
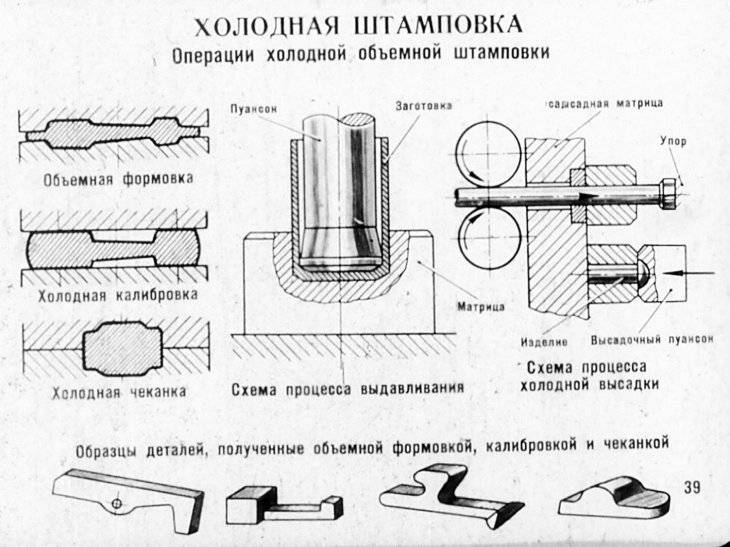
Горячая и холодная штамповка деталей / Холодная высадка
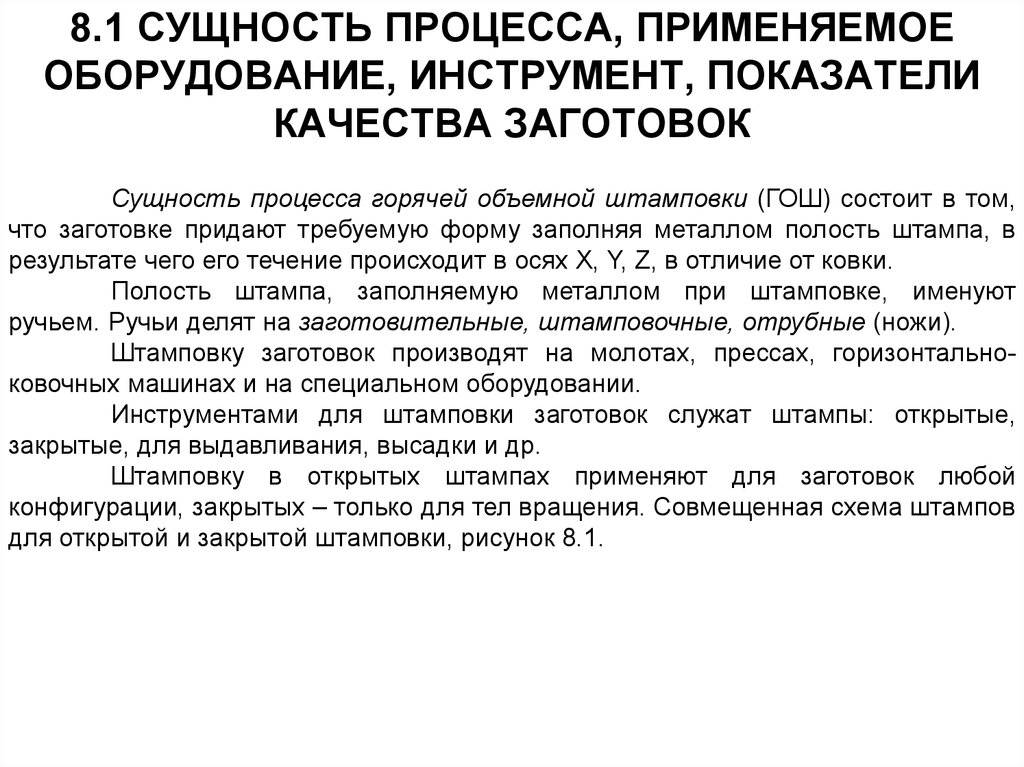
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Пруток 1 подается до упора 2, поперечным движением ножа 3 отрезается заготовка требуемой длины и последовательно переносится с помощью специального механизма в позиции штамповки, на которых из заготовки поучают деталь.
Рис. 8. Холодная высадка
Высадка головки детали за один удар пуансона обеспечивается при l (2,5 – 2,8) d. При l (3,5 – 5,5) d – за два удара, и при l > (6 –
На холодновысадочных автоматах штампуют заготовки диаметром 0.5 – 40 мм из черных и цветных металлов. Получают такие детали как болты, винты, заклепки, гвозди, шарики, ролики и т.д. Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла ~ 95% (только 5% металла идет в отход).
Суть технологии
Горячая штамповка металла заключается в нагревании изделия и давлением заданного штампа формируется деталь. При этом изменение температурного режима производится до состояния, который бы образовался при ковке.
Чтобы не было вытекания металла, в конструкции штампа предусматриваются специальные полости в виде выступов. Так формируется поверхность в виде ручья соответствующая замкнутому типу, а конфигурация выполненного изделия соответствует его форме.
Исполнение горячей штамповки производиться из разнопрофильных брусков сечения: прямоугольного, квадратного или круглого. В исключительных случаях технологический процесс штамповки изделий выполняется из прутка. Для начала производят поковку с заданными размерами, а после ее делят на части. Заготовки для штампов выполняют обычно из металлического прутка.
Эффективность технологического процесса заключается в том, что ее можно применять в производстве серийных заготовок.

При применении этой технологии предприятия имеют множество преимуществ:
- Снижается процент образования металлических отходов.
- Производительность труда растет.
- Возможность выполнения сложных конструктивных элементов.
- Обеспечение точности геометрических размеров.
- Заготовки отличаются высоким качеством поверхности.
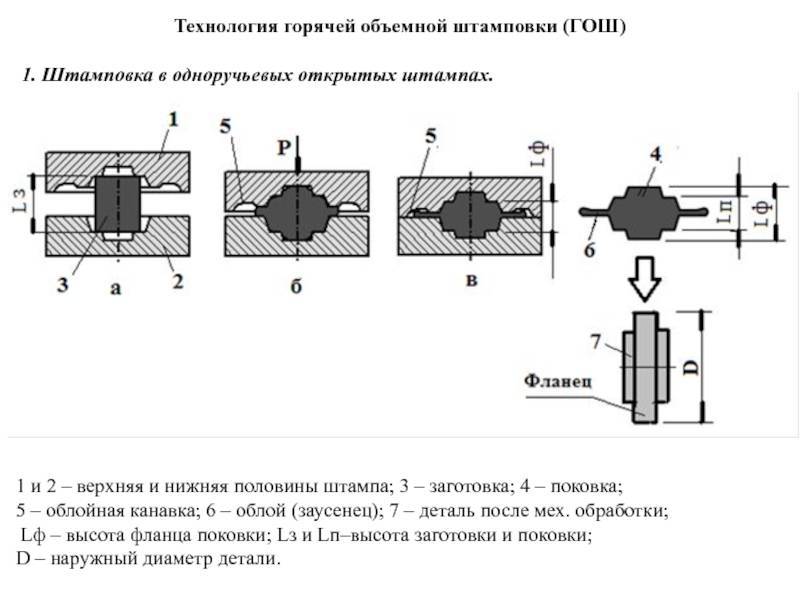
Технология изготовления детали объемной штамповкой следующая:
- резка заготовки в размер;
- нагревание в печи;
- 1 переход;
- 2 переход;
- 3 переход;
- устранение облоя и обработка металла.
По технологии штамповки выполняется огромный перечень действий от загрузки болванки в обрабатываемую зону, завершая изыманием из печи. Алгоритм подразумевает выполнение работ:
- Штампы используются с закрытым или открытым ручьями.
- Выполнить конструкторскую документацию на разработку поковки.
- Продумать за какое количество переходов выполняется заготовка.
- Выбрать подходящее оборудование, продумать, какие использовать штампы.
- Произвести нагрев поковки, выбирая способ нагрева штампа и режимов работы оборудования.
- Исходя из требований качества обработки детали, произвести оценку, какие завершающие операции проводить.
- Подсчитать технико-экономические показатели заданного техпроцесса.
По отношению к ковке метод горячего штампования обладает своими достоинствами и недочетами:
| № п/п | Достоинства | Недостатки |
| 1. | Высокая производительность трудового процесса | Лимиты по массе получаемых деталей и заготовок, не более – 3,5 тонн |
| 2. | Качество обрабатываемой поверхности, допуском и припусков почти в 4 раза меньше; при выполнении калибровки получаемые допуски составляют 0,05 мм, поэтому мехобработке подвергаются лишь места сопряжений со смежными изделиями, а остальных поверхностей достаточная шероховатость и точность | Деформация выше, исходя из этого, используется мощное оборудование, это происходит, потому что деформации подвергается заготовка полностью, при этом течь металла подвергается сопротивлению, создаваемого стенками штампа |
| 3. | Возможность получения конструктивных элементов сложной конфигурации | Достаточно высокая цена оборудования, так как оно сложное и выполняется из качественного материала, а применяется лишь для изготовления одного вида изделия |
| 4. | Простота выполняемых операций, для этого необязательно иметь большой стаж работы, программа обучения штамповщика несложная |
Для горячей штамповки металла применяется несколько известных технологий, зависимых от следующих параметров:
- выбора оборудования;
- геометрических размеров;
- материала заготовки.
Сущность технологии
Сущность процесса горячей штамповки заключается в том, что готовое изделие из металла получают из нагретой до определенной температуры заготовки, воздействуя на нее давлением, для чего используется специальный штамп. При выполнении горячей штамповки температура заготовки изменяется от состояния просто нагретой поверхности до ковочной. Чтобы ограничить течение нагретого металла в ненужном направлении, на отдельных участках внутренней поверхности штампа выполняют специальные полости и выступы. Таким образом, внутренняя поверхность штампа формирует замкнутую полость (ручей), конфигурация которой полностью соответствует форме готового изделия.
Так выглядит нижняя часть простого одноручьевого штампа
Горячая объемная штамповка (ГОШ) выполняется на металлических брусках различного профиля – квадратного, прямоугольного, круглого или периодического. В отдельных случаях производство готовых изделий по технологии горячей штамповки может выполняться из сплошного металлического прутка. Изначально его часть формируется в поковку с требуемыми геометрическими параметрами, а затем ее отделяют при помощи резки. Однако, как правило, заготовки для горячей штамповки нарезают из металлического прутка.
Наибольшую эффективность штамповка деталей, предполагающая их предварительный нагрев, демонстрирует при серийном и массовом производстве. В частности, в использовании данной технологии для производства металлопродукции крупными и массовыми сериями есть целый ряд преимуществ.
- Отходы металла, из которого производится продукция, уменьшаются.
- Увеличивается производительность труда.
- При помощи данной технологии можно изготавливать изделия даже очень сложной конфигурации.
- Готовые изделия, полученные методом горячей штамповки металла, отличаются не только особой точностью геометрических параметров, но и высоким качеством поверхности.
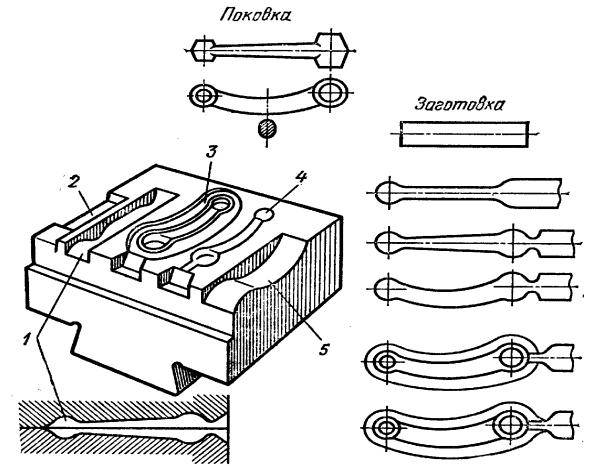
Схема технологического процесса изготовления детали типа «шатун» методом горячей объемной штамповки
Технологический процесс горячей штамповки включает в себя большой перечень операций, выполняемых начиная с момента загрузки детали из металла в зону обработки и заканчивая выгрузкой из оборудования готового изделия. Проектирование такого процесса подразумевает соблюдение следующего алгоритма:
- выбрать метод, по которому будет изготовляться изделие: на штампах с открытым или закрытым ручьем;
- разработать подробный чертеж готовой поковки;
- установить, за сколько переходов можно сделать готовое изделие;
- для каждого перехода разработать чертеж формируемой поковки;
- в зависимости от требуемой мощности для каждого этапа технологического процесса выбрать соответствующее оборудование и сформировать штампы;
- перед горячей штамповкой нагреть заготовку, выбрав способ нагрева и режимы его выполнения;
- в зависимости от требований к качеству готового изделия определить перечень финишных операций, которым будет подвергнута поковка.
На завершающей стадии разработки технологического процесса необходимо выполнить расчет его экономических и технических показателей.
Преимущества и недостатки горячей объемной штамповки
Обработка металла, выполняемая методом горячей штамповки, может осуществляться по различным технологиям, особенности реализации которых зависят от целого ряда параметров: типа используемого оборудования, геометрических параметров и материала изготовления формируемого изделия. По технологии ГОШ можно изготавливать следующие типы деталей.
Удлиненные
В качестве таких изделий могут выступать валы различного назначения, шатуны, рычаги и другие детали подобной конструкции. Для их производства используют штамповочный пресс. Обрабатываются они методом горячей штамповки плашмя, при этом исходная заготовка подвергается операции протяжки. Заключительным этапом производства является фасонирование методом свободной ковки, выполняемое в заготовительных вальцах ковочных вальцов.



Дисковые
Это шестерни, фланцы, ступицы, крышки и другие детали круглой или квадратной конфигурации, отличающиеся относительно небольшой длиной. Чтобы изготовить продукцию данного типа, используют технологию осадки, которая выполняется в торец обрабатываемой заготовки. Для реализации такой технологии требуется использовать штамповочные переходы.
Примеры изделий, изготовленных методом горячей объемной штамповки
Виды штамповочных технологий
За время своего существования появилось немало методов штамповки. Массовое производство требует особого подхода, где на первое место ставится скорость и качество изготовления изделий. Ручная штамповка сейчас используется исключительно в частном порядке, для создания единичных экземпляров.
Прежде чем рассматривать способы обработки давлением, рассмотрим прочие виды штамповки:
- Магнитно-импульсная. Для изменения формы деталей используются кратковременные импульсы электрического тока.
- Изотермическая штамповка деталей. Используется для деформирования легированных и жаропрочных сортов стали. Особенность изотермического процесса заключается в том, что контактную форму нагревают до температуры деформации заготовки. В качестве рабочего оборудования используют гидравлические прессы.
- Штамповка взрывом. Разновидность импульсного способа. Активно используется в сфере производства летательных аппаратов. Принцип работы основан на передаче воздействия взрывной волны через воздух или воду. В результате заготовка деформируется, приобретая очертания используемой матрицы.
Технологический процесс, при котором изделие получают путем давления на расплавленный металл, называют жидкой штамповкой. Ввиду высокой стоимости матриц и пунсонов метод целесообразно использовать только в массовом производстве.
Листовая штамповка
Процесс обработки заготовок делят на две категории, которые отличаются рабочей температурой:
- Холодная штамповка. Данный метод считают наиболее эффективным. Его применяют для изготовления кузовных деталей транспорта. Грамотная разделка помогает рационально использовать основной материал. Наилучших показателей можно добиться, используя углеродистые и легированные стали, а также листовую медь и алюминий.
- Горячая штамповка. Как следует из названия, данный метод подразумевает предварительный нагрев заготовки. Для этого используют пламенные или электрические печи. Технологические операции данного метода абсолютно не отличаются от холодного способа производства. Единственный нюанс заключается в толщине листового металла: данный показатель не должен превышать 5 мм. С помощью данного метода производят элементы корпуса в судостроительной промышленности.
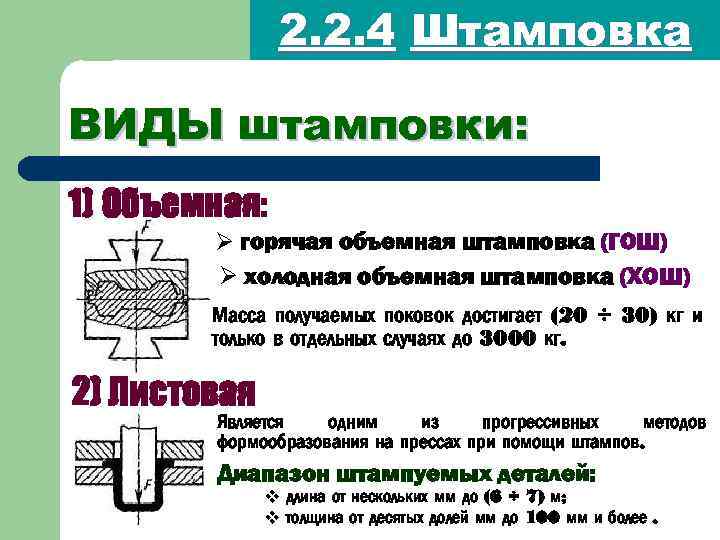
Объемная штамповка
Горячая штамповка характеризуется повышенной температурой, при которой протекает процесс. Степень нагрева зависит от используемых материалов. В отличие от штамповки жидкого металла агрегатное состояние заготовки остается неизменным.
Рассмотрим особенности каждого процесса.
Технология горячей объемной штамповки (ГОШ)
Горячую объемную деформацию деталей выполняют под воздействием температуры и давления на заготовку. Для получения необходимой формы материал нагревают и помещают в закрытые штампы. Между используемыми пресс-формами отсутствует зазор. Таким образом, готовое изделие формируется в закрытой полости, которая называется ручьем или гравюрой. Подход характеризуется низким процентом облоя, однако требует внимания на стадии заготовок.
Готовые изделия отличаются точностью размеров и качеством поверхности.
- Определяется тип штампа.
- Разрабатывается подробный чертеж.
- Технологи рассчитывают количество переходов от заготовки до готового изделия.
- Для каждого промежуточного этапа готовят индивидуальный чертеж.
- Подбирают пресс-формы для переходов.
- Определяют параметры и способ нагрева заготовки.
- Исходя из требований к детали определяют необходимые финишные процедуры.
По завершении разработки проекта экономисты рассчитывают себестоимость выполнения работ.
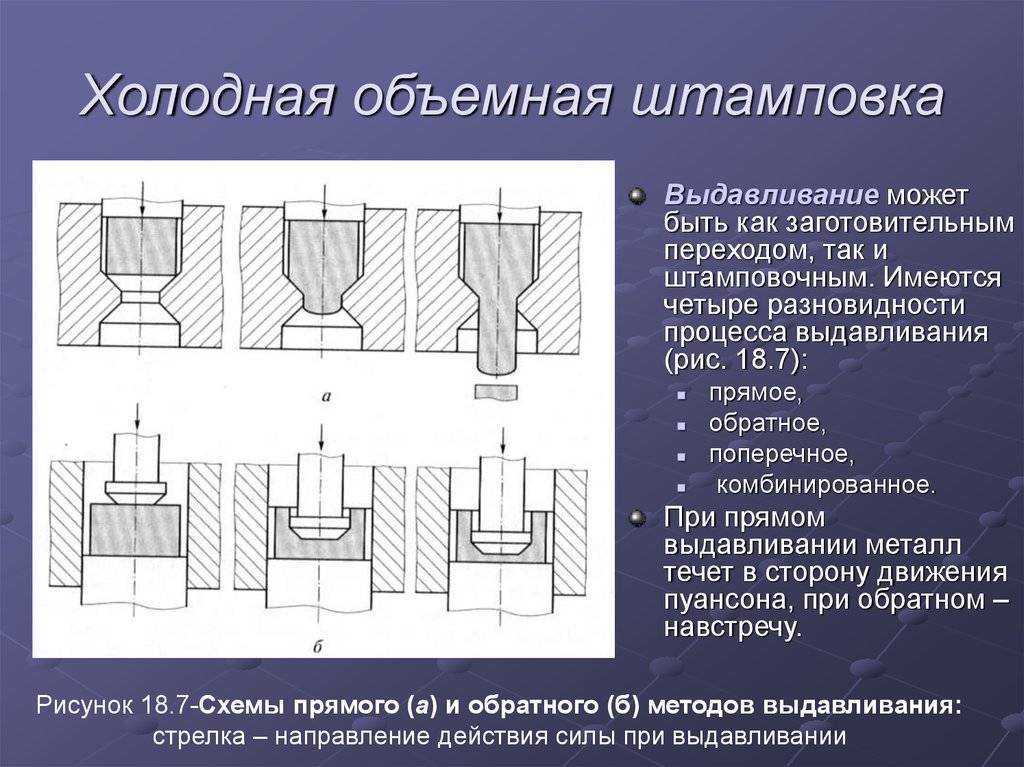
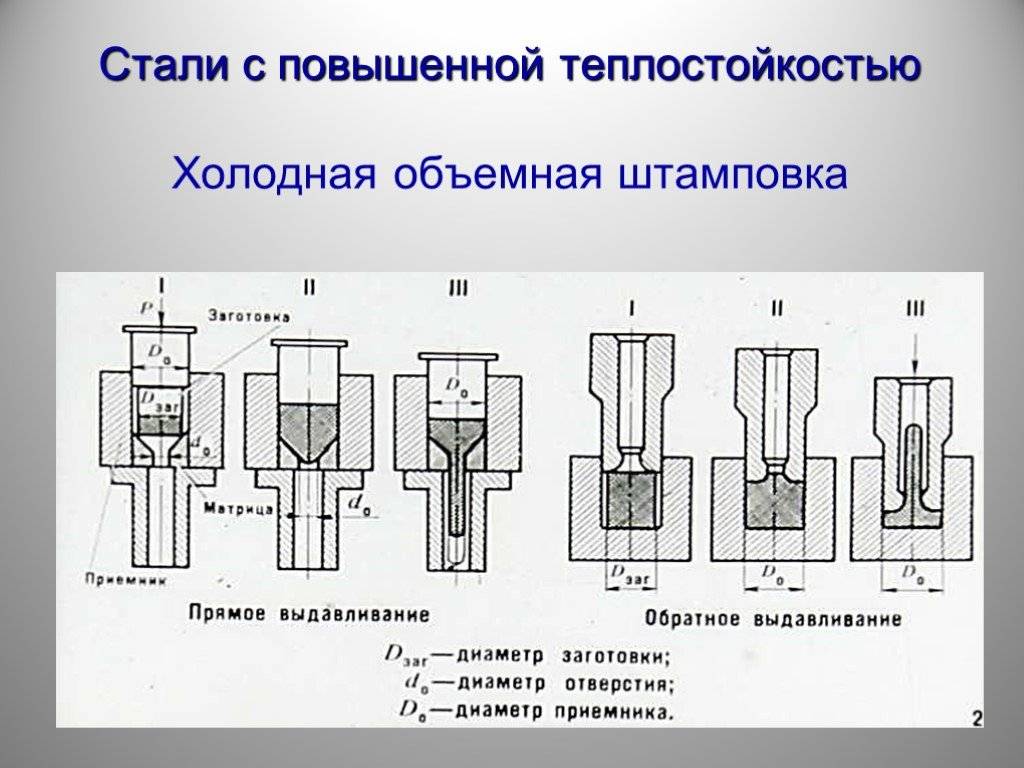
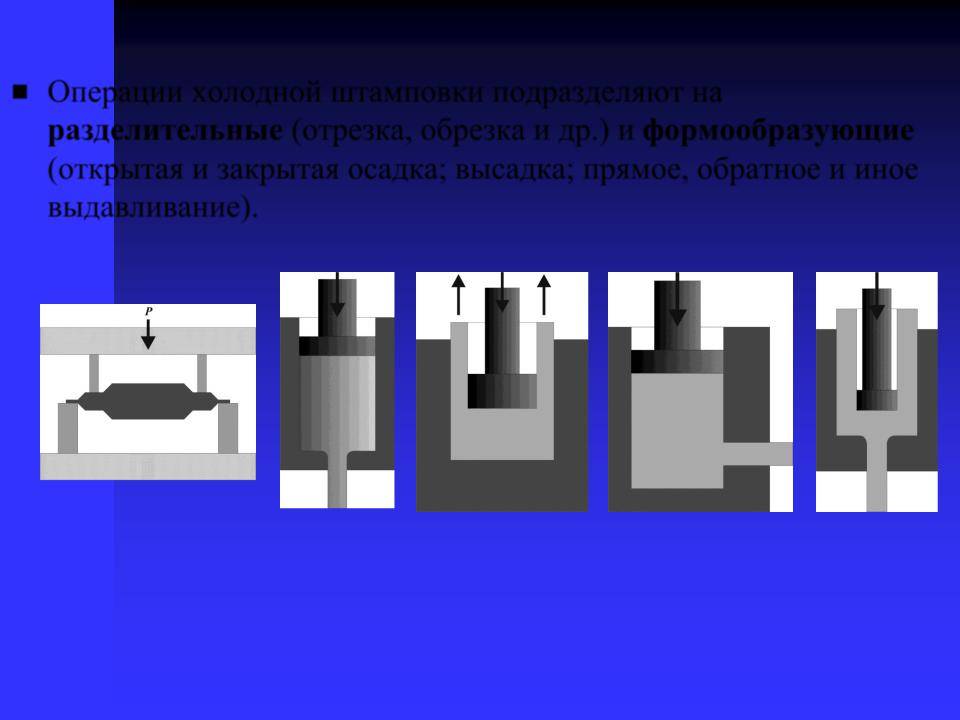
Метод холодной объемной штамповки
Основным недостатком технологии считают чрезмерные усилия, которые необходимо прилагать для получения готового изделия. По сравнению с ГОШ этот показатель выше в 10–15 раз. Высокие механические нагрузки негативно влияют на продолжительность эксплуатации штампов.
Инструменты и оборудование
Штамповочное производство холодным и горячим методами требует наличия ряда инструментов и приспособлений. Применяемое для штамповки оборудование условно делится на основное и вспомогательное.
К первой группе инструментов причисляют штампы, разделяющиеся, в свою очередь, на ковочные для изготовления изделий и обрезные для ликвидации заусенцев после штамповки.
Все они предназначаются для создания исключительно заданной детали, но иногда можно встретить и варианты со съемными частями и блоками, которые позволяют выполнить переналадку.
Штамповочный инвентарь для горячей технологии производится из высококачественной легированной инструментальной стали, потому что на изделия в процессе эксплуатации оказывается высокое механическое давление и термическая нагрузка.
Но это довольно дорогой материал, поэтому для экономии денежных средств штампы производят со вставками из более дешевых металлов.
Холодная штамповка металла предполагает использование оборудования, работающего при высоких удельных нагрузках и обеспечивающего высокую точность форм и размеров изделий. Оно характеризуется высокой производительностью и увеличенным рабочим ходом, так как обладает высокой жесткостью конструкции.
Процесс получения объемных штампов.
Kо второй группе инструментов и приспособлений для осуществления штамповки относят:
- приспособления, позволяющие осуществить доставку и загрузку металла в печь, его подачу от печи к молоту и передачу заготовок от одного молота к последующему;
- инвентарь для подачи заготовок под штамповочный пресс с их последующим перекладыванием из одного ручья штампа в другой;
- инструменты для удаления поковки из штампов после изготовления;
- измерительные приборы и шаблоны для осуществления периодического контроля отштампованных поковок.
На заметку! В конструкции штампа необходимо иметь такие эксплуатационные параметры, чтобы она позволяла менять форму заготовки согласно конкретным требованиям, прочно фиксировалась на оборудовании, предоставляла возможность сохранить точность ее установки и комфортабельную транспортировку.
Для обработки деталей из металла методом горячей объемной штамповки потребуется следующее оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные агрегаты.
Самые распространенные варианты сегодня ‒ это паровоздушные молоты с двойным действием и простые приводные фрикционные молоты. Они работают за счет ударно-деформирующего воздействия на металлозаготовку.
Высококачественное перераспределение металла можно обеспечить при условии одновременного регулирования хода подвижных деталей и силы удара в сочетании с кантованием заготовки. Отметим, что молоты причисляются к категории довольно недорого штамповочного оборудования.
Также при горячем штамповании часто используются кривошипные прессы с жестким приводом, не позволяющим изменять направление ползуна.
Изготовленные с помощью прессов поковки отличаются большей точностью за счет жесткого хода. Это сводит к минимальной вероятности риск появления припусков на механическую обработку.





Недостаток такого оборудования заключается в необходимости проводить предварительную очистку заготовки от окалины, иначе она вжимается в тело поковки.
При соприкосновении разогретого металла со стеночками пресса происходит остывание заготовки из-за большого количества времени, потраченного на процесс деформации.
Плюсы и минусы
Список положительных характеристик штамповщика достаточно обширный. Сюда можно отнести официальное трудоустройство, стабильную заработную плату. Кроме того, сотрудник предприятия получает доплаты за вредный труд. При выполнении или перевыполнении поставленного плана штамповщику выплачиваются премиальные. Кроме финансовых выгод, к плюсам добавляются возможность карьерного роста и социальные льготы. Нередко на промышленных предприятиях имеется профсоюз, на поддержку которого можно рассчитывать в трудных ситуациях.
Вместе с тем, отрицательных факторов в профессии хватает
Самое важное, что штампование – сложная физическая работа, усугубляющаяся вредными производственными условиями. Высокий уровень ответственности, частые стрессы и монотонная работа могут негативно сказаться на здоровье сотрудника. Кроме того, не исключается риск производственных травм или аварийных ситуаций
Кроме того, не исключается риск производственных травм или аварийных ситуаций.
Кто такой штамповщик и чем он занимается
Название профессии происходит от слова штамповать. Сам процесс представляет собой изготовление изделия из цельного куска путем давления специальным прессом на него. Это может быть рулон металла, лист стали или пластика.
Штамповщик работает за специальным оборудованием – штамповочным прессом. Кроме этого мастер нередко стоит за трубогибочными станками разного назначения и типа. Штампование сегодня – важная деятельность в самых различных сферах. Таким способом делают колесные диски, кухонную утварь, прокладки, цельные детали для машиностроения и даже для ювелирного ремесла.
Задача штамповщика следить за процессом работы оборудования, при необходимости производить отбраковку деталей, налаживать станок, предварительно останавливая весь процесс.
Спектр задач, возложенных на штамповщика достаточно большой. Специалист обязан:
- уметь настраивать оборудование;
- знать технологию штампования больших деталей разнообразного типа, применять ее на практике;
- следить за исправностью рабочего оборудования (кривошипных, фрикционных и других прессов);
- обладать навыками работы с измерительными инструментами знать, их назначение;
- уметь работать с разными штампами (для просечки, ковки, сворачивания, пробивки отверстий);
- обладать навыками работы с разными металлами – сталью, серебром, платиной, золотом.
- знать и соблюдать технику безопасности на рабочем месте;
- сообщать руководству информацию о неисправности оборудования.
Для собственной защиты, сотрудник цеха обязан не только соблюдать правила безопасности, но и носить специальную защитную амуницию, включающую в себя каску, спецодежду, защитную маску.
Особенности метода
Другая распространенная технология изготовления элементов сложной конфигурации из металла — ковка. Это довольно трудоемкий метод: результат зависит от квалификации мастера и точности финишной обработки.
Горячая объемная штамповка обладает следующими преимуществами по сравнению с ковкой:
- Меньше отходов. Технология требует в 3–4 раза меньших допусков и припусков металла (могут составлять до 0,05 мм после калибровки). Готовое изделие требует минимальной доработки — как правило, требуется только доработка поверхностей сопряжения с другими элементами.
- Повышенная производительность. Преимущество метода горячей штамповки — возможность производить в десятки и сотни раз больше металлоизделий. Готовый объемный штамп можно применять многоразово для выпуска нужного количества деталей.
- Любая конфигурация. Горячая штамповка позволяет изготовить сложные изделия без объемных напусков, которые неизбежны при ковке.
Горячая штамповка требует сложного специализированного оборудования и инструмента. Штамп изготавливают из металла повышенной прочности — инструментальной стали. К тому же, готовый штамп может применяться только для изготовления металлоизделий определенного типоразмера.
О схемах штампов
► В производственном процессе применяются две схемы горячего штампования:
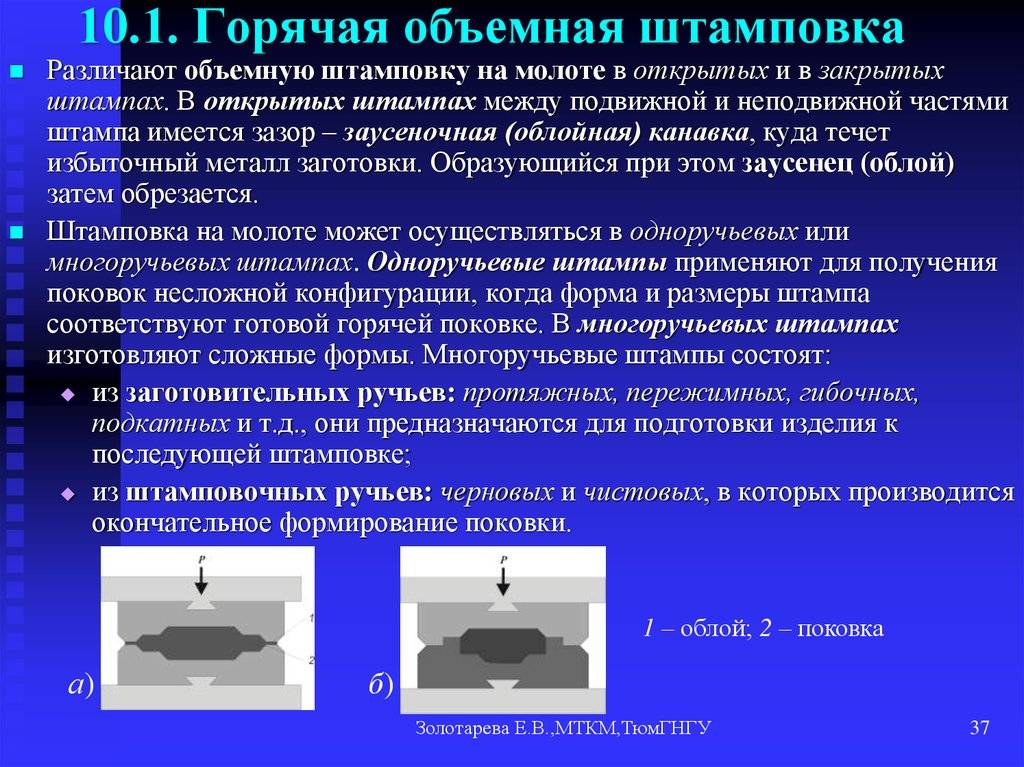
- Закрытого типа – по заданной технологии между частями штампа неподвижной и подвижной просвечиваются небольшие зазоры минимальны. Для исполнения изделий применяются прессы с выступом наверху рабочего инструмента, а внизу размещена полость. Или, напротив, на молотах при выступе снизу, в полости в верхней части используемого инструмента. Этот способ применяется, когда объемы готового изделия и поковки соответствуют по параметрам. Штампы этой разновидности имеют одновременно две полости для разъема, расположенные под углом 900, относительно друг друга.
- Открытого типа – принцип их работы основан на том, что между неподвижной и подвижной частями обеспечивается зазор, в который выливается лишний металл. Их можно применять для поковок любого размера.
► Преимущества производства с использованием открытых типом штампов:
- Безупречное качество поверхности.
- Однородная структура материала.
- Экономия металла.
- Возможность применения материалов с невысокими показателями пластичности, так как воздействует высокое напряжение и обеспечивается неравномерность при сжатии.
Технологический процесс
Сущность процесса горячей штамповки металла состоит в следующем: на нагретую до необходимой температуры заготовку воздействуют приложением максимальной силы. Проводится он при помощи специального инструмента – штампа.

Штамп пробивной для горячей штамповки
Штамп представляет собой массивную толстостенную деталь. При каждом переходе формообразование заготовки осуществляется рабочей замкнутой полостью штампа – ручьем (гравюрой). Имеющиеся в определенных зонах штампа выступы и полости могут ограничивать течение нагретого металла.
Изготовление деталей методом горячей штамповки выполняется на металлических заготовках разного профиля:
- круглого;
- квадратного;
- периодического;
- либо могут использоваться металлические прутки.
Сначала части прутка задаются геометрические параметры, формируется поковка с последующим ее отделением.Чаще всего для горячей штамповки используется вариант нарезки заготовок. Выполняется он из металлического прутка.

Сформированная поковка
Преимуществом технологии обработки металла путем горячей штамповки является уменьшение его отходов, повышение производительности труда, изготовление изделий сложной конфигурации. Изделия, которые получили методом ГОШ, легко отличить по высокой точности размеров и качеству поверхности.
Проектирование технологического процесса горячей штамповки определяется следующей последовательностью:
- выбирается метод изготовления изделия (на штампах с закрытым или открытым ручьем);
- разрабатывается детальный чертеж;
- устанавливается количество переходов от заготовки до готового изделия;
- разрабатывается индивидуальный чертеж каждого перехода;
- формируются штампы для каждого этапа производства в соответствии с требуемой мощностью;
- выбирается способ нагрева и его режим для металлической заготовки;
- определяется перечень конечных манипуляций поковки исходя из требуемого качества готового изделия.
Финишным этапом является расчет технико-экономических показателей технологического процесса.
Способы горячей объемной штамповки.
1
Сущность горячей объемной штамповки.
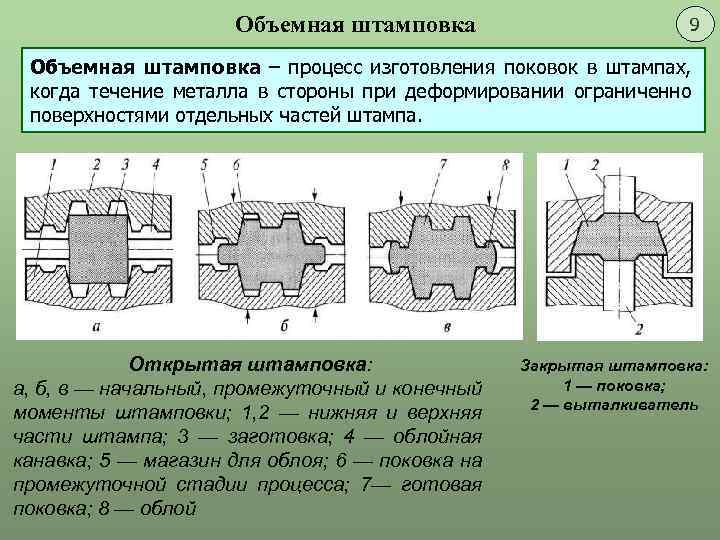
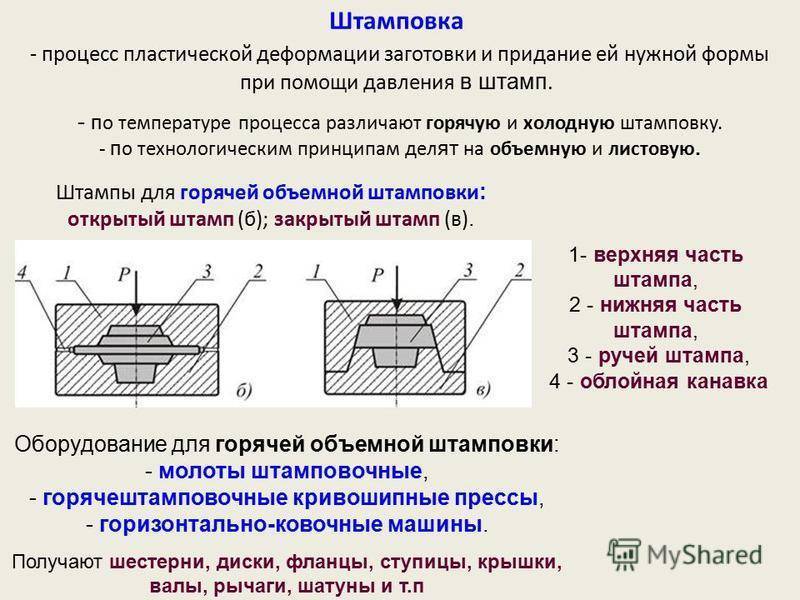
Горячая объемная штамповка — это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей, изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки.

В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
По сравнению с ковкой штамповка имеет ряд преимуществ. Горячей объемной штамповкой можно получать поковки сложной конфигурации без напусков, что при ковке невозможно. Допуски на штампованную поковку в 3-4 раза меньше, чем на кованую. Вследствие этого значительно сокращается объем последующей обработки резанием. Штампованные поковки обрабатывают только в местах сопряжения с другими деталями, и эта обработка может сводиться только к шлифованию.
Производительность штамповки значительно выше — десятки и сотни поковок в час.
В то же время штамп — дорогостоящий инструмент и пригоден только для изготовления какой-то одной, конкретной поковки. В связи с этим штамповка экономически целесообразна лишь при изготовлении достаточно больших партий одинаковых поковок.
Горячей объемной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.д.
Способы горячей объемной штамповки.
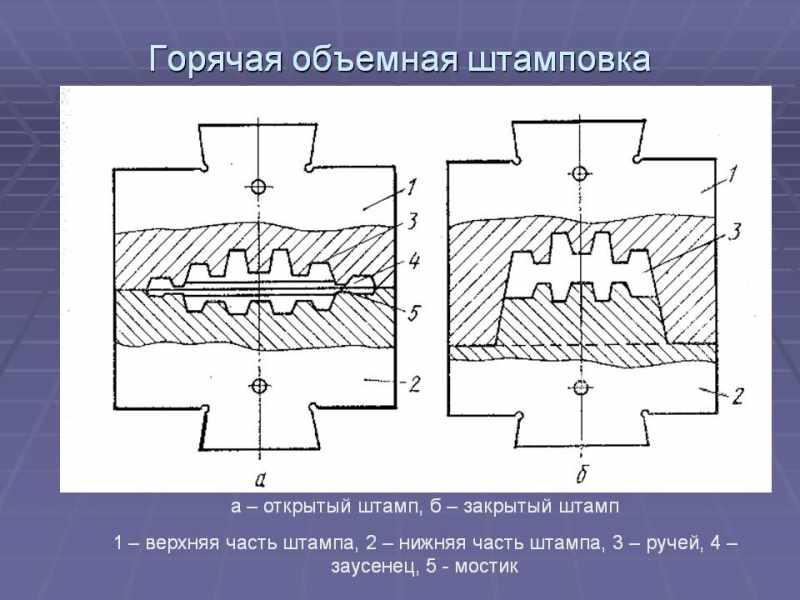
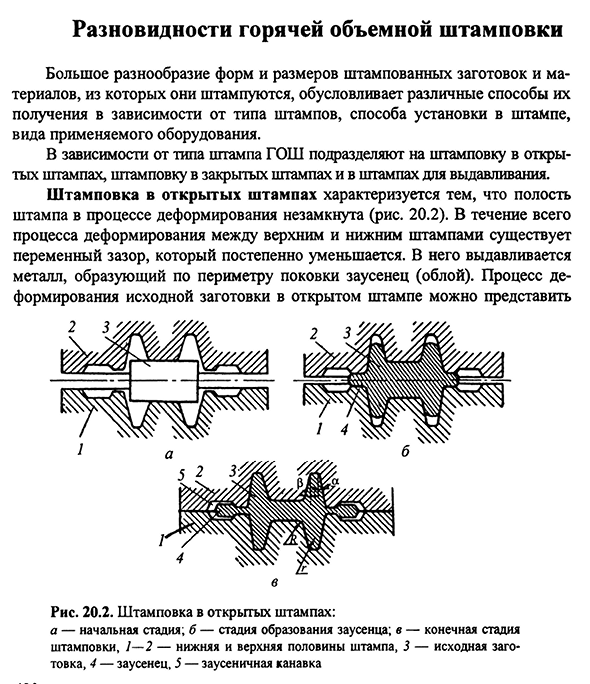
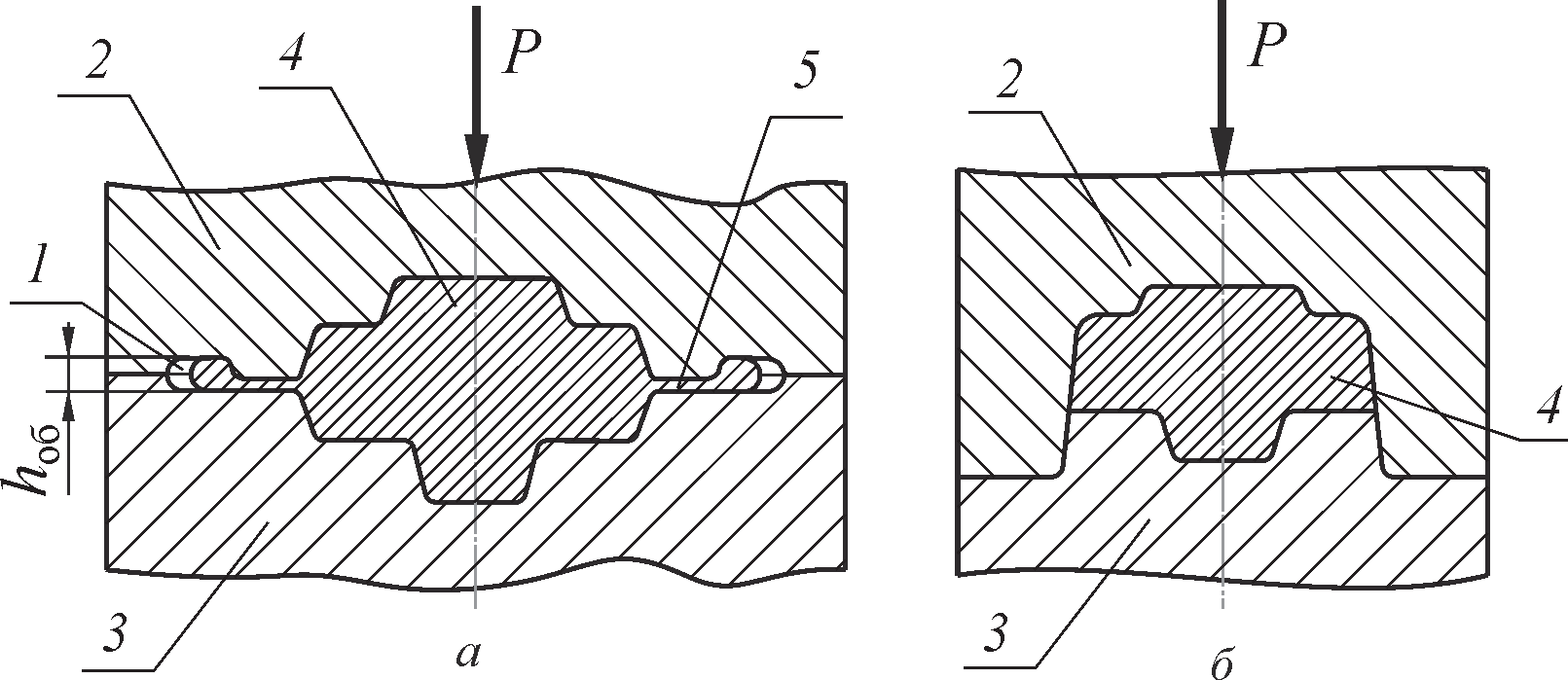
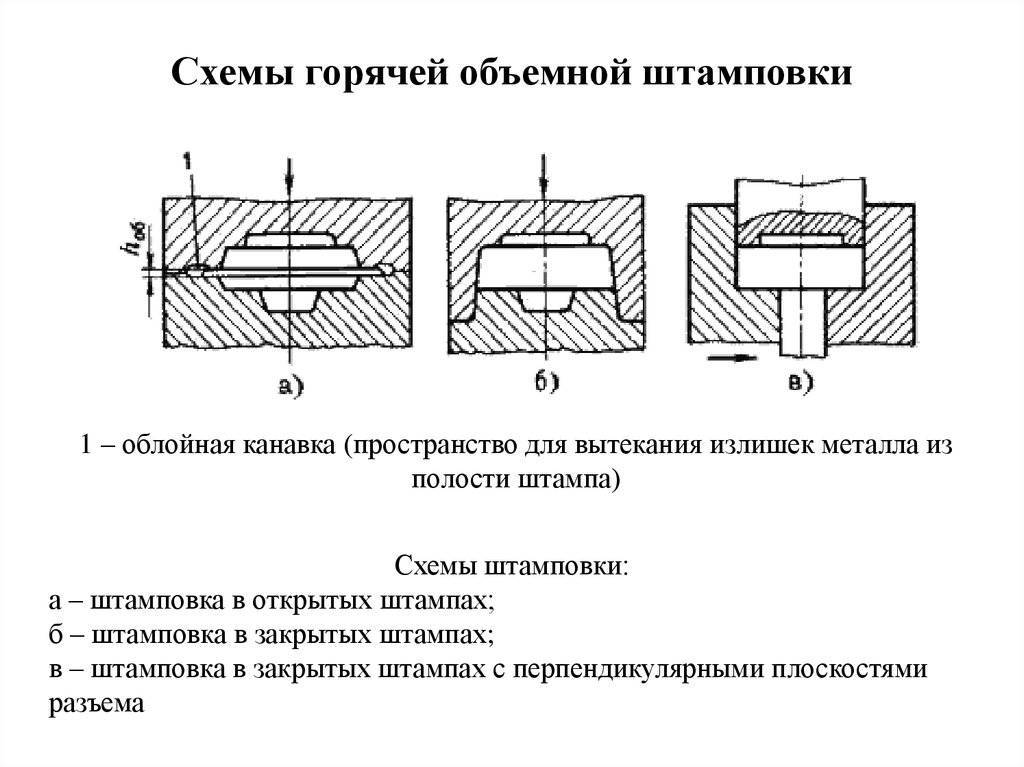
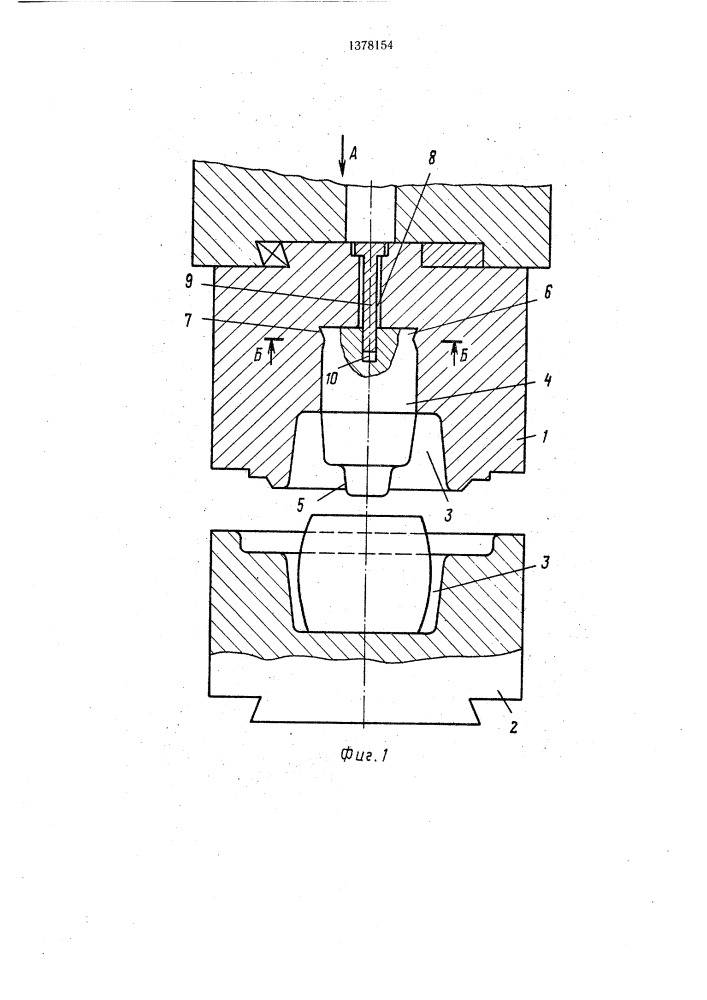
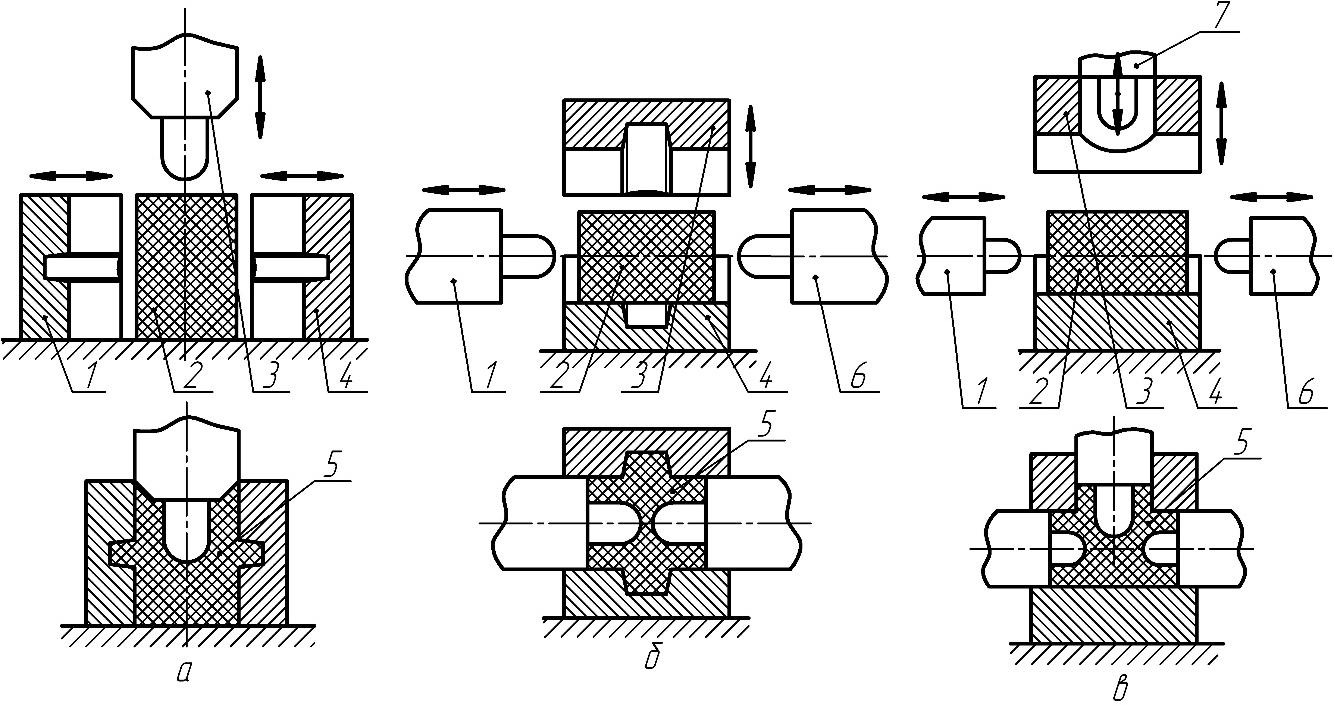
Штамповка в открытых штампах (рис.1,а) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять особо высоких требований к точности заготовок по массе. Заусенец затем обрезается в специальных штампах.
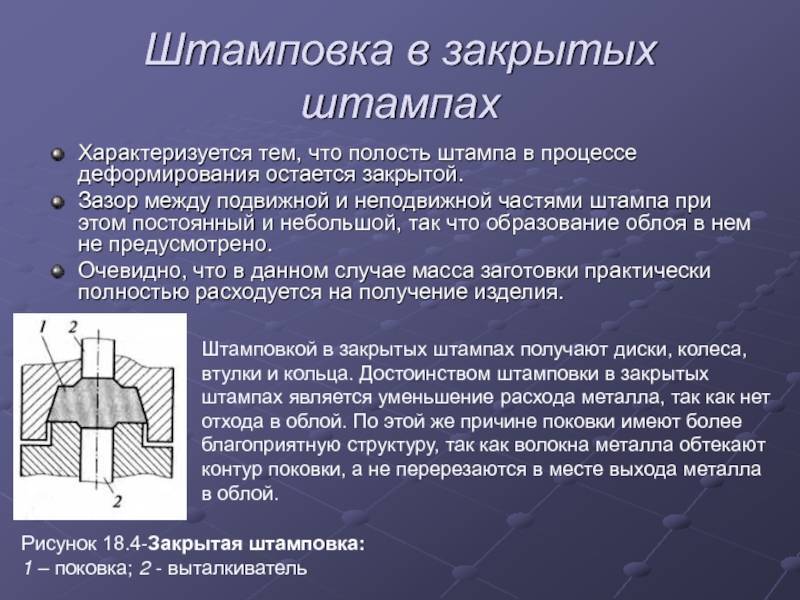
Штамповка в закрытых штампах (рис.1,б) характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя — выступ (на прессах), или наоборот (на молотах). Закрытый штамп может иметь не одну, а две взаимно перпендикулярные плоскости разъема.

Рис. 1. Схемы штамповки в открытых и закрытых штампах
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполнятся углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого.
Преимущество штамповки в закрытых штампах — уменьшение расхода металла, поскольку нет отхода в заусенец.
1
Дата добавления: 2016-12-16; просмотров: 2737; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Изготовление крепежа
Почему специалисту все-таки может потребоваться выточить болт на заказ, если в любом строительном магазине или на складе эти изделия предлагаются ящиками? Дело в том, что магазины работают с теми изделиями, для которых с гарантией 100% найдется покупатель. То есть типовые, самые ходовые. Всего, что выходит за рамки “классики”, — например, откидного болта или рым-болта — у продавцов может не оказаться. Не стоит также забывать: дилеры устанавливают на товар, купленный на предприятиях, свою наценку, чтобы получить прибыль. Сотрудничество с заводами напрямую поможет избежать значительных переплат.





