Особенности заточки зубьев при помощи напильника
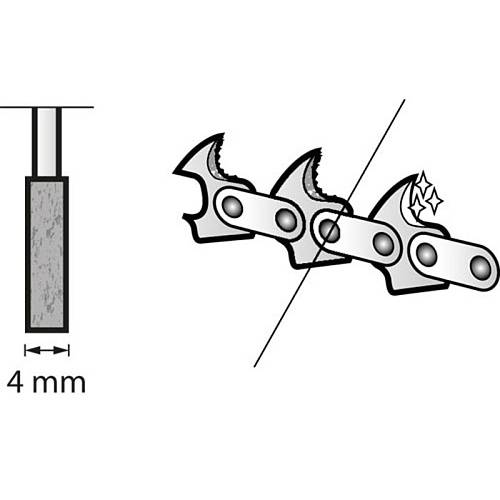
Заточка напильником начинается с правильного выбора диаметра устройства. Для цепей размером 1,3 мм используется напильник, диаметр которого составляет 4 мм. Для режущих зубьев размером 1,6 мм применяется напильник с диаметром 5,2 мм.
Затачивание при помощи круглого напильника
Подточка напильником нужно выполнять прямо на инструменте, предварительно зафиксировав шину в тисках, и включив ручной тормоз. Чтобы процесс происходил оперативно, нужно произвести заточку зубьев сначала с одной стороны под определенным углом, а затем с другой стороны. Начало проведения работ следует отметить мелом или маркером.
Виды напильников
Возвратно-поступательными движениями плоским напильником происходит удаление с зубьев ограничителей. Новичкам рекомендуется пользоваться специальным лекалом, которое крепится к шине, и остается только совершать возвратно-поступательные движения круглым напильником. Мастера с опытом осуществляют подточку при помощи только напильника, осуществляя возвратно-поступательные движения в количестве 1-2 раз для каждого зубца.
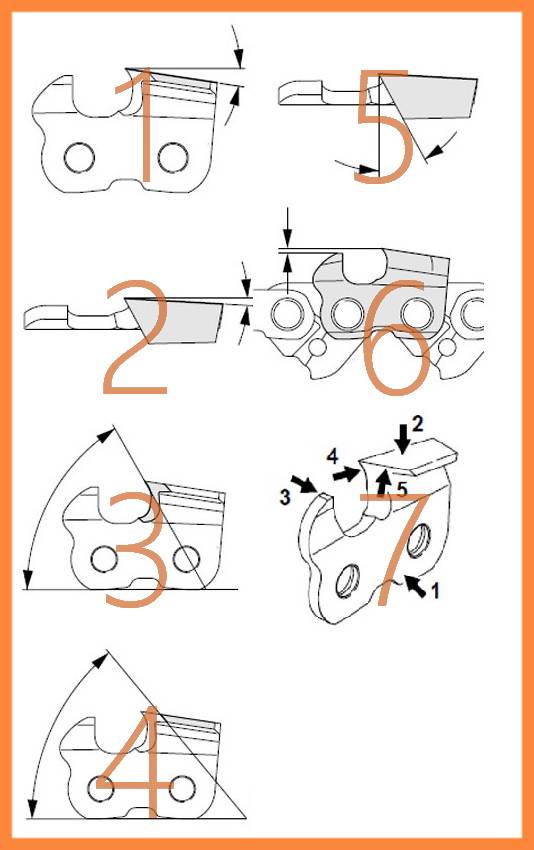
Строение зубьев цепи инструмента
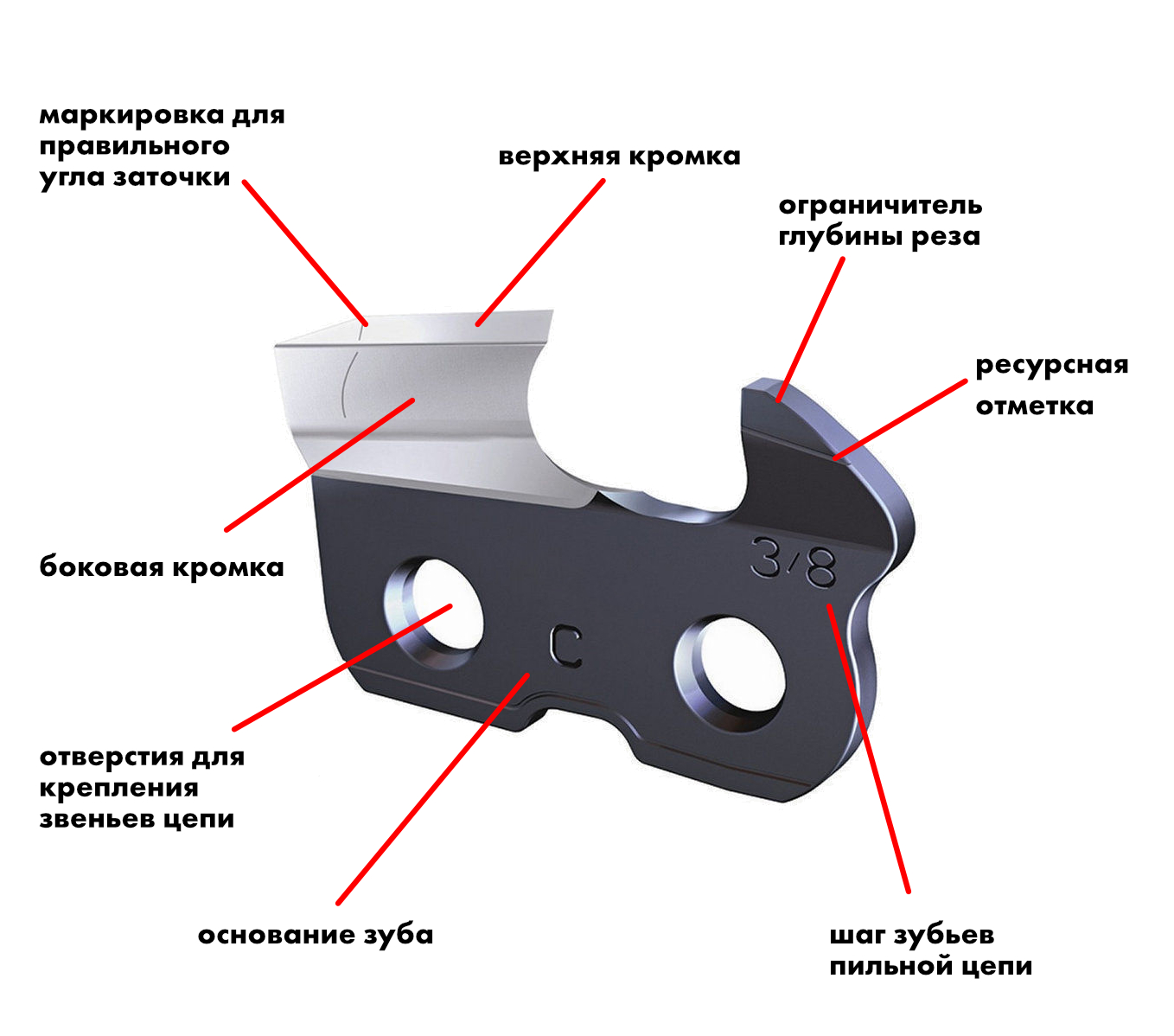
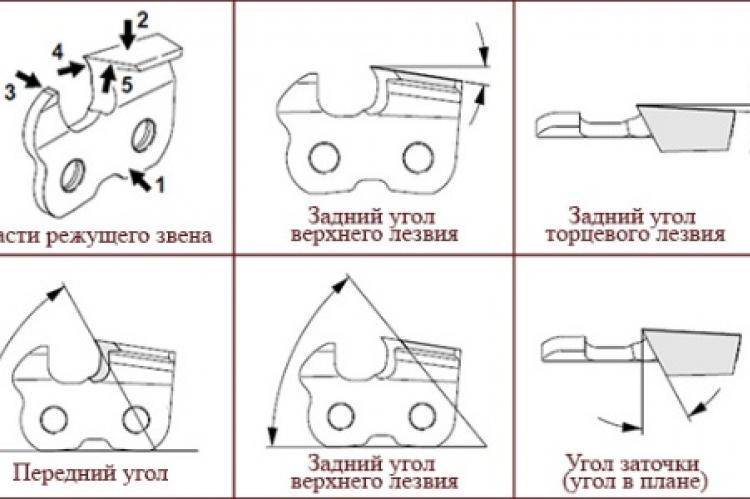
Если рассматривать строение зубьев цепи на примере в качестве шаблона бензопилы «Дружба», то можно наблюдать несколько важных моментов:
- зубья обладают парой кромок: верхней и боковой;
- верхняя кромка имеет угловой скос в направлении движения лезвия;
- режущие звенья представлены основанием, лопаткой зуба и ограничителем заглубления;
- лопатка обладает горизонтальным, спадающим под углом, лезвием и торцевым вертикальным лезвием;
- толщина стружки определяется разностью, которая представлена верхней ограничительной линией и передней линией на спинки зубьев;
- в стандартных условиях показатели разности могут быть в пределах 0,5-0,8 мм, но оптимальным является параметр в 0,6 мм;
- каждая последующая заточка сокращает расстояние благодаря уменьшению размера верхних граней зубьев;
- контрольные подпилы делаются через каждые шесть-восемь заточек;
- за обеспечение режущих свойств цепи отвечают угол верхней кромки в 50- 60° и задний угол на торцевом лезвии;
- передняя угловая часть формируется кромкой торцевого лезвия и может составлять порядка 60-85°.
Заточка болгаркой
Этот способ менее распространён. Обусловлено это тем, что здесь повышены требования к технике безопасности. Но некоторые пользователи пил используют его. Для заточки цепи болгаркой шину пилы необходимо зажать в тиски так, чтобы при выключенном тормозе пилы цепь могла свободно двигаться. Выполняются следующие действия:
Выбирается контрольный зуб (первый затачиваемый).
Ставится тормоз пилы в рабочее положение.
Включается болгарка, начинается заточка
Важно, чтобы круг на болгарке был заточным, а не отрезным.. Минусом такой заточки является то, что здесь очень трудно выдержать необходимый угол кромки
Не менее важно и то, что существует риск повреждения диском болгарки ушка крепления звена, последствием этого может быть разрыв цепи во время процесса распиловки
Минусом такой заточки является то, что здесь очень трудно выдержать необходимый угол кромки
Не менее важно и то, что существует риск повреждения диском болгарки ушка крепления звена, последствием этого может быть разрыв цепи во время процесса распиловки
Несмотря на то что заточка болгаркой вполне осуществима, всё же не стоит ею злоупотреблять. Лучше воспользоваться рекомендациями производителя и применять только сертифицированные аппараты для заточки цепи — это сэкономит время и деньги. Заточка цепи не такой уж сложный процесс, как может показаться, на первый взгляд. Даже если впервые у вас получится это сделать не совсем качественно, не стоит огорчаться: будьте уверенны, что со временем вы наберётесь необходимых навыков.
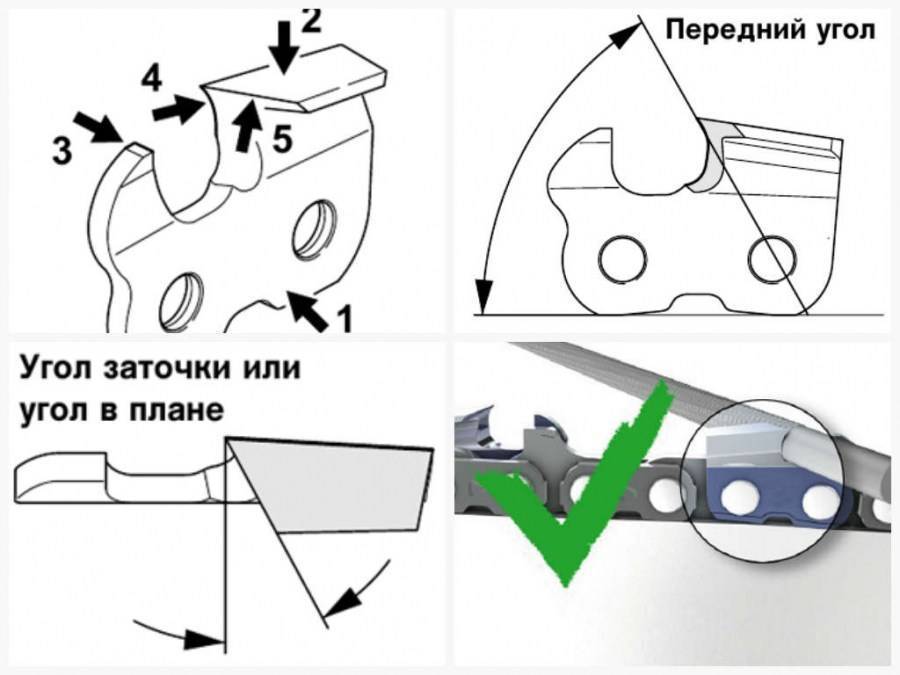
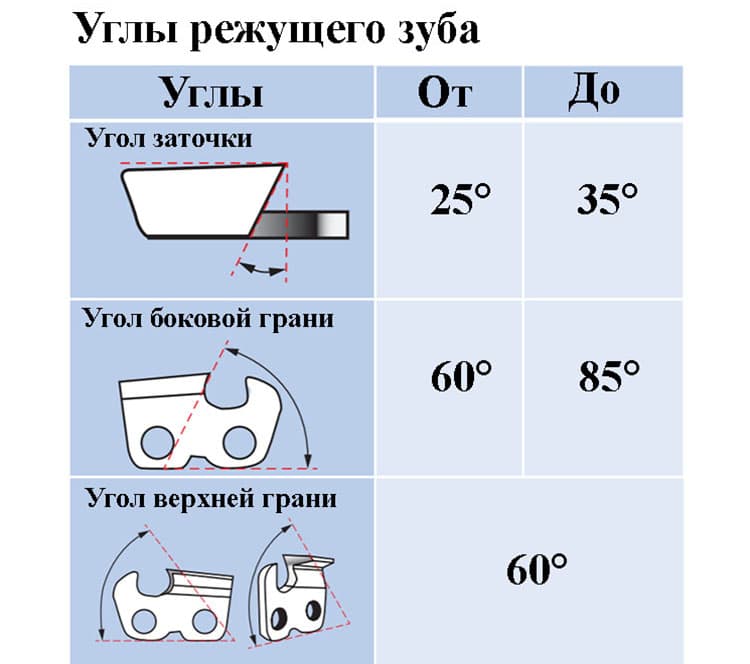
Особенности геометрии
Для того чтобы правильно точить своими руками, даже если используется станок, следует знать геометрию зуба. К его составным элементам относится:
- Лопатка.
- Основное звено.
- Ограничитель глубины.
При этом лопатка зуба состоит из следующих элементов:
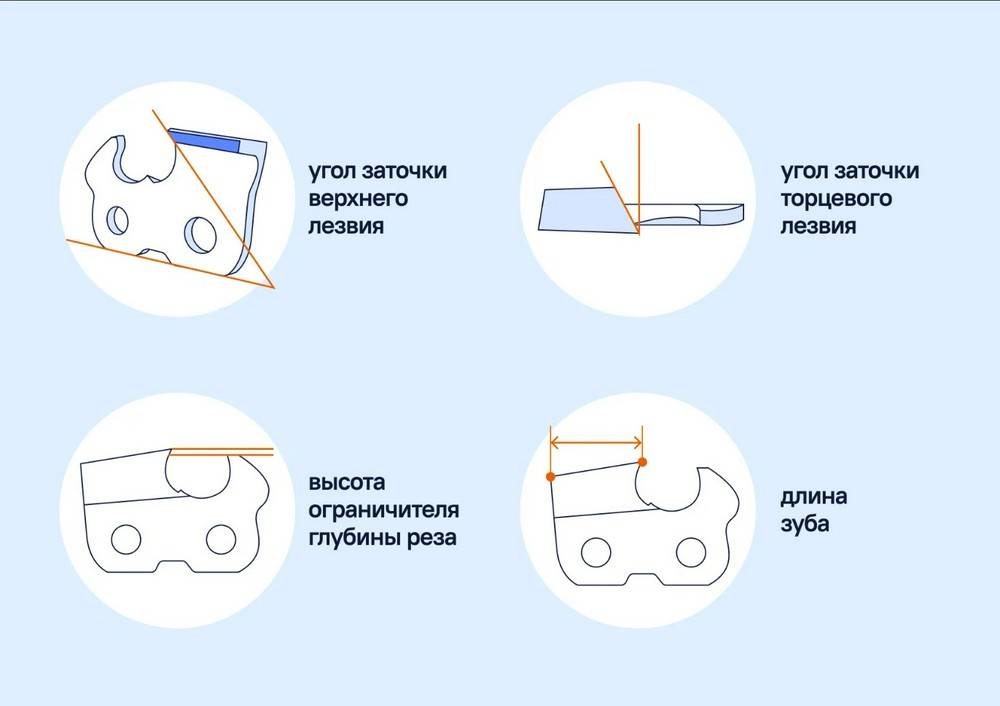
- Торцевое лезвие.
- Верхнее лезвие.
Точить правильно своими руками нужно с учетом того, что торцевое и верхнее лезвие должны быть расположены правильно относительно друг друга для обеспечения наилучших показателей резания. Спинка зуба формирует определенный угол верхнего лезвия. Подобный угол формируется для врезания лезвий в материал. Точить своими руками следует также с учетом того, что назад лопатка имеет сужение – эта конструктивная особенность формирует угол торцевого лезвия. Он создается для обеспечения бокового обрезания стружки. Поверхность скольжения и торцевая часть лезвия формирует передний угол. В данном случае угол имеет фиксированное значение, оно варьирует от 60 до 85 градусов. Если точить зубья своими руками стоит учитывать, что именно верхнее лезвие является главным, а угол, образованный им – наиболее важный угол. Подводя итоги при рассмотрении вопроса особенностей геометрии отметим, что угол заточки может изменяться в зависимости от условий применения. К основному правилу, которое следует соблюдать, если точить зуб своими руками, можно отнести следующее: чем выше показатель угла, тем больше производительность бензопилы, но уменьшение показателя обеспечивает большую плавность хода лезвий, снижение вибрации и увеличение срока службы. Точить стоит с учетом того, что показатель должен находиться в пределах от 25 до 35 градусов. Исключением можно назвать вариант исполнения лезвия, которое предназначено для продольного распила – 10 градусов выдерживают многие производители режущего элемента бензопилы.
Станки для заточки цепей бензопил
Различные заточные устройства для режущих цепей наиболее востребованы в лесозаготовительной, деревообрабатывающей, строительной отраслях. Их закупают не только предприятия, но и специализированные магазины, ремонтные мастерские, домашние хозяйства.
Внешне станок для заточки похож на обычную отрезную пилу, только отрезной диск заменен на шлифовальный. В конструкцию входит основание с крепежной частью для цепи и подвесной рабочей головкой.



Принцип работы этого устройства таков: цепь закрепляют в зажимных тисках на опоре, а затачивающий диск в порядке очередности подводится к зубьям. Каждый зуб обрабатывается отдельно, но происходит это довольно быстро.
На станке можно не только вернуть зубьям остроту, но и выправить цепь. Для этого следует взять наименьший зуб как образец и подогнать под его высоту оставшиеся по всей длине полотна. Одинаковый размер позволит при работе равномерно распределить нагрузку на цепь и предотвратить появление разрывов на более слабых участках.
Как понять, что пора затачивать бензопилу?
Есть несколько способов понять, что главный элемент бензопилы пора наточить, а именно:
- вы прилагаете больше усилий для работы с пилой;
- наблюдается обвисание цепи;
- присутствует вибрация при распиле;
- спил получается рваным.
Если в процессе осуществления каких-либо действий с инструментом вы наблюдаете хоть одну из этих причин, значит необходимо отдавать бензопилу на заточку, либо заточить цепь на бензопилу своими руками. Тем, кто занимается валкой леса или активно работает с древесиной, приходится часто заниматься заточкой бензопилы. В некоторых случаях пила нуждается в заточке по нескольку раз в течение дня.
Выбор напильника. Правильное ведение напильника. Заточка режущей кромки зуба
Выбор напильника
Диаметр круглого напильника выбирается в зависимости от шага зубьев пильной цепи.
Найдите значение шага цепи в следующей таблице, в строке будет указан диаметр напильника и артикулы для заказа.
| Шаг цепи | Диаметр круглого напильника, мм | Артикул Stihl | |||||
| Дюймы | мм | Круглого напи-льника | Державки напильника | Опиловочного шаблона | Плоского напильника | Набор для заточки (2 напильника+ державка+шаблон) | |
| 1/4P | 6,35 | 3,2 | 56057713206 | 56057504300 | 00008934005 | 08142523356 | 56050071000 |
1.4 | 6,35 | 4,0 | 56057724006 | 56057504327 | 11108934000 | 08142523356 | 56050071027 |
3/8 P | 9,32 | 4,0 | 56057724006 | 56057504327 | 11108934000 | 08142523356 | 56050071027 |
0.325 | 8,25 | 4,8 | 56057724806 | 56057504328 | 11108934000 | 08142523356 | 56050071028 |
3.8 | 9,32 | 5,2 | 56057725206 | 56057504329 | 11108934000 | 0814253356 | 56050071029 |
0.404 | 10,26 | 5,5 | 56057725506 | 56057504330 | 11108934000 | 08142523356 | 56050071030 |
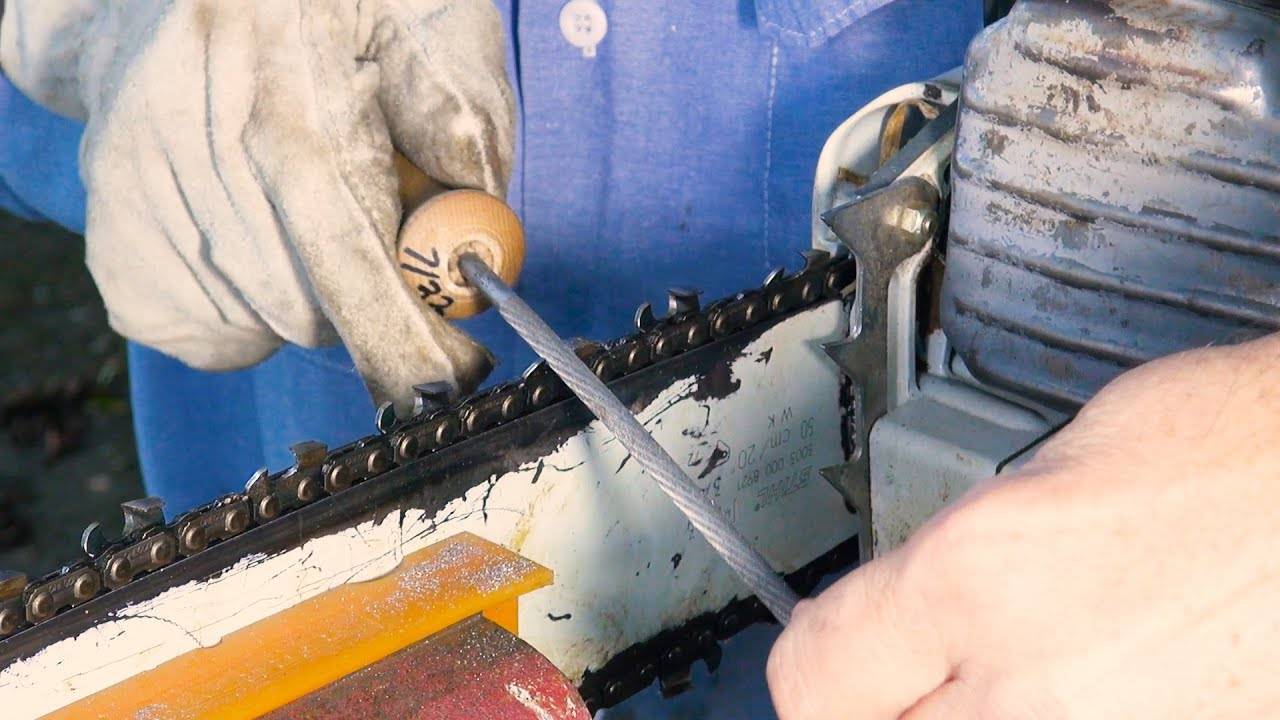
Ведение напильника
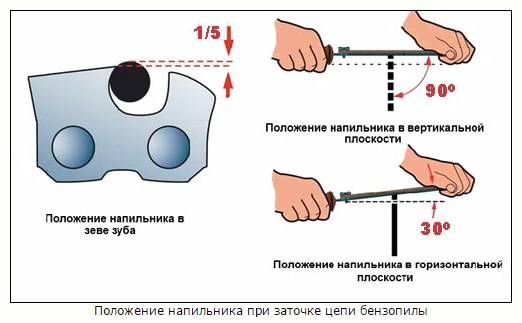
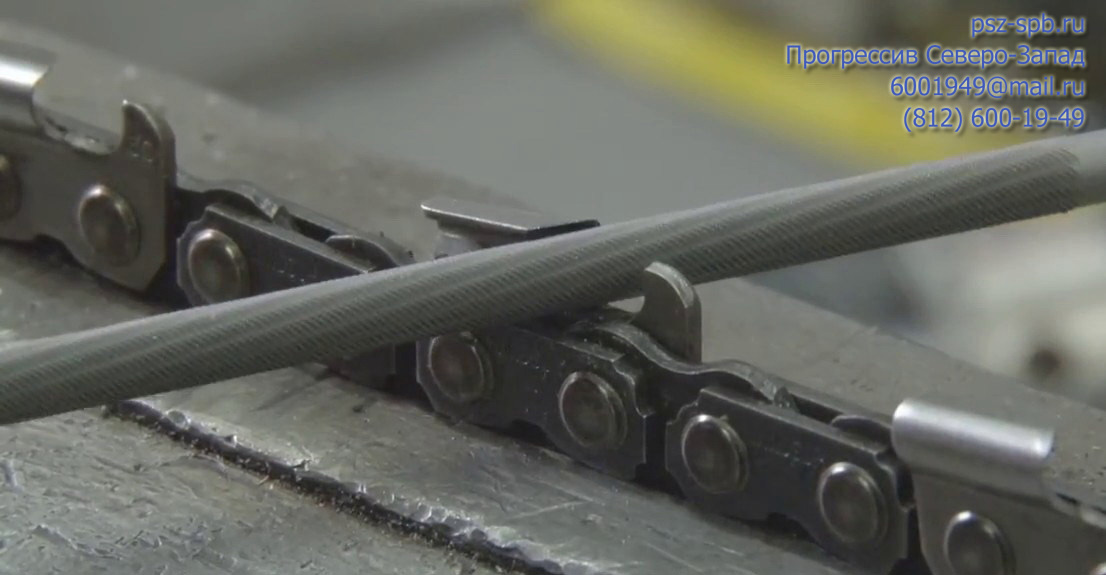
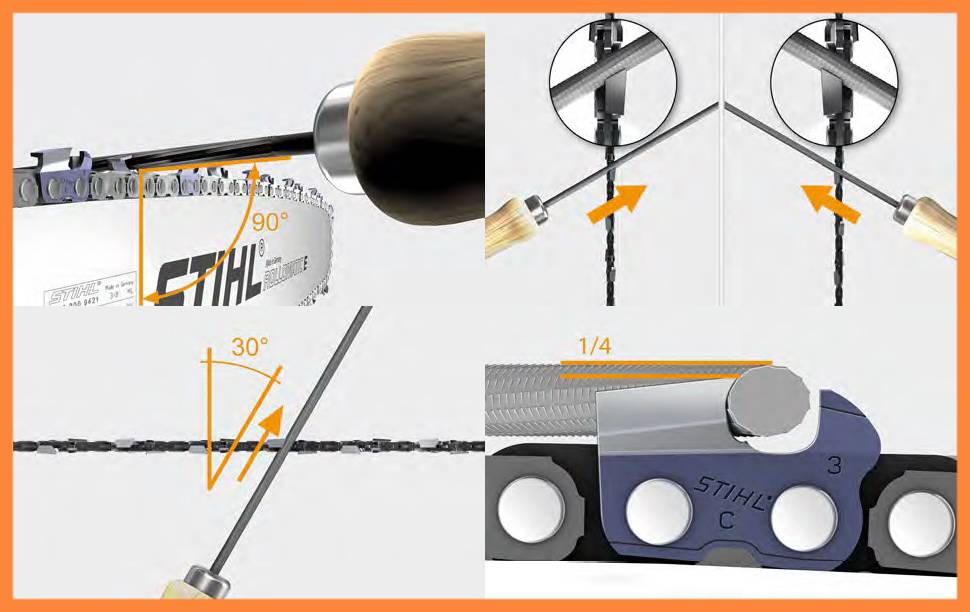
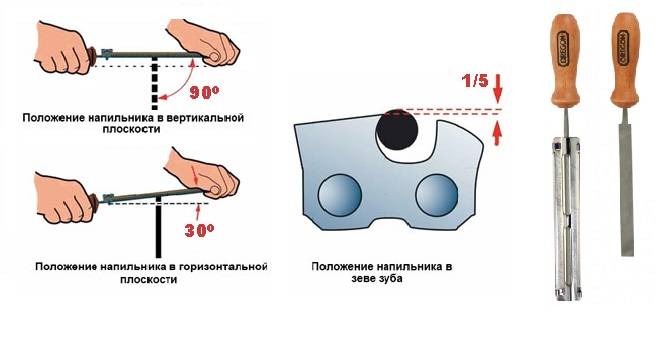
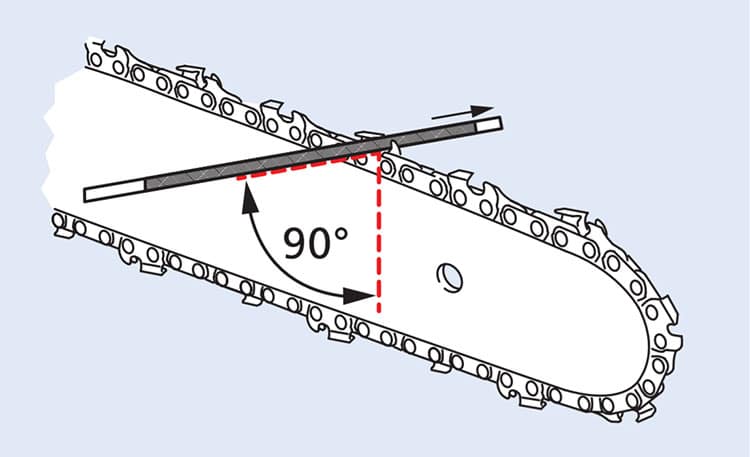
При ведении напильника, одной рукой крепко держите его за рукоятку, а другой рукой направляйте его вперед вдоль режущего зуба. Всегда начинайте с самого короткого зуба и прикладывайте напильник к режущему зубу таким образом, чтобы его можно было вести вдоль режущего зуба, надавливая изнутри наружу. Всегда производите заточку под углом 90° к направляющей шине. Напильник прижимается к режущему зубу только при движении вперед, при движении назад отводите напильник. Немного проворачивайте напильник через определенные промежутки времени, чтобы избежать одностороннего его износа. По стандарту, пильные цепи STIHL, затачиваются под углом 30° – параллельно сервисной маркировке угла заточки. Ведите напильник таким образом, чтобы четвертая часть диаметра напильника выступала за верхнюю режущую грань зуба. Первый зуб, который Вы выбрали, необходимо затачивать до тех пор, пока снова не будет достигнуто превосходное качество реза.
После этого заточите все режущие зубья на одной стороне на ту же длину, после чего переверните бензопилу на 180° и заточите все зубья на другой стороне. Все режущие зубья должны быть заточены на длину равную длине того режущего зуба, который Вы затачивали первым. Он служит ориентиром. Считайте проходы напильником и делайте одинаковое количество проходов на каждом режущем зубе, чтобы обеспечить одинаковую длину всех зубьев.
Если вы увидите, что режущие зубья одного ряда короче, чем другого, это означает, что на этой стороне Вы надавливали на напильник сильнее. Сравняйте длину режущих зубьев, сделав один-два прохода напильником на более длинных зубьях.
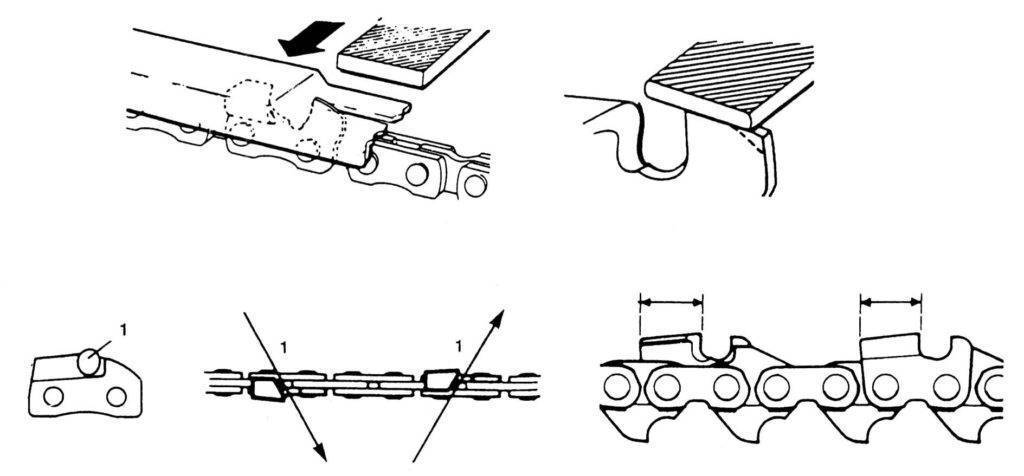
Корректировка ограничителя глубины резания
Глубина резания a – это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая глубину врезания в древесину, т.е толщину стружки. Чаще всего встречаются цепи с зазорами 0,018 дюйма (или 0,45мм) для шага 1/4″P, в 0,026 дюйма (или 0,65 мм) для шага 1/4″, 3/8″P, 0,325″, 3/8″ и 0,031 дюйма (или 0,8 мм) для шага 0,404″, реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Глубина резания в значительной степени определяет производительность пиления. Чем больше зазор – тем выше производительность. Оборотной стороной производительности является вибрация. Так цепи с маленькой глубиной резания в пропиле движутся мягче, меньше «дергаются». Поэтому для баланса вибрации и производительности, часто на цепи с большим шагом устанавливают резцы с малой глубиной резания, и наоборот. При заточке режущего зуба расстояние до ограничителя глубины уменьшается. По окончании заточки всех режущих зубьев следует проверить расстояние до ограничителя глубины и при необходимости откорректировать. Используйте для проверки расстояния до ограничителя глубины контрольный калибр, соответствующий шагу цепи.
Для этого просто наложите контрольный калибр на пильную цепь. Если ограничитель глубины выступает за контрольный калибр, его следует немного сточить напильником.
Доработайте ограничитель глубины так, чтобы он не выступал за контрольный калибр. У пильных цепей с ведущим звеном с выступом, выступ обрабатывается одновременно с ограничителем глубины. В завершение подточите верхнюю кромку ограничителя глубины под углом параллельно сервисной маркировке – при этом не опускайте ещё больше самый высокий участок ограничителя глубины. Следите за тем, чтобы только что заточенные режущие зубья не обрабатывались плоским напильником. Если перестараться с ограничителем глубины, увеличится отдача бензопилы.
Современный способ
Если зубья очень сточились, и режущее лезвие потеряло свою форму, то сглаживать их вручную займёт много времени. штиль 180, заточка цепи бензопилы видео, набор для заточки цепи stihl 5605 007 1027 заточка пильной цепи, заточка пильных цепей, заточка цепи бензопилы. В данном случае обычно употребляют ручной станок либо электронный с кругом для заточки. 1-ый тип устройства имеет вид лучковой пилы с круглым ратфилем. Станки бывают стационарными и мобильными, которые можно установить прямо на шину.
Дополнительно: Почему В Триммер Не Поступает Бензин
Настраивать нужные характеристики начинают с самого малеханького зубца. После того, как все зубья заточены и выровнены, круглый ратфиль подменяют на тонкий, чтоб провести заточку ограничителей.
Преимущество электронных станков в том, что диск подводится прямо под затачиваемое лезвие. К тому же качество заточки в данном случае гарантированно и все зубцы будут схожего размера.
В видео ниже показан пример заточки бензопилы своими руками при помощи электронного станка.
Угол заточки можно поменять – это находится в зависимости от цели предназначения. Для распила твёрдой древесной породы употребляют наименьший угол, а для мягенькой больший. Заточка цепи бензопилы после чего переверните бензопилу на 180 по окончании заточки. как правильно заводить штиль 180 заточка-правка цепи бензопилы заточка цепи. В любом случае он должен быть от 25° до 35°. 10° угол используют для цепей, созданных для продольного разреза.
Это самая обычная и копотливая методика по заточке зубьев цепи. Все же метод неплох, когда заточка делается в районе в лесу. Не возить же непрерывно лично целый станок?! Однако здесь стоит быть поточнее – предполагается ни какой инструмент, а целый набор, куда включены:
- тонкий ратфиль;
- круглый ратфиль;
- шаблон.
Них делает свои обязанности. Основное назначение плоского инструмента заключается в заточке ограничителя глубины.
Круглый ратфиль уже делает главную операцию, делает режущие кромки острее. Одновременно для каждой цепи требуется определенный поперечник инструмента:
- шаг ¼ дюйма – 4 мм;
- шаг 0,325 – 4,8 мм;
- шаг 3/8 дюйма – 5,2.4 мм;
- шаг 0,404 – 5,5 мм.
Для цепей Picco, которыми оснащаются бензопилы Штиль 180 с шагом 3/8 и четверть дюйма, также подойдет ратфиль поперечником 4 мм. Принципиально верно его держать. Относительно вертикальной плоскости ратфиль необходимо располагать строго перпендикулярно цепи, в отношении горизонтальной – под маленьким углом (около 30°). Определенный угол заточки выбирается зависимо от потребностей, однако во время 25-35°.
Только следует учесть, что данный способ не предназначен для неизменного внедрения, а служит только как правки лезвий. Очень нередкое внедрение ратфиля через некоторое время приводит к изнашиванию цепи, а сами зубья будут затачиваться неравномерно.
Фактически каждого непрофессионала тревожит вопрос, какой угол заточки цепи бензопилы на станке? Повсевременно воспользоваться ратфилем нельзя, болгарку использовать трудно, для новичков эта процедура и совсем небезопасна. Здесь уж ничего не поделаешь, приходится использовать станки, которые будут как механическими, так и электронными.




С ручным станком придется трудиться целую «вечность», а от использования электронного аналога получаешь наслаждение. Сейчас на выбор есть самые различные модели, которые обеспечивают
- верный угол заточки;
- уровень свойства работы;
- высшую скорость заточки.
Также необходимо отметить, что заточка делается умеренно относительно всех звеньев. Что остается сделать нашему клиенту, что необходимо – это включить оборудование в сеть, установить требуемый угол, услаждаться зрелищем либо заняться принципами делами. Цена таких станков варьируется от 4.5 до 4 тыщ рублей. Однако самое основное – найти угол заточки цепи бензопилы Штиль на станке будет не сложно.
Хоть с ручным оборудованием возиться длительно – процесс очень долгий, однако стоит оно в несколько раз дешевле. По внешнему облику станок припоминает лучковую пилу, только заместо полотна – ратфиль круглой формы. В базу также берется меньший зуб. Одновременно для заточки хватает 2-ух как еще его называют 3-х движений, далее конечно перебегать к последующему звену. Если необходимо обработать ограничитель – изменяется ратфиль (круглый сменяется плоским).
Дополнительно: Лучшие бензопилы производства России: обзор, характеристики, цены, отзывы
Шаблон для заточки цепи бензопилы
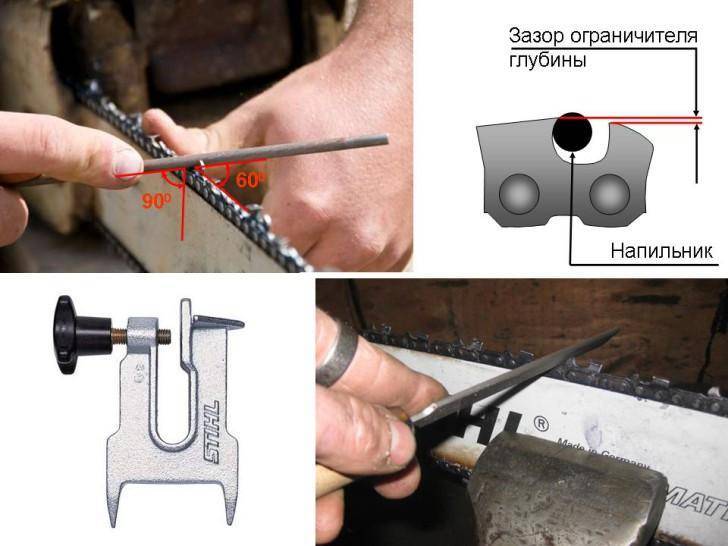
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°
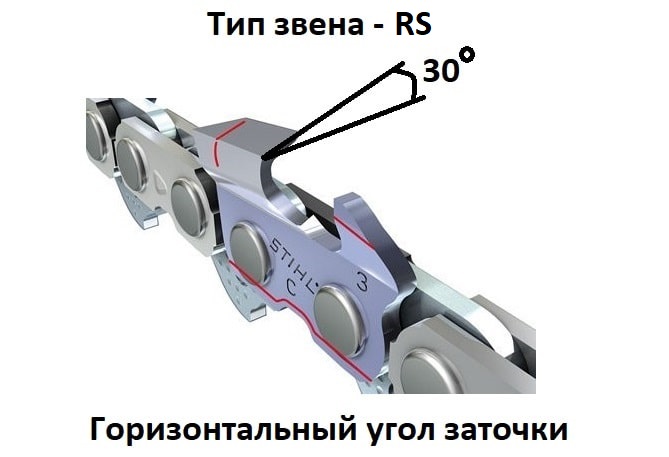
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке
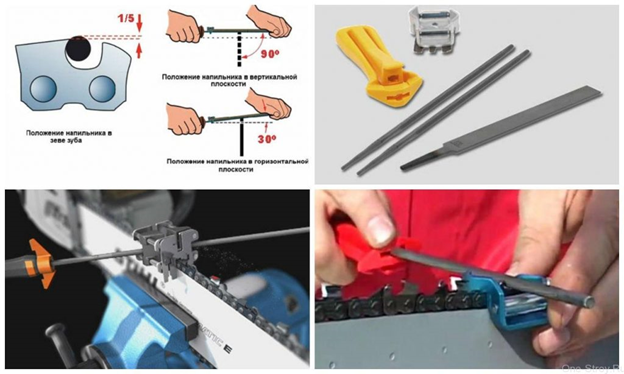
В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.



Механизированная заточка на станке Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами. Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей
Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики: Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи; Возможностью регулирования угла заточки, в пределах, указанных ранее; Наличие сменных шлифовальных дисков; Постоянным значением ширины реза. Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом
Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом
Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала. Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку. Безопасность проведения работ обеспечивается откидным предохранительным щитком.