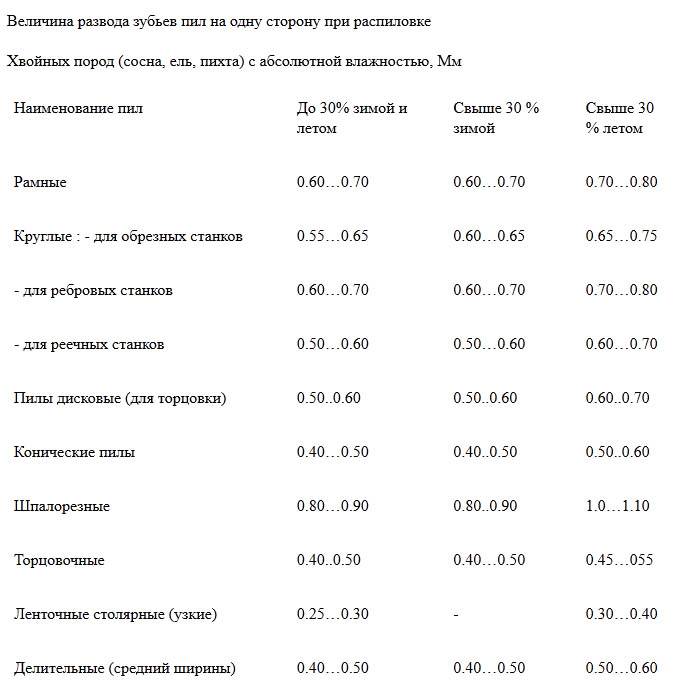
Настройка пилорамы
Выбор охлаждающего раствора
Пилить на ленточной пилораме с использованием воды для смазки неправильно. Смазку лучше не использовать до «наката» опилок на пилу. Если это произошло, оптимальная обработка: 1/2 смазочного масла для шин бензопил, 1/2 солярки. Смесь наносится с двух сторон полотна пилы, но количество охлаждающего раствора – небольшое.
Такая смазка продлит эксплуатационный срок шкивов пилорамы и уменьшит количество досок со следами цветения.

Снятие натяжения
 Натяжение пилы на ленточной пилораме
Натяжение пилы на ленточной пилораме
Полотно в процессе распиловки греется, из-за чего растягивается в длину. После остывания начинается стремление к сжатию. В этот момент возникает перегрузка из-за избытка натяжения, могут появиться трещины.
Полотно запоминает форму шкивов, возникает деформация ремней шкивов, могущая привести к вибрации полотна. Заминается горбик на ремнях, обеспечивающий самостоятельное центрирование пилы. При остановке пиления натяжение с пилы необходимо снимать.
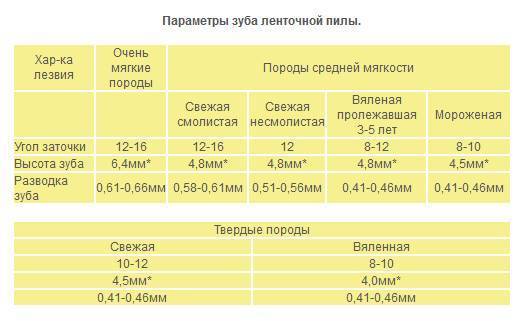
Разводка ленточной пилы
Оптимальной разводка считается, когда между полотном пилы и распиливаемой древесины смеси из 2/3 опилок и 1/3 воздуха. Если выбрасывается опилок 80%, пила правильно разведена.
При присутствии на пропиле множества рыхлых опилок, а на поверхности доски царапин, развод пилы больше чем нужно. Пила при этом функционирует рывками. При недостаточном разводе на поверхности досок в процессе пиления будут оставаться горячие опилки, плотно спрессованные, такая ситуация губительно сказывается на пиле. А после резания древесины на материале останутся волны.
Перед распилом бревна отсортировываются по диаметру:
 Лучшие разводки пил
Лучшие разводки пил
- Для большего диаметра увеличивается развод, но он выполняется только на 1/3 части зуба сверху.
- Для мягкого дерева следует увеличить развод, заточку надо делать после подготовки оборудования с обязательным соблюдением формы зуба.
Индикатор устройства развода работает в напряженном режиме и часто сбивается, поэтому необходима постоянная его проверка.
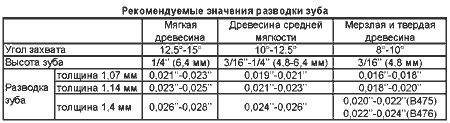
Угол заточки рекомендуется соблюдать 10–12 градусов, мягкие породы дерева – до 15 градусов, твердые и мерзлая древесина – 8–10 градусов.
Скорость пиления
При увеличении скорости пиления пропил получается более чистым, но сокращается эксплуатационный срок пилы. Если качество распила падает, необходимо снижение скорости подачи. Начальные 5 минут показатель работы оборудования не должен быть больше 1/2 от максимального значения.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
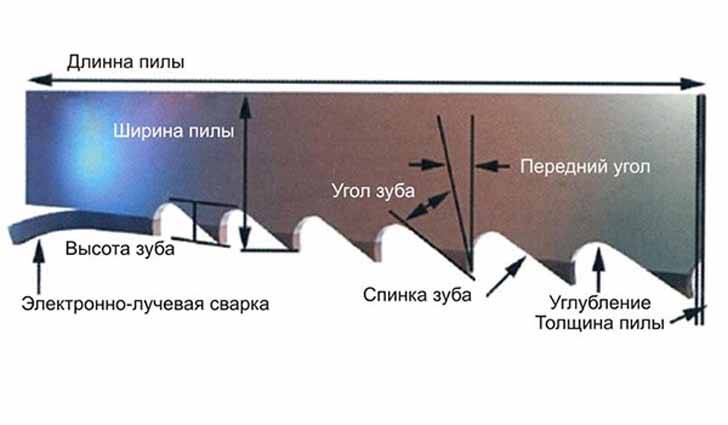
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Подготовка к работе
В процессе эксплуатации пилорама требует настройки, проверки всех ее важных узлов. Наиболее значимая часть устройства – ленточные пилы.
Перед началом работы необходимо:
 Перед началом работы следует убедиться в исправности пилорамы
Перед началом работы следует убедиться в исправности пилорамы
- Проверить, надежно ли закреплены детали и резьбовые соединения.
- Смазать трущиеся поверхности.
- Проверить надежность заземления.
- Включить электродвигатель на холостом ходу, проверить, как двигается лента.
- Проверить установку ленточной пилы, отрегулировав при необходимости.
- Чтобы уменьшить стрелу прогиба пильной ленты, передвинуть левый ролик на 5–10 см от боковых границ дерева.
- Приподнять ленточную пилу над бревном и проверить ее обратный ход.
- Проверить крепление защитных кожухов пилы, зубчатой передачи, клиноремонтной передачи.
Ленточное пиление позволяет работать с материалом большого диаметра.
Возможность пилить материал большого диаметра это второй существенный плюс ленточного пиления. Но если первое преимущество вытекает из особенностей режущего инструмента в виде ленточной пилы, то второй плюс это фактор ленточного пиления как процесса в целом.
Дело в том, что человечество пока еще не придумало как использовать на практике дисковые пилы диаметром значительно превышающем 1,000 мм. При попытке выйти за этот размер дисковой пилы при пилении происходят процессы делающие пиление сначала слишком дорогим (стоимость пилы, конструкция станка, толщина пропила), а производство нерентабельным, а затем и просто невозможным.
Таким образом с точки зрения размеров обрабатываемых материалов, читай возможности распилить бревно на брус и доски, дисковое пиление ограничено диаметром в 450 ÷ 550 мм. Конечно большая часть промышленно перерабатываемой древесины не превышает эти предельные размеры, тем не менее стволы в 1,000 мм встречаются на практике довольно часто.
Ленточное же пиление позволяет разнести шкивы, удерживающие ленточную пилу на расстояние позволяющее пилить метровые стволы. Конечно, ленточнопильный станок или точнее уже ленточная пилорама подобной конструкции так же получается не дешевой. Но стоимость ленточной пилорамы, способной переработать ствол толщиной 1,000 мм, все равно будет дешевле или сопоставима со стоимостью дискового станка с пилой 1000-1200 мм.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
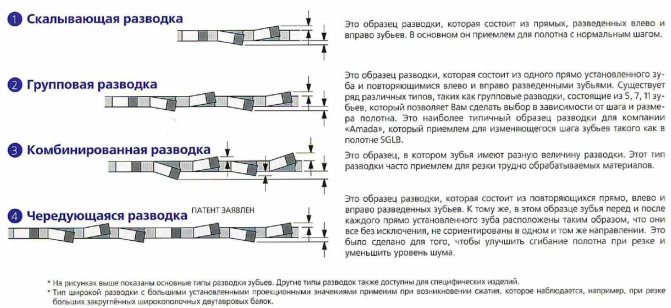
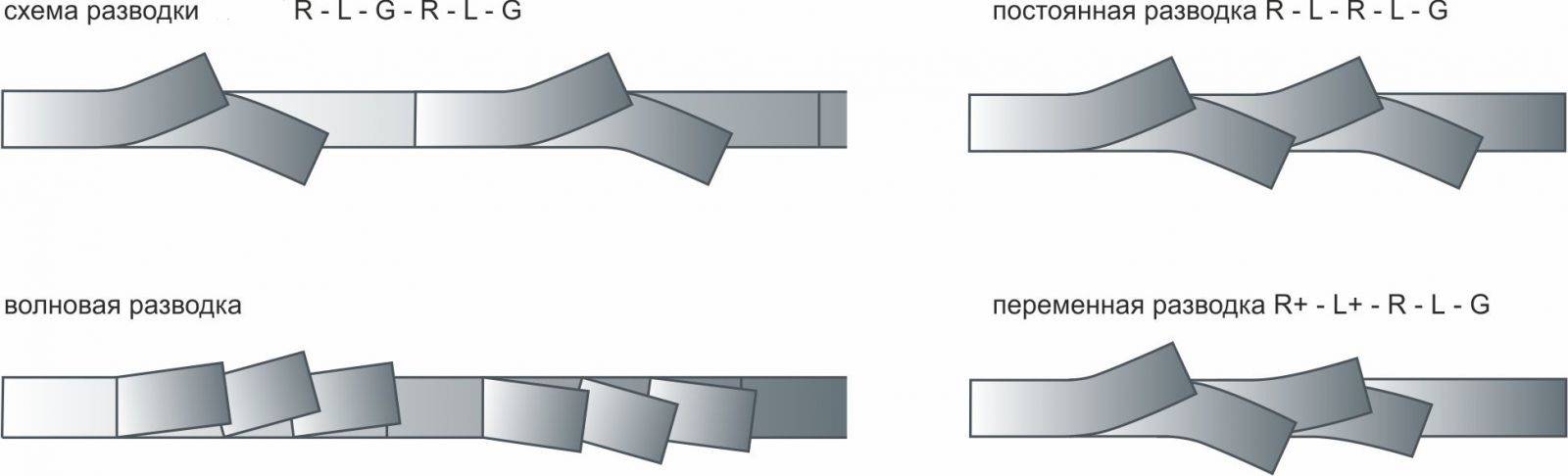
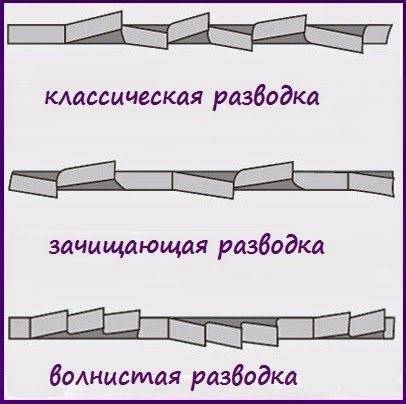
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
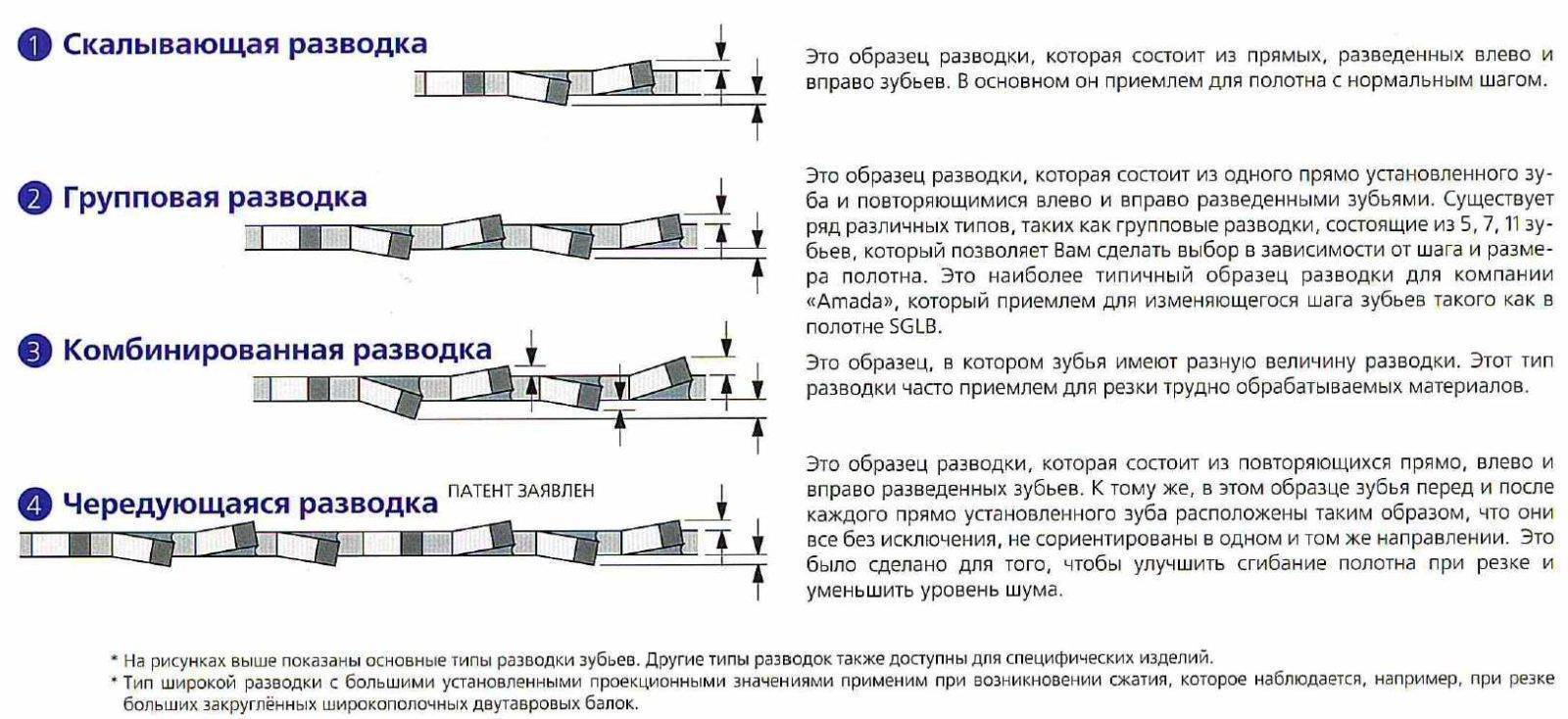
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.

Приспособление для разводки
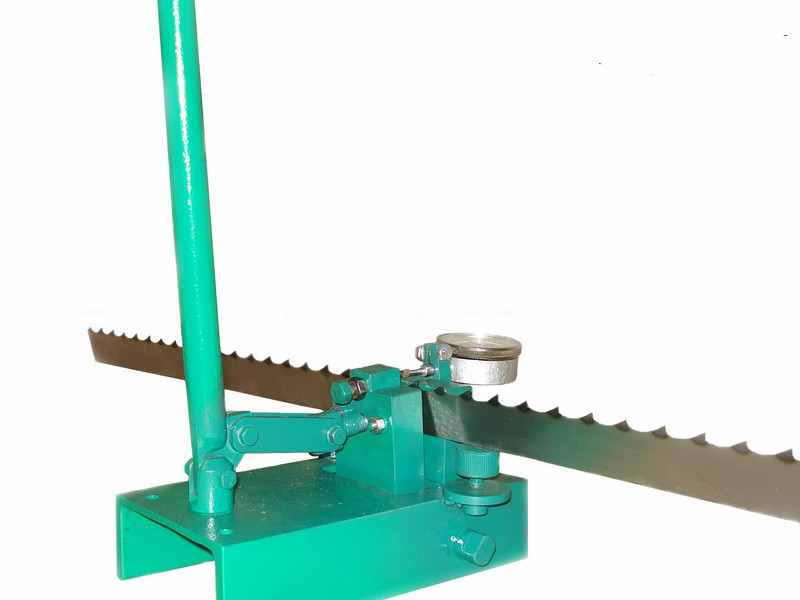
Приспособление для разводки Тайга
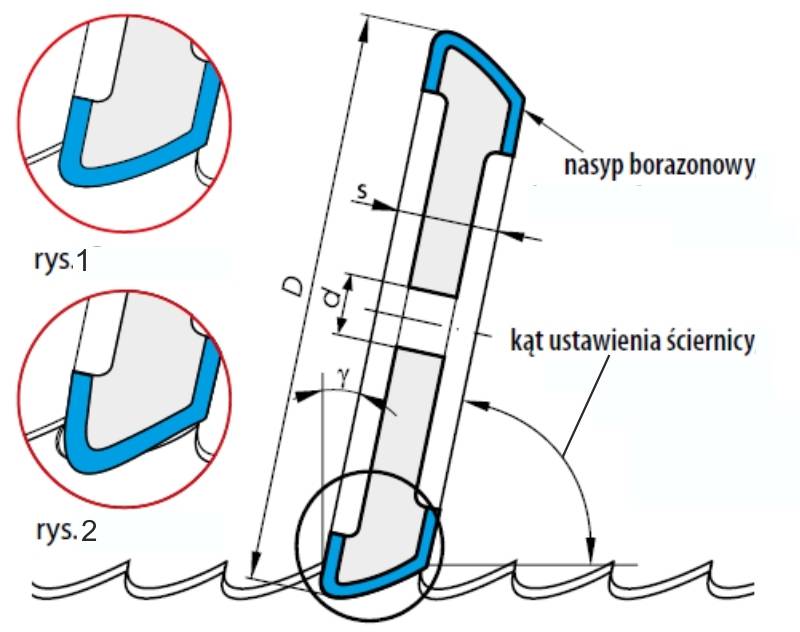
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.



Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Заточка пилы
При эксплуатации пилы происходит снижение качества реза по причине затупления резцов, уменьшение ширины их разводки. Поэтому, чтобы повысить режущие свойства, необходимо заточить режущие кромки ленточной пилы. Инструкция по выполнению работ:
- Разводка.
- Точение.
В домашних условиях разводку зубцов можно выполнить следующими способами:
- классическим: последовательное отгибание в соответствующую конструкции сторону;
- зачищающим: отгибание в обе стороны двух рядом расположенных зубцов, а третьего – оставить без изменений в начальной позиции;
- волнистым: каждый зуб разводится на разную величину в виде волны.
Заточка выполняется в следующей последовательности:
- Подбираются точильные круги с учётом твёрдости материала. Для обработки инструментальной стали нужно применять диски из корунда. Заточить биметаллические инструменты можно алмазными дисками.
- Наждак для ленты. Выпускается со следующими формами: тарельчатая, плоская, чашечная, профильная.
- Ленту следует очистить от загрязнений, масляных пятен, стружки. Затем вывернуть зубьями в обратную сторону и в таком виде повесить внутри помещения на 12 часов.
- Выполнить заточку подготовленными инструментами.
Основные правила точения пил:
затачивание зубцов выполняется с одной или двух сторон полотна; с зубцов нужно снимать одинаковые слои металла, чтобы линия реза формировалась ровной, кромки были гладкими; при точении кругами недопустимо сильное прижатие затачиваемых кромок к абразивной поверхности, чтобы предотвратить отжиг металла и потерю механических свойств; для охлаждения инструмента во время работы требуется водяное охлаждение; важно сохранять геометрию полотна и зубцов; при обнаружении заусенцев требуется их удаление. Правильно разводить зубцы нужно не полностью всей плоскостью, а отгибать только 1/3 или 2/3 от вершины
По рекомендациям производителей величина отгиба — от 0,3 до 0,7 мм
Правильно разводить зубцы нужно не полностью всей плоскостью, а отгибать только 1/3 или 2/3 от вершины. По рекомендациям производителей величина отгиба — от 0,3 до 0,7 мм.
Правильный процесс заточки инструмента
Доказано практикой, что свыше 80 процентов случаев поломки инструмента происходит из-за неправильной заточки зубьев ленточных пил. Необходимость заточки определяется на глаз – по состоянию стенок пропила или виду самых зубьев.
Заточные круги для ленточных пил подбираются в зависимости от твердости зуба. Для заточки инструмента из инструментальной стали применяют корундовый круг. Биметаллические пилы затачиваются алмазным либо боразоновым абразивом. Форму круга для инструмента следует определять исходя из параметров пил. Она может быть чашечной, профильной, тарельчатой и плоской.
Перед тем как применить в работе пилу необходимо в подвешенном вывернутом состоянии продержать ее примерно одиннадцать часов.
Требования к заточке инструмента своими руками:
- необходимо равномерно снимать металл по профилю зуба;
- исключить чрезмерный нажим круга (это может привести к повреждению зуба);
- обязательное применение охлаждающей жидкости;
- обеспечить сохранность геометрии зуба;
- недопускание образования заусенцев.
Стандартная инструкция гласит, что заточка инструмента должна осуществляться либо по передней грани зуба, либо и по задней, и по передней. На практике же многие народные умельцы, да и профессионалы осуществляют заточку исключительно по задней грани – так, по их мнению, это удобней.
Данный инструмент достаточно неприхотлив в плане заточки, несмотря на массу требований и правил. Заточку можно производить как вручную, так и с помощью специального заточного устройства; применять для обработки разные по материалу и форме круги и т.д.
Перед тем, как точить инструмент нужно ознакомиться с основными видами осуществления данной операции. Также в интернете можно просмотреть видео.
Виды заточки
- Полнопрофильный вид. Является наиболее качественным видом, производится автоматически на спец. станке. Точно подобранный эльборовый круг, проходит одним движением всю межзубовую впадину вместе с гранями соседних зубьев. При этом исключено образование угловатых форм у основания зубьев. Единственный недостаток этого вида заточки – это необходимость иметь при себе определенное число различных кругов для пил имеющих разный профиль.
- Заточка граней режущей части. Может производиться вручную либо на профессиональном станке. Если вы захотели произвести заточку станком, необходимо правильно подобрать круг – в большинстве случаев это плоские образцы. Исходя из практики, обращаться к спец. заточному оборудованию необходимо только в тех случаях, когда объем работ очень большой. При малом объеме работ лучше производить заточку вручную – на обычном станке или с применением гравера. При выполнении работы по заточке, в целях безопасности, необходимо использовать защитные очки или маску.
Если ни гравера, ни станка у вас нет, то можно заточить инструмент дедовским обычным методом – используя надфиль. При старательном и регулярном исполнении операции очень быстро появится навык ручной качественной заточки.
Советы профессионалов
- При заточке инструмента на станке, перед началом заточки нужно убедиться в правильности расположения заточного диска относительно пилы.
- Необходимо убрать из пазух такой слой металла, чтобы гарантированно устранить все микротрещины.
- Если пила эксплуатировалась без качественного обслуживания, дольше отведенного производителем, слой металла, снимаемого за одну заточку, необходимо увеличить.
- В качестве эталона всегда используйте новый инструмент для проверки результатов заточки.
- Форма режущей части пилы – выверенный и разработанный годами параметр. Поэтому выводить свои параметры и надеется на хорошее качество работы не стоит.
- При соблюдении правил эксплуатации и требований завода изготовителя ленточная пила прослужит вам до того момента, пока ее ширина не уменьшится до 65 процентов от исходного наминала. Ширина уменьшается в процессе перезаточек зубьев.
- Обязательно необходимо убирать заусенцы в процессе заточки инструмента, иначе это приведет к образованию микротрещин в процессе распилки материалов.
- После окончания работы инструмент необходимо незамедлительно очистить от опилок и смолы, а перед заточкой надо тщательно осмотреть пилу. Иначе засорите стружкой заточной диск, что приведет к неправильной заточке ленточной пилы.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления. 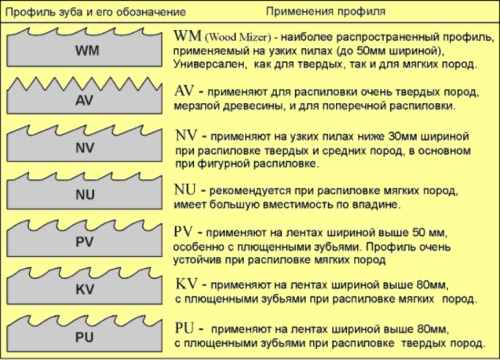 Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
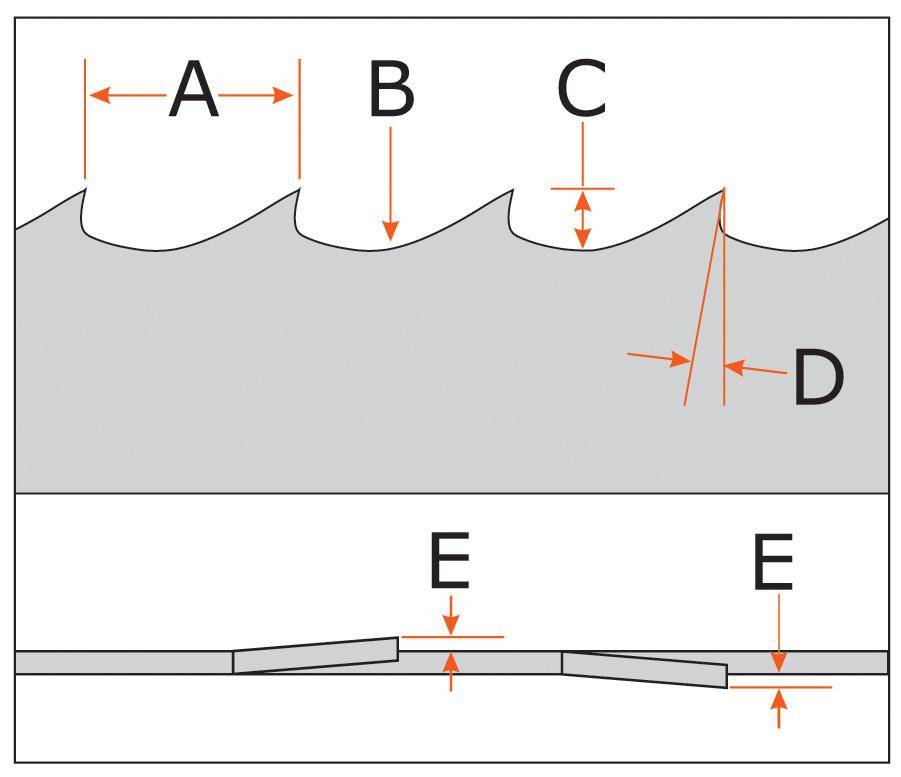
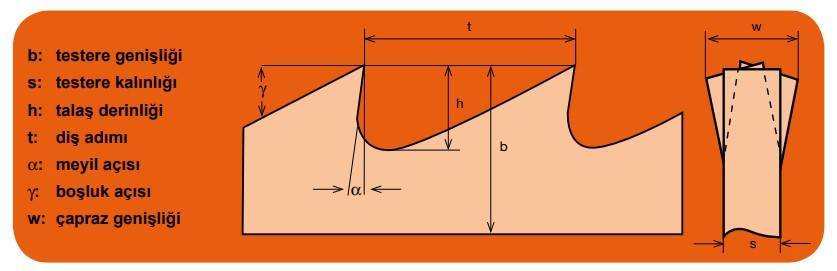
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).




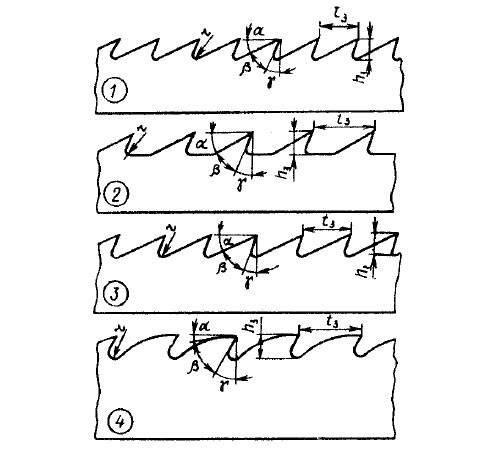
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
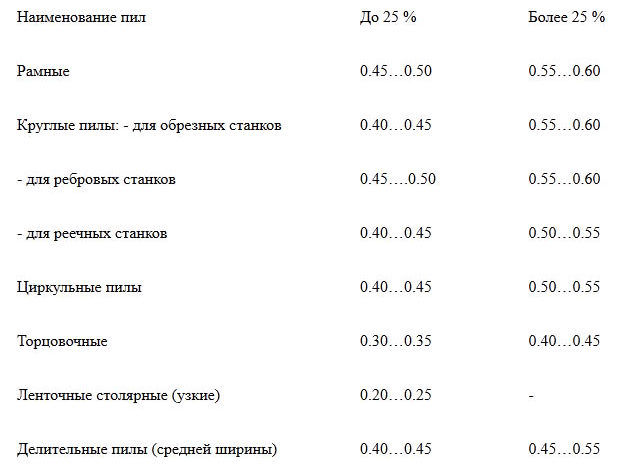
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Карта распиловки
Карта распиловки представляет собой расчет оптимального количества готового пиломатериала из одного бревна. Ее можно рассчитать самостоятельно для каждого конкретно диаметра бревна, а можно воспользоваться компьютерной программой, значительно облегчающей расчет, и цена которой вполне доступна.
Выход материала после распила дерева
Либо источником может стать обычный справочник по лесопильному делу. В итоге получается таблица, которую берут за основу. Лесопильное приспособление всегда должно быть ориентировано на ее данные, для получения большего количества пиломатериалов любой породы дерева.
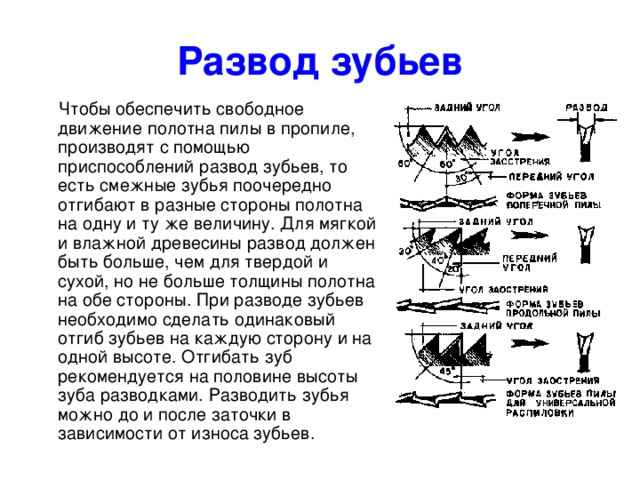
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.
Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
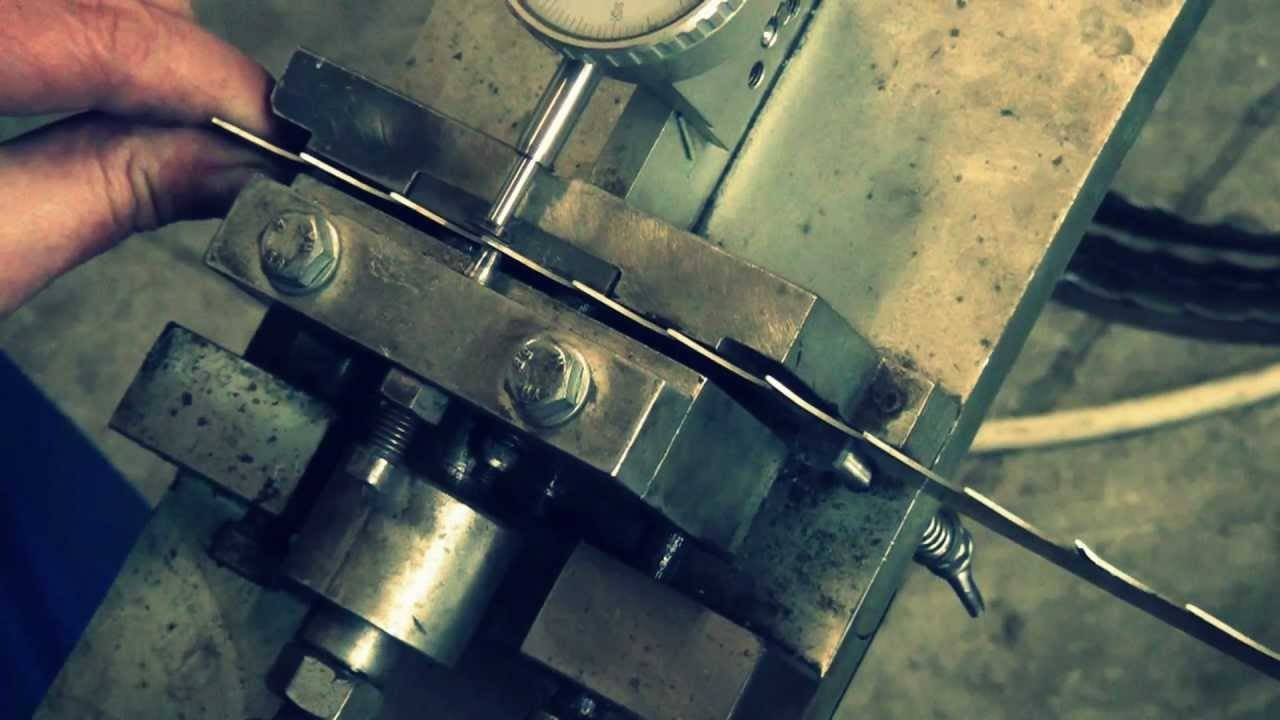
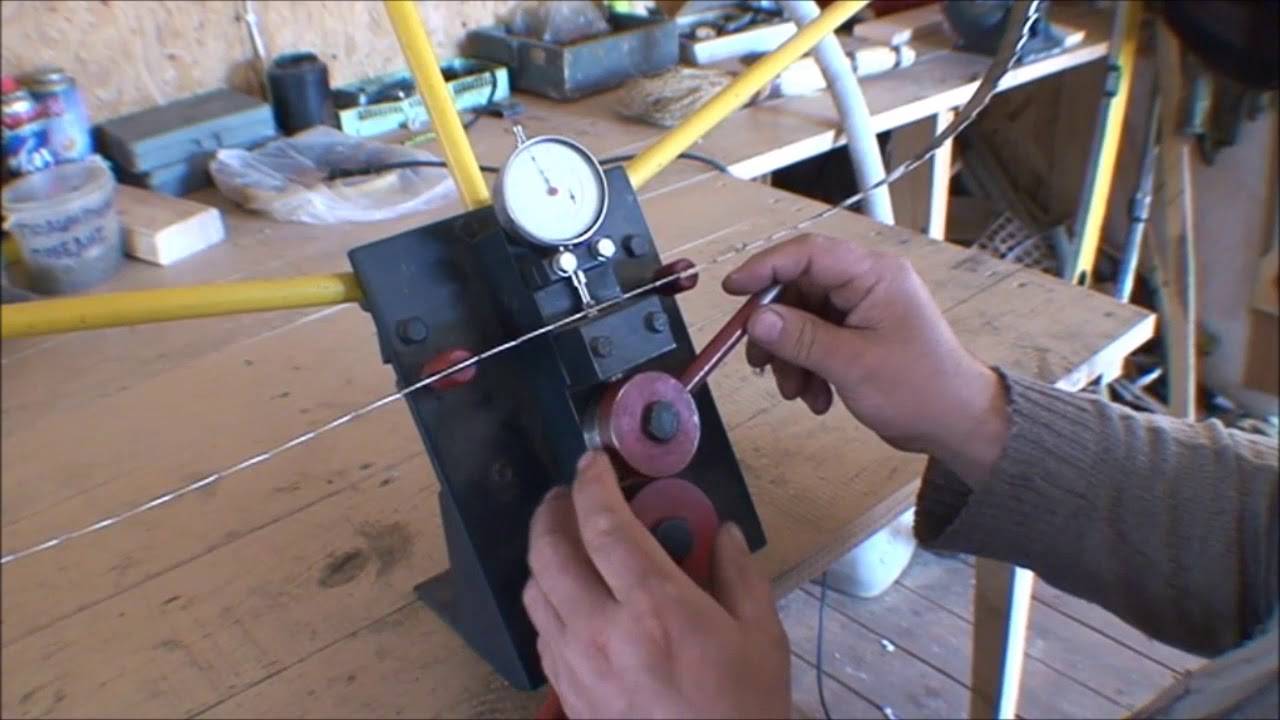
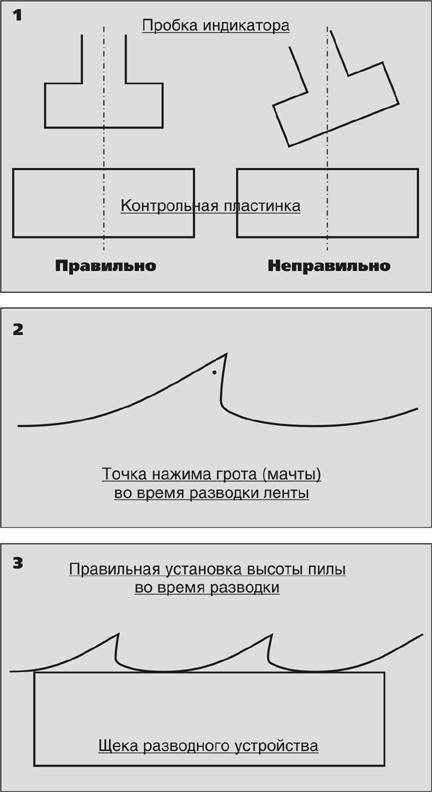
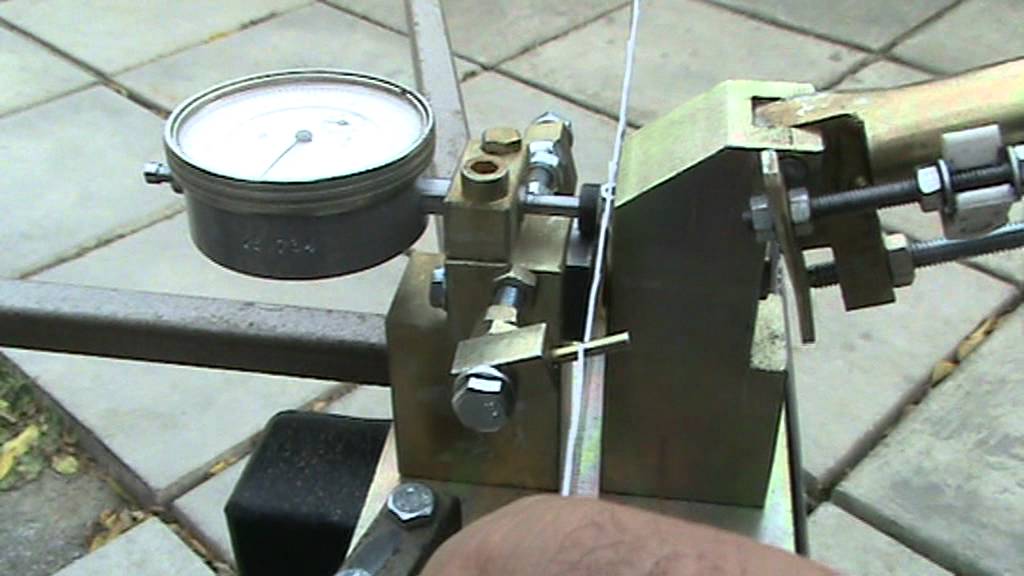
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
https://youtube.com/watch?v=b0O7dKV9RX8
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Не маловажным в подготовке ленточной пилы является ее развод зубьев. Очень много вопросов от наших клиентов поступает по этому поводу. Отвечаем на Ваши вопросы:
60 м3 вместо 20-30, а так же он снимает напряжение с пилы что очень важно, каждый зуб будет иметь одинаковый профиль, что повысит устойчивость пилы в пропиле. ООО «ПилорамCервис» 2004–2019
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта – ссылка на него обязательна!
Особенности расчета
Бревно устанавливается в направляющих роликах с фиксацией его в зажимах. Количество получаемого материала рассчитывается исходя из диаметра бревна. Правильный расчет вида и количества материала также влияет на его качество.


Опытный распиловщик, взглянув на бревно, уже способен определить все параметры будущего материала, сразу найти комлевую часть и вершину бревна. Диаметр комлевой части больше, чем вершины. От точности расчета зависит, какой толщины получится горбыль.
Диаметр бревна нужно замерять с вершины. Дальнейшие действия мастера:
 Таблица распиловки бревна
Таблица распиловки бревна
- Идеально ровных стволов практически не бывает. Поэтому надо внимательно осмотреть все изгибы, выпуклости.
- Повернуть бревно так, чтобы отходов в виде горбыля получить минимальное количество.
- При установке бревна необходимо убедиться в его свободном движении в направляющих.
- На линейке пилорамы выставить габарит по диаметру бревна плюс максимальная высота выпуклости.
- Размер выпуклости определяется от разницы диаметра комлевой части и вершины.
- Рулеткой замеряется размер наиболее высокой части, от полученного результата начинается отсчет размеров материала.
- Мастер обязан учитывать размер на пропил 2–5 мм.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.

Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
. Если она предназначена для распиливания древесины вдоль волокон, зубья сделаны с наклоном в сторону пиления (рис.1б). Для смешанного пиления зубья треугольной формы (рис.1в), а для поперечного — в форме равнобедренного треугольника (рис.1а).
пилы и ножовки.
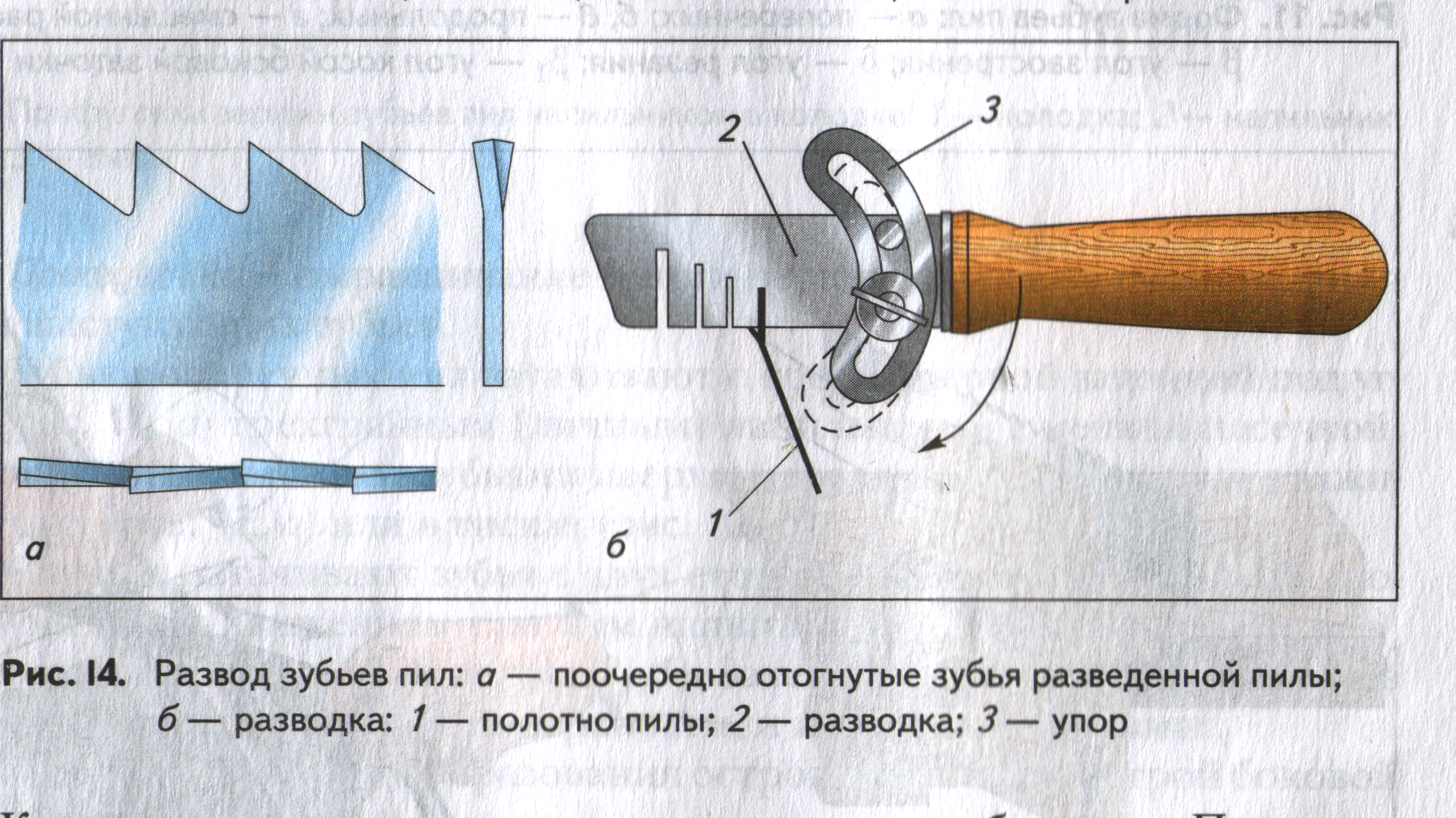
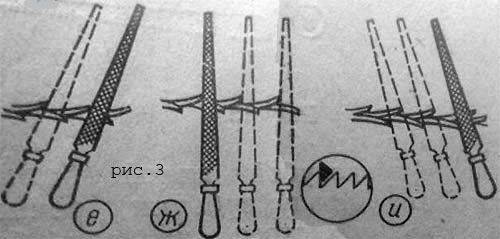
Несмотря на преимущества лучковой пилы (рис.2а) — чистота распила, возможность распиливания больших досок и брусков как по прямой, так и по овальным линиям, — начинающим рекомендуется пользоваться ножовкой (рис. 2 б) с широким полотном (даже в неопытных руках такое полотно идет прямо). Для выпиливания деталей с закруглениями удобно пользоваться узкой курковой ножовкой со сменными полотнами (рис.2в), которые имеют различную форму зубьев. Пила обязательно должна быть разведена. то есть зубья отгибают поочередно в разные стороны (на высоте 2/3 от основания). Ширина развода считается нормальной, если она равна полуторной толщине полотна. Существует и другой подход: при распиловке древесины твердых пород зубья разводят на 0,25 -0,5мм, мягких пород — на 0,5-1мм. Более широкий развод не облегчает и не улучшает пиление. Разводят пилу специальной разводкой или самодельной металлической пластинкой (рис.3а) с прорезями шириной 1,5мм и глубиной 5мм. Этим пропилом захватывают зуб пилы, зажатой в тисках между дощечками (рис.3б), отгибают его (рис.3в). Сперва зубья разводят через один в одну сторону, затем в другую. После развода зубья могут иметь неодинаковый отгиб: одни больше другие меньше. Такие зубья нужно выправить, иначе распил будет неровный. Для этого достаточно провести пилу несколько раз между щечками тисков, раздвинутых на 1,5мм. Или забить в доску или брусок под некоторым углом два гвоздя на расстоянии требуемой ширины развода, вставить и провести пилу между ними несколько раз. В обоих случаях пилу двигайте в сторону противоположную наклону зубьев.
Следите, чтобы вершины зубьев пилы находились на одной высоте, иначе пила при работе будет «скакать» по дереву. Уровень зубьев выравнивают напильником с мелкой насечкой, вставленным в деревянную колодку (рис.3г). Двигая напильником по пиле, стачивают сильновыступающие концы зубьев. Так же поступают и после длительной работы пилой и неоднократной заточки зубьев. При заточке пилы ее полотно зажимают в тисках (рис.3д). Зубья продольной пилы затачивают под прямым углом к боковой поверхности полотна (рис.3ж). Зубья поперечной пилы затачивают в виде ножевидного лезвия, острие которого направлено к наружной стороне (рис.3е,и). С грани зуба снимают фаску под углом 45-60 градусов к боковой поверхности полотна, точку выполняют через зуб — сначала на одной стороне по всей длине пилы, затем на другой. Прежде точат одну грань, а затем другую, образуя переднюю (острие зуба) и боковую режущие кромки. При появлении заусенцев, их снимают напильником или надфилем.
Закрепив размеченную доску на верстаке или прижав ее левым коленом к табуретке, пилить начинайте с верхней грани доски (рис.4). В самом начале полотно поддерживайте бдльшим пальцем левой руки (повыше от зубьев), лежащей на доске. Работать начинайте серединой пилы, делая короткие, плавные взмахи. Когда полотно войдет в древесину, палец отпустите и работайте с полным размахом, чтобы все полотно скользило по древесине. Если вы впервые берете пилу в руки, поберегите палец, а пилу направляйте небольшим деревянным бруском. Кончая пилить, ускоряйте движения пилы, одновременно придерживая отпиливаемый конец доски — иначе он обломится и край распила получится неровный.
Как работать пилой.
Информация о зубцах
Инструменты для заточки: круглый напильник со специальной державкой; плоский напильник; шаблон для стачивания ограничителя глубины
Для того чтобы заточка ленточных пил выполнялась правильно и качественно, нужно обладать информацией о типах и формах зубцов и угле заточки. Для определения типа и формы зубцов пилы делят на 3 типа:
- Для столярных работ.
- Для выполнения делительных операций.
- Для обработки плотных заготовок (брус и бревна).
Основным различием между группами пил являются углы наклона и заточки зубцов режущей кромки. При этом неизменной является форма зуба — треугольник. Возможно применение волнообразной заточки на некоторых старых пилах (некоторые брендовые фирмы выпускают такие полотна и сейчас, для увеличения продаж). Однако это все-таки редкость, поскольку их гораздо сложнее производить и затачивать даже в условиях завода.
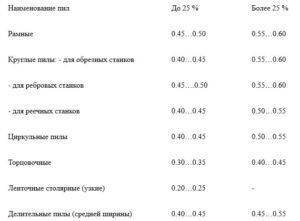
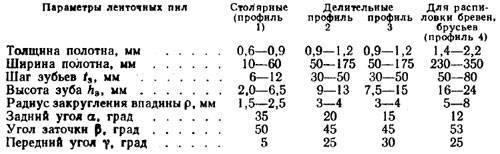
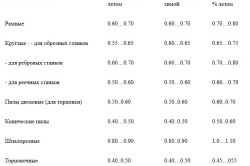
Для правильной заточки полотна необходимо предельно точное выдерживание углов. Полотна столярных пил должны иметь угол заточки от 45 о до 50 о, а наклон зуба должен быть 35 о (часто указывается задний угол). Для делительных пил углы заточки составляют от 40 о до 45 о, наклон зубьев должен быть около 20 о. Бревна и другие твердые заготовки обрабатываются полотном с углом заточки от 50 о до 55 о, а наклон должны иметь в пределах от 10 о до 15 о. Наклон зуба напрямую зависит от прочности обрабатываемых заготовок. Самыми плотными материалами считаются бревна, поэтому станки для их обработки имеют самый большой наклон зубцов. Работы с менее плотными заготовками производятся полотнами с более ровными зубами.