
Виды и типы станков
Для работы по металлу существуют самые разные типы специального оборудования, однако наиболее востребованным считается фрезерного типа.
Такие фрезерные устройства, главным образом, выполнят вертикальное, а также горизонтальное фрезерование металлических заготовок.
При его работе используются самые разные типы фрез, среди которых можно выделить фасонные, шпоночные, а также торцевые и концевые.
Такие универсальные станки, главным образом, используются на различных производствах. С помощью фрезерных агрегатов выполняется при необходимости обработка различных типов металлов.
Так, такие устройства позволяют выполнить качественную расточку и разметку обрабатываемого материала.
Современные устройства, которые оснащены ЧПУ, значительно упрощают рабочий процесс за счет его автоматизации.
Необходимые операции с металлическими заготовками осуществляются исключительно на специальных агрегатах.
Помимо фрезеровального оборудования, к таким устройствам можно отнести и другие типы станков, например, электроэрозионный.
ВАЖНО ЗНАТЬ: Сборка токарного мини станка по металлу своими руками
В том случае, если требуется вертикальная фрезеровка заготовки, то для этих целей используется, соответственно, фрезерный станок вертикального исполнения.
Фрезерные агрегаты между собой условно можно разделить, исходя из типа выполняемых ими операций.
Видео:
Стоит отметить, что в настоящее время есть высокотехнологичные современные станки для фрезерования, которые способны одновременно выполнять практически все типы работ.
Такие универсальные агрегаты, как правило, оборудуются блоком ЧПУ, а также оснащаются дополнительными элементами, которые делают процесс фрезерования еще более совершенным и технологичным.
Современные станки, которые используются для фрезерования металлических заготовок, отличаются высокой точностью выполнения операций и качеством исполняемых работ.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:
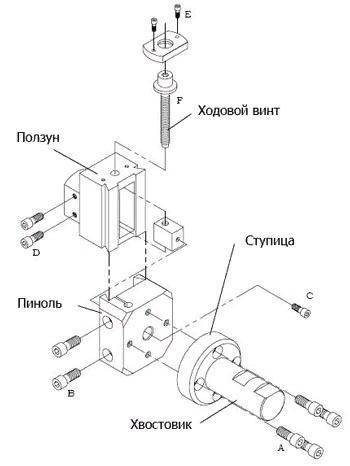
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
2 Типы станков
Отметим, что консольно-фрезерные станки бывают как бытовыми, так и профессиональными. Они позволяют обрабатывать заготовки весом от нескольких грамм до тысяч килограмм.

Плоские фрезы для фрезерного станка
Исходя из размеров оборудования, консольно-фрезерные станки по металлу или дереву делятся на три группы:
- первая группа – легкое оборудование весом до 1 тонны;
- вторая группа – среднее оборудование вес которого находится в пределах от 1 до 10 тонн;
- третья группа – тяжелые агрегаты, весом от 10 до 100 тонн;
- существует и четвертая группа – специальные станки, вес которых превышает 100 тонн.
Вторым критерием подразделения консольно-фрезерных агрегатов на группы является способ управления. Управление станком может быть ручным, полуавтоматическим или автоматическим с помощью ЧПУ.





- Станки с ручным управлением требуют полного контроля со стороны фрезеровщика. Он должен установить заготовку, включить станок, подвести режущий инструмент, регулировать траекторию и скорость движения фрезы, выключить станок, снять деталь.
- Полуавтоматические устройства настраиваются на выполнение определенной циклической задачи. Оператор устанавливает заготовку и запускает станок. Агрегат самостоятельно выполняет запрограммированный цикл и останавливается. Рабочий должен после этого снять деталь с фиксатора и выключить станок.
- Автоматические агрегаты оснащены ЧПУ. В данном случае, фрезеровщик должен уметь пользоваться не столько станком, сколько компьютером и соответствующими программами. Его задача – создать 3д модель будущей детали и прорисовать траекторию движения фрезы, а так же другие технические параметры работы станка. После перенесения числового кода на станок, установки заготовки и запуска агрегата, станок с ЧПУ самостоятельно выполнит все работы. Задача оператора лишь наблюдать за его работой.

Горизонтально-фрезерный станок 6Р80Г с ручным управлением
2.1 Правила эксплуатации горизонтально-фрезерных агрегатов
В техническом паспорте любой модели консольно-фрезерного станка прописываются правила его установки, сборки, особенности эксплуатации. Однако существуют и общие правила, касающиеся любого типа оборудования с ручным управлением или с ЧПУ. Эти требования относятся к организации технического процесса и соблюдению рабочими правил безопасности.
Первая задача инженера на производстве – правильно выбрать и подготовить место установки агрегата. Оно подбирается в зависимости от габаритов и массы станка. Важным является так же наличие компенсации вибраций агрегата со стороны платформы, на которую он устанавливается. Пол под станком должен быть жестким, обычно его заливают из прочного железобетона. Дополнительно могут устанавливаться опоры с компенсационными подушками.

Сборку и наладку станка должен проводить обученный специалист
Так же к общим эксплуатационным требованиям горизонтально-фрезерных станков относят:
- Оператор горизонтально-фрезерного агрегата должен производить работы в специальной одежде. Использование же защитных перчаток или рукавиц категорически запрещено.
- Все работы на станке фрезеровщик должен производить в защитных очках.
- Если заготовка для фрезерования весит более 20 кг, ее установка на рабочий стол производится с помощью подъемных механизмов.
- При возникновении нестандартной вибрации или колебания станок должен быть немедленно остановлен. Чаще всего подобное нарушение в работе бывает вызвано неправильной установкой фрезы.
- Часто на устройствах горизонтально-фрезерного типа устанавливают дополнительно стружкоотсос. Но даже в этом случае рабочий должен тщательно очистить станок от стружки и пыли.
Алмазно-расточной станок
335043 О П И С А Н И ИЗОБРЕТЕН И К АВТОРСИОМУ СВИДЕТЕЛЬСТВ юз Советск иалистическихРеспублик висимое от авт. свидетельстваявлено 06,Х.1970 ( 1481584/25-8 М. Кл. В 23 Ь 41/ заявкиприсоединени Комитет по делам изобретений и открытий при Совете Министров СССР,1972, Бюллетень13 публиковано та опубликования описания 15 Х.1972 Авторыизобретен ф. Дубиненко и В. Ш, Казацк явите АЛМАЗНО-РАСТОЧНОЙ СТАНОК 5 Известны алмазно-расточные станки с устройствами для копменсации тепловых деформаций. Однако в них должны быть установлены специальные охлаждающие агрегаты, кроме того, они не учитывают температурных 5 смещений в горизонтальной плоскости стола с установленной на нем обрабатываемой деталью, а также моста со шпиндельной головкой в случае смещения последней относительно вертикальной оси моста. 10Предлагаемый алмазно-расточный станок отличается от известных тем, что мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена с фиксирующим устройством, управляемым сигналами, посту пающими от регистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.Указанные отличия позволяют компенсировать горизонтальные смещения оси обрабаты ваемой детали путем получения разнонаправ ленных и регулируемых переметцений оси шпиндельной головки.На чертеже представлена схема предлагаемого станка, 2 Станок состоит из станины 1, подвижного стола 2, шпиндельной головки 8, установленной на мосту 4 с направляющими скалками 5 (по две с каждой стороны моста).Каждая направляющая скалка 5 входит в 30 упругую гидропластную втулку б, смонтированную в выступах 7 станины 1. На станине 1 мост 4 крепится при помощи фиксирующих устройств, состоящих, например, из четырех гидроцилиндров 8 с,пружинами 9 и поршнями 10 проставок 11 и гидропластных втулок б,Направленные температурные смещения оси шпиндель ной головки осуществляются следующим образом: с пуском станка масло подается в верхние полости двух, например левых, гидроцилиндров 8, в результате чего освобождаются левые направляющие скалки 5 моста 4.Ось шпиндельной головки 8 смещается в горизонтальной плоскости в результате температурных деформаций моста 4 влево в сторону освобожденных направляющих скалок 5, Когда смещение оси шпиндельной головки достигнет установленной величины, датчик, регистрирующий это смещение, подает сигнал на отключение масла от левых цилиндров 8, вследствие чего левые направляющие скалки 5 будут вновь зафиксированы усилиемпружины 9.При необходимости смещения оси шпиндельной головки 8 вправо масло подается к правым гидроцилиндрам 8, произойдет освобождение правых направляющих скалок 5 моста 4, Теперь ось шпиндельной головки 8 будет смещаться вправо вместе с расширяю335043 датчиков, на станине которого установл н мост, несущий шпипдельную головку, отличающийся тем, что, с целью компенсации горизонтальных смещений оси обрабатываемой 5 детали путем получения разнонаправленныхи регулируемых перемещений оси шпиндельной головки, мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена,с фиксирующим устройстзом, 10 управляемым, сигналами, поступающими стрегистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.2. Станок по п. 1, отличающийся тем, что 15 фиксирующее устройство выполнено, например, в виде гидроциливдра с,подпружиненным поршнем и установленной в выступах станины гидропластной втулки, во внутреннее отверстие которой входит направляющая 20 скалка. оставитель Г, Довиа Корректор Т. Китае Текр урилко ри акт аказ 1401/8 Изд.593 ЦНИИПИ Комитета по делам изобретений Москва, Ж, Раупунова,я, п нп щимся в эту сторону мостом 4, т. е. в процессе работы станка можно смещать ось шпиндельной головки 3 в горизонтальной плоскости относительно первоначального положения вправо и влево на величину, определяемую датчиком и равную смещению оси обрабатываемой детали.В качестве фиксирующих устройств можно применить любое другое известное приспособление. Также ясно, что скалки,в этом случае могут быть выполнены не цилиндрической формы, а их число — другим
Важно только, чтобы мост имел возможность направленного горизонтального перемещения, управляемого с помощью датчиков и фиксирующих устройств.Предмет изобретения1. Алмазно-расточной станок с компенсацией гемпературных смещений по сигналам Тираж 448 Подписноеоткрытий при Совете Министров СССРая наб., д
4/5 Смотреть
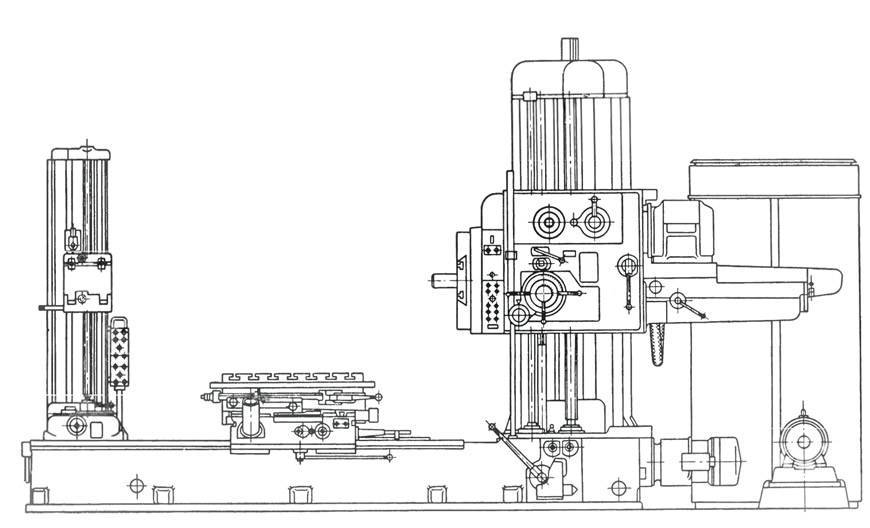
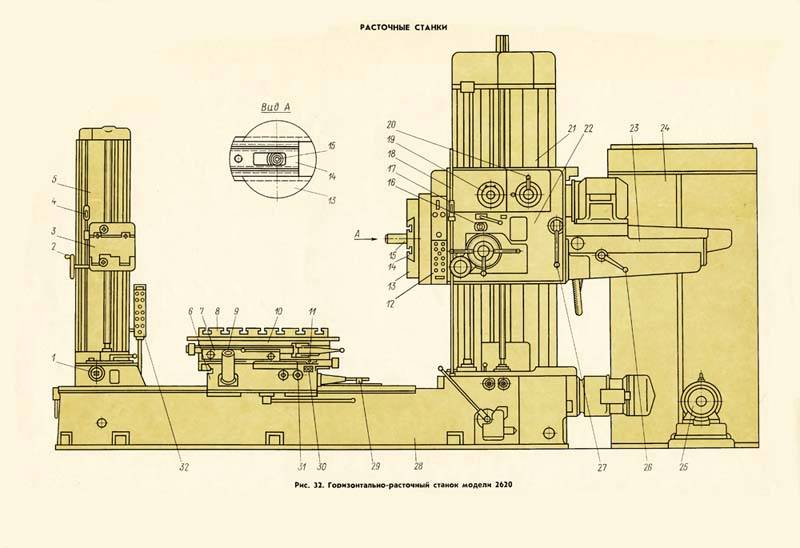
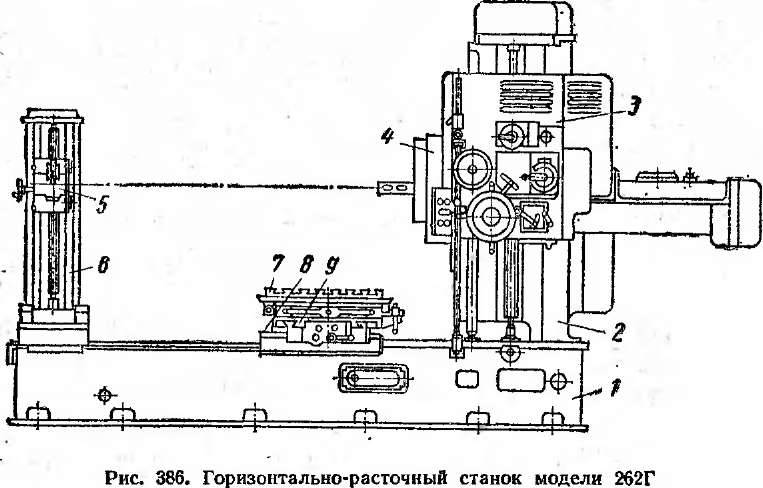
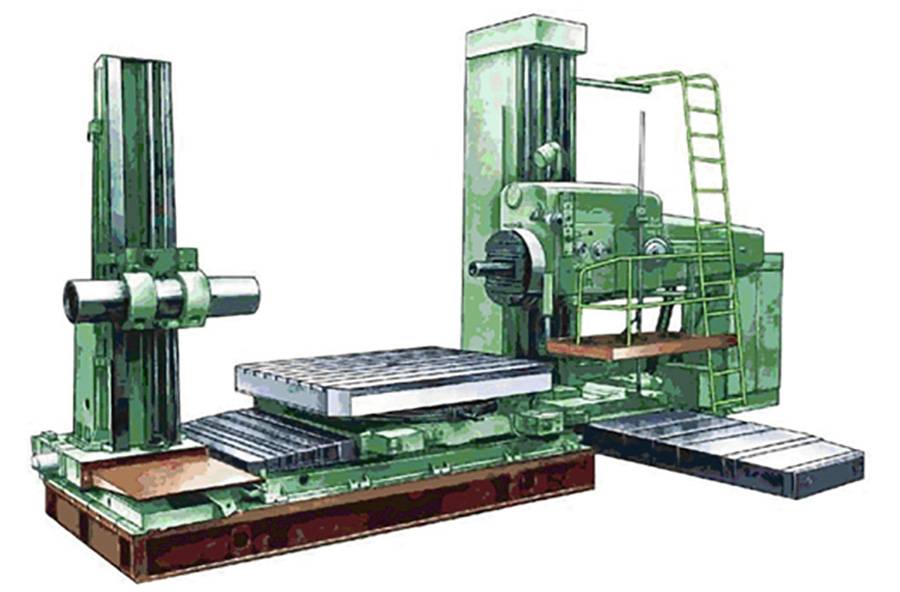
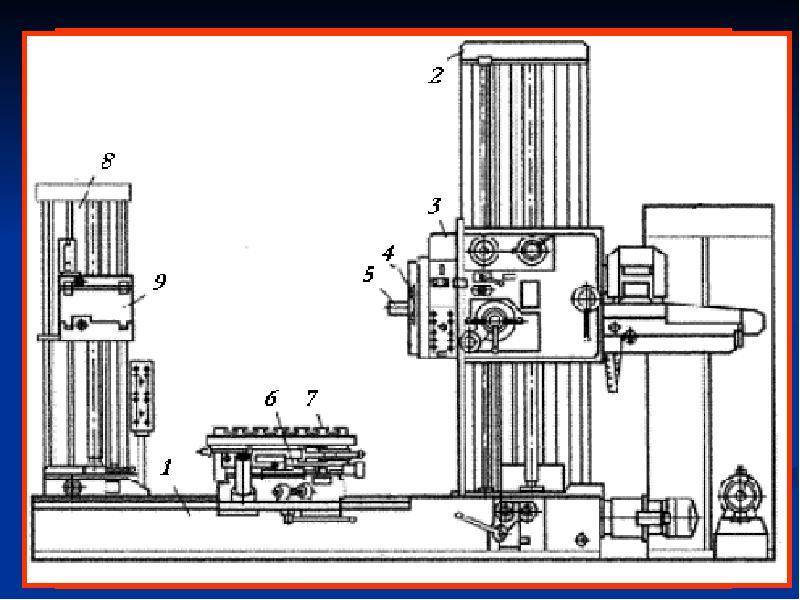
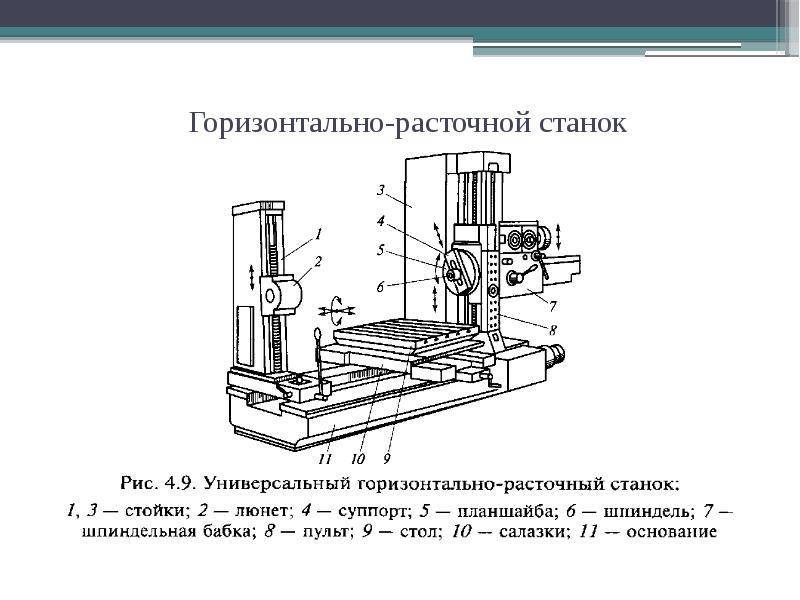
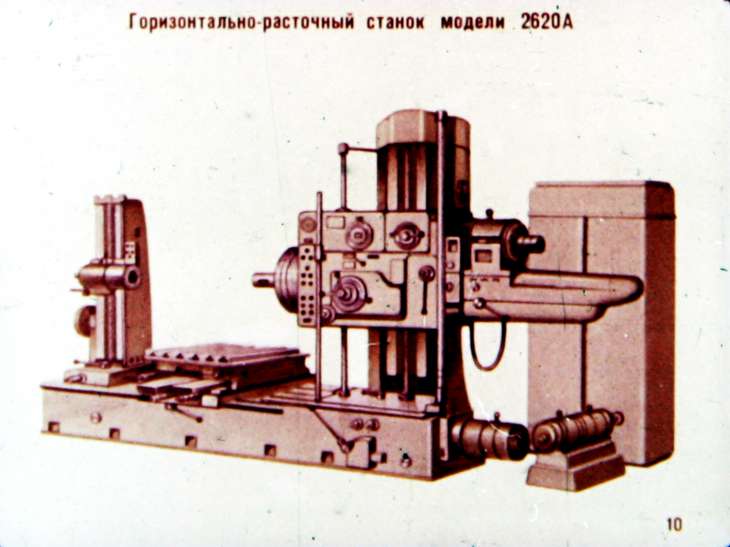
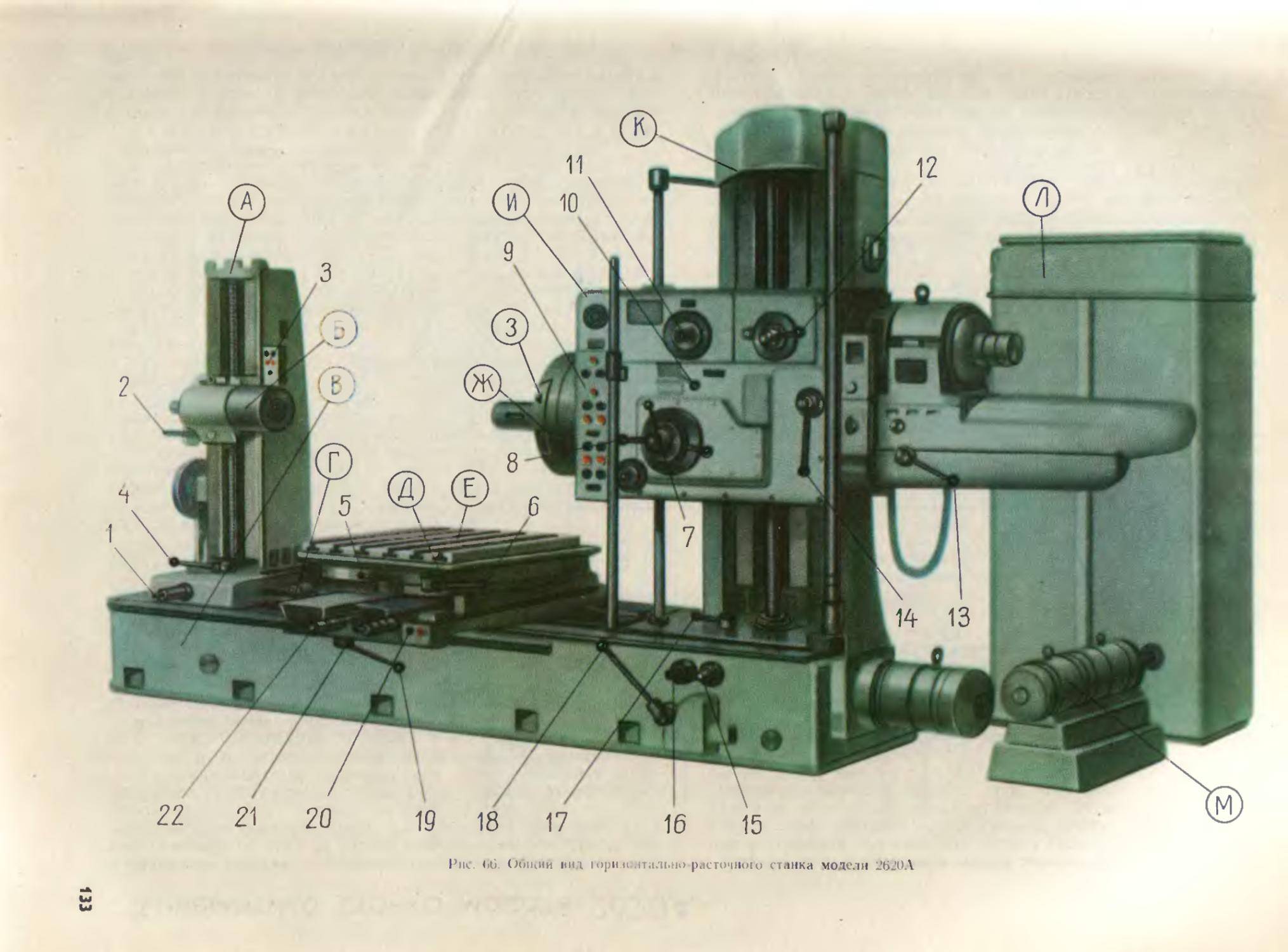
Горизонтально-расточные станки
Схема горизонтально-расточного станка
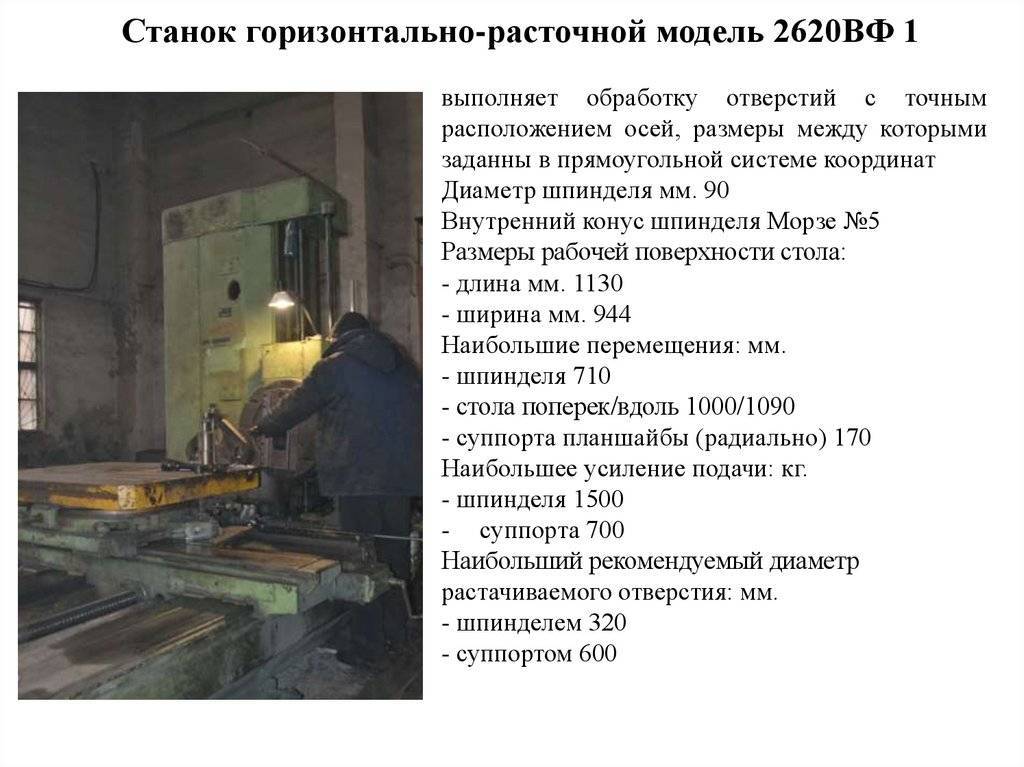
Наиболее распространенными моделями являются горизонтально-расточные станки. Они выполняют большинство стандартных операций, для них разработаны индивидуальные схемы изготовления.
Особенностью конструкции этого типа оборудования является расположение шпинделя — горизонтальное. Для выполнения процесса обработки необходимо вращение заготовки, что обеспечивает силовые агрегаты устройства. Во время работы происходит вращательно-поступательное движение шпинделя. Процедура расточки заготовки может выполняться несколькими способами движения подачи:
- инструменту;
- детали, которая крепится на столе;
- с помощью специальной подвижной подложки.
Дополнительно в комплектации оборудования могут быть предусмотрены устройства перемещения шпиндельной бабки, смещение стола относительно двух координат, плавное переключение скоростей и т.д. Все зависит от конкретной модели оборудования.
На что обратить внимание
Перед совершением покупки обращают внимание на ряд параметров, в частности:
- Размеры шпинделя;
- Максимально допустимый вес и размеры заготовок;
- Диаметр рабочего стола;
- Максимально возможный уровень перемещения по осям;
- Диапазон скоростей;
- Интервал подач;
- Мощность двигателя.
Мощность двигателя — один из важных показателей, от которого будет зависеть скорость обработки деталей.
Расточные станки принадлежат к специальному и востребованному оборудованию, незаменимы во многих случаях, особенно когда нужно добиться ювелирной точности и максимальной производительности. Если предприятие остро нуждается в механизмах такого типа, то сможет найти подходящие варианты на отечественном рынке без особых усилий.
Последовательность наладки станка
При выставленном уровне станка следует дать оборудованию отстояться, как минимум сутки. За это время со станины снимется остаточное напряжение металла и произойдет перераспределение нагрузки. За этим следует процесс проверки соосности узлов. Замеряется геометрическая точность частей, указанных в спецификации, поставляемой заводом-изготовителем.
При отклонениях от заданных параметров производится дополнительная регулировка. Чтобы не было биений в процессе работы, контролируют смещение уровня станины при различных комбинациях расположения шпиндельного узла и стола с заготовкой. Вращение самого инструмента может иметь бой в пределах допуска, все зависит от требуемой точности выпускаемых деталей. Доработка на месте требуется для решения индивидуальных требований заказчика.
При приемке станка обращают внимание на расход масла. Завод-изготовитель часто завышает его для исключения заклинивания при работе в условиях, отличных от нормальных (температура воздуха от 20 и не выше 35 градусов, влажность малых значений, низкая запыленность среды). Также следует проверять поставляемые части и наличие указанных опций
Также следует проверять поставляемые части и наличие указанных опций.
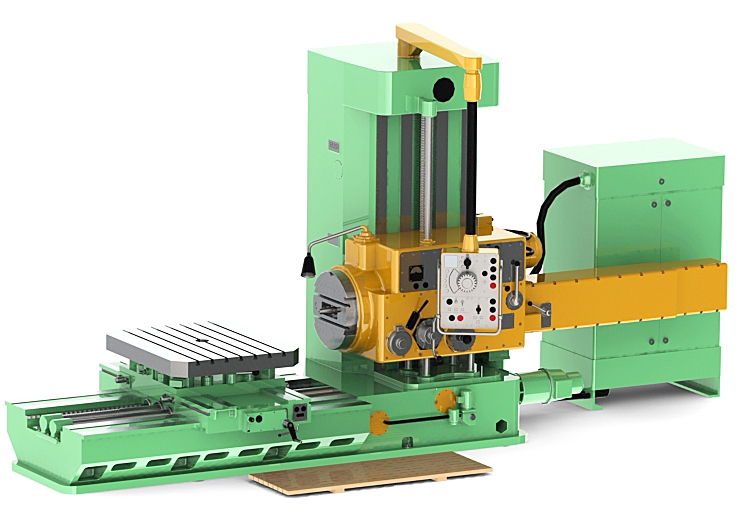
2А622Ф4 Горизонтально-расточной станок с ЧПУ. Назначение, область применения
Горизонтальный расточной станок с ЧПУ 2А622Ф4 предназначен для выполнения разнообразных расточных, фрезерных и сверлильных работ, включая контурное фрезерование и нарезание резьб метчиками.
Шероховатость обработанной поверхности отверстия при чистовом растачивании резцом ВК8, установленным в выдвижном шпинделе, в чугуне СЧ15, ГОСТ 1412—79; Ra=1,6 мкм.
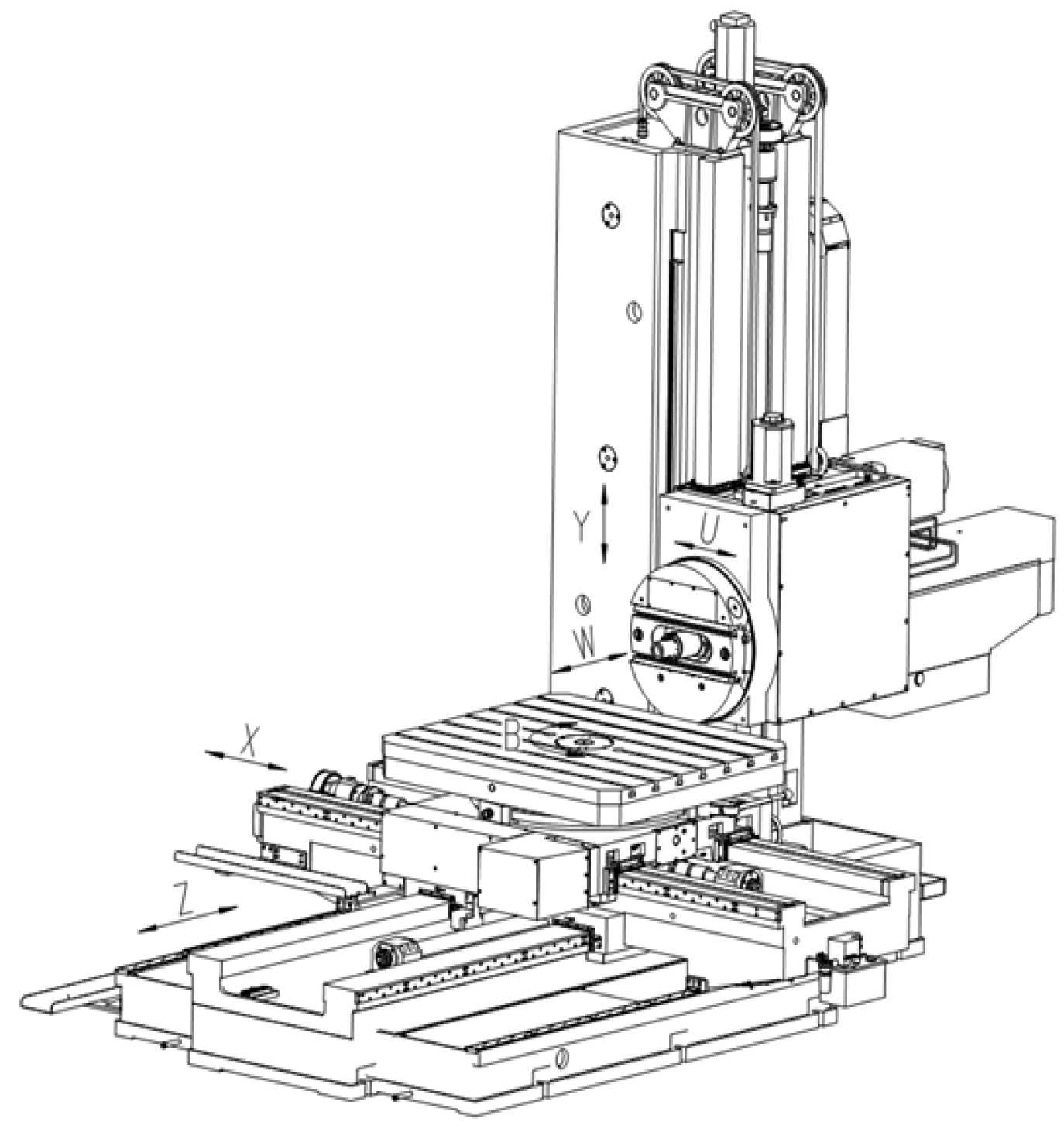
Горизонтально-расточной станок 2А622Ф4 выполнен в компоновке с неподвижной стойкой, несущей вертикально-подвижную шпиндельную бабку с выдвижным шпинделем и встроенным поворотным столом, имеющим продольное и поперечное (относительно оси шпинделя) перемещение. Раздельные приводы подач позволяют осуществлять одновременную обработку по трем координатам и выбрать наиболее оптимальный режим резания, а также изменять величину подачи узлов в процессе резания.





Подвижные узлы перемещаются с помощью шарико-винтовых передач качения с предварительным натягом.
Смазка направляющих подвижных узлов и главного привода автоматизирована.
Встроить станок 2А622Ф4 в автоматическую линию нельзя. Степень автоматизации — Ф4 (управление в контурном режиме).
Управление станком 2А622Ф4 осуществляется устройством числового программного управления (УЧПУ). Программируемые перемещения по четырем осям — X, Y, Z ,W. Ось В работает в режиме позиционирования.
Отсутствуют загрузочное устройство и устройство для транспортирования стружки.
Система СОЖ состоит из насосной станций емкостью 200 л, устройства полива инструмента и детали и системы сбора СОЖ.
Станок 2А622Ф4 имеет удобную вспомогательную систему ручного управления с пульта.
Зона обработки освещается светильником с люминисцентными лампами, встроенным в шпиндельную бабку.
Вредные выделения отсутствуют.
По сравнению с предыдущими исполнениями станка модели 2А622Ф4 исполнение 04 имеет следующие преимущества:
- применена новейшая отечественная система ЧПУ класса CNC 2C42—65 с выносным пультом, увеличенными размерами дисплея, с увеличенным объемом памяти до 96К, в том числе объем энергонезависимой памяти (ПЗУ) составляет 48К;
- вся релейная автоматика станка записана в ПЗУ УЧПУ, что позволило исключить большое количество релейно-контактной аппаратуры на станке и тем самым повысить надежность и долговечность электрооборудования;
- режим записи управляющей программы во время обработки детали в ручном режиме (самообучение станка) исключил этап предварительной подготовки программы и ее проверки на станке;
- в режиме программного управления имеются дополнительные автоматические циклы расфрезерования отверстий и обработки крепежных отверстий под фланец, что упрощает и сокращает процесс управляющей программы;
- система диагностики поиска неисправностей с выведением причин неисправностей на дисплей повышает ремонтоспособность станка, резко сокращает время поиска неисправностей;
- устройство ЧПУ позволяет хранить программы как на перфоленте, так и на магнитной ленте кассетного магнитофона, что обеспечивает удобство записи, перезаписи и хранения программ;
- наличие подвижного пульта управления с дисплеем, на который выводятся необходимые для работы данные, обеспечивает удобство управления станком.
Конструктивные и эксплуатационные особенности станка 2А622Ф4:
- Поворотный рабочий стол автоматически останавливается в положениях 0, 90, 180, 270 градусов и имеет высокоточные датчики обратной связи по всем координатам
- Телескопическая защита и автоматизированная смазка направляющих
- Быстродействующие автоматические гидрозажимы
- Шарико-винтовые передачи качения с предварительным натягом
- Механизированный зажим инструмента
- Шпиндельный узел смонтирован на прецизионных подшипниках качения
- Шпиндельная бабка с выдвижным шпинделем подвижна в вертикальном направлении
Станок соответствует высоким требованиям современного технического уровня станкостроения.
Шумовые характеристики в соответствии с ОСТ2 Н89-40—75.
Уровень вибрации в соответствии с ГОСТ 12.2.009—80.
Транспортирование станка должно осуществляться: для внутрисоюзных поставок в таре согласно ГОСТ 10198—78.
Категория упаковки — КУ-2 по ГОСТ 23170—78Е и ОСТ2 М92-1—81.
Временная противокоррозийная защита (консервация) осуществляется в соответствии с ГОСТ 9.014—78 и ОСТ2 Н89-30—79.
Выбор транспортной упаковки и условий транспортирования осуществляется в соответствии с ГОСТ 7599—82 и ОСТ Н92-1—81.
Разработчик—Ленинградское ОКБС.
Класс точности станка Н по ГОСТ 8—82Е.
Станина
Жесткость несущих частей — важный параметр для соблюдения геометрии производимой продукции. Качественный сплав из металлов высокой прочности обеспечивает надежность геометрии станка на долгие годы. Но для соблюдения этого параметра требуется качественный монтаж и периодический контроль уровня в различных точках расположения инструмента.
От правильности выставленного уровня станины зависит: соосность шпинделя и отверстий на детали, перпендикулярность и параллельность движения фрезы. Классический станок имеет несколько ножек, установленных на регулируемые опоры
Важное внимание уделяется бетонному основанию. В идеале фундамент должен иметь 0,8 метра монолитного основания, которое может включать металлическое армирование для веса оборудования в 3 тонны
Расточные станки с ЧПУ
Модели этой разновидности в сравнении с обычными имеют массу преимуществ. Их работой управляет компьютер с заложенной в него программой. Это позволяет добиться высокой точности обработки и максимальной производительности. Пишется программа в специальных кодах, указанных в описании к станку. Использоваться это современное оборудование может как для черновой, так и для чистовой обработки деталей.




Расточные станки — оборудование действительно востребованное и во многих случаях незаменимое. В особенности тогда, когда нужна ювелирная точность или максимальная производительность. Если у предприятия имеется необходимость в оборудовании этого типа, найти подходящую модель на современном отечественном рынке не составит труда.
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.





