Хромирование в гальванической ванне
В данном случае температура электролита должна быть на уровне 50-60 0 C, после подогрева его настаивают 2,5-3 часа.

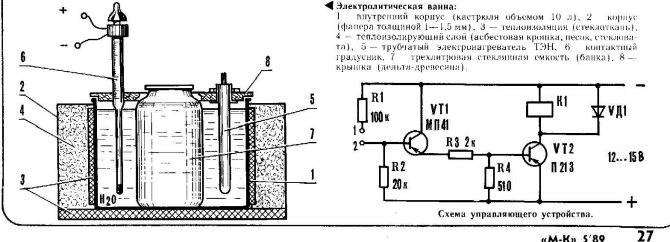
Гальваническая ванна из пластикового контейнера
В подготовленную ёмкость (гальваническую ванну), погружают анод (+), а катод подключают к трансформатору (-), после чего в неё погружают пластмассовую деталь и фиксируют в подвешенном состоянии так, чтобы она не касалась стенок ванной. Это нужно для того чтобы покрытие было равномерным и без огрехов
Важно при этом поддерживать температуру раствора на уровне 50 – 53 0 C. Через некоторое время подаётся ток
После хромирования обрабатываемую деталь необходимо промыть под проточной водой и прокипятить как минимум в 3-х литрах дистиллированной воды не менее чем 30 мин.
Для доведения детали до идеального состояния, после хромирования её натирают и полируют при помощи мягкой ткани.
В завершении хочется сказать, что сейчас на рынке практически все товары продаются в вариациях с хромовым покрытием, но иногда бывает так, что нужно хромировать какую-то деталь самому и многие думают, что это невозможно в домашних условия. Безусловно, это сложно, но возможно. Поэтому если возникает такая необходимость – смело беритесь за дело, главного при этом быть осторожным и внимательным, чтобы не повредить саму деталь или не навредить своему здоровью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Вопрос о том, можно ли выполнить хромирование пластика своими руками в домашних условиях, чаще всего интересует автолюбителей, которые таким образом могут придать своему автомобилю более эстетичный внешний вид без лишних трат.

Покрытый хромовым составом пластиковый бампер
Какой способ использовать не рекомендуется?
Некоторые специалисты рекомендуют один совет, как быстро и качественно снять хром. Он заключается в обращении вспять процесса гальванизации. Этот способ является очень эффективным, однако применять его самостоятельно в домашних условиях не рекомендуется, поскольку он основан на использовании электрического тока, а также в процессе удаления привязки элементов хрома к металлу происходит выделение некоторых очень опасных и токсичных веществ. Поэтому если вы ищете способ, как снять хром с пластика, то не стоит экспериментировать с этим, а лучше выбрать другой метод, описанный выше, или обратиться за помощью к квалифицированному специалисту.
Несколько полезных рекомендаций
Задаваясь вопросом о том, как хромировать изделия из пластика и получать при этом качественный результат, следует придерживаться следующих рекомендаций.
- Выполнение хромирования пластика не всегда возможно в домашних условиях. В таких случаях можно наносить покрытие не из хрома, а из никеля.
- Светоотражающие способности хромового слоя, нанесенного на пластик, могут со временем ухудшиться. В таких случаях качество покрытия можно восстановить, для чего изделие необходимо промыть в теплой воде, используя при этом средства бытовой химии. После промывки и просушки поверхность детали надо натереть мягкой тканью (грубые и твердые материалы могут нанести ей непоправимый вред).
- Следует иметь в виду, что хромовое покрытие, нанесенное на пластик, может потускнеть под воздействием низких температур.
- После хромирования пластмассы выполняется финишная обработка изделия – полировка его поверхности.
Хромирование пластиковых деталей автомобиля, а также изделий из пластмасс любого другого назначения – это выполнимая в домашних условиях, но достаточно трудоемкая операция. Для проведения данной процедуры потребуется не только собрать своими руками гальванический аппарат, но и приобрести соответствующие химические реагенты, а также подготовить необходимые приспособления и инструменты.
Все это, естественно, потребует значительных финансовых вложений. Именно поэтому, если к хромированию пластмассы вы прибегаете один раз, а не занимаетесь им постоянно, лучше доверить эту операцию специализированным организациям или частным мастерам.
 Хромированные изделия весьма популярны благодаря своему эстетическому виду. При желании покрыть определенный предмет хромом можно самостоятельно. Чаще всего в этом нуждаются владельца автомобилей, желающие придать своему транспортному средству более привлекательный внешний вид. Для работы нужно запастись необходимыми материалами, оборудованием и ознакомиться с тем, как проводить хромирование пластика в домашних условиях.
Хромированные изделия весьма популярны благодаря своему эстетическому виду. При желании покрыть определенный предмет хромом можно самостоятельно. Чаще всего в этом нуждаются владельца автомобилей, желающие придать своему транспортному средству более привлекательный внешний вид. Для работы нужно запастись необходимыми материалами, оборудованием и ознакомиться с тем, как проводить хромирование пластика в домашних условиях.
Катодно-механическое хромирование (гальвано-хонингование).
Анализ современных литературных источников, освещающих вопросы интенсификации процессов хромирования, а также современных российских технологий хромирования показал, что наносить блестящие хромовые покрытия на цилиндрические детали или детали типа «шток» из стандартного сульфатного электролита при плотностях тока 3000-6000 А/м2 и температурах электролита 45-70 °C позволяет технология катодно-механического хромирования (КМХ) или гальвано-хонингования. Данная технология разработана специалистами ФГУП «ЦНИИМ» (г. Санкт-Петербург).
Технология КМХ предполагает хромирование цилиндрических деталей с одновременным механическим (абразивным) воздействием на катодную поверхность, то есть совмещение процесса хромирования с хонингованием или притиркой поверхности специальными полирующими элементами. По оценкам разработчиков износостойкость хромовых покрытий, полученных с применением технологии КМХ, по сравнению с покрытиями, полученными стандартным хромированием цилиндрических деталей, возрастает в 2-4 раза . Кроме того, применение катодно-механического хромирования позволяет получать толстослойные хромовые покрытия (толщиной свыше 100 мкм) с шероховатостью, соответствующей высоким классам чистоты обработки поверхности (не ниже 9 класса) без промежуточной механической обработки.
Суть процесса гальвано-хонингования – постоянная принудительная корректировка формирования поверхности в процессе хромирования полирующими элементами. Это позволяет предотвратить укрупнение неровностей с ростом толщины осадка на формируемой поверхности, предотвратить неравномерность распределения покрытия по толщине, сохранить мелкокристаллическую структуру осадка хрома (сохранение условий плоского фронта роста осадка). Другими словами, при технологии КМХ производят принудительное «выглаживание» формирующегося и растущего слоя осадка хрома на микроскопическом уровне.
Выводы специалистов-разработчиков КМХ из анализа существующих в России основных технологий хромирования цилиндрических длинномерных деталей типа «шток» свидетельствуют о следующем:
- При стандартном хромировании цилиндрических деталей для достижения необходимого класса чистоты обработки поверхности требуется механическая доводка поверхности по хрому (на дорогостоящем оборудовании), которая, как правило, снижает эксплуатационные характеристики хромового покрытия (пригары, задиры, трещины);
- При КМХ формируется покрытие с шероховатостью, соответствующей классу чистоты обработки поверхности на 2-3 единицы выше исходной чистоты обработки подложки. При этой технологии не требуется дальнейшей механической обработки хромовых покрытий, предотвращается дендритообразование, соответственно сохраняются высокие функциональные свойства хрома.
Особенности процесса металлизации пластиков
Процесс электрохимической металлизации пластиков отличается от химической металлизации использованием промежуточных слоев. Грунтовочные, промежуточные слои снимают внутренние напряжения, возникающие из-за различных коэффициентов теплового расширения разнородных материалов.
Металлический грунтующий подслой наносят на пластиковые изделия при помощи тока плотностью 0,5…1 А/дм2. Использование тока большей плотности может привести к расслоению грунта в местах присоединения токопроводящих элементов. Избежать дефектов помогает нанесение дополнительного медного или никелевого грунтовочного покрытия, также током низкой плотности. Металлизацию финишным слоем выполняют на обычном режиме.

Металлизация пластика медью
Процесс нанесения слоя меди на пластик поэтапно:
- Подготовка. Изделие ошкуривают и обрабатывают абразивным составом, снимая все выпуклости и выравнивая дефекты. 2. Обезжиривание. Акрилатный пластик обезжиривают раствором каустической соды в течение суток, полиамидные пластикаты обрабатывают бензином или уайт-спиритом, затем промывают дистиллированной водой. 3. Сенсибилизация. На поверхности формируют пленку гидроокиси олова, помещая на 1 минуту в 0,5% раствор литра хлористого олова и 40 гр соляной кислоты. 4. Активация. Обрабатываемый предмет в течение 3-4 мин погружается в азотнокислое серебро. 5. Металлизация. Процесс проводится в растворе 200 г на литр карбоната меди, 200 г на литр глицерина 90%, 1 литра 20% каустической соды при t=18…25C . Медное покрытие можно дополнительно защитить лаком.
Особенности процесса хромирования
Процесс хромирования имеет ряд отличительных особенностей:
- Электролиты, используемые при хромировании, имеют крайне низкую рассеивающую способность, в связи с чем, на углубленные поверхности изделий (отверстия, пазы, канавки) хром осаждается значительно медленнее.
- Концентрация тока на выступающих элементах изделий приводит к осаждению на них более толстого слоя хрома. Для уменьшения неравномерности распределения плотности тока на таких участках применяется алюминиевая или свинцовая фольга или проволока.
- В процессе хромирования необходимо точно соблюдать технологический режим – температуру электролита и плотность тока.
- Изделия из углеродистых сталей перед процессом хромирование подвергаются анодному декапированию в хромовом электролите в течении 3-5 минут.
- Начало процесса хромирования (примерно 1-2 минуты) необходимо проводить при вдвое повышенной плотности тока.
- На поверхность азотированной стали хром не осаждается. Перед хромированием необходимо удаление азотированного слоя.
- Изделия после полировки или предварительно никелированные изделия необходимо хромировать незамедлительно. В противном случае требуется обработка (глянцевание) поверхности окисью алюминия.
- Изделия из меди и латуни перед погружением в раствор электролита необходимо нагреть в горячей воде. Погружение в электролит осуществляется под током.
- Изделия после электрополировки предварительно протравливают в растворе соляной кислоты.
Как и другие типы покрытий хромирование требует предварительной подготовки поверхности. Кроме очевидной необходимости в очистке поверхности изделия от загрязнений, остатков смазки, шлака и т. д. деталь перед хромированием подвергается механической обработке для получения определенного класса чистоты поверхности. Блестящее хромирование требует класс чистоты не менее 5, для обычного хромирования достаточно 3-го класса, медные и латунные изделия должны иметь 4-й класс.
Подробнее с информацией по подготовке поверхности изделия к гальванической обработке, шероховатости поверхности и классам чистоты можно ознакомиться в статье.
Отдельные участки изделия, хромирование которых не требуется изолируют с помощью цапон лака (раствор целлулоида в ацетоне). Лак наносят кистью в несколько слоев, каждый слой перед нанесением последующего сушат. После нанесения покрытия слой изоляции удаляется механически.
Состав электролитов и режимы хромирования
Состав электролита и режим работы | Электролит А | Электролит В | Электролит С |
Хромовый ангидрид, г/л | 150 | 250 | 350 |
Серная кислота, г/л | 1,5 | 2,5 | 3,5 |
Температура хромирования, С | 55-60 | 45-55 | 35-45 |
Катодная плотность тока, а/дм2 | 45-100 | 15-60 | 10-30 |
Напряжение, в | 12 | 12 | 12 |
Выход по току, % | 16-18 | 13-15 | 10-15 |
Рассеивающая способность | Высокая | Средняя | Низкая |
Как видно из таблицы, электролит для хромирования представляет собой смесь из хромового ангидрида и серной кислоты. Содержание серной кислоты составляет примерно 1% от содержания ангидрида.










- Электролит А – электролит для твердого хромирования изделий простой формы. Истощение электролита происходит с высокой скоростью. Осадки имеют большую толщину с наростами на краях.
- Электролит В – электролит для широкого интервала блестящих покрытий, применяется для декоративного, твердого и пористого хромирования стали, никеля, меди и других металлов.
- Электролит С – электролит декоративного покрытия меди и никеля с низкой скоростью истощения.
Материалы и инструменты
Для хромирования нужны следующие средства индивидуальной защиты:
- плотные прорезиненные перчатки;
- респиратор;
- спецодежда, прикрытая плотным прорезиненным фартуком.

Спецодежда для хромирования
Если нужно провести хромирование пластмассы в домашних условиях способом погружения в импровизированную ванну, то нужно подготовить такие материалы и инструменты:
- ёмкость из стекла нужного размера (чаще всего используется обыкновенная трехлитровая банка);
- ванна из неметаллического материала с водой, где будет размещаться банка;
- ящик, покрытый термоизоляцией;
- трубчатый электронагреватель (ТЭН);
- анод пластинчатого или стержневого типа, чаще всего из сплава свинца и сурьмы (93%- свинца, 7%- сурьма), но возможно применение и чисто свинцового анода, менее устойчивого к кислоте;
- катод в форме зажима для удобного фиксирования на хромированном изделии;
- кислотостойкий термометр;
- крепёжные элементы для удержания детали на весу;
- крышка для неметаллической ёмкости;
- источник постоянного тока с реостатом (для ёмкости из стекла, равной 3-м литрам, показатель силы тока должен равняться не меньше 18 А.).
Это интересно: Антигравий Body 950: надежная защита днища
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска – из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен – переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия – высокая температура раствора, низкий ток.
- Хромировка отваливается – нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях – это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
Технология хромирования
Существуют разные способы хромирования, некоторые вполне можно применять в домашних условиях, имея соответствующее оборудование.
Гальванический метод хромирования
Гальваническое хромирование деталей — самый популярный метод, ведь все действия можно осуществить своими руками. Гальваника предполагает помещение деталей в специальный раствор с определенным составом, откуда под воздействием волн (солитонов) электрического тока атомы хрома будут осаждаться на поверхность. Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
Электролитический метод хромирования
Одна из разновидностей гальваники. При использовании электролиза трех- или шестивалентный хром придает изделию нужный «металлический» вид. При применении трехвалентного элемента основным веществом раствора выступает хромовый ангидрид. Использование шестивалентного хрома отличается от предыдущего метода наличием в составе раствора сульфата хрома.
При проведении электролитического хромирования дисков или иных деталей важно строго соблюдать пропорции компонентов. В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец
Диффузионный метод хромирования
Напыление хрома производится при помощи гальванической кисти. В домашних условиях такой метод более предпочтителен, ведь мастеру не потребуется использовать ванну. Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.
Химическое хромирование
Применение химических реактивов помогает восстановить хром из его солей. В случае использования химии электрический ток не потребуется. Обычно в качестве реагентов берут соединения фосфора, лимоннокислый натрий, уксусную ледяную кислоту, едкий натр 20 %.
Перед нанесением реагентов детали покрывают слоем меди. После окончания работ промывают заготовки в воде, сушат, полируют (изначально предметы имеют тусклый серый цвет).
Каталитический метод хромирования
Подвид химического хромирования черных или цветных металлов, предполагающий нанесение на деталь жидкости без кислот в составе. Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Каталитическое хромирование можно применять в отношении обычных и гибких изделий (при электролизе последнее невозможно, покрытие отслоится).
Обычно в качестве реагента берется серебро в щелочном растворе аммиака, а как восстановитель — формалин или гидразин. Применение серебра делает деталь молочной с зеркальной поверхностью.
Вакуумное хромирование
Технология принадлежит к химической металлизации и имеет еще одно название — PVD-процесс. Дает конденсацию паров хрома на поверхности детали после помещения ее в специальную вакуумную камеру. В этой установке при отрицательном давлении хром нагревается до температуры испарения, потом оседая как туман на изделии.
Расчет давления, срока хромирования будет зависеть от степени износа детали, вида материала. После вакуумного хромирования толщина металлического слоя минимальная, поэтому деталь сверху покрывают специальной краской из баллончика или лакируют.
Применяют средства в порошках, состоящие из шамота, феррохрома. Методика аналогична таковой при химическом хромировании, только изделие в процессе будет подвергаться нагреванию.
Восстановление хромированного покрытия своими руками
Сначала вам предстоит обработать деталь шлифовальными инструментами, удаляя все неровности, зачищая раковины и риски.
Для достижения наилучшего результата начинать работу следует грубыми наждачными насадками, постепенно уменьшая их номер, вплоть до войлочных насадок. Доказательством того, что работа выполнена на отлично будет гладкая и ровная поверхность.
После проделанных процедур следует обезжирить поверхность, для этого вам понадобится бензин или керосин. Смоченной в жидкости щеткой удалите с детали грязь, ржавчину и окалины. Как восстановить хромовое покрытие в фаре?
При сильном загрязнении вам, возможно, понадобится провести обработку в нескольких наполненных керосином или бензином ваннах.
После процедуры тщательно промойте деталь, проследите, чтобы на ней не осталось следов щелочи.
Похожее
Внимание всем. Я тестирую баллончик, а не рекламирую, а все ваши коменты говорят о том, что вы внимательно

Приобрести порошок с бесплатной отправкой по всему миру: http://motodalnoboy.com/ru/ https://www.paypal.me/motodalnoboy/13 Для коммерчес.












Здравствуй дорогой Друг! Станьте спонсором канала hrom.info, поддержите его монетой, будет больше видео полезны.
Конструкция кисти для хромирования крупногабаритных пластиковых деталей Важным элементом установки для хромирования пластмассы является источник тока, в качестве которого может быть использован мощный трансформатор или автомобильный аккумулятор. Схема работы такой установки при использовании разных источников тока будет иметь некоторые отличия.
- емкость, в качестве которой сгодится обычная стеклянная 3-литровая банка или же пластиковое ведро (выбор конкретной емкости зависит от конфигурации детали, которая будет хромироваться);
- деревянный ящик (его нужно изолировать стеклотканью, а затем утеплить песком);
- нагревательный элемент, так как хромирование проводится при высокой температуре (подойдет обычный ТЭН);
- термометр (шкала должна доходить до 100 градусов по Цельсию);
- фанерный лист;
- зажим;
- кронштейн для фиксации обрабатываемых деталей;
- емкость из стекла или пластика, внутренний объем которой подбирается в зависимости от размеров обрабатываемого изделия;
- деревянный ящик, стенки которого надо заизолировать стеклотканью, а затем утеплить песком;
- нагревательный элемент, при помощи которого температура электролита будет доводиться до требуемого значения (в качестве такого элемента можно использовать обычный ТЭН);
- термометр, способный измерять температуру до 100 ° ;
- лист фанеры;
- зажим;
- кронштейн, на котором будет фиксироваться обрабатываемая деталь.
- В некоторых случаях выполнить хромирование своими руками не представляется возможным, и тогда можно выбрать альтернативный способ придания детали эффектного вида — никелирование.
- Хромирование позволяет отражать свет Солнца, но со временем это свойство обработанной поверхности утрачивается.
Хромированные изделия весьма популярны благодаря своему эстетическому виду. При желании покрыть определенный предмет хромом можно самостоятельно. Чаще всего в этом нуждаются владельца автомобилей, желающие придать своему транспортному средству более привлекательный внешний вид.
Для работы нужно запастись необходимыми материалами, оборудованием и ознакомиться с тем, как проводить хромирование пластика в домашних условиях.
Для того, чтобы сделать пластиковые детали прочными, придать им зеркальный блеск и защитить их от незначительных повреждений используется хромирование пластика. Данный процесс позволяет придать деталям любой цвет и оттенок, а также восстановить утраченный блеск.
Хромирование с помощью кисти
Главным элементом оборудования, необходимого для хромирования пластика в домашних условиях при помощи специальной кисточки, является сама кисть, с помощью которой наносится реагент на поверхность обрабатываемой детали.
Схема устройства кисти для хромирования
Ее можно сделать самому. Для этого необходимо взять полую внутри трубку из органического стекла, на один конец которой приспосабливаем щетину из электропроводного материала. Для этой цели лучше всего подойдёт пучок из тонкой медной неизолированной проволоки. Щетину кисти нужно обмотать тонким свинцовым проводом.
Для нанесения хромового покрытия на пластик, саму деталь и кисть необходимо подключить к источнику электропитания, таким источником может быть трансформатор или автомобильный аккумулятор. В зависимости от выбора источника питания схема подключения будет разной.
После подключения к источнику электропитания, на деталь с помощью кисти наносится электролит, который предварительно заливается в полую ручку кисти, важно при этом следить за уровнем самого электролита. Раствор наносится плавными движениями из стороны в сторону ровными слоями
Для того чтобы покрытие сохранилось максимально долго, специалисты рекомендуют наносить раствор в несколько слоёв, количество проходов по каждому участку должно быть в диапазоне от 25 до 35 раз.
Дефекты хромового покрытия
Нанесение этого слоя осуществляется для придания декоративных качеств, повышения износостойкости и увеличения прочности. В качестве основы разрешено использовать большое разнообразие материалов. В частности, это пластик и металл.
Но и на таком покрове способны образоваться изъяны:
- ржавчина. Подверженность коррозии ярко наблюдается в помещениях с повышенной влажностью (ванные комнаты и санузлы). Влияние перепадов температуры и завышенная кислотность приводят к разрушению плёнки, но на реакцию уйдёт значимый промежуток времени;
- механические повреждения. Чаще встречаются на авто, и выглядят как царапины или сколы. Ещё они появляются на дверных ручках, и садовых украшениях;
- белый налёт. Он образовывается из-за частых моек водой, которая содержит некоторое количество металлов. После испарения влаги на предмете будут оседать и скапливаться эти вещества. Подобное появляется и от большого содержания соли.
Защитить или отреставрировать хромированную поверхность можно, если следовать установленным правилам. Для ухода за данной поверхностью есть множество химии, а сами предметы плохо реагируют на резкую смену климатических условий.
Как готовить электролит
Состав
Долевое соотношение компонентов рекомендуется следующее (в г/л воды): ангидрид хромовый CrO3 – 250, кислота серная H2SO4 – 2,5.
Методика приготовления
Емкость более чем на половину наполнить водой. Лучше всего, если она будет дистиллированной. В случае если используется вода обычная (из водопровода, колодца и так далее), то предварительно ее следует прокипятить и дать отстояться. Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС.
- Засыпать расчетное количество CrO3, после чего тщательное размешать до полного растворения.
- Долить воды до необходимого объема.
- Добавить H2SO4 и снова все перемешать. Нужно учесть, что кислота бывает разной концентрации, поэтому данные приведены для удельной плотности 1,84.
- После этого электролит порядка 3,5 часов «прорабатывается», то есть по нему пропускается ток. Его силу рассчитывают так – на каждый литр примерно 6,5 А. Исходя из этого, определяя объем приготовляемого раствора, нужно ориентироваться на возможности имеющегося источника эл/питания. Если все сделано верно, то электролит приобретет темно-коричневый цвет.
- Приготовленному раствору нужно дать отстояться (в прохладном помещении, не менее суток).
Подготовка детали
Нет смысла говорить, что от этой работы зависит и качество хромировки, и ее долговечность. Но прежде следует привести в «рабочее» состояние электролит. Он подогревается (достаточно до 50 – 60 ºС). Использовать его можно часа через 3. Этого времени вполне хватит, чтобы произвести подготовительную обработку образцов.
Очистка
С поверхности удаляется все – грязь, краска, ржавчина. Необходимые приспособления и методика определяются исходя из специфики детали и степени ее «загрязнения», так как иногда одной только «наждачки» бывает недостаточно. Главное – убрать все имеющиеся инородные слои, до самой «основы».
Обезжиривание
Ограничиться только лишь обработкой поверхности бензином, уайт-спиритом или чем-то подобным – значит, получить плохое качество хромировки. Для эффективного обезжиривания приготовляется специальный раствор. Рецептов более чем достаточно, поэтому для примера приведем один.
Все весовые показатели ингредиентов – в «граммах», из расчета на 1 л воды.
- Едкий натр – 150.
- Клей (силикатный) – 5.
- Сода кальцинированная – 50.
Деталь выдерживается в нагретом растворе (80 – 90 ºС) не менее 20 минут. Это время может быть увеличено и до 1 часа, в зависимости от сложности «рельефа» поверхности, степени ее очистки и так далее.
Хромирование
Специалисты советуют в процессе работы поддерживать температуру электролита на уровне 53±2 ºС. Деталь помещается в раствор, и с некоторой задержкой подается напряжение. Это нужно для того, чтобы температуры образца и электролита выровнялись.
Прежде чем начать «массовую» хромировку деталей, нужно убедиться в том, что на всех этапах «производства» все сделано правильно. С этой целью сначала проводится обработка опытного, заранее подготовленного образца, а потом определяется качество покрытия. Признаков плохого хромирования более чем достаточно, поэтому остановимся на наиболее типичных.
Особенности хромирования
Хоть хромирование и способно в один момент изменить внешний облик мотоцикла или автомобиля, эта процедура довольно сложная и опасная. Связано это с использованием специальной гальванической ванны и серьёзных реактивов, которые могут нанести вред здоровью, если не следовать инструкциям. Все химические и физические превращения должны происходить под чётким контролем мастера, даже если процедуру проводят в домашних условиях
Поэтому важно перед началом ознакомиться со всей теоретической базой. С тех пор как хромировать металл в домашних условиях стало трендом, появилась масса самых различных методов
Нанесение хрома — это физико-химический процесс, который протекает после того, как деталь обрабатывают в гальванической ванне. На изделие накладывается тонкий слой металлического хрома, который практически мгновенно застывает. В итоге легко получить кузовную деталь с блестящей поверхностью и стойкостью к внешним повреждениям. Хромирование значительно повышает физические, химические и декоративные характеристики, поэтому его часто используют на нижних частях транспортного средства, которые подвергаются воздействию внешней среды.