Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается она так:
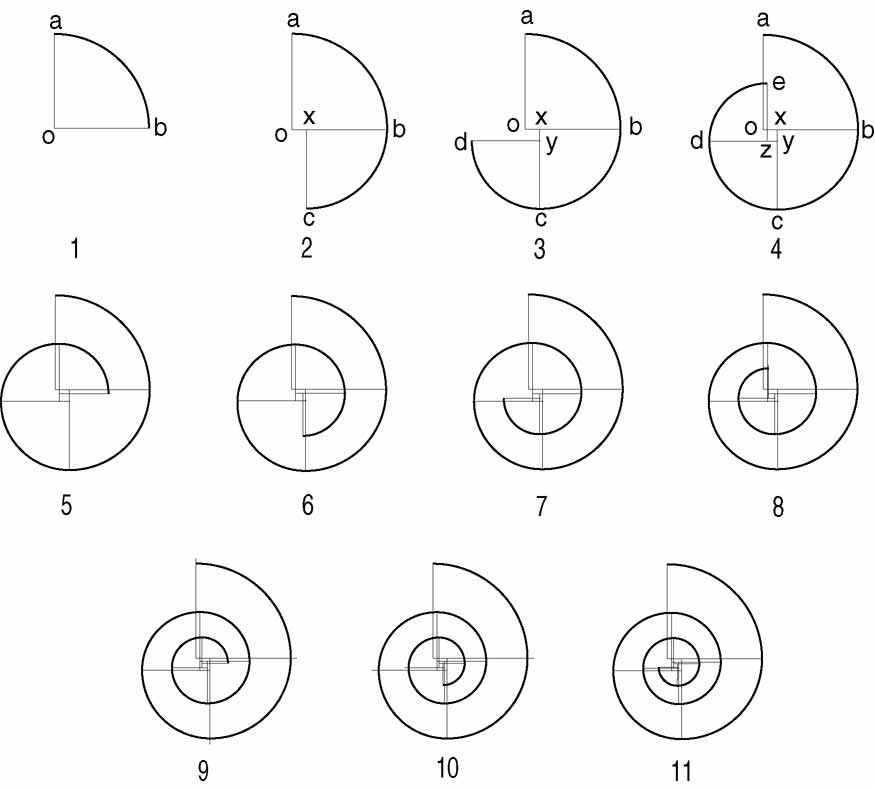
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка. Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.
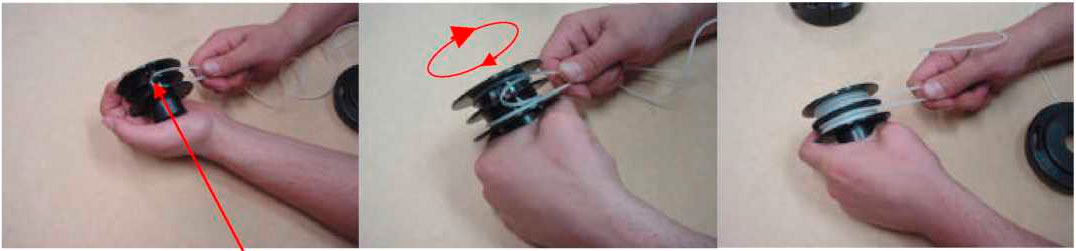
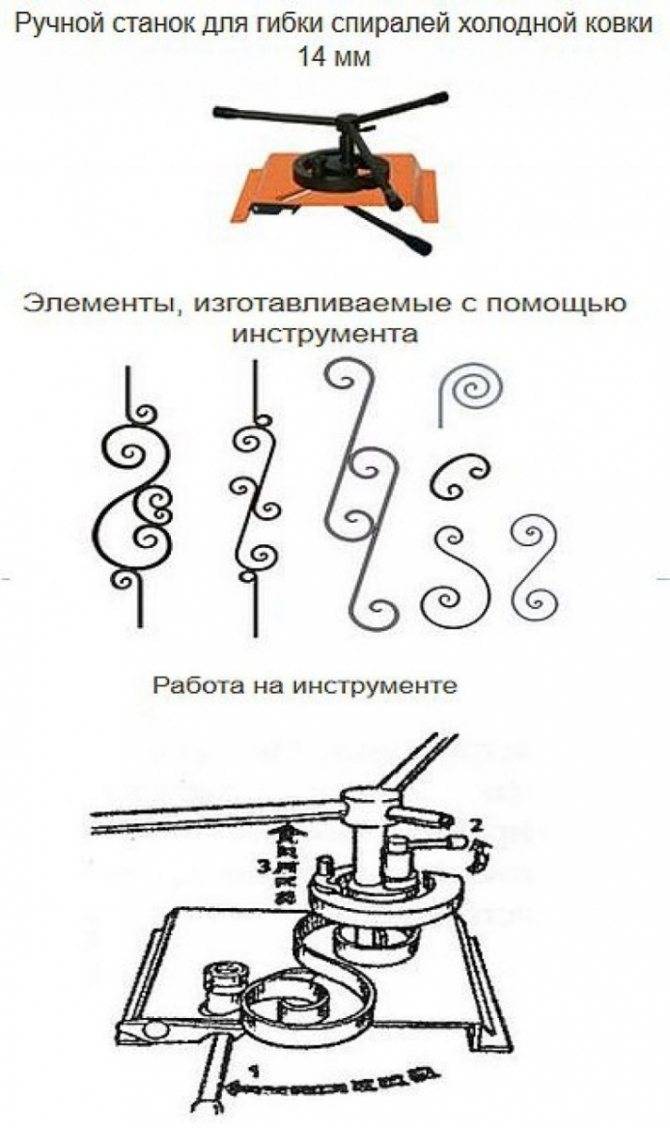
Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
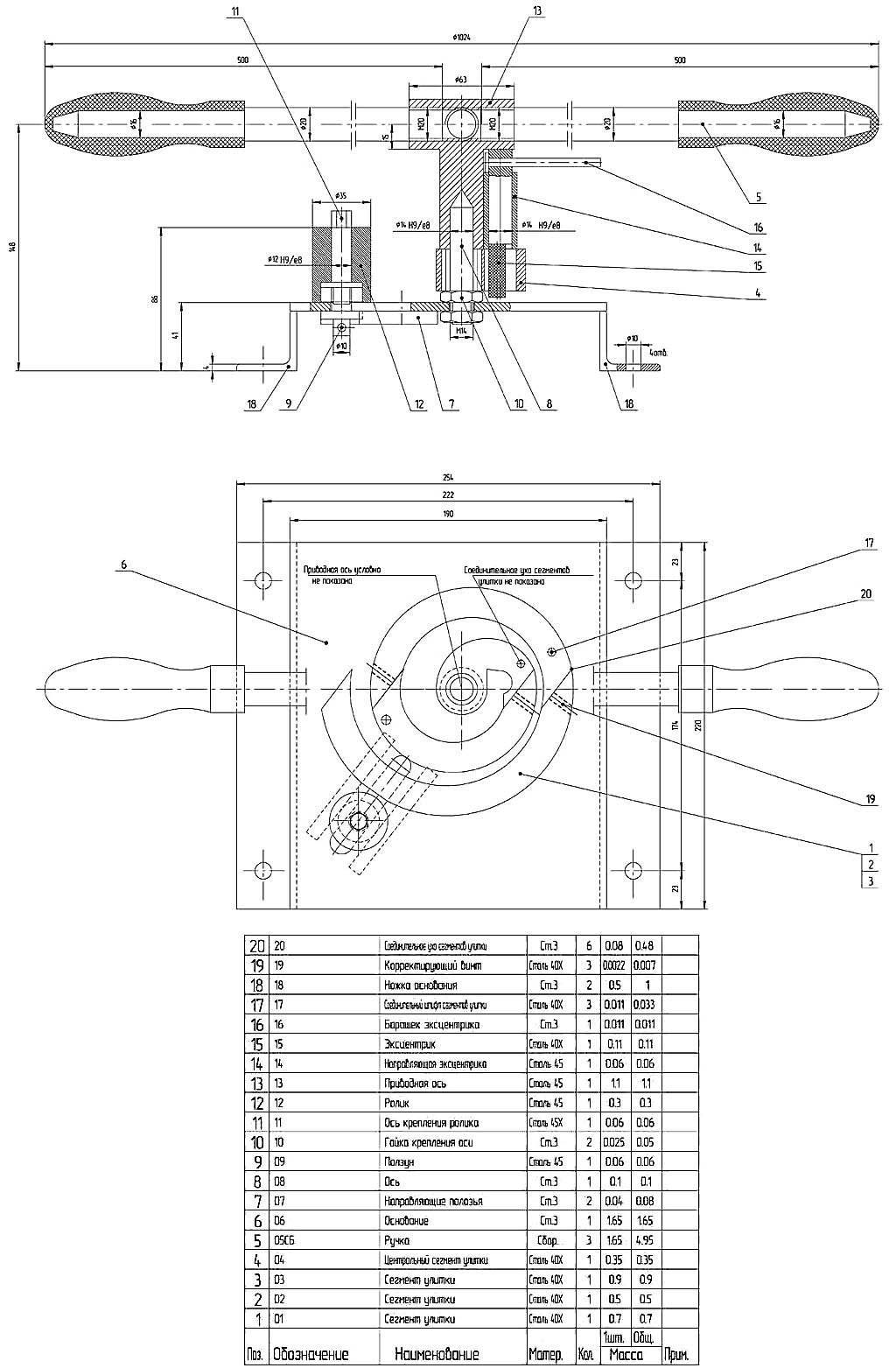
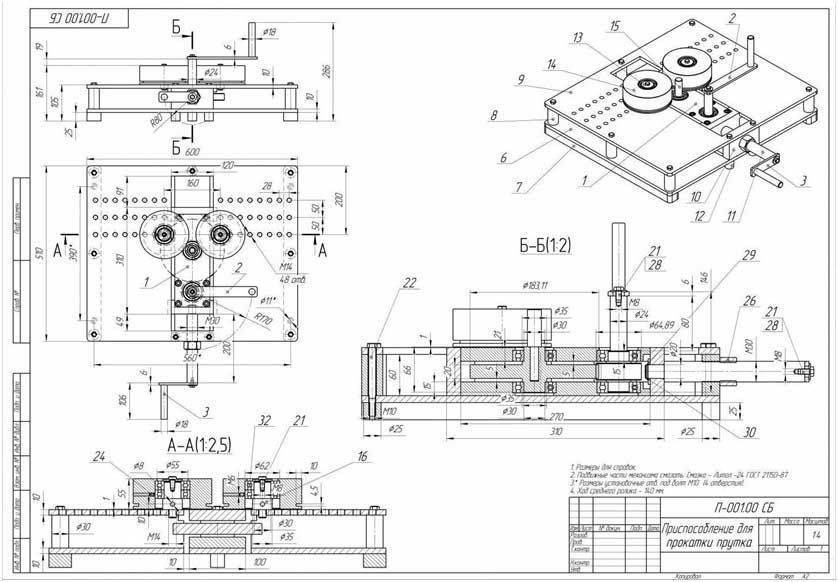
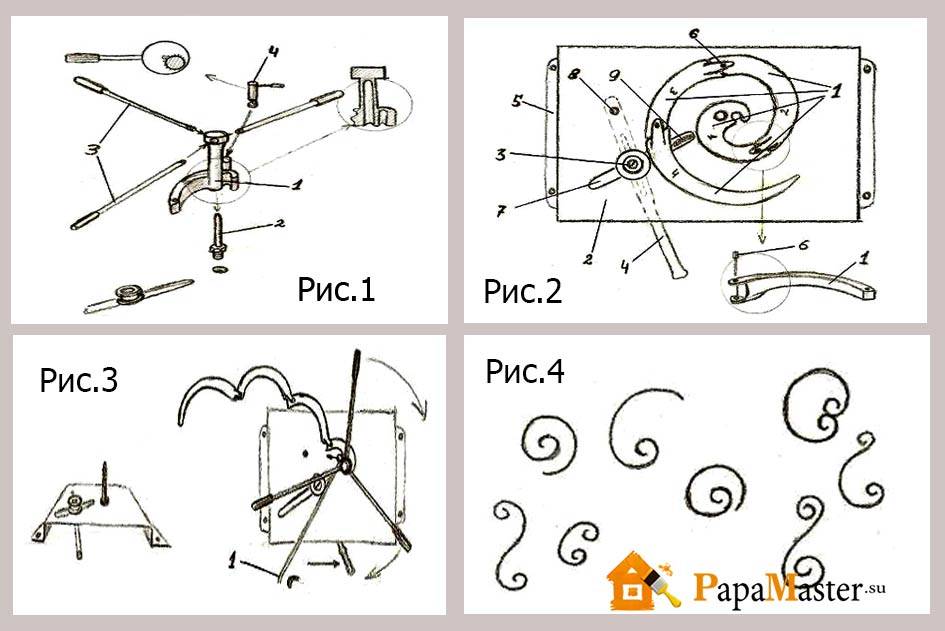
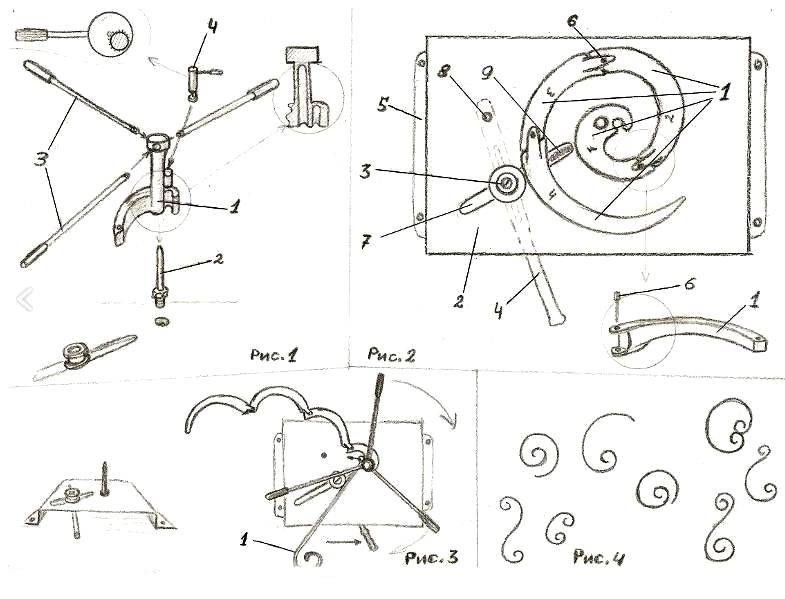
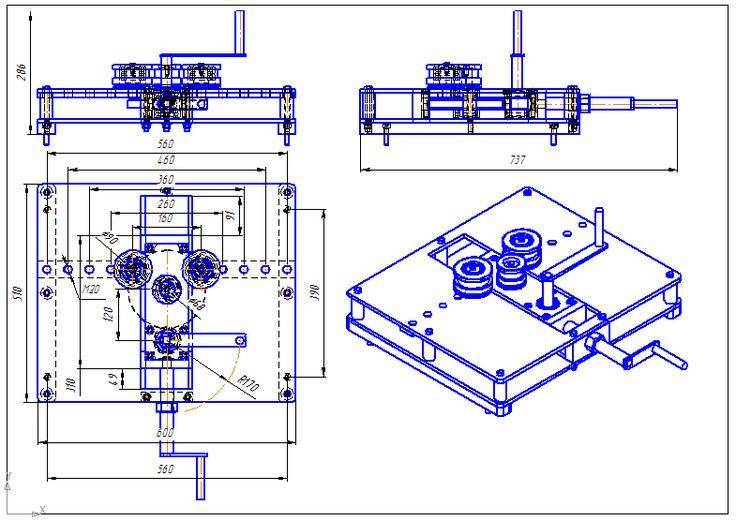
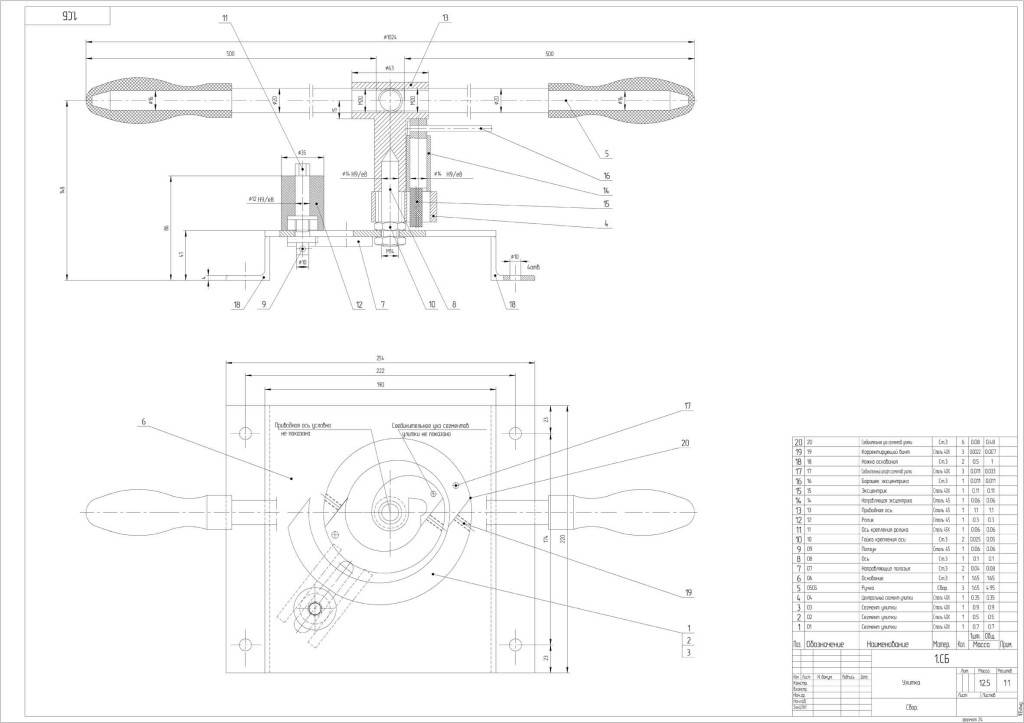
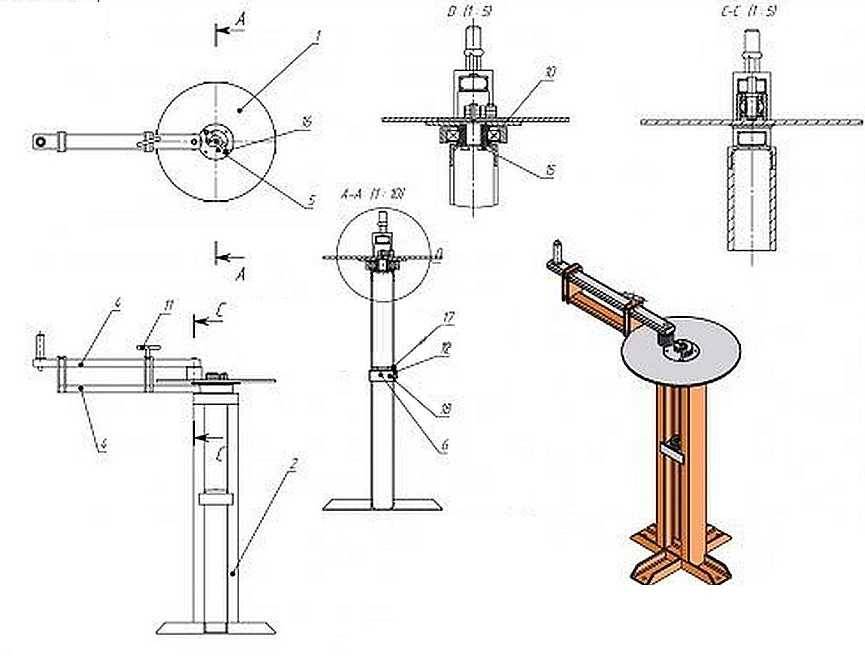
Разборные улитки с вращением
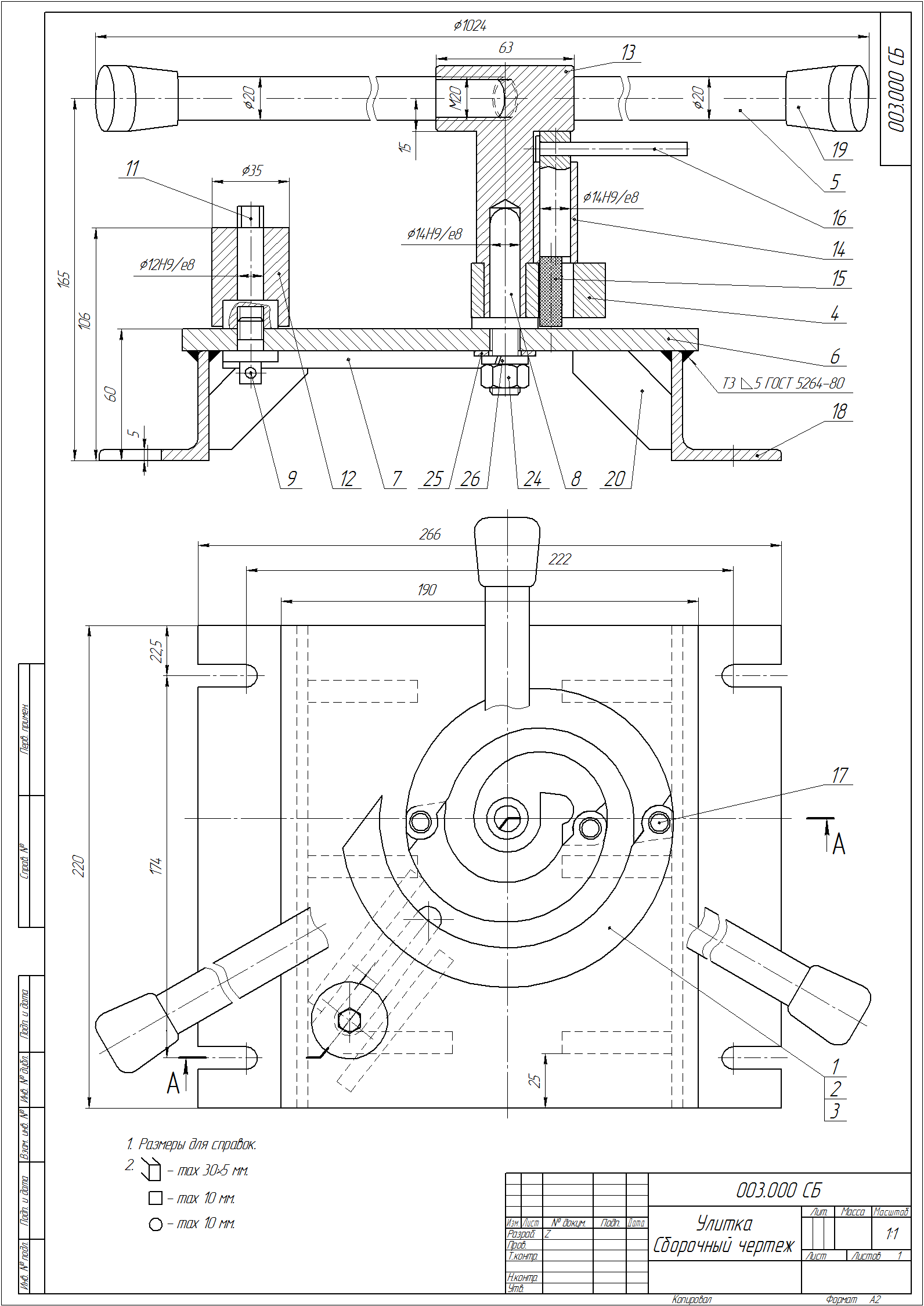
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Что можно сделать собственноручно?
Многие считают, что создать собственноручно качественное кованое изделие невозможно, другие полагают: ничего особо сложного в кузнечном деле нет, раз им с успехом занимались ещё наши предки в стародавние времена. И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
Если нет желания строить кузницу и осваивать технологию кузнечного дела, можно ограничиться аналогом художественной ковки. Создадим сварную конструкцию из металлопрофиля и металлопроката, которую можно будет украсить готовыми деталями художественной ковки. Для этого нам будут нужны: источник электроэнергии; ровная поверхность для сборки изделия; болгарка с металлическими щетками, зачистными и отрезными кругами; нерястягивающаяся веревка, маркер; молоток, две шпильки; сварочный аппарат с маской, перчатками и электродами.
Даже без кузницы можно со временем научиться делать настоящие шедевры
В качестве материала будем использовать металлопрофиль, а также металлопрокат. Последний лучше брать меньшего сечения, поскольку тогда мы сможем его согнуть, не прибегая к особым условиям нагрева.
- Выбираем рисунок. Не усложняйте эскиз, который придется рисовать, потому что это первое Ваше изделие и металл – не особенно пластичный материал.
- Покупаем металл. Следует исходить из того, что длина стандартного прута – шесть метров. Нужно посчитать свою потребность в металле и взять его с небольшим запасом.
- Обработка. Доставленный материал лучше сразу очистить от ржавчины. Потом это сделать будет сложнее. Для этого используем надетую на болгарку щетку из металла.
- Сборка рамки. На ровной поверхности (стапель, верстак, стол) делаем рамку изделия. Её размеры учитываются по внешним поверхностям. Каждый из 4-х углов рамки будет иметь сварной шов. Чтобы рамку не перекосило, прихватываем сначала одну из сторон. Какая будет первой – все равно. По нескольку капель сварки капаем не верхний и нижний углы, после чего выравниваем диагональ, постукивая по неприваренным углам. После чего привариваем два оставшихся угла.
- Измерения. Наносим на поверхность (стол, ДСП, асфальт) будущий рисунок в масштаба 1:1. Для измерения его элементов берём веревку. Прикладываем веревку к элементам рисунка, как к трафарету. Так мы выясняем длину отрезков, на которые режем пруты.
- Деформация. Чтобы деформировать заготовки, нужно создать приспособление: на ровной поверхности привариваем в 2-3 см друг от друга два шпильки. Используя их и молоток, постепенно выгибаем пруты, постоянно сравнивая результат с трафаретом.
- Сборка и сварка. Раскладываем элементы на трафарет, собирая рисунок и подрезая лишнее. Аккуратно свариваем изделие с одной, а потом и с другой стороны.
- Чистка. Зачищаем всё лишнее.
- Готовые детали. Покупаем готовые элементы ковки, которые послужат украшением основы. Привариваем их на предназначенные для них места, зачищаем места сварки.
- Грунтовка и покраска. Грунт используется белый, чтобы видеть при покраске недочеты. Краска по свойствам должна сочетаться с грунтом.
- Шик и блеск. Привлекательность изделию придадут специальное состаривание или золочение.
Получившееся изделие по внешнему виду будет мало отличаться от кованого, а при определенных навыках, которые вырабатываются с опытом, можно научиться создавать настоящие шедевры.
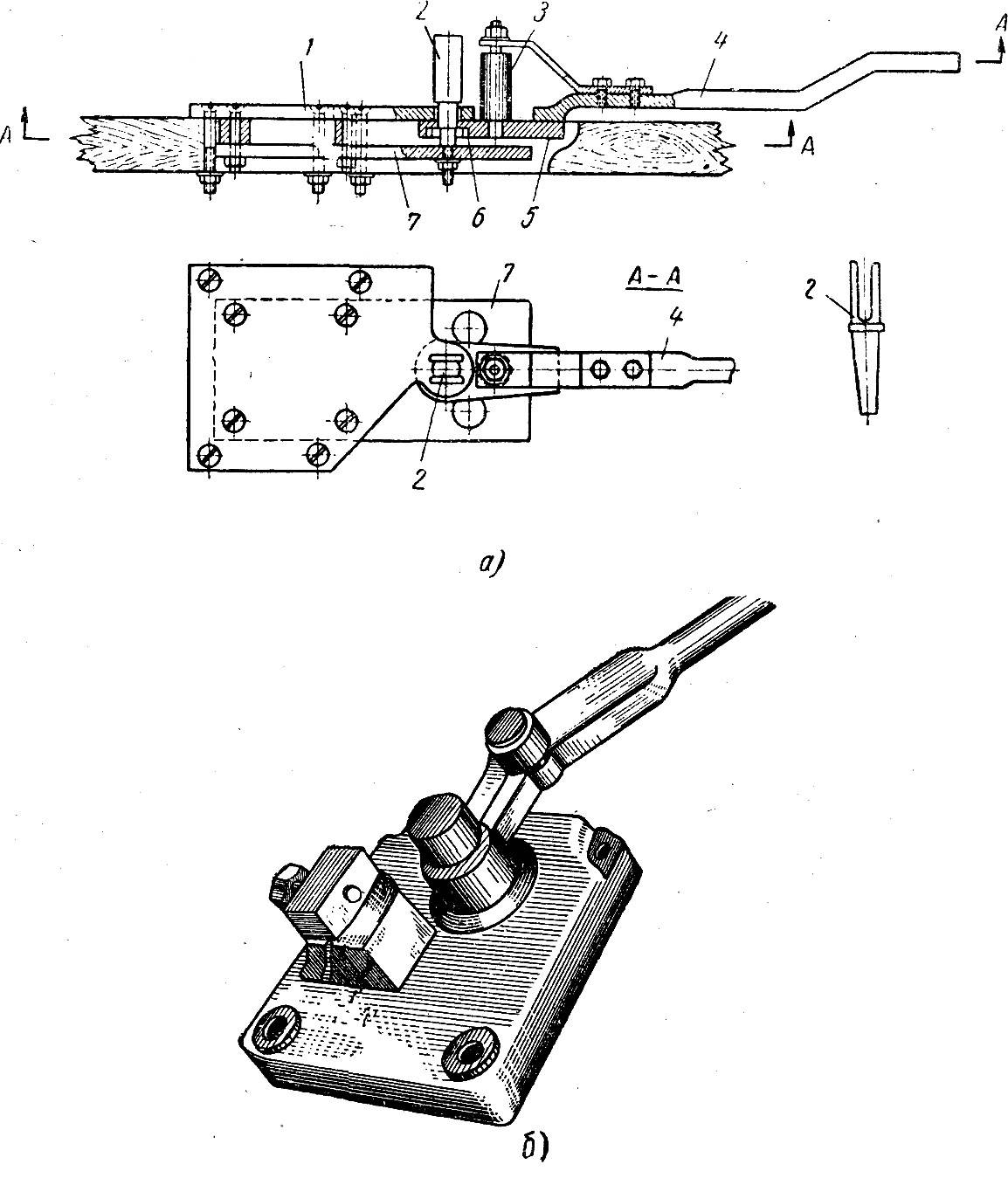
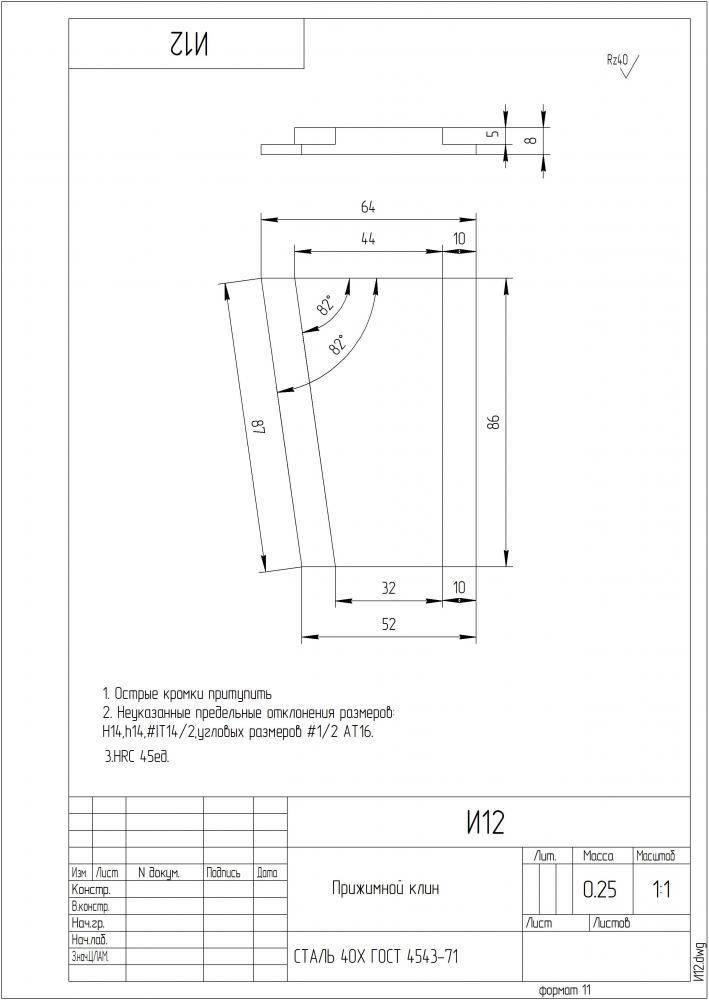
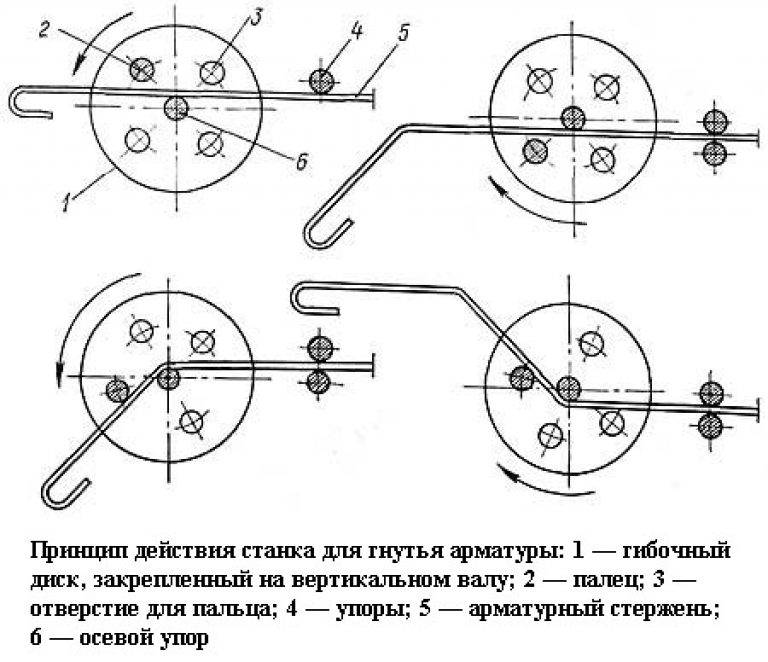
Схема гнутика и последовательность работы на нем
— основания, закрепляемого на столе/верстаке, касательно движущегося поводка, который и производит гибку;
— рычага, перемещающего поводок;
— лимба с указателем углов поворота рычага;
— сменных валиков, имеющих разные углы гиба;
— регулируемых прокладок и зажимных губок, фиксирующих деталь в определенном положении.
 Рисунок 2 — Общий вид гнутика
Рисунок 2 — Общий вид гнутика
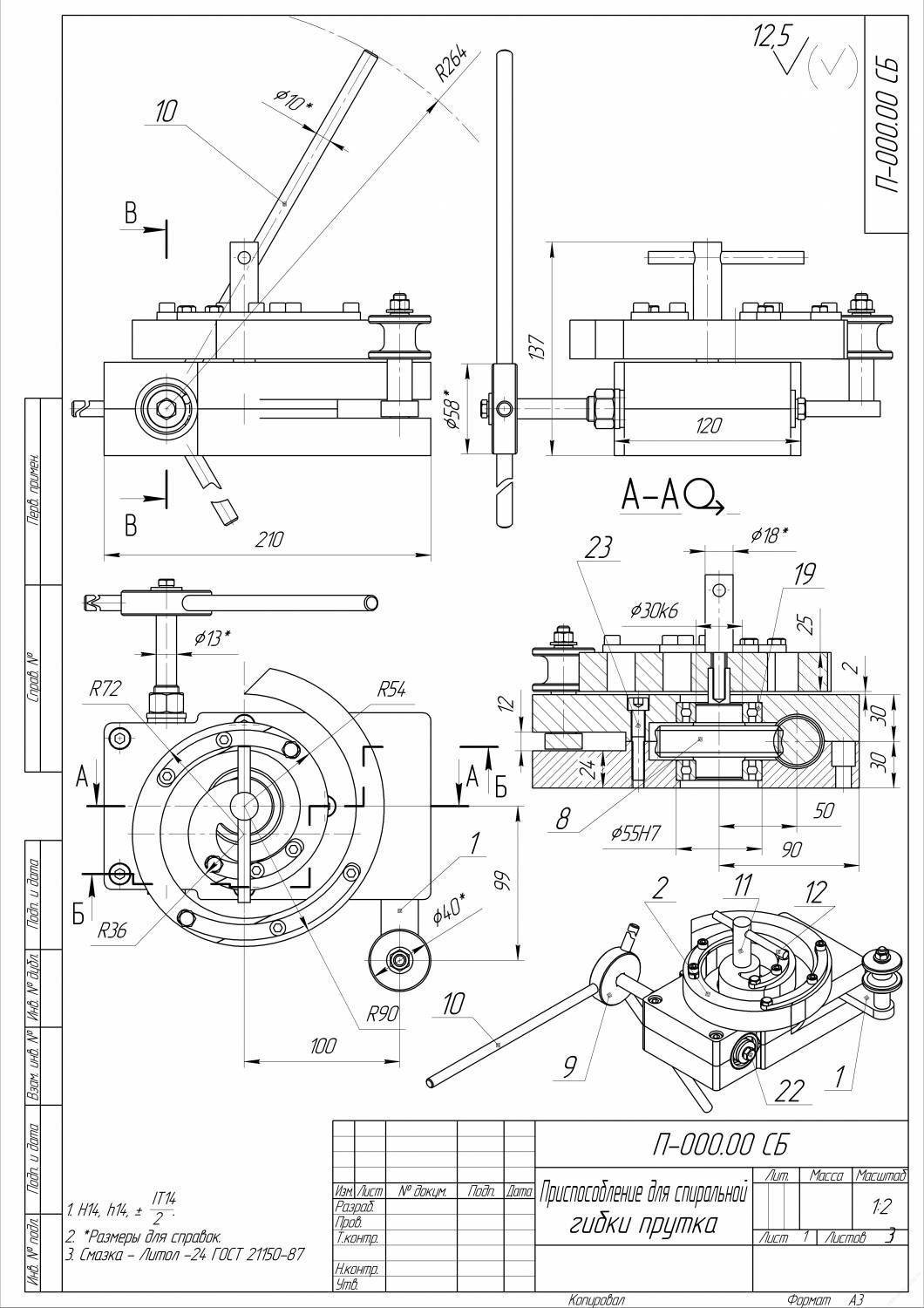
Последовательность действия изготовления гнутика для холодной ковки следующая. Приспособление крепится к столу/верстаку, либо устанавливается на него. Для гибки металлов, требующих значительного усилия, приспособление лучше крепить стационарно, для чего в опорном уголке предусматриваются отверстия. В прямоугольную стальную рамку, внутренние поверхности которой должны быть шлифованными, помещается ползунок. На верхней плоскости ползунка устанавливаются следующие детали:
- Сменный пуансон, на рабочей поверхности которого имеются все наиболее часто используемые варианты гиба заготовок: по радиусу, по дуге, с прямым гибом и т.д.
- Рычаг, при помощи которого можно производить возвратно-поступательное перемещение ползунка.
- Ограничители хода ползунка в раме приспособления.
Установив сменный инструмент, болтами прикрепляют раму к опорной поверхности гнутика, после чего на верхней плоскости устанавливают два валика. Лучше, если валики будут иметь возможность для продольного перемещения вдоль рамы: это позволит производить гибку заготовок различной толщины или диаметра. Для этого пазы крепления роликов выполняют овальной формы, рассчитывая на определенный диапазон изменения толщины заготовки. Оси валиков должны допускать свободное вращение: это уменьшит усилие гибки и исключит зажим валиков при изгибании изделий из более прочных металлов.
Для повышения точности гнутья при изготовлении инструмента для ковки на опорном уголке часто устанавливают лимб с делениями, проградуированными в углах гиба (с учетом пружинения металла).
Закрепив заготовку, постепенно перемещают рычаг до сближения с заготовкой, затем корректируют ее расположение между роликами и ползунком и гнут по получения требуемого угла. Для облегчения процесса возврата ползунка в первоначальное положение, его можно снабдить возвратной пружиной. Ее усилие подбирается из учета 20-25 % от усилия гибки. Это усилие можно установить либо по имеющемуся динамометру, либо воспользовавшись приближенной зависимостью:
в
b — ширина полосы (или диаметр прутка);
S — толщина изгибаемого материала;
σв — предел временного сопротивления материала заготовки (см. таблицу):

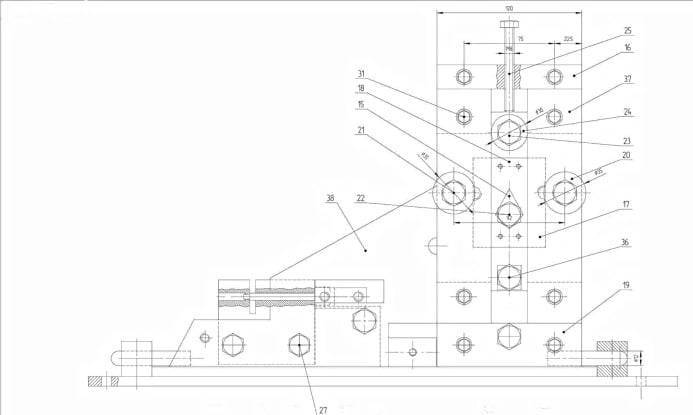
Изготовление
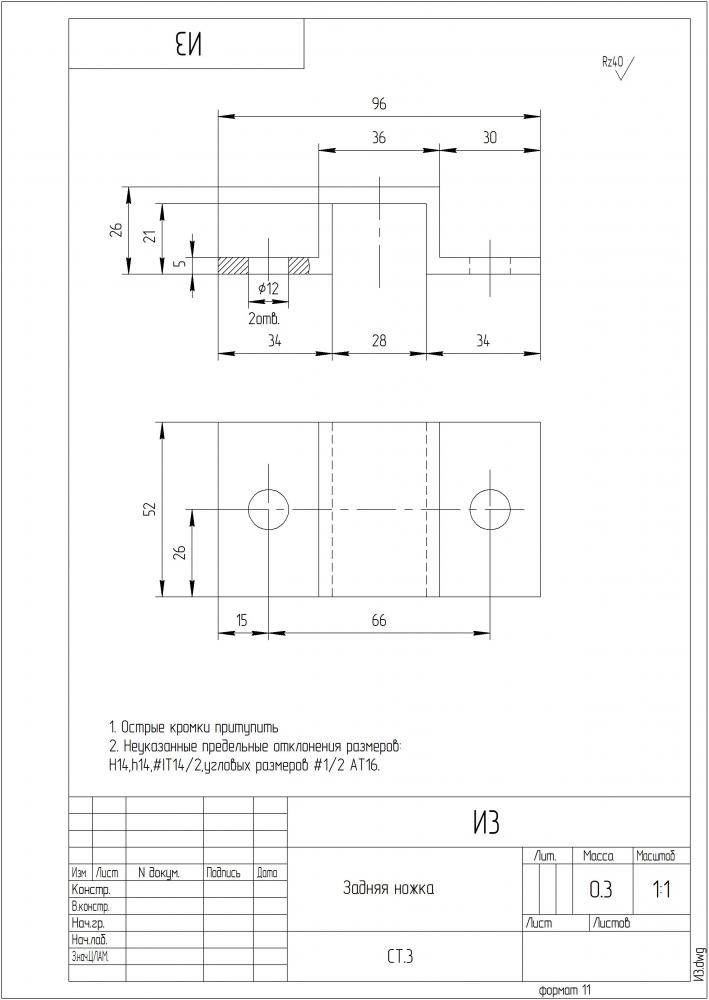
На двутавре необходимой длины с одной стороны жестко крепятся тиски. Для крепления лучше всего использовать сварку. А также, перед монтажом на двутавр наваривается стальной лист. Это поможет избежать деформации детали в процессе закручивания.

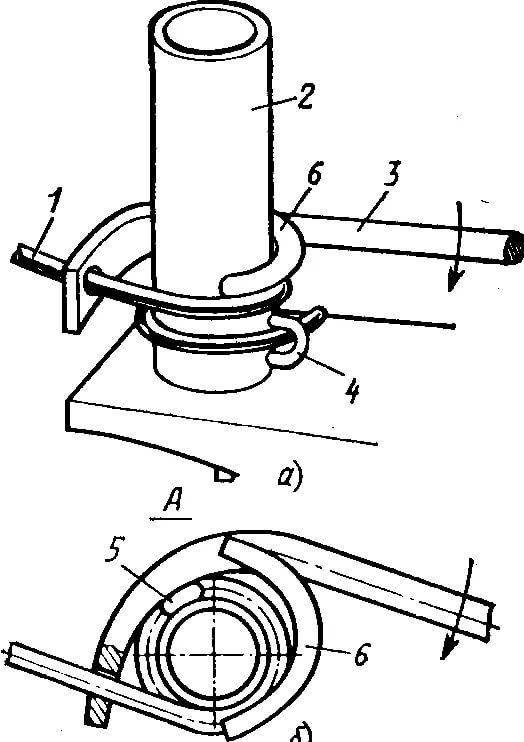
Подвижная система
Собирается с противоположной от закрепленных тисков стороны. Сверху устанавливаются тиски, которые оснащены подвижной центральной частью.
К тискам вместо рычага приваривается колесо (штурвал). Чем больше будет диаметр, тем меньше усилий понадобится для изготовления детали.
Один конец заготовки зажимается в закрепленные тиски, другой во вращающийся элемент. При помощи штурвала заготовка скручивается в спираль с необходимым количеством витков.
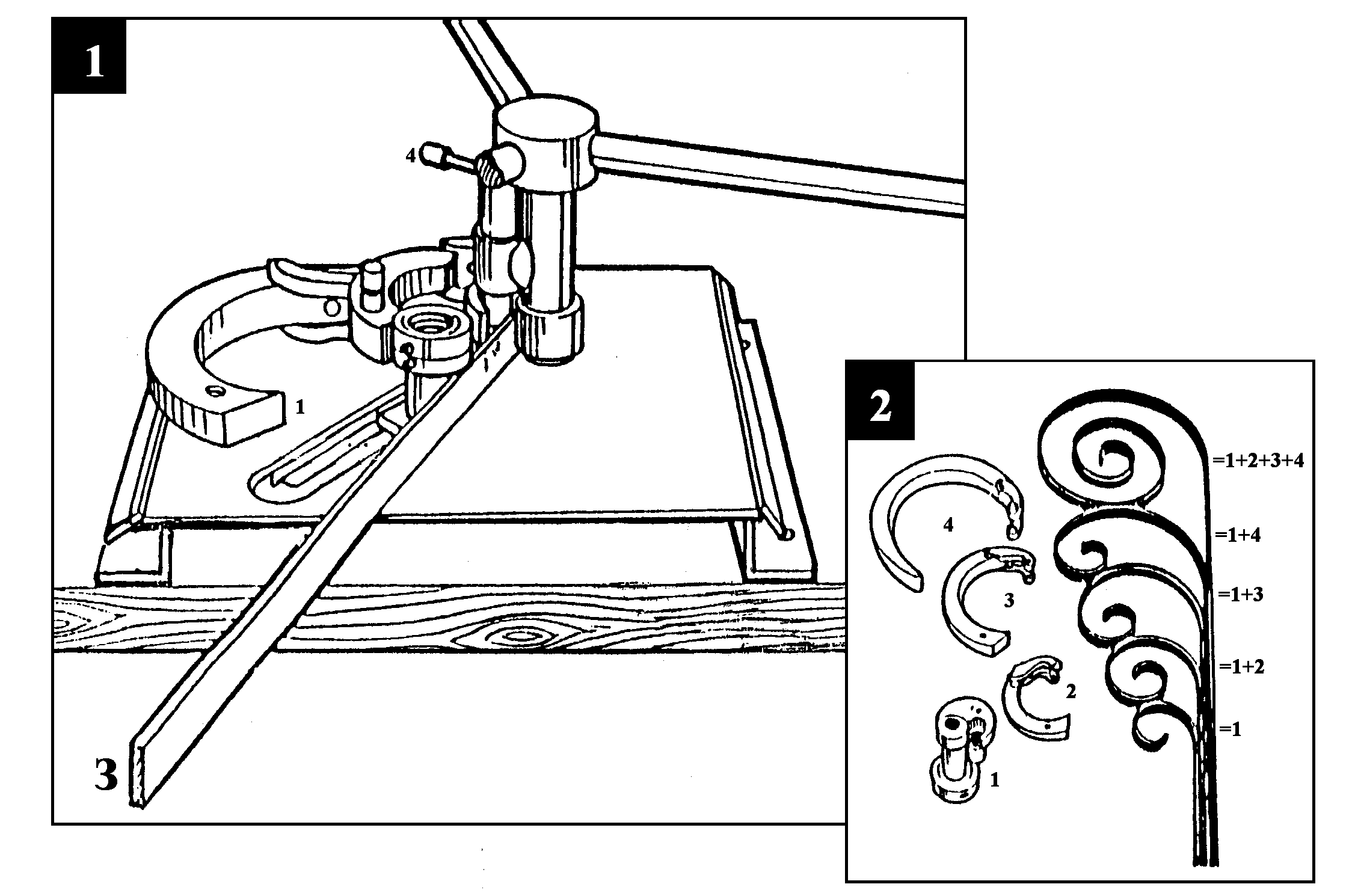
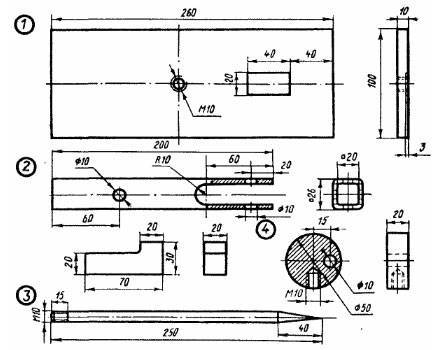
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.