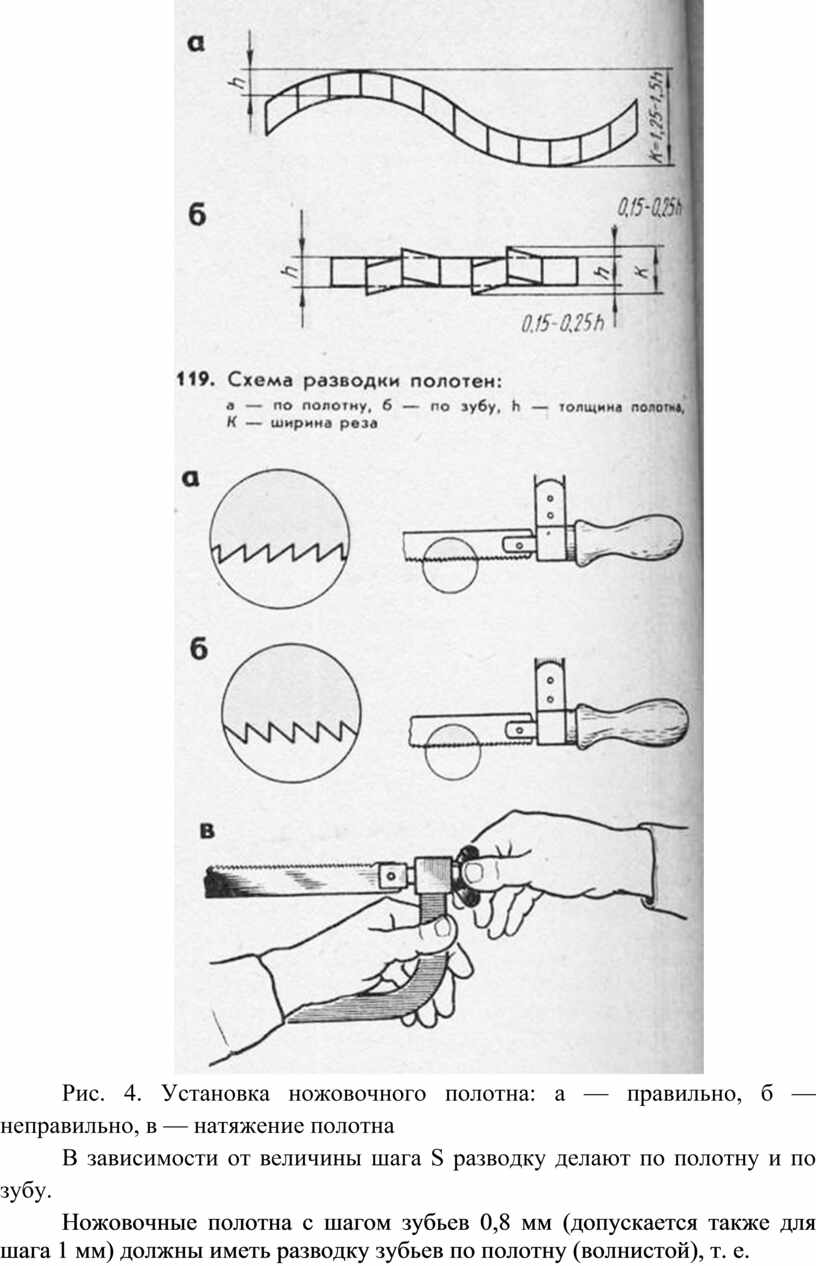

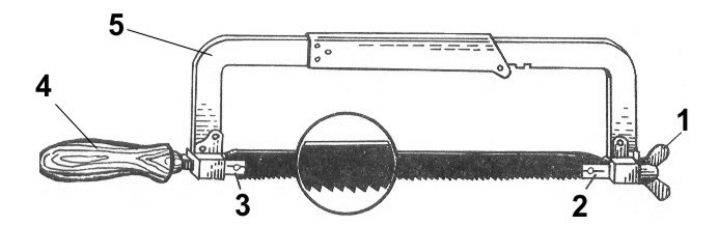
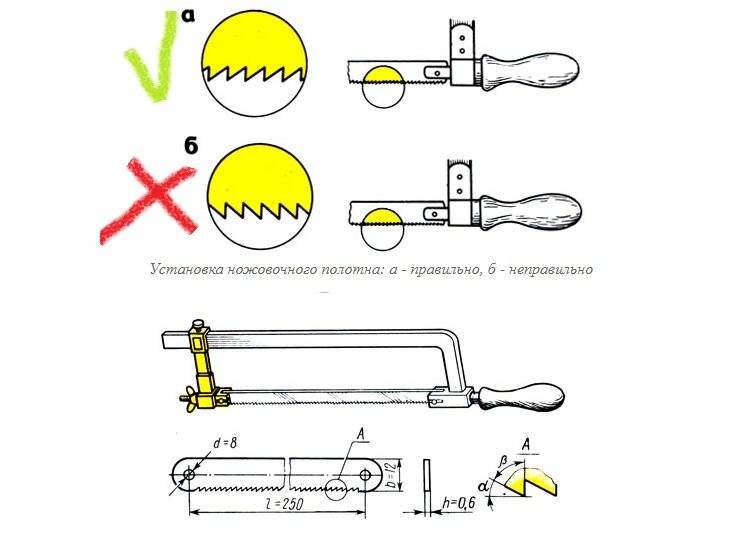
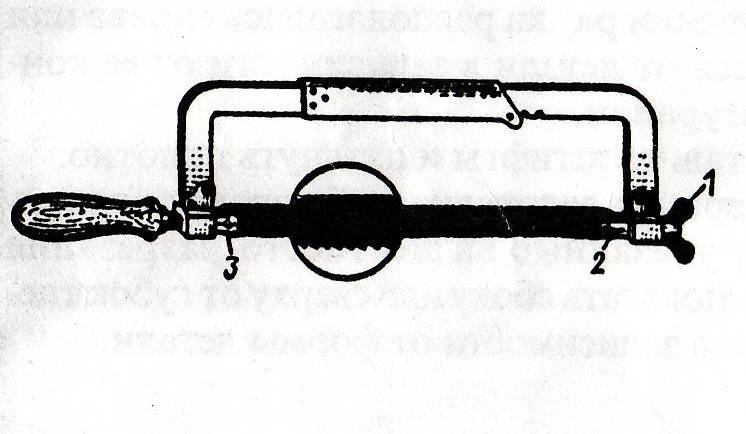
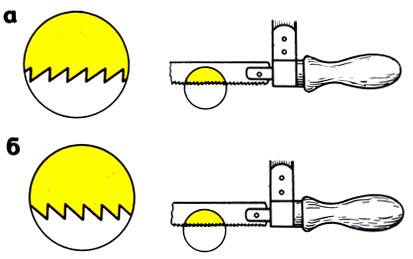
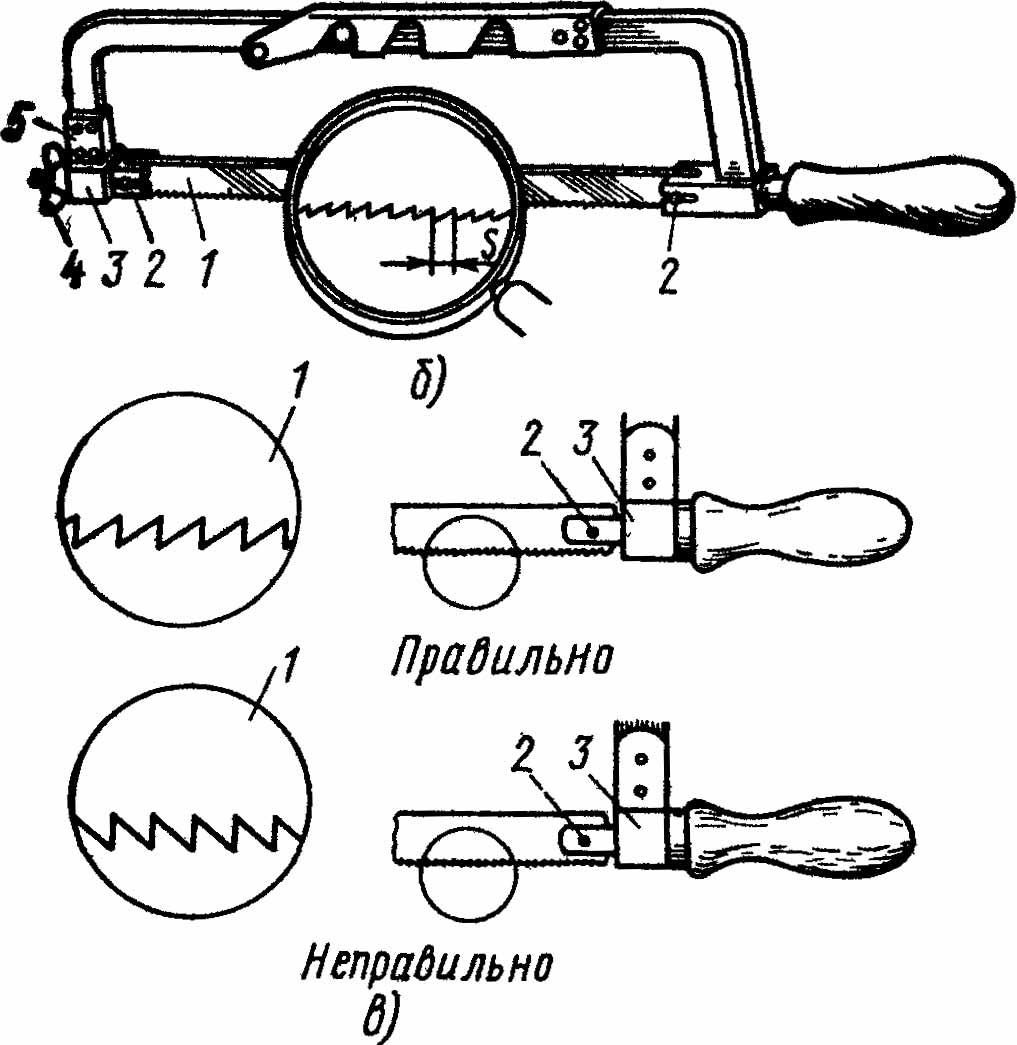
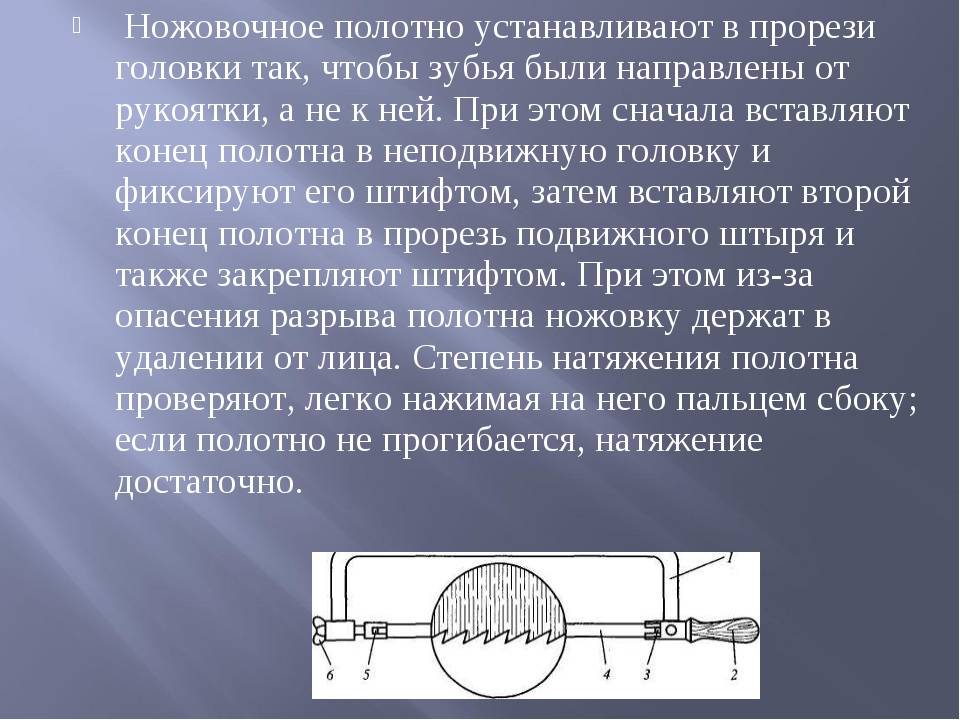
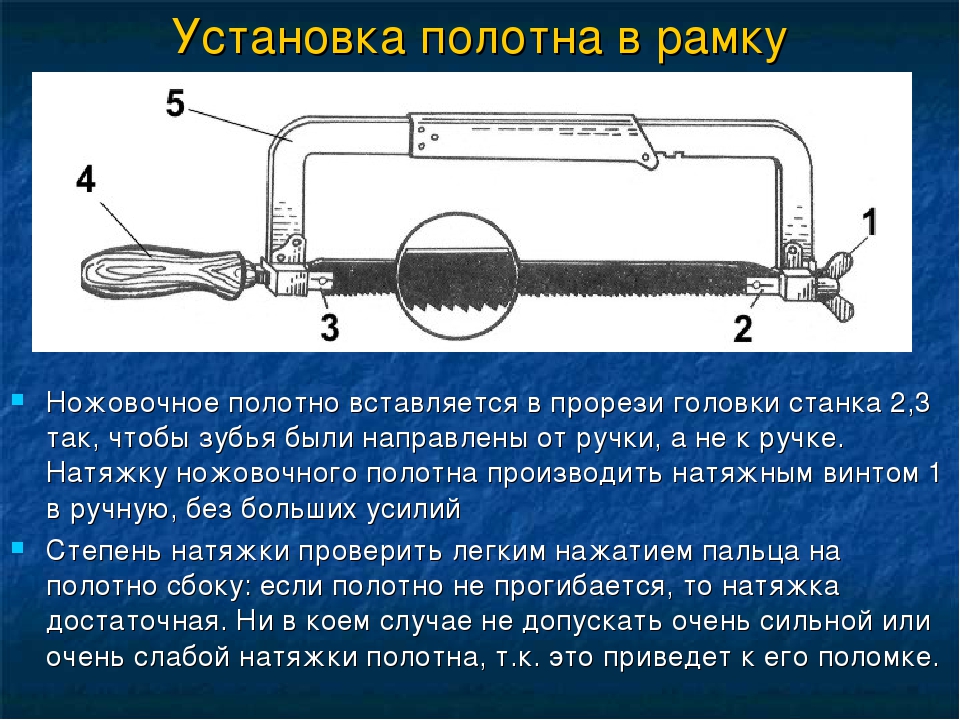
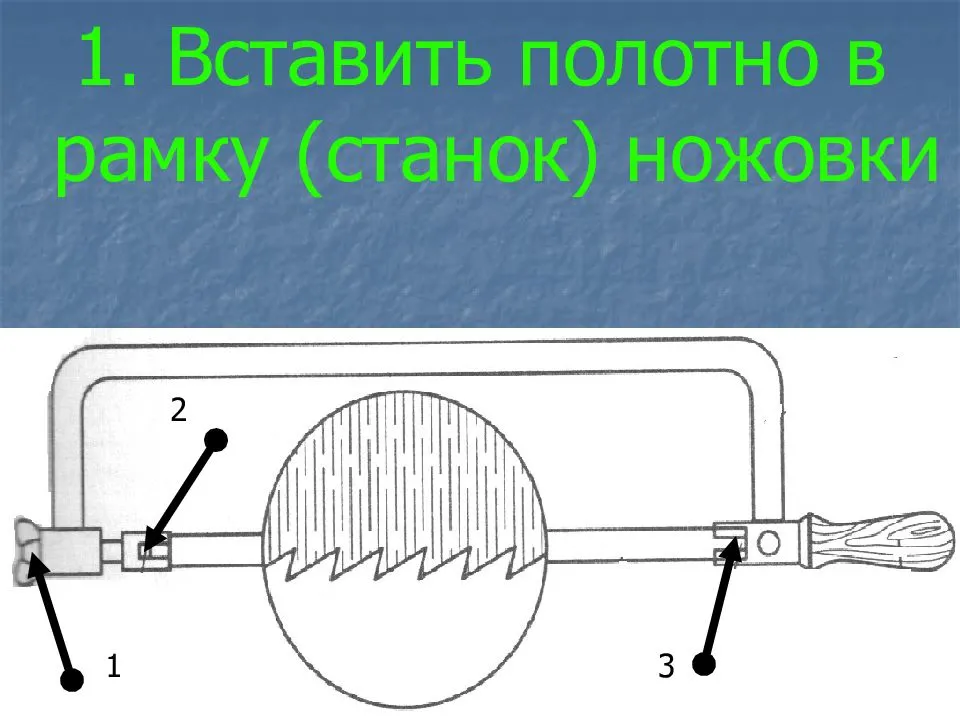
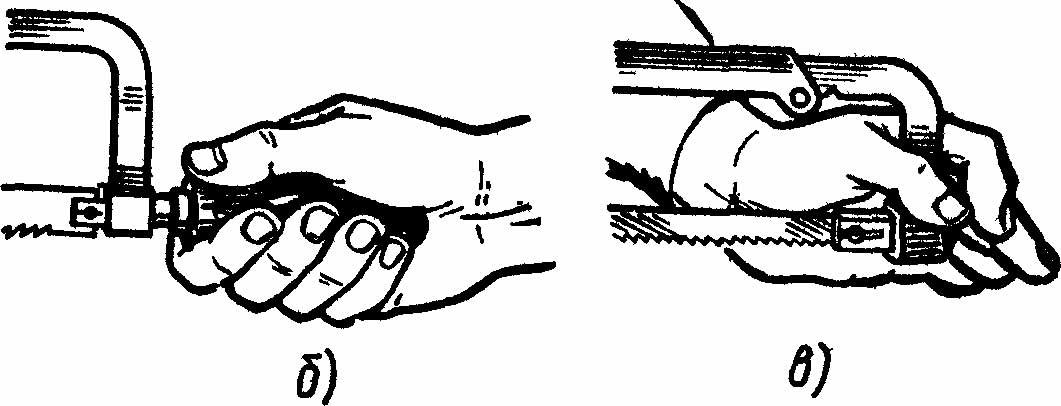
Установка ножовочного полотна в прорези головки:
а) вставить ножовочное полотно 1 в прорези головки станка так, чтобы зубья были направлены от ручки (рис. в), а не к ручке;
б) отверстия в ножовочном полотне установить точно против отверстий в головке ножовочного станка;
в) передний хвостовик 4 должен выходить из головки 3 на 10—12 мм для возможности натяжки полотна;
г) штифт 2 должен входить в прорезь головки 3 (рис. б);
д) в отверстие головки и полотна вставить штифты 2, диаметр которых должен соответствовать диаметру отверстий.
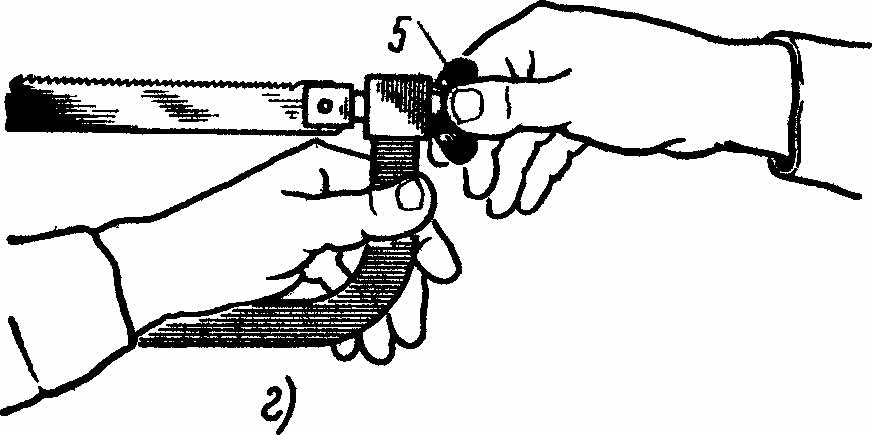
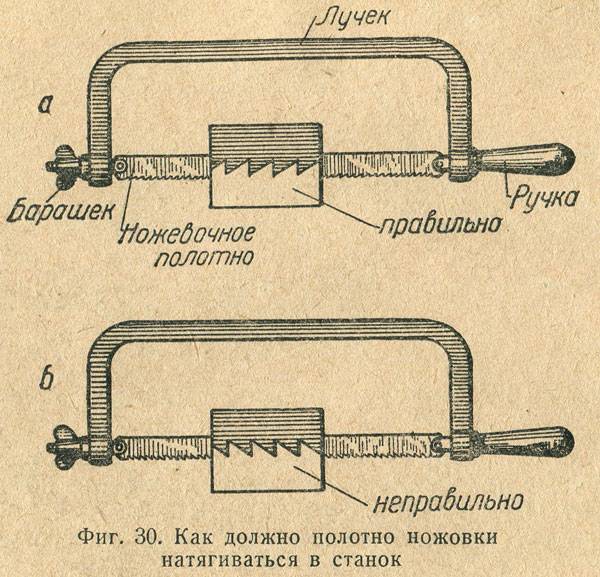
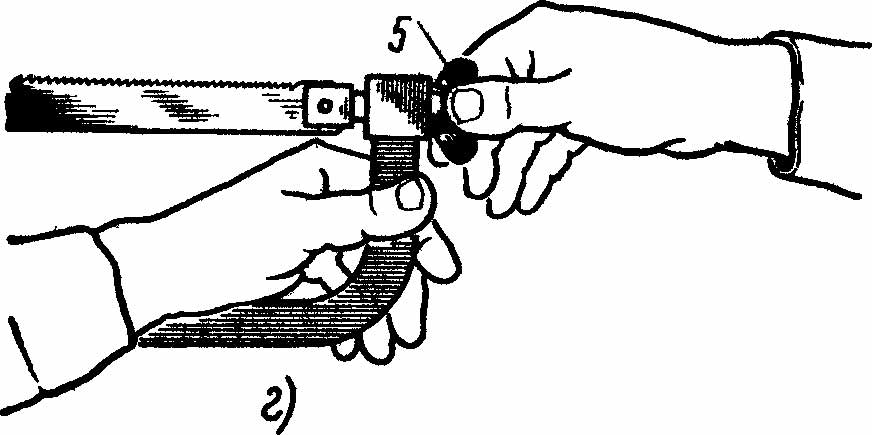
Натяжка ножовочного полотна:
а) натяжку ножовочного полотна производить вручную без больших усилий (запрещается применение плоскогубцев, ручных тисочков) легким вращением барашка 5;
б) степень натяжки проверить легким нажатием пальца на полотно сбоку: если полотно не прогибается, то натяжка достаточная (рис. г).
Примечание. Ни в коем случае не допускать очень сильной или очень слабой натяжки полотна, так как это приведет к его поломке, поэтому собранную ножовку обязательно нужно проверить.
При натяжке полотна из-за опасности разрыва полотна надо держать ножовку на некотором расстоянии от лица или использовать плексиглазовый щиток.
Рабочее положение при резке ножовкой
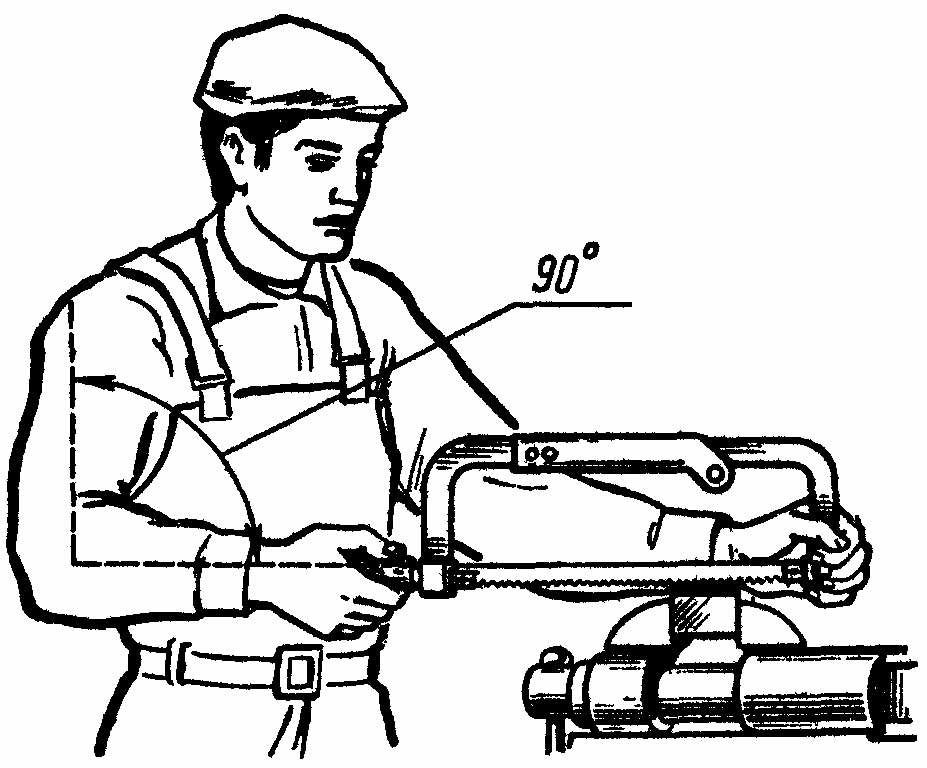
а) установить высоту тисков по росту – правая рука с ножовкой, должна иметь угол 90° в локтевом сгибе. Смотрите рисунок выше.
б) встать перед тисками свободно и устойчиво, вполоборота по отношению к губкам тисков или к оси разрезаемого предмета
в) корпус развернуть влево от тисков под углом 45°
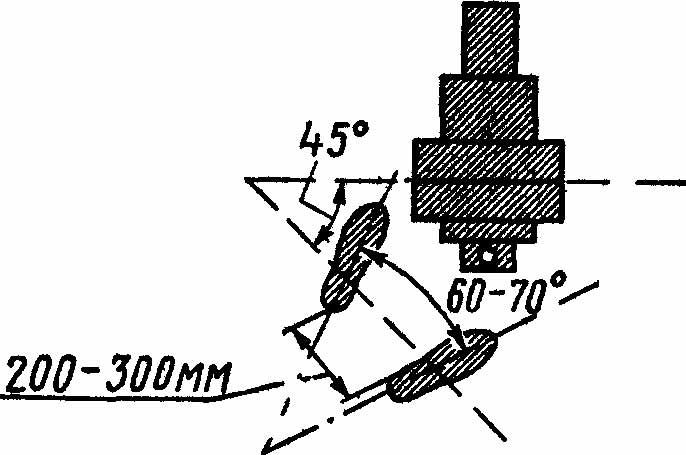
г) левую ногу несколько выставить вперед, примерно по линии разрезаемого предмета и на нее опирать корпус
д) правая нога должна быть повернута по отношению к левой на угол 60—70°, при этом расстояние между пятками должно быть 200-300 мм
Виды ножовочных полотен
- Существующий ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом, толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует, также, значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.

По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
В специализированных торговых сетях широко распространены, так называемые, алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.

Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой.
На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46.
Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.