Назначение устройства
Для соединения двух металлических труб пользуются сваркой или резьбовым соединением . Недостатком сварочного соединения является невозможность его разъединения при возникновении такой необходимости . При работе сваркой нужен опыт, так как соединение должно быть не только прочным, но и еще надежным . Наличие резьбы не требует применения сварочного аппарата, что упрощает процесс соединения двух труб . Такое соединение получается надежным, прочным, а также может в любой момент быть разъединено с помощью двух ключей .
Для соединения трубы при помощи резьбового соединения нужно выполнить нарезку резьбы . Для этого используется такой инструмент, называемый клупп. Его применение позволяет получить резьбу следующих диаметров:
- полдюйма;
- ¾;
- дюйм;
- дюйм с четвертью.
Преимуществом резьбового соединения является то, что при таком способе не нарушается цинковый слой, как при сварке. Это защищает трубу от негативного воздействия коррозии, продлевая ее срок эксплуатации. Применяется инструмент для получения прочного соединения водопроводных и паропроводных труб, которые выдерживают большие нагрузки по температуре и давлению.
Как выглядит рассматриваемое устройство
Трубный клупп является прототипом плашки, а точнее он произошел от лерки. Это упрощенный вариант режущей лерки, хотя имеются изделия, которые имеют достаточно высокую стоимость. Отличается изделие от лерки и плашки тем, что имеет разборную конструкцию. Плашка изготавливается полностью из прочной стали, а в клуппе из нее отливаются только резцы.

Чтобы обеспечить эффективную нарезку резьбы на трубе, в инструменте используются прочные резцы и держатель из обычного металла. К основным конструктивным элементам трубного клуппа относятся:
- Держатель, который играет роль основания. В держателе можно заменить резцы, так как конструкция является разборной.
- Резцы. Выпускаются различных диаметров, и подлежат замене в держателе при стачивании режущей кромки.
Конструкция простейшего изделия имеет форму направляющей с фиксаторами для резцов. Усилие прикладывается к ручкам, которыми оснащается устройство. Если рукоятки отсутствуют, то нарезка резьбы выполняется путем перемещения клуппа трубным или гаечным ключом.
Разновидности инструмента
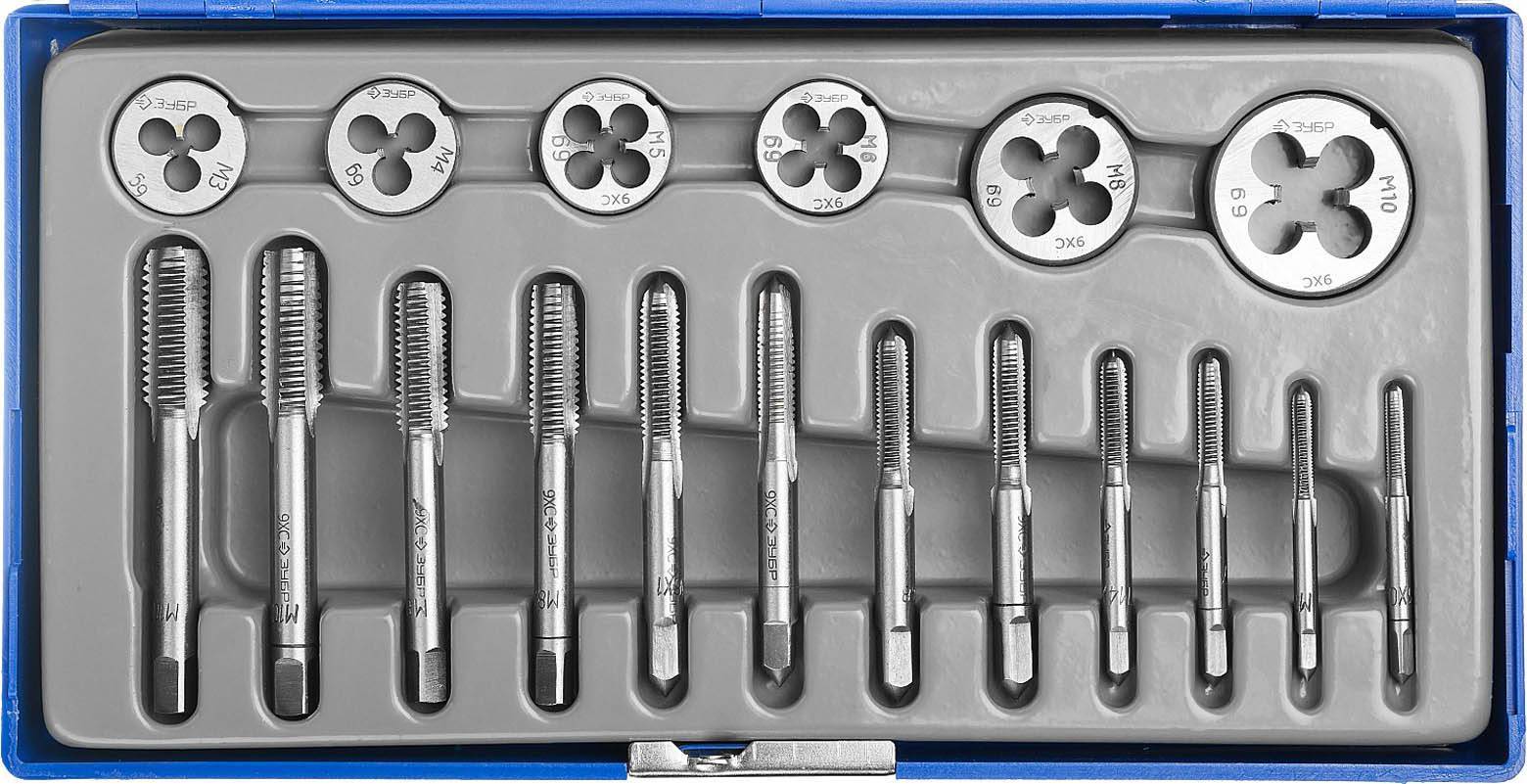
Обычно в комплекте идет набор клуппов для нарезания резьбы разного диаметра, а выглядит комплектация следующим образом.

Резьбонарезной инструмент для труб классифицируют на следующие виды:
- Ручной резьбонарезной клупп. В движение изделие приводится двумя ручками или гаечными ключами. С помощью такого вида изделия удобно выполнять нарезку резьбы на трубах диаметром до одного дюйма.
- Ручной клупп с трещоткой. Трещотка позволяет осуществлять возвратно-поступательные движения режущим инструментом при выполнении работы. Преимуществом таких изделий является упрощение работы по получению резьбового соединения большого диаметра. Пользование таким прибором напоминает завинчивание гайки на болт с помощью ключа трещотки.
- Электрический инструмент. Посредством электрического устройства обеспечивается максимальный комфорт в работе. Использовать такой инструмент рационально только тогда, когда приходится ежедневно выполнять соответствующие работы в больших объемах.

Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке
При его смещении витки могут быть расположены друг относительно друга неправильно.
При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:
- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.

Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.
Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.
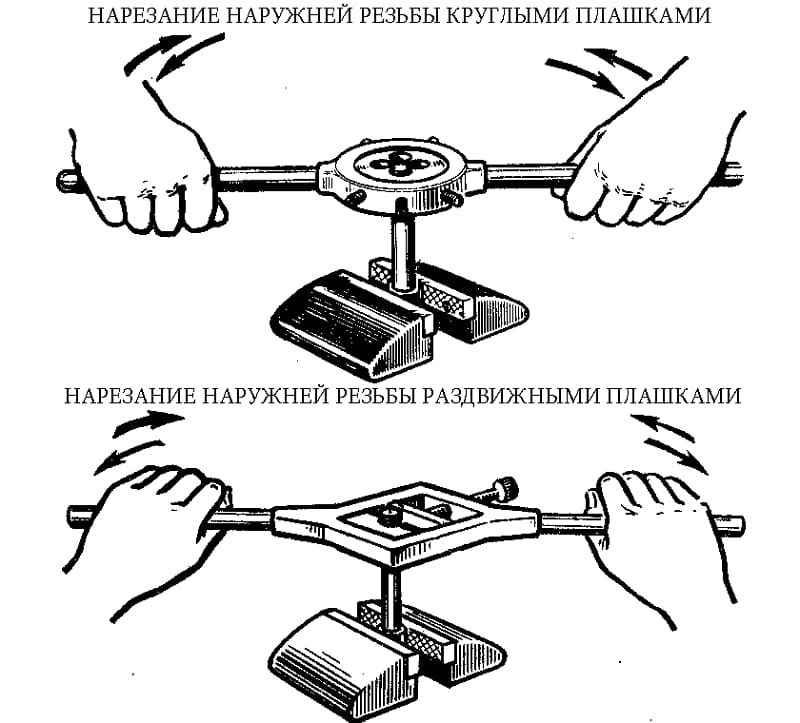
Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Создание резьбы
Понятие, винтовые поверхности, давно известно человечеству, начиная с античных времен. Широко известен и применяется Архимедов винт, для перемещения жидкостей, сыпучих продуктов, пластических масс и т.д.
Архимед, далеко не единственный гений, земли древнегреческой. Наверное, есть какие то правоустанавливающие документы (патент), но считается, что первым винт придумал Архит Тарентский (философ, математик, механик), живший в пятом веке до нашей эры.
Крепежные винтовые элементы применялись в Древнем Риме, но естественно, были очень дороги и поэтому использовались в медицинских инструментах, ювелирных украшениях и предметах роскоши.
Представить себе винтовую поверхность можно намотав веревку на цилиндрический предмет, например часть бревна. Примерно такую технологию использовали для разметки винтовых элементов, предварительно покрыв веревку краской или мелом.
Саму резьбу, понятное дело, нарезали вручную.
Изготовление метчиков (инструмент для нарезания резьбы) известно с пятнадцатого века, но винтовые элементы подгонялись вручную и о взаимозаменяемости, в те времена, естественно, не было известно.
Если существует ходовой винт, то нарезать резьбу на цилиндрической поверхности, то есть сделать другой ходовой винт, не проблема, но где найти, этот самый первый ходовой винт?
Над проблемой работал Генри Модсли, на рубеже восемнадцатого и девятнадцатого веков.
Первые ходовые винт и гайка (для его токарного станка) были изготовлены вручную. При помощи этих несовершенных элементов, он изготовил более точный ходовой винт. Заменив более точный ходовой винт на своем токарном станке, он смог изготовить еще более точный ходовой винт (и так несколько раз подряд, пока точность не перестала расти).
Точность изготовления — основа взаимозаменяемости. Спасибо, Генри.
Для тех времен, это были космические технологии.
Стандартизация резьб и понятия взаимозаменяемости, долгое время оставались в рамках отдельных машиностроительных компаний, пока в 1841 году Джозеф Витуорт не предложил систему крепежных резьб, которая и стала национальным стандартом для Великобритании (BSW).
Национальных стандартов резьбы было много и отголоски технических, национальных революций мы встречаем до сих пор (например, крепежные элементы американских машин отличаются от европейских).
Международный Конгресс по стандартизации резьбы, состоялся в Цюрихе в 1898 году и определил новые стандарты метрической резьбы на основе американского стандарта Селлерса, но с метрическими размерами.
На государственном уровне, стандартизации резьб в Российской империи не существовало и машиностроительные предприятия пользовались зарубежными.
Советская система стандартизации склонялась то к немецкой то к американской, пока в 1947 году, не была создана Международная организация по стандартизации (ISO), стандарты которой общеприняты во всем мире.
Следы борьбы национальных стандартов встречаются и сейчас, например размеры труб в России измеряются и в метрической системе и в дюймовой, присоединительные квадраты инструментов (сокеты), обозначаются в дюймах и т.д.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Выбор клуппа для нарезки резьбы
Тип клуппа выбирают, в зависимости от объема работ и личных предпочтений.
- Наиболее простой ручной инструмент состоит из держателя с зафиксированными в нем резцами и рукоятки, которая в самых дешевых моделях к базовому комплекту не прилагается. Для вращения клуппа без рукоятки потребуется трубный ключ. Рукоятки могут быть рассчитаны на вращение двумя руками или одной. Второй вариант более удобен для работы в стесненных условиях. С помощью этого компактного и недорогого инструмента можно проводить работы в небольших объемах.
- Ручной клупп с трещоткой. Инструмент удобен тем, что снимать рукоятку после каждого поворота держателя не требуется. Этот вариант является более финансово затратным, по сравнению с предыдущим, но более удобным, надежным и производительным.
- Электрические модели – просты в использовании, позволяют проводить работы в значительных объемах. Существенными минусами являются: невозможность применения в труднодоступных местах, необходимость в расположенном поблизости источнике электропитания, зависимость от погодных условии при работе на улице.
Для упрощения процесса изготовления резьбы на контактирующие поверхности наносят немного солярки или солидола.
Примерная схема работ
- Клупп надевают на трубу, фиксируют.
- Вращают рукоятку, производя одновременное нажатие.
- При работе со старыми трубопроводами во избежание обламывания части трубы напряжение от вращательных движений компенсируют с помощью трубного ключа.
Виды резьбовых соединений и их преимущества
Основными разновидностями соединений элементов трубопроводов является резьба и сварка, последний способ практически всегда применяется на промышленных магистралях большого диаметра и при монтаже газопроводных линий.
В быту не слишком много людей владеет сварочными аппаратами и необходимыми навыками сварщика, для них стыковка трубных элементов возможна только с использованием резьбы, которую не сложно нарезать своими руками.
При эксплуатации различают правую и левую резьбу на цилиндрических и конических деталях, последняя используется в промышленных системах высокого давления и не находит применения в быту.
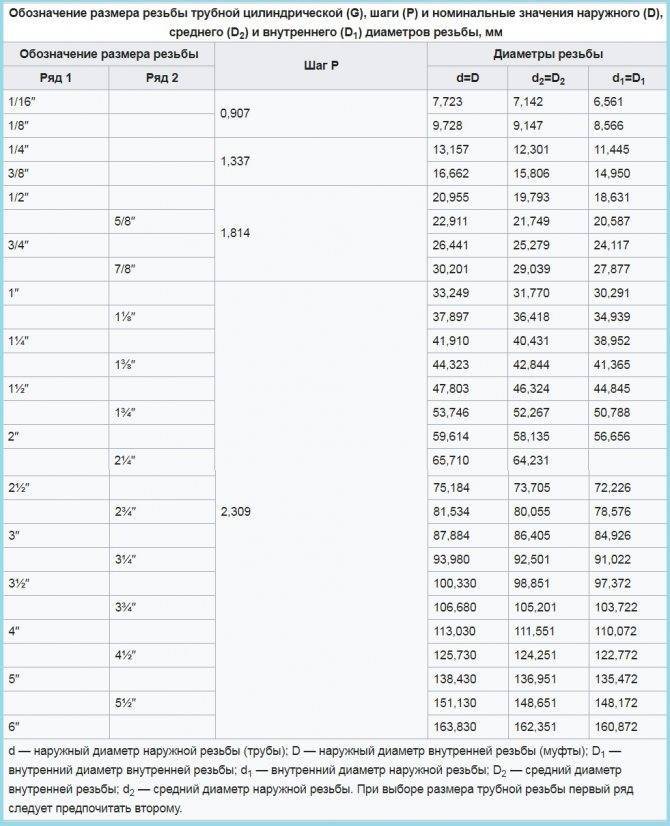
Рис. 2 Трубная цилиндрическая резьба — ГОСТ 6357-81
В ГОСТ 15763-2005 на резьбовые и фланцевые соединения трубопроводов, рассчитанных на рабочее давление до 63 бар, перечислено около десятка типов соединений трубопроводов и схем их сборки. Все их можно разбить на несколько групп:
- с ввертным концом корпусных деталей;
- с развальцовкой трубной кромки;
- с шаровым или приварным ниппелем;
- с врезающимися, зажимными и упорными кольцами.
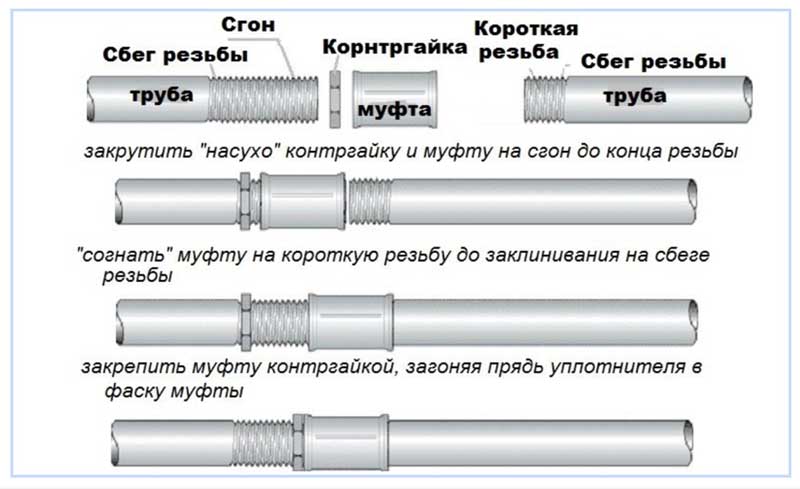
Рис. 3 Схема и порядок соединения стальных труб
Резьба имеет следующие преимущества перед другими способами:
- Герметичность и прочность. Показатель достигается за счет использования специальной нарезки, параметры которой зависят от трубных размеров. При соблюдении стандартов правильно выполненная прорезка обеспечивает надежный, долговечный и герметичный стык.
- Удобство монтажа и демонтажа. Монтаж трубопроводной линии посредством резьбы, в отличие от сварки, не требует наличия электроэнергии, специальных приспособлений из дорогих массивных сварочных аппаратов, может проводиться в любых погодных условиях разводным гаечным ключом. Трубопроводную магистраль всегда можно разобрать без повреждений при ремонте или изменении конфигурации.
- Скорость работ. Стыковка двух труб по сравнению со сваркой отнимает минимум времени — достаточно с помощью разводного ключа несколько раз повернуть накидную гайку или муфту.
- Не требуется квалификация. При монтаже резьбовых узлов не требуется специальная подготовка и навыки. При наличии резьбообразующего инструмента и правильном подборе размеров режущих плашек, получить качественную нарезку при соблюдении технологии может каждый.
- Соединение разноразмерных фрагментов. В отличие от сварки, при помощи резьбовых переходных муфт достаточно просто перейти от трубопровода с большим диаметром к малому и наоборот.
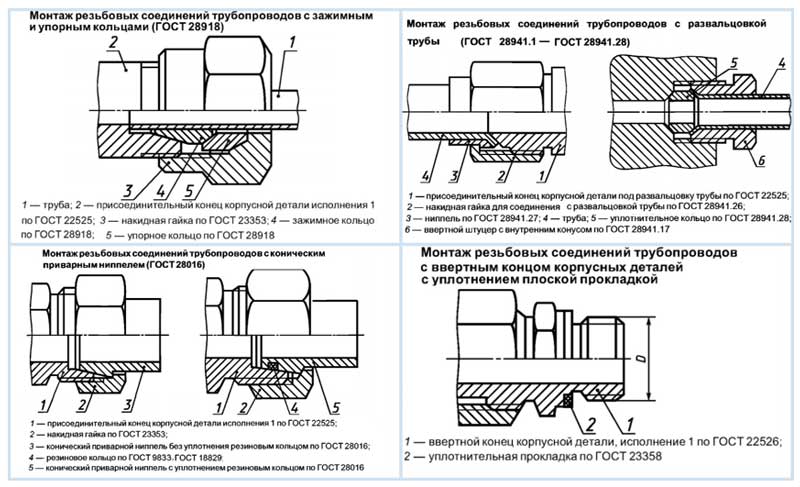
Рис. 4 Некоторые типы резьбовых соединений
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.









Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на сверлильных, центровочных и токарных станках с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла следует испытывать на образцах из стали марки 45 по ГОСТ 1050-88 твердостью 187 – 207 НВ.
4.3. Стойкостным испытаниям подвергаются сверла типа В, а также типа A, R или С диаметрами 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. .
Таблица 8
Подача, мм/об, для типов | Глубина сверления, мм, для типов | Скорость резания, м/мин | Количество обработанных отверстий при испытаниях на работоспособность | |||
А, В, С | R | А, С, R | В | |||
0,50 | 0,01 | 0,02 | 1,3 | – | 8 … 10 | 13 |
0,63 | 1,5 | – | ||||
0,80 | 1,9 | 2,1 | ||||
1,00 | 2,3 | 2,6 | ||||
1,25 | 0,02 | 2,8 | 3,2 | 25 | ||
1,60 | 3,5 | 4,0 | ||||
2,00 | 0,04 | 4,4 | 5,0 | |||
2,50 | 0,07 | 5,5 | 6,3 | 11 … 13 | 30 | |
3,15 | 7,0 | 8,0 | ||||
4,00 | 0,08 | 8,9 | 10,1 | 24 | ||
5,00 | 0,10 | 11,2 | 12,7 | 14 | ||
6,30 | 0,12 | 14,0 | 15,4 | 18 | ||
8,00 | 17,9 | 19,5 | 15 | |||
10,00 | 22,5 | 24,5 |
4.3.1. Приемочные значения средней наработки до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в табл. .










Таблица 9
Приемочные значения наработки сверлом типа | ||||
A, R, С | В | |||
средняя | 95 %-ная | средняя | 95 %-ная | |
0,5, 0,63, 0,8, 1,0 | 150 | 45 | 105 | 32 |
1,25, 1,6 | 190 | 56 | 140 | 42 |
2,0 | 270 | 77 | 170 | 50 |
2,5, 3,15 | 290 | 88 | 190 | 56 |
4,0, 5,0 | 175 | 53 | 120 | 35 |
6,3, 8,0, 10,0 | 150 | 45 | 95 | 28 |
(Измененная редакция, Изм. № 3).
4.4. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5 дм3/мин.
4.6. Твердость сверл измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют визуально.
4.8. Параметры шероховатости поверхностей сверл следует проверять сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми инструментами, значения параметров шероховатости поверхностей которых не более указанных в п. .
Сравнение осуществляют визуально с помощью лупы ЛП-2 – 4´ по ГОСТ 25706-83.
4.9. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров – значений, указанных в ГОСТ 8.051-81;
при измерении углов – 35 % значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей – 25 % значения допуска на проверяемый параметр.
Разд. . (Измененная редакция, Изм. № 2).
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).
Это интересно: Эжектор – что это такое? Принцип действия эжекторных насосов и их устройство

Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
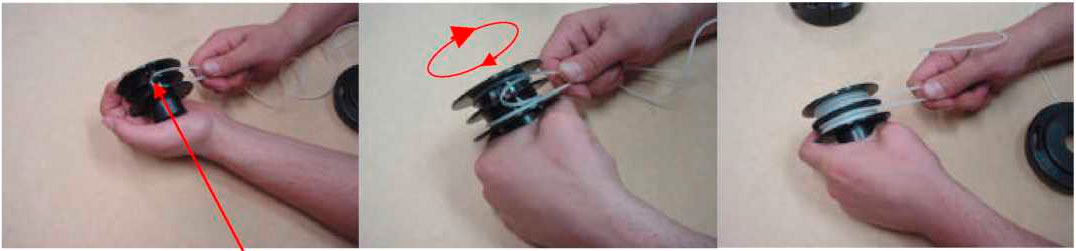
Нарезаю резьбу на трубе леркой, либо клуппом.
Для нарезки резьбы на трубе диаметром 15 (она же 1/2″, она же полдюйма), я обычно использую лерку в леркодержателе, которую надеваю на подготовленный срез трубы, той стороной, которая имеет грани, за счёт своей длины она выполняет роль направляющей, что важно для равномерного зацепа леркой. Слегка придавливаю в торец рукой и вращаю за грани разводным ключом, по часовой стрелке. Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки
В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба
Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки. В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба.
Можно нарезать резьбу и клуппом, но обычно труба этого диаметра используется на разводке, и использовать вороток из-за массивности не представляется возможным.
Всё для резьбы на трубе.
На трубе диаметром 20 (она же 3/4″, она же три четверти дюйма), резьбу нарезаю клуппом, хотя на всякий случай имею и трёхчетвертную лерку в леркодержателе. Из тех же соображений, что и в выше описанном пункте.








А трубы диаметром 25 (она же 1″, она же дюймовая) и диаметром 32 (она же 1 1/4″ , она же дюйм с четвертью), нарезаю только клуппами с воротком-трещоткой. Связано это исключительно с трудоёмкостью выполнения этой работы. Используя клуппы процесс гораздо упрощается, облегчается и ускоряется.
На фото помимо лерки и клуппов с воротком, представил, что использую для герметичности резьбового соединения, а именно универсальный, сантехнический герметик и сантехнический лён. После того, как нарезал резьбу, наношу на неё герметик, стараясь, распределить равномерно по всем виткам, и уже после этого наматываю лён, подробно об этом рассказываю (и показываю) в другой статье, ссылку оставлю ниже.
Соединения бывают не только резьбовыми.
В моей профессии приходится соединять полипропилен с чугуном, при монтаже канализации.
В основном это соединение осуществляется посредством переходной резиновой манжеты, которую промазывая герметиком вставляешь в раструб чугунной трубы или фитинга, а уже в неё вставляешь промазанный герметиком фитинг или трубу из полипропилена. За счёт этого соединение герметично.
На фото представлена каболка, различная по толщине, используется она также при монтаже канализации, посредством утрамбовывания в зазор между выше описанными материалами. Использование каболки удобно тем, что её можно распустить и выбрать прядь необходимой толщины. Актуально её применение в случае, когда переходная манжета не подходит по размеру, такие случаи не часты, но всё же встречаются.
Видео: клупп — инструмент для нарезки резьбы на трубе:
Возможно и эти статьи будут вам полезны:Как нарезать резьбу на трубе. 10 важных нюансовКак подмотать резьбу герметично (видео)Как проще резать болгаркой
Если есть вопросы или дополнения, пишите в графе комментарии. На сегодня всё, успехов в работе, с уважением Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая награда за мой труд.
Поделиться с друзьями в сети:
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Чем нарезают резьбу
Пара схем, получивших основное распространение в создании резьбы резанием, соответствуют двум процессам обработки: фрезерованию и точению.
В основном же для создания резьбы применяют методы нарезания, накатывания, фрезерования и шлифования. При этом используют инструменты:
- резьбовые гребенки и резцы – для нарезания наружной и внутренней (от 12 мм в диаметре) резьбы на токарных станках;
- раздвижные и обычные плашки – для внутренней и наружной резьбы;
- резьборежущие головки и метчики – инструмент для нарезания внутренней резьбы;
- накатные плашки – для станочной накатки;
- фрезы – для резьбового фрезерования;
- абразивные круги – для шлифования точной резьбы.
Нарезка резьбы резцами – низкопроизводительный способ. Он применяется только для точной обработки (ходовых винтов, калибров) и мелких партий деталей. Главное достоинство резцового способа – простота инструмента и точность получаемой резьбы.