
Уроки ковки для начинающих: бесплатные видео для самостоятельного обучения
Среди металлообработки особое место занимает ковка – искусство, позволяющее придать исходнику нужную форму и эксплуатационные характеристики. Это возможность создавать практичные красивые вещи, пользующиеся спросом. Различают два вида ковки – холодную и горячую. Первая представляет собой резку и гибку специально подобранных заготовок с последующей их сваркой в единую композицию – так появляются ажурные заборы, ограды, беседки. Второй вид – классическое кузнечное ремесло.
Видео уроки кузнечного дела помогут новичкам познакомиться с основами ковки, узнать профессиональные нюансы и хитрости, попробовать силы на простых изделиях.
Оборудование для холодной ковки
Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
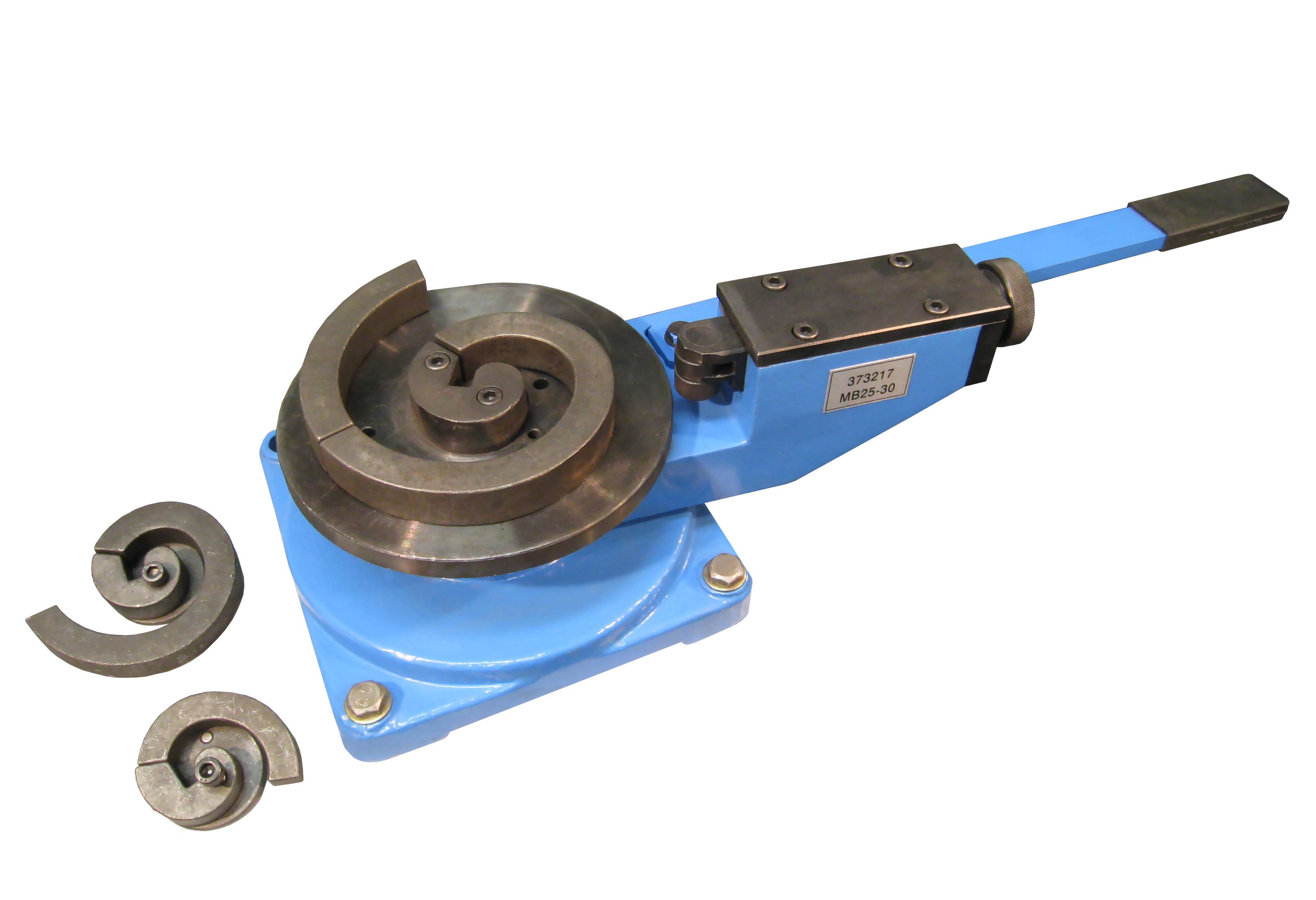
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
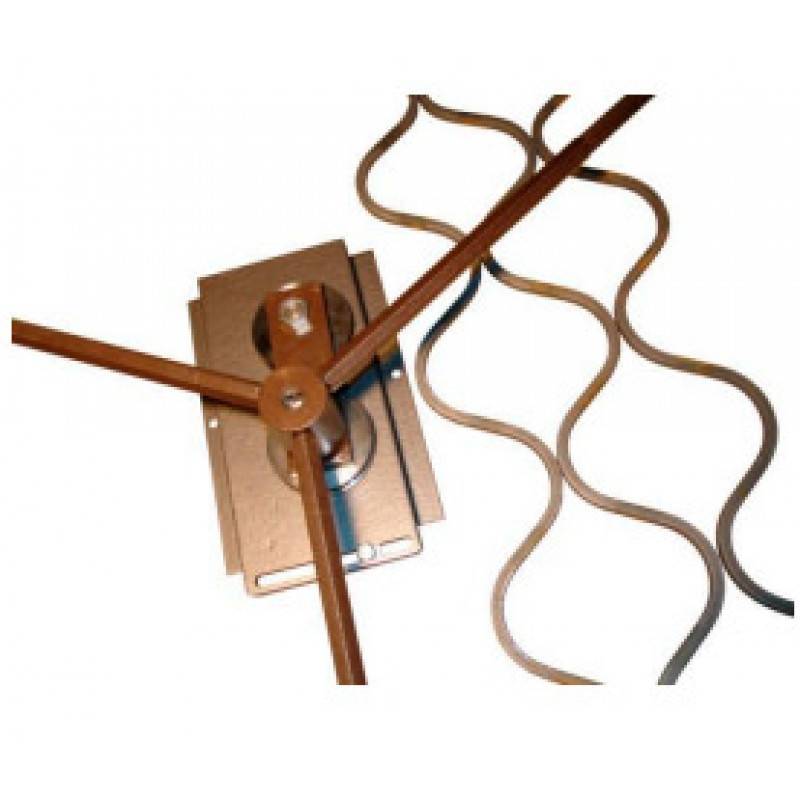
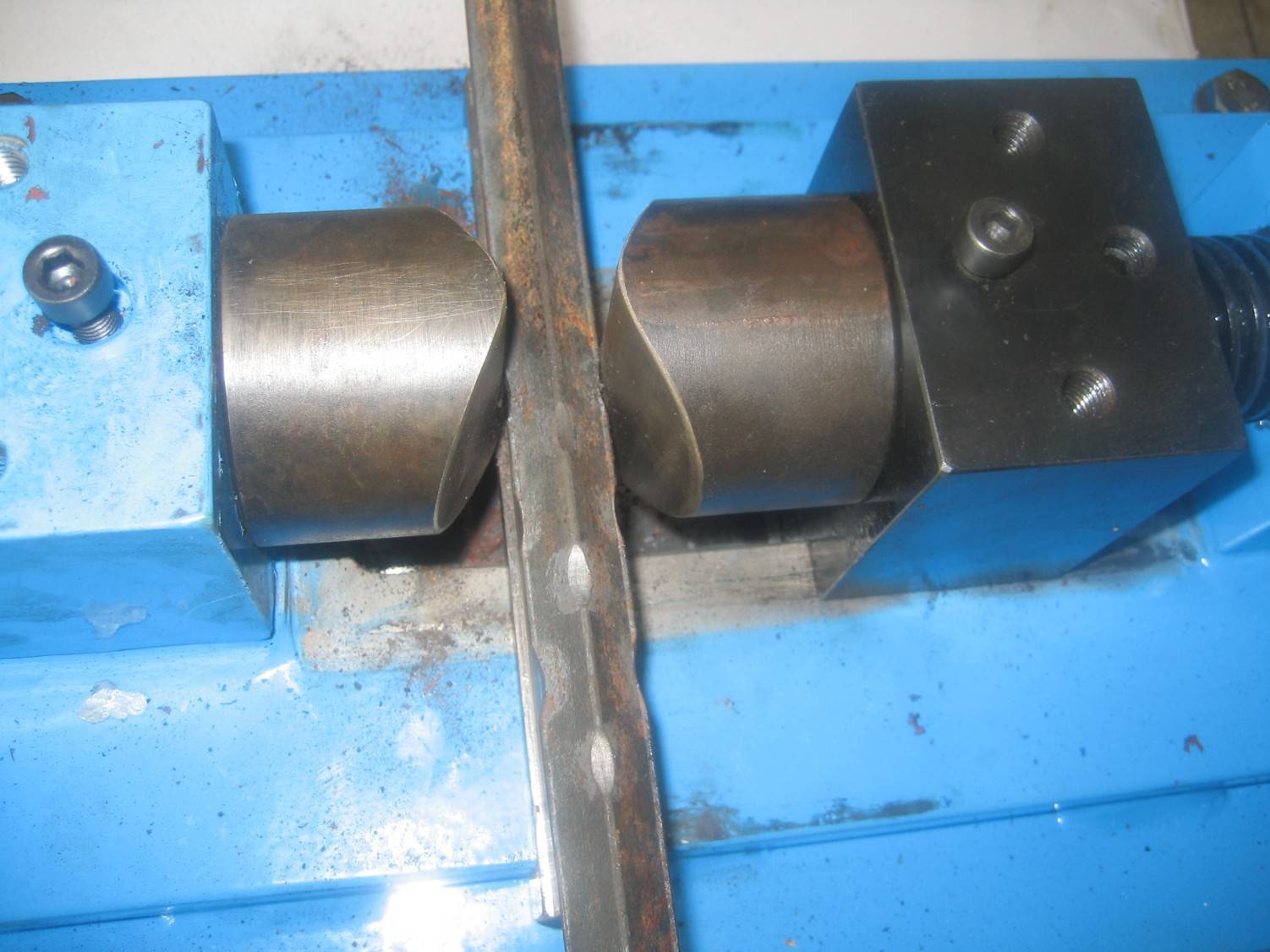
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
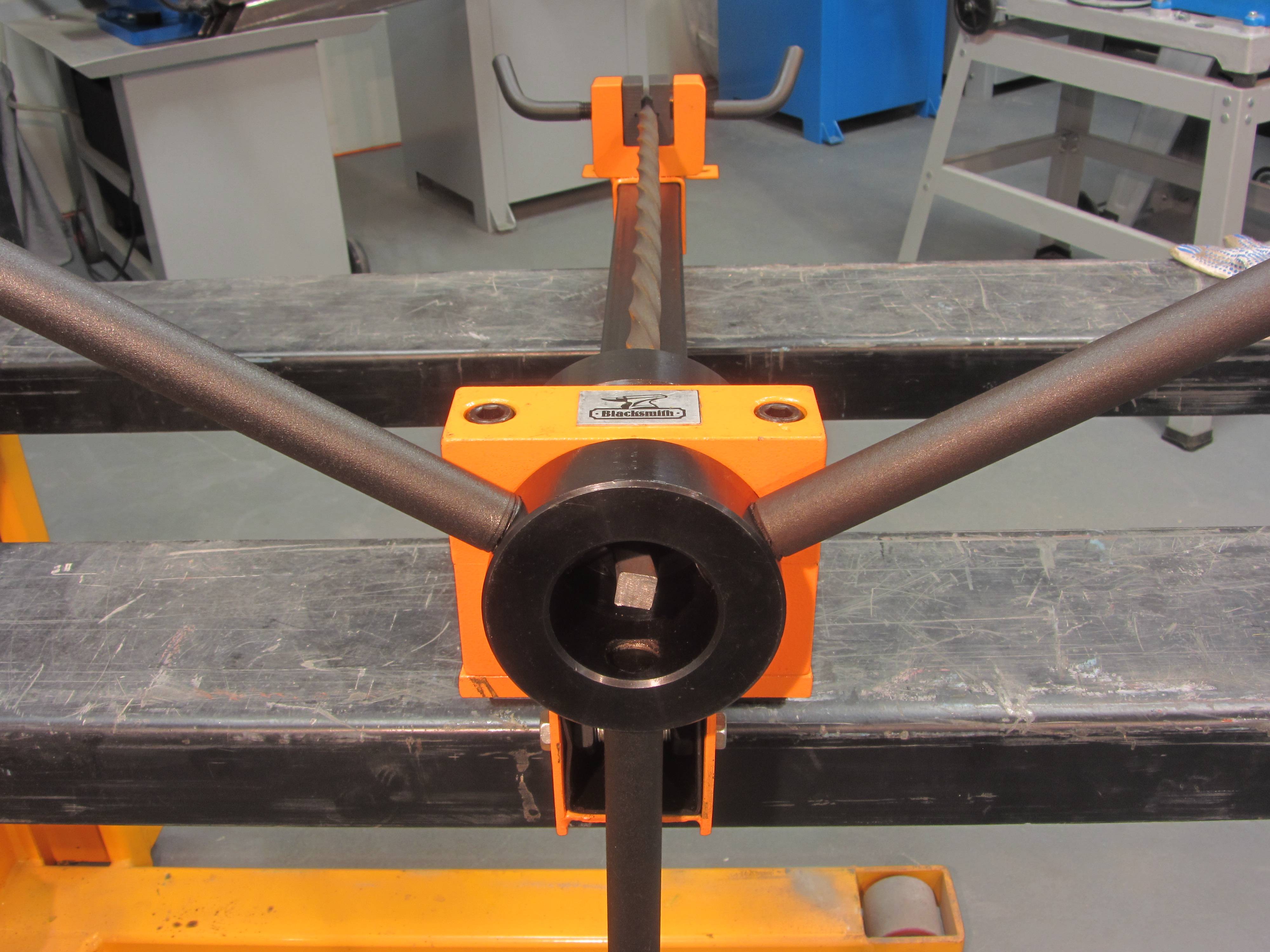
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Как правильно подобрать станок для холодной ковки: основные критерии выбора
Приняв решение заниматься холодной ковкой металла, вам предстоит столкнуться с проблемой выбора оптимального приспособления. Чтобы не совершить ошибку на этом этапе, достаточно определиться с основными условиями. Давайте же непосредственно рассмотрим каждое из них в отдельности.
Способ работы (управления)
В данной категории существует всего два варианта – либо ручной механизм, либо электрический. Первый метод лучше всего подойдёт новичкам, поскольку при нём можно оперативно изготавливать одинаковую продукцию без переналадки. Версия с электромотором, наоборот, довольно требовательна к навыкам мастера, но зато отличается высокой производительностью и возможностью работы с крупногабаритными профилями.
ФОТО: ahequkupimer.tkЕщё одним несомненным достоинством ручных ковочных станков является высокая надёжность и долговечность
Производитель оборудования
Не менее важный аспект – происхождение героя нашего обзора. На первый взгляд может показаться, что качественный заводской продукт будет идеальным при любых обстоятельствах. Да, в 95% случаев именно так всё и обстоит. Но не стоит забывать о талантливых обладателях «очумелых ручек». При желании, они могут создать с нуля уникальный самодельный инструмент, имеющий особые характеристики.
ФОТО: omowolybikij.tkПри желании, можно собрать готовый станок лишь из подручных материалов – были бы чертежи да опыт сварочной работы
Кстати, раз речь зашла о заводских моделях, не лишним будет предложить читателям небольшой рейтинг производителей станков, присутствующих на отечественном рынке:
| Бренд | Страна производитель | Популярная модель | Оценка HouseChief, балл |
| Польша | Ручной гибочный универсальный инструмент Stalex SBG-40 | 8,2/10 | |
| Россия | Универсальный гибочный станок TRIOD SBG-30 | 8,7 /10 | |
| Чехия | Ручной листогибочный станок Proma UO-30 | 9,2/10 | |
| Германия | Инструменты для гибки завитков Blacksmith M3-V9 | 9,4/10 | |
| Россия | Станок художественной ковки Ажур-1М | 9,7/10 | |
| |
Многие из читателей интересуются: правда ли можно изготовить самому с нуля работающую версию приспособления? Мы с уверенностью отвечаем – да, это действительно так. Более того, можно встретить массу реальных примеров подобной деятельности. Представленное ниже видео покажет вам лишь одну из сотен возможных вариаций. Всё зависит только от вас и вашего желания!
Watch this video on YouTube
Многозадачность
Как мы уже говорили ранее, герои нашего обзора могут быть как узкоспециализированными, так и универсальными. И хотя второй вариант кажется более выгодным и производительным, подобное решение подойдёт далеко не всем. Во-первых, вам может понадобиться лишь одна-две функции, а не целый набор возможностей – а это уже нерациональная переплата. Во-вторых, универсальные агрегаты быстрее выходят из строя, поскольку они используют чересчур много ресурсов. Также для начинающих кузнецов будет куда проще разобраться в особенностях работы узконаправленного приспособления для холодной ковки.
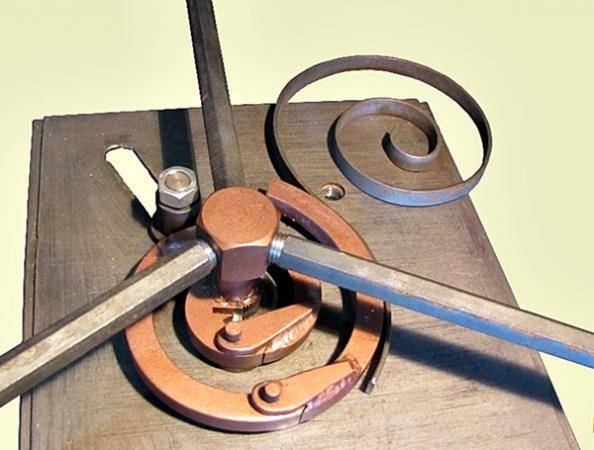





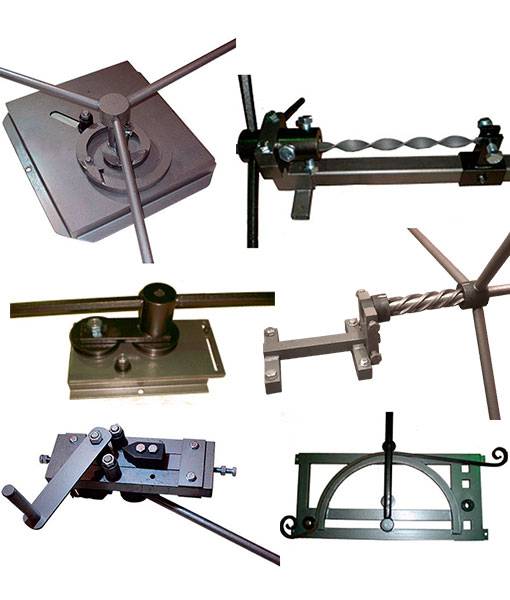

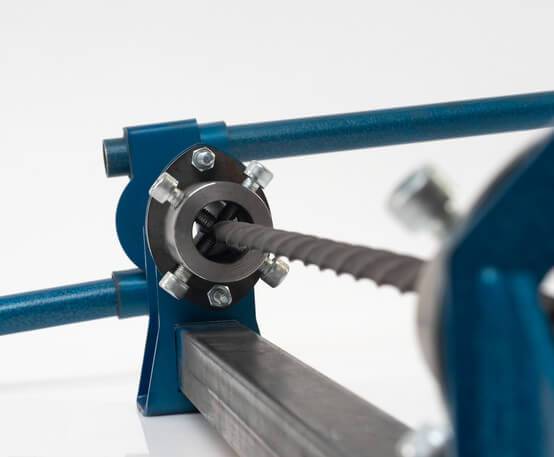

ФОТО: ggptl.gomel.byПодобный прибор хорошо подойдёт для небольшого завода или частной мастерской, но никак не для обычных бытовых нужд
Стоимость аппарата
Наконец, не лишним будет упомянуть о ценах на продукцию. На самом деле, найти устройство дешевле десяти тысяч рублей в данном сегменте не так просто – поэтому многие и стремятся к изготовлению самодельного оборудования. Тем не менее, станки заводского производства актуальны всегда, особенно для тех, кто хочет активно заниматься производством кованых изделий различного вида и назначения.
ФОТО: websvarka.ruСэкономив на приобретении полноценного агрегата, вы вряд ли получите максимально качественный и надёжный результат
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:
- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.
Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.
И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
https://youtube.com/watch?v=lXzm3RtqxS8
Типы холодной ковки
Для придания заготовкам нужной формы задействуют специальные станки, прессы и штампы. Технология включает в себя следующие операции:
- гнутье;
- калибровку;
- прошивку;
- вырезку;
- штамповку;
- навивку.
Оборудование позволяет осуществлять серийное производство одинаковых изделий.
В качестве заготовок используют следующие виды металлопроката:
- прут круглого и квадратного сечения толщиной 8-16 мм;
- полосу;
- листовой прокат.
Из стальных пластин методом молотковой чеканки изготавливают рельефные украшения.
В качестве материала в холодной формовке используют низкоуглеродистую сталь, отличающуюся мягкостью и пластичностью. Наиболее распространена марка Ст3.
Технологические особенности художественной ковки
Процесс ручной художественной ковки металла разбивается на несколько отдельных операций. Начинается он с разогрева болванки в горне или другом типе нагревателя. В зависимости от качества угля, подачи воздуха в горн и массы заготовки разогрев может занять от нескольких минут до нескольких часов. При изготовлении изделий, имеющих сложную форму, большое количество деталей или отверстий, изделие может остыть. Тогда его возвращают в горн и повторяют нагрев.
Собственно ковочные операции бывают следующие:
- Осадка. Удары молотом наносятся сверху вниз, исходная высота уменьшается, а ширина увеличивается. Это подготовка заготовки для вытяжки.
- Вытяжка. Удары по заготовке наносятся вдоль продольной оси вдоль, и заготовка плющится в направлении ударов, и длина ее таким образом увеличивается.
- Раздача — подвид вытяжки, применяется для увеличения диаметра пустотелых заготовок.
- Прошивка – получение отверстий, углублений или пазов.
- Закручивание – многократный поворот одной части заготовки относительно другой. При этом используются тиски, клещи, а при значительном сечении заготовки — и специальные вороты.
- Рубка — процесс разрубания изделия на две или более части. Применяется также для коррекции формы и размеров изделия. Иногда из заготовки вырубают готовое изделие, пользуясь для этого фигурными штампами.
- Гибка – проводится для изменения формы изделия при изготовлении деталей кольцевой или гнутой формы.
- Сварка — соединение в единую деталь двух или нескольких частей.
По окончании ковки изделие окунают в емкость с жидкостью для охлаждения и закалки. Традиционно используют воду, однако при ковке специальных сортов стали, таких например, как булат, применяют различные кислоты и масла. Легенда гласит, что некоторые мастера после ковки меча охлаждали его, втыкая в тело раба.
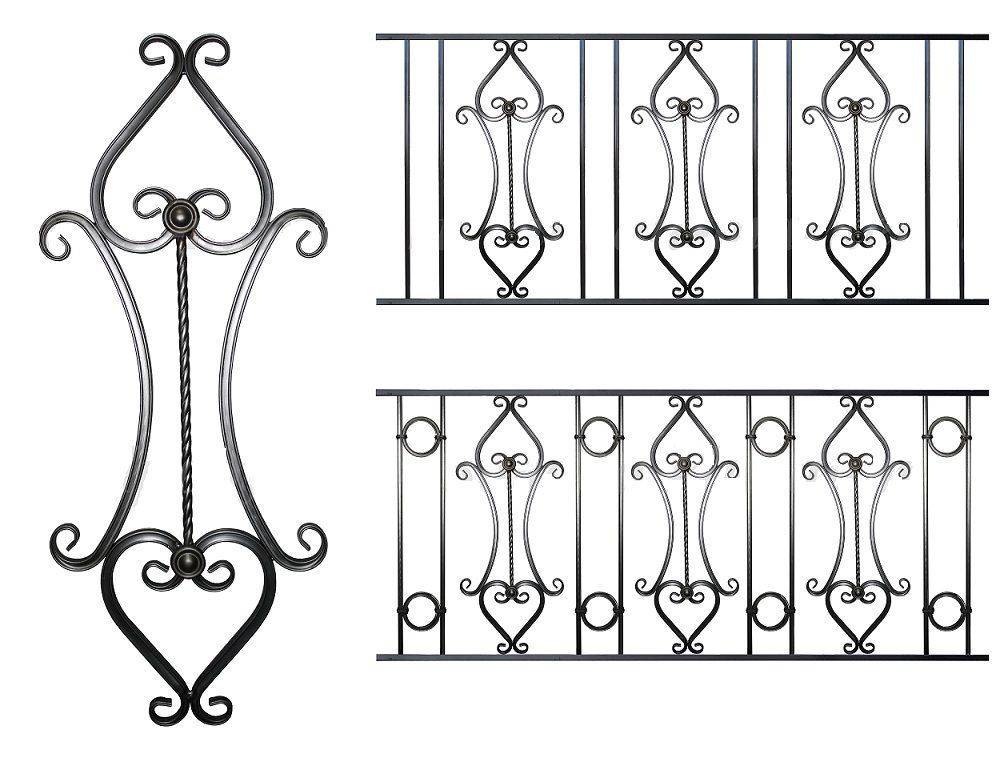
Элементы кованых узоров
Для объёмного металлопроката (пруток, проволока) применяются следующие кованые элементы:
- Спираль.
Рисунок кузнечной спирали состоит из постепенно уменьшающихся к её основанию пространственных незамкнутых окружностей. Спираль может быть одно- и двунаправленной. В последнем случае диаметры могут периодически изменять направление своего уменьшения на противоположное. Кроме того, иногда может также изменяться (уменьшаться) диаметр исходного прутка или проволоки. - Двойная спираль.
Такие кованые элементы представляют собой пространственные фигуры, каждая из которых представляет двухрядную обычную спираль. При этом своей средней частью данный элемент имеет наибольший диаметр, из-за чего иногда такой орнамент для ковки называют ещё китайским фонариком. Для получения орнамента используются два прутка или отрезка проволоки большого поперечного сечения. - Геометрически такой вид орнамента представляет собой завиток произвольной формы, который может размещаться вертикально, или горизонтально. Волюта может иметь однонаправленную вогнутость, когда завитки расположены по одной линии от оси гибки, и разнонаправленную. Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.
- Крутень.
В технологии художественной ковки крутень формируется закручиванием части стержня (или всей заготовки). Направление скручивания такого орнамента — всегда монотонное, поскольку даже для высокопластичного состояния пруток, закручиваемый попеременно то в одну, то в другую сторону, может разрушиться из-за превышения деформируемым металлом предела своей прочности на кручение. - Навершие.
Такие кованые элементы применяются на украшения головок оград и заборов, а также оконных решёток. Они представляют собой части прутка с острой кромкой на одном из торцев, к которому впоследствии прикрепляется ряд завитков.
Элементы художественной ковки создаются также и из листового металла. К ним относят:
- Пространственные спирали
, напоминающие шнек, по направлению вращения которого ширина спирали уменьшается. Элемент можно выполнять рельефным, для чего на его кромках выполняются художественные насечки. - Плоский завиток
, который по сути идентичен объёмному, но производится из части металлической полосы. - Чеканка
, которая получается точечной обработкой кузнечным зубилом плоской поверхности штучной заготовки. В результате чеканки создаётся объёмный рисунок. Чеканку применяют преимущественно для цветных металлов и сплавов. - Кернение.
Такой художественный орнамент выштамповывается специальным инструментом, который вдавливает часть листа или полосы в специальную форму штампа. Кернением получают объёмные изображения на плоской заготовке, формовать надписи, вензеля и иные элементы. - Оголовки.
Элемент представляет собой чашеобразную ёмкость, сворачиваемую из цельного куска полосы, и свариваемую методом кузнечной сварки в пространственную деталь. Оголовок может иметь сферическую, конусовидную или цилиндрическую форму.
Комбинацией этих и ряда других художественных орнаментов обычно создаются весьма сложные кузнечные композиции – подсвечники, розы, кубки и т.д.






Художественная ковка металла
В результате обработки металла ковкой кузнецы получают предмет мебели или же обихода, который имеет художественную ценность.
Металлические изделия украшались орнаментом с давних времен. Древние кельты наносили узоры на доспехи, кинжалы, кубки. В Киевской Руси мастера изготавливали предметы, которые удивляли своей прочностью, надежностью и красотой. Обработка металла ковкой получила широкое распространение в ХVII-ХVIII веках. В то время оконные решетки, ограды парков, дворцов и особняков, двери храмов были украшены ажурными коваными элементами.
С развитием технологий в ХХ веке возрос спрос на изделия, изготавливаемые методом штамповки. Но интерес к художественной ковке не угас. В настоящее время многие владельцы частных домов, коттеджей, квартир украшают помещения и земельные участки оригинальными коваными элементами. Заказать высококачественные изделия можно у мастеров кузнечного дела дизайн-студии интерьеров «РублевЪ».
Преимущества холодной ковки
- Не нужно сооружать кузницу со всем ее оборудованием (горн, наковальня и так далее).
- Возможность автоматизации, что снижает трудоемкость процесса изготовления.
- Применение холодной ковки позволяет значительно повысить производительность, так как по заданному образцу можно делать изделия партиями, то есть наладить поточное производство. Это удобно при оформлении больших площадей (поверхностей). Например, ограды, одинаковые решетки на окна строения, лестничные перила, садовые беседки и многое другое. Такой способ работы с металлами хорошо подходит и для внутреннего оформления помещений – решетки для каминов, разнообразные подставки под вазоны, ножки для мебели. Вариантов множество.
- Установить оборудование можно в любом помещении.
- Уменьшается пластичность металлов, не нарушается внутренняя структура из-за воздействия высоких температур, что влечет повышение прочности изделий. А это – увеличенный срок эксплуатации.
- Холодная ковка дает возможность производить так называемое старение заготовок, что позволяет делать стилизацию «под старину».
- Как следствие – снижение общих затрат и себестоимости продукции.
Какое оборудование нужно иметь
Понятно, что в процессе работы понадобятся различные инструменты и приспособления. Многое из этого у каждого хорошего хозяина уже есть (клещи, молотки и так далее). Но нужны будут и различные специальные устройства. Можно купить уже готовый комплект для холодной ковки, так сказать, на все случаи.
Самое первое оборудование для ковки
Во-первых, нужен горн для нагревания металла до высокой температуры (800-900 градусов). Или ещё применяют муфельную печь, если работа идет с небольшими заготовками. Её можно изготовить самостоятельно, о чем писалось в советской прессе прошлых лет(журнал “Юный техник” номер 9 1982 года и номер 4 1983 года). В муфельной печи небольших размеров можно запросто нагревать небольшие заготовки для некрупных изделий- дверных ручек, подсвечников и прочего. Кроме того, стоит отметить, что и некоторого рода крупные изделия можно собрать из небольших деталей. К примеру, решетки и многое другое. Приспособления для нагрева не понадобятся, если вы будете заниматься холодной ковкой со специальным оборудованием или без него.
Далее, инструмент кузнеца. Различного инструмента у кузнецов обычно много, для разных операций и разных заготовок, до нескольких десятков. Но не стоит тем, кто хочет оборудовать кузницу или ковать металл в домашних условиях, пугаться этого количества.
Обычно можно начать с малого, кузнецы сами делают себе инструмент и постепенно его в кузнице у рачительного хозяина- кузнеца становится больше и больше. Для начала нужно: наковальня и молоток. Автор этих строк сделал свою первую наковальню сам из куска рельса.
Еще неплохо бы иметь или зубило (вариант былых времен) или болгарку(угловую шлифовальную машину УШМ) для рубки или резки, смотря чем металла. Болгаркой можно также обрабатывать сварные соединения и вообще шлифовать и точить металл.
Также клещи, чтобы держать горячие заготовки(при холодной ковке не нужны), их обычно кузнецы делают сами. Ну и для того, чтобы проделывать отверстия, почему пишу “проделывать”, сейчас поймёте, или пробойник(как в старину, всё вручную) или дрель со сверлами. Множество остальных инструментов, приспособлений и оборудования впоследствии вы, как кузнец, сделаете сами. А что и как, да какой формы делать, подскажет приобретаемый опыт и потребности в работе, а также чтение материалов данного сайта.
Идеальным образом наковальня устанавливается на массивном бревне, вкопанном в землю. А можно, по крайней мере, на первое время пойти простым путем, как было сказано выше и сделать наковальню из рельса. В стандартной кузнечной наковальне обычно имеется квадратное отверстие миллиметров на 40 для вставки туда различных приспособлений для гибки, рубки, прошивки и прочих операций с металлическими заготовками. Здесь мне пришлось ухищряться и придумывать альтернативу, как можно посмотреть на фото.
Итак, те, кто хочет научиться кузнечному делу, смогут благодаря этой странице, иметь некоторое представление о необходимом для начала инструменте и оборудовании.
Сварочный аппарат
Если «самодеятельный специалист» по холодной ковке не является профессиональным сварщиком, то лучше приобретать электрическую модель. Подробные рекомендации по выбору можно найти в Интернете, поэтому только один совет. Лучше, если «сварочник» будет работать как от постоянного, так и от переменного напряжения. Это удобно, так как нельзя заранее угадать, с какими деталями придется иметь дело. Например, перемена полярности (с «+» на «-») позволит соединять довольно тонкие металлы, не опасаясь их прожечь.
Как сделать своими руками станок для холодной ковки
Для монтажа станка для холодной ковки своими руками потребуется осуществить следующие действия:
- Сначала собирается стойка, выступающая в качестве опоры. В этих целях каждый элемент (фрагменты трубы аналогичных размеров и сочленения с верхней и нижней стороны) соединяются в одно целое. Устройство снаружи напоминает табуретку. Монтажные работы производят, используя сварочный аппарат, нарезку — применяя пилу.
- Теперь требуется нарезать металлические листы. Получатся круги одинакового диаметра и 4 треугольника, которые имеют одинаковые стороны. Треугольные составляющие привариваются к нижней части конструкции так, чтобы вышло что-то схожее с пирамидой. Основание с более широкой площадью приваривается к центру вырезанного круга.
- 4 планки, расположенные по горизонтали, присоединяются к окружности с приваренным элементом. Подобное осуществляется, применяя болты (используют дрель для сверления отверстий).
- Последующим действием станет изготовление рукоятки. Требуется использовать 2 прута разной длины. Определяются их габариты методом соотношения с диаметра и окружности. Первый прут долен совпасть по размерам, второй несколько превышать его параметры. Во время сгибания первого прута требуется соблюсти необходимый угол. После этого углы привариваются между собой, затем вниз вваривается третий прут. Должна присутствовать перемычка меж начальных двух отрезков, к ним присоединяют спецрычаг.
- Подшипник для разнообразия направлений в приспособлении прикрепляется к окончанию приваренного рычага, к отрезку, который находится в нижней половине устройства. Верхний отрез играет роль крепления для металлической катушки (монтируется по горизонтали, помогает сгибать металл). Снизу отрезка, где находится свободное окончание, проделывается отверстие.
- Завершающим шагом изготовления станет монтаж изготовленной рукоятки с элементом, который напоминает «пирамиду». Фиксируются такие детали после одевания рукоятки механизма с помощью гайки большого диаметра. На нее заранее приваривается круг из металла, дающий возможность закрепить шаблон. Затем «улитку» необходимо присоединить, используя сварочный аппарат. Теперь механизм будет готов к эксплуатации.
Процесс изготовления
Соблюдая несложный алгоритм действий, домашний специалист или мастер сможет создать устройство высокого качества.
Для создания механизма самому требуется быть внимательным в процессе проектирования чертежей и произведения необходимых расчетов. В других моментах алгоритм изготовления простой. Установив принцип работы прибора, возможно придумать ему оригинальные вариации, способствующие улучшению обрабатываемых заготовок.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Коррозия металла
Коррозия металла — один из важных факторов воздействия на изделие. Элементы художественной ковки металла следует обрабатывать покрасочными маслами, чтобы коррозия не появлялась долгое время.
На более дорогих изделиях перед покраской используют специальный станок по очистке металла. Несмотря на стоимость такой работы, это одно из лучших средств по очистке металла от ржавчины и коррозии.
Если бюджет позволяет использовать дорогостоящую работу по отчистке металла, то можно позволить и дорогостоящую покраску. Обычно для такой работы используют цинксодержащие масла, которые могут проникать в верхний слой металла и не дают воздействовать влаге.








Зачем используют холодную ковку
Чаще всего с помощью такой технологии обрабатывают металлопрокат в виде прутка, круга, квадрата или полосы. Создаваемое оборудованием давление изгибает и прессует материал, формируя нужную конфигурацию изделия, при этом упрочняя его. Изготовленные таким способом вещи практически невозможно сломать, их срок службы, в сравнении с литьем или штамповкой, на порядок выше.
Зачем применяют холодную ковку и какие изделия производят?
- Различные фигурные решетки, которые монтирую на окна и двери жилых помещений.
- Декоративные и практичные элементы фасада: козырьки, перила и другие.
- Детали ограждений: заборов, ворот, калиток.
- Элементы мебели: ножки стульев и столов.
- Детали декора: подставки под цветы, кронштейны фонарей, решетки камина, мангалы и прочие.
Все эти поделки выглядят как настоящее произведение искусства, при этом не теряя своего практического назначения и прочности.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.





