
Чертежи создания листогибочных станков
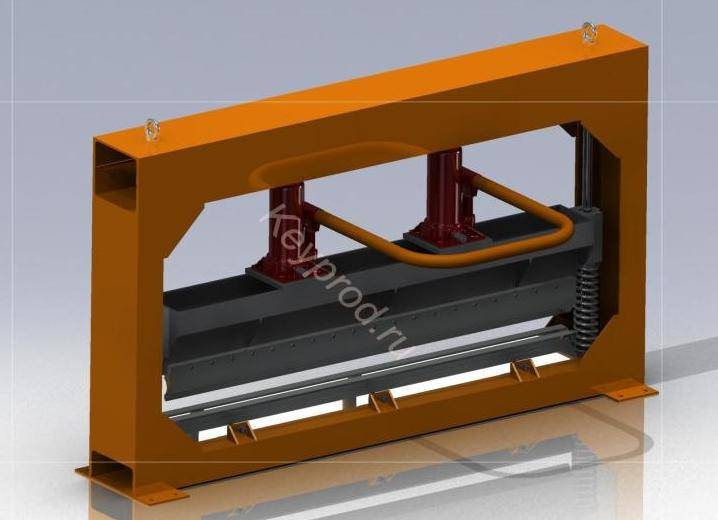
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
1 Как появились гидравлические листогибочные станки?
Изначально мировая промышленность изготавливала листогибы механического и ручного типа. Они были просты и надежны в эксплуатации, имели несложную конструкцию и не требовали чрезмерных затрат на их производство. Понятно, что ручной листогиб не обеспечивал должной точности сгибания, да и для его использования необходимо было применять немалую физическую силу. Масса недостатков имелась и у механического оборудования:
- высокая степень вибрации и шума при эксплуатации;
- малое качество производимой продукции;
- повышенный риск травмирования оператора установки;
- большой расход электрической энергии;
- сложности при необходимости переналадки станков.
Одновременно с механическими прессами для гибки металлических заготовок стали применять пневматическое оборудование. Его эксплуатировали достаточно ограничено, так как для работы таких агрегатов нужно было подводить к ним сжатый воздух по специальной магистрали. А усилие нагрузки, которое они могли обеспечивать, было сравнительно малым.

Настоящим прорывом в вопросах сгибания листового металла стало появление в середине 20 столетия гидравлических прессов, которые отличались малым расходом электричества, высоким уровнем безопасности выполнения работ, практически безупречной надежностью и превосходным качеством выпускаемых изделий.
За последние годы стандартный гидравлический листогибочный пресс претерпел множество изменений. В наши дни он оснащается инновационными устройствами и механизмами, которые значительно облегчают процедуру гибки заготовок из металла. К таковым относят следующие приспособления и разработки:
- графический пользовательский интерфейс, дающий возможность программному управлению станком самостоятельно определять и задавать последовательность гибки;
- оборудование для регулировки электронными устройствами скорости траверсы;
- защита оператора от травм;
- индикаторы контроля угла гиба.

Перечислять современное дополнительное оборудование, устанавливаемое на гидравлические листогибы, можно достаточно долго. О многих специальных механизмах и тонкостях использования листогибочных станков с ЧПУ мы еще поговорим, описывая их популярные марки.




Принцип работы
Гибка металла на гидравлическом прессе выполняется в следующем порядке:
- 1. Траверса фиксируется в верхней точке станка.
- 2. Процесс перемещения траверсы осуществляется с помощью ножной педали/кнопки. До определённого момента траверса находится в «свободном падение», тем не менее она контролируется станком.
- 3. При минимальном расстояние от поверхности балка фиксирует установленную скорость. За перемещение в данной ситуации отвечает гидравлика, а контролируют весь процесс специально приспособленные датчики.
- 4. Далее траверса попадает в нижнюю точку и фиксируется в данном положение определённое время, чтобы распределить нагрузку по всей площади изделия.
- 5. Важным этапом обработки является декомпрессия – подъём траверсы с фиксированной скоростью.
- 6. По завершению гибки траверса на большой скорости перемещается в исходную верхнюю точку.
При работе на гидравлическом станке необходимо знать следующие параметры:
- — длина рабочей области станка;
- — усилие с которым рабочий инструмент воздействует на деталь;
- — производительность выполнения работ;
- — длина промежутка между боковыми стойками оборудования;
- — скорость осуществления работ;
- — максимальная высота подъёма траверсы.
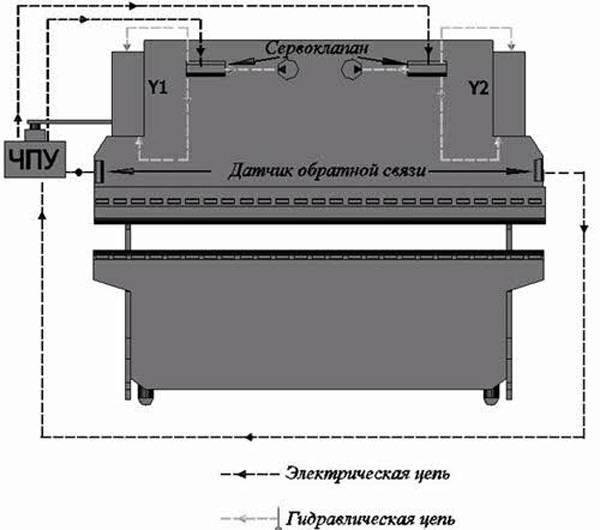
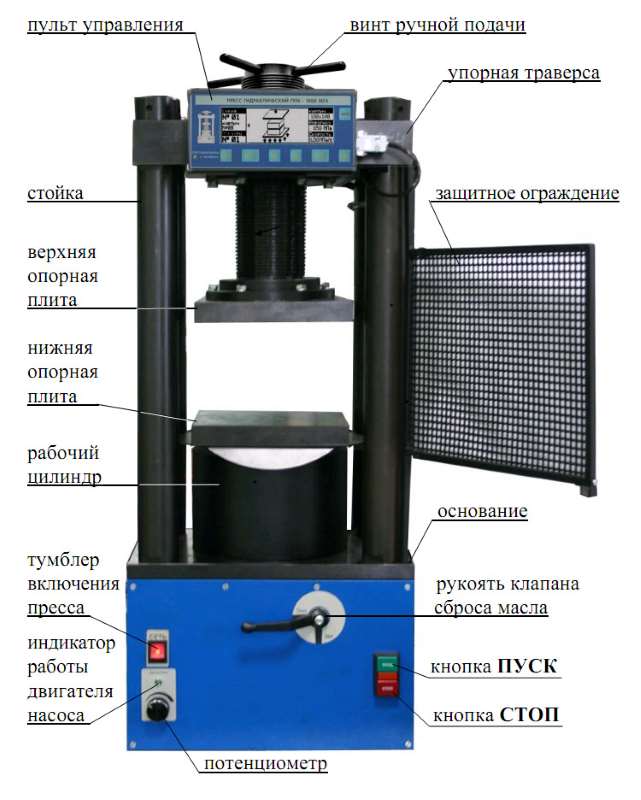
Устройство листогибочного станка
Листогибочный пресс с ЧПУ строится по одной принципиальной схеме и различие оборудования разных производителей состоит в мощности, размерах обрабатываемой заготовки, объеме памяти и количестве дополнительных функций.
Основные части станка для гибки листового металла: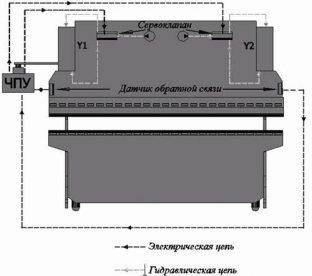
- станина;
- вертикальные направляющие;
- движущаяся горизонтальная верхняя траверса;
- нижняя опора (матрица);
- гидравлические цилиндры;
- линейные датчики перемещения траверсы;
- датчики скорости движения;
- контроллер ЧПУ;
- система ввода данных;
- дополнительное оборудование — отрезные ножи, задние упоры, система автоматической подачи и т.д.
Гидравлический листогибочный пресс работает по принципу выдавливания детали из плоского листа или полосы под заданным углом. Регулируется станок по нескольким параметрам, от которых зависит скорость и продуктивность:
- линейной скорости движения траверсы;
- силы давления;
- скорости возвратного движения;
- дистанции опускания прижимного устройства.
Листогибочный станок с ЧПУ или с ручным управлением работает практически бесшумно, что отличает его от пневматического или электромеханического оборудования. При помощи гидравлического пресса можно изготовлять детали с любым углом изгиба (до 130-145), конусные и полукруглые изделия. Все зависит от набора матриц и пуансонов, которые входят в комплект поставки станка
Пневматический листогиб не обладает столь широким диапазоном мощности и возможностью плавной регулировки усилия, что особенно важно при изготовлении деталей из тонкого листа или цветных металлов
Пресс листогибочный кривошипный работает от привода электродвигателя, превращающего вращение вала в возвратно-поступательное движение матрицы. Регулировка листогибочного кривошипного пресса возможна в пределах 10-50 ходов траверсы в минуту. Управление производится при помощи пусковой педали или рычага, настройка ручная или при помощи ЧПУ (например, модель И1432А Южно Уральского Механического завода).
При выборе гидравлического оборудования, необходимо обратить внимание на несколько основных параметров, определяющих возможности его использования:
- высоту подъема траверсы;
- рабочую ширину (расстояние между стойками);
- диапазон толщины обрабатываемого металла;
- возможность сквозного продвижения заготовки;
- силу воздействия;
- наличие и ассортимент вставок и профилей;
- возможность применения ЧПУ.
Производятся листогибы гидравлические в мобильном и стационарном вариантах. Естественно, мобильные обладают несколько ограниченными возможностями по размерам и толщине обрабатываемого металла, но обладают и рядом преимуществ — возможность работы непосредственно на объекте, небольшой вес, низкое энергопотребление.
Принцип работы
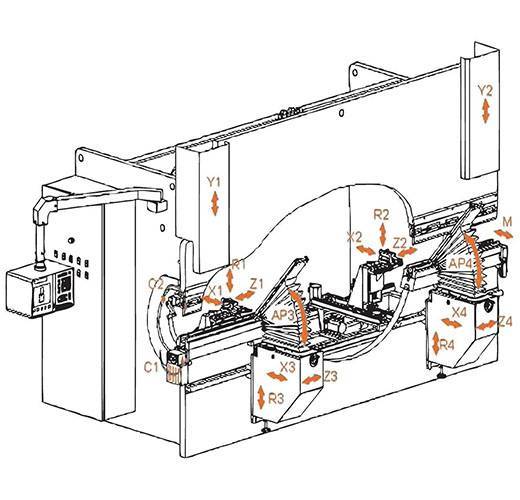
Суть работы листогиба в виде поворотной системы с гибочной балкой, который можно сделать своими руками, заключается в создании необходимого усилия. Подобного усилия должно быть достаточно для того, чтобы преодолеть сопротивление материала к изгибу.
Основными принципами работы листогиба в виде поворотной системы с гибочной балкой, который используется для производства деталей из листового металла, можно назвать следующее:
- на стальную жесткую балку передается усилие, на нее крепится необходимый инструмент;
- ход балки контролируется специальным датчиком, который отслеживает линейное перемещение;
- есть возможность установки заднего упора, который программируется для получения отгибаемой кромки;
- система защиты листогиба в виде поворотной системы с гибочной балкой позволяет обезопасить работу операторов станка. наиболее важным новшеством, которое поставляет Китай, можно назвать лазерный контроль отсутствия посторонних объектов в зоне обработке. он работает в паре с системой ЧПУ, которая отключит станок при обнаружении посторонних объектов.

Гибка листа
В заключение отметим, что современные листогибы имеют систему ЧПУ и могут проводить изгиб прочного металла достаточно большой толщины листов. Своими руками создать можно только варианты исполнения, которые смогут проводить гиб непрочного металла. Однако вариант исполнения, которые будет изготовлен своими руками, обойдется в разы дешевле, чем промышленный станок от различных компаний.
Листогибочные станки
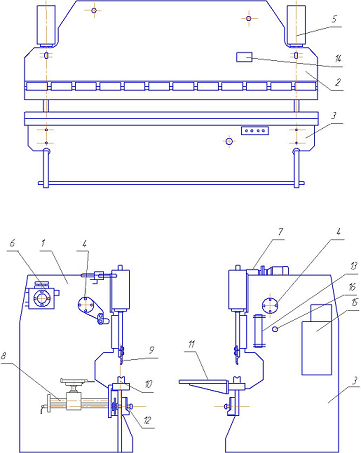
Для работы с листовым металлом применяются листогибочные станки (рис. 4).



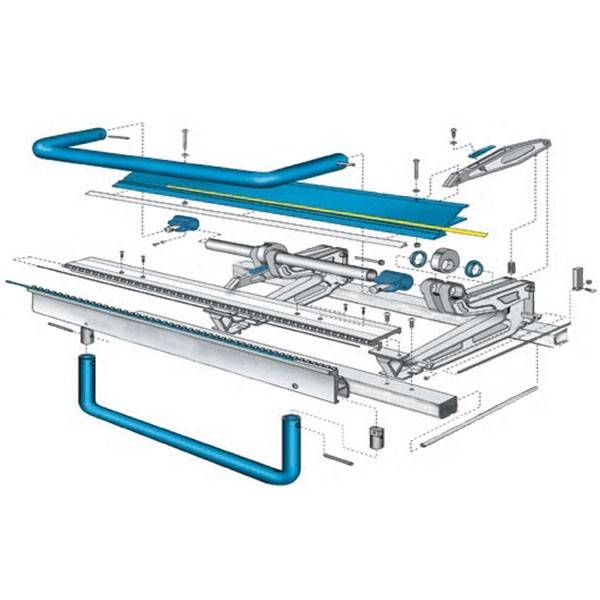




Рисунок 4. Листогибочный станок.
Сегодня существует множество конструкций листогибочных станков. Часть из них универсальная и способна выполнять большое количество разнообразных гибочных операций. Другая часть разработана для производства только одной или нескольких видов работ по изгибанию листового металла.
Листогибочные станки способны выполнять следующие операции:
- создание коробов, призм и других сложных конструкций;
- производство замкнутых профилей из листовой стали, таких как конусы и цилиндры;
- выполнение сложных профильных поверхностей с использованием листового металла.
Принцип работы и особенности оборудования
Прессы листогибочные гидравлические работают методом выдавливания детали из заготовки под конкретно заданным углом. Продуктивность зависит от:
- силы давления;
- линейной скорости траверсы;
- дистанции опускания пресса;
- возвратной скорости движения.
Диапазон обработки изделий может быть большой – от 0,5 до 5 миллиметров, а также выше. Станки имеют очень гибкую систему контроля остаточных деформаций в зоне, где происходит сгибание.
Листогибочные станки с ЧПУ работают очень тихо, почти бесшумно. В этом заключается их большое преимущество перед моделями, работающими по другому принципу. С помощью гидравлики можно сделать полукруглые детали, а также с любым изгибом – вплоть до 145 градусов.
Это зависит только от наборов пуансонов, матриц, входящих в комплекцию оборудования. Пневматический станок не имеет такого диапазона мощности и возможности плавно регулировать процесс. А это важные моменты при создании деталей из цветных или тонкого листового металла.

Система ЧПУ EC-20 с дополнительным монитором
С 1995 года компания Safan разрабатывает и использует на своих листогибах собственные системы ЧПУ с применением мониторов Touch Screen. Для серии Ultra была разработана обновленная версия уже известной системы E-Control 20. Изменен дизайн, в базовую комплектацию добавлен второй монитор и переносной пульт.
Дополнительный монитор позволят выводить различную сопроводительную информацию. Достаточно добавить в проект PDF-файл с чертежом, отчетом из AutoPOL , демонстрационное видео, или любой другой информацией, и они будут автоматически выгружаться на дополнительный монитор при выборе программы. Это в значительной степени снижает время настройки и отладки новых программ.
Характеристики системы ЧПУ EC-20
- Промышленный компьютер на базе операционной системы Microsoft
- Два цветных сенсорных TFT дисплея 21” с расширением Full HD
- Русифицированный интуитивно понятный интерфейс
- Разъемы для подключения Ethernet, USB
- SSD-накопитель 64 Гб
- Поворотная консоль с регулировкой высоты мониторов
- Дополнительный пульт с основными кнопками
- Система диагностики и индикации ошибок
- программирование — в 2D-формате, с масштабированием;
- автоматический расчет последовательности гибки;
- проверка столкновений;
- симуляция и визуализация — в 3D-формате, с масштабированием;
- простая графическая коррекция последовательности гибки;
- возможность программирования в табличном виде;
- графический выбор деталей и инструментов.
Функции работы с инструментом:
- графическое меню конфигурации инструментов;
- отображение сегментных инструментов;
- многопозиционная расстановка инструментов;
- программирование разных инструментов в одной программе.
Функции теоретического расчета:
- требуемого усилия гибки;
- удлинения заготовки на каждом гибе, внесение пользовательских значений;
- длины развертки;
- последовательной гибки больших радиусов.
На дополнительный монитор одновременно с вызовом программы загружается сопроводительная информация. Например:
- чертеж детали — аналог «бумажного» варианта;
- отчет с инструкциями, созданный в AutoPOL;
- развертка детали с указанием линий гибов;
- демонстрационное видео с реальной последовательностью гибки;
прочая сопроводительная информация, которую можно добавить в проект.
Шаг 13: Изготовление нижней матрицы

Я изготовил свои штампы из холоднокатаной стали 1018, которая имеет немного более высокую твердость, чем обычная сталь. Тем не менее, я видел, как несколько человек без проблем создавали свои собственные штампы из простой стали.
Моя нижняя матрица сделана из 5-дюймового (12,7 см.) c-образного канала и сплошного круглого стержня диаметром 1,5 дюйма (3,81 см.). Стержни находятся внутри с-образного канала, а для регулировки расстояния между стержнями используются прокладки. Другими распространенными вариантами являются изготовление нижнего штампа из углового железа, изготовление штампа из цельного материала или покупка имеющегося в продаже штампа и адаптация его к вашей машине.
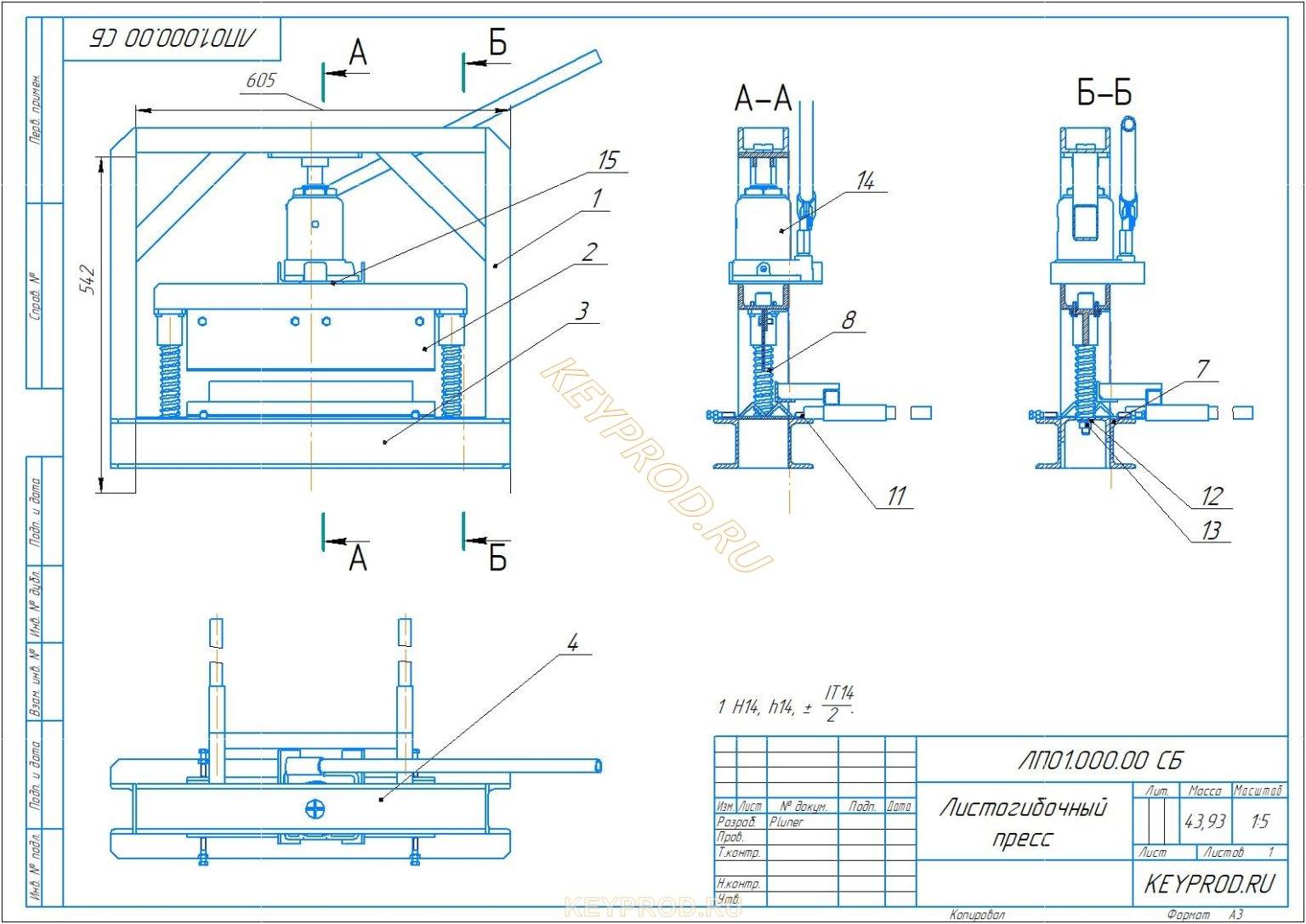
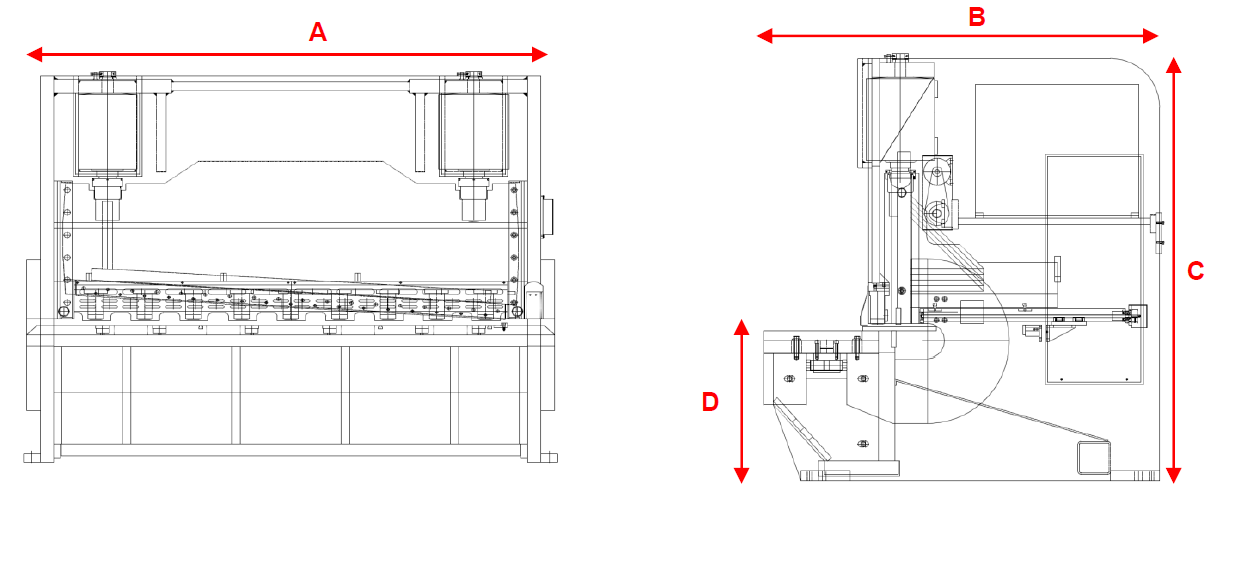
Краткое описание модели ЛГСГ-28
В оснащении многих производственных предприятий, деятельность которых связана с необходимостью гибки заготовок из листового металла, можно встретить гидравлический пресс для гибки модели ЛГСГ-28, производителем которого является Липецкий завод по выпуску специального профилегибочного оборудования. Технические возможности такого пресса позволяют успешно использовать его для гибки заготовок из листового металла, толщина которого доходит до 3 мм, а длина – до 2,5 м.

Основное предназначение листогиба ЛГСГ-28 – изготовление из гладкого листа уголков или швеллеров
Наиболее целесообразным использование станка данной модели является для тех предприятий, которые занимаются производством однотипных изделий из металла средними и крупными сериями. Из наиболее значимых достоинств листогибочного пресса данной модели следует выделить:
- низкий уровень шума, издаваемого при работе устройства;
- простоту управления и обслуживания;
- оптимальное сочетание функциональных возможностей и стоимости;
- экономичное потребление электроэнергии;
- возможность выполнять гибку как в ручном, так и полностью в автоматизированном режиме;
- высокую универсальность;
- высокую надежность, доступность запасных частей и комплектующих для выполнения технического обслуживания и ремонта.

Гибочный пресс оснащен пуансоном и матрицей из закаленной отшлифованной стали
Гидравлическое оборудование, которым оснащен пресс данной модели, позволяет развивать усилие в зоне выполнения гибки, достигающее значения 20 тн. Максимальный угол гибки, который позволяет достигать такое оборудование, составляет 105°, а выполнять его возможно на минимальной ширине, соответствующей 4 см.







Как выбрать гибочный станок?
Выбор этого оборудования основывается всего на пяти основных критериях:
- Мощность станка. Чем она выше, тем лучше. Но если нужен компактный станок в частную мастерскую, то выбирать самую мощную модель не обязательно, так как это скажется на стоимости.
- Максимальная ширина рабочей поверхности. Для выполнения широкого спектра операций подбирайте станки, которые могут обрабатывать металлические листы разных форматов.
- Способ и толщина гибки деталей, диапазон углов. В этом случае нужно искать модель, которая на 100% отвечает специфике и объемам вашего производства.
- Прочность конструкции и типы используемых деталей. Заказывайте устойчивые гибочные станки, которые гарантированно прослужат долго и подойдут даже для габаритных заготовок.
- Вес станка, размеры рабочего стола, высота поднятия траверсы. Чем крупнее производство и чем шире перечень операций, тем мощнее и больше по размерам и весу должны быть станок и стол.
Правильный выбор гибочного оборудования – залог стабильной работы вашего предприятия и отсутствия дополнительных издержек, связанных с простоем или сбоями в работе станка.
Виды современных листогибочных прессов
Оборудование предназначено для работы с разными металлами, а также материалами. Это специализированные станки, применяемые на производстве. Благодаря данному оборудованию осуществляется качественное, точное сгибание листов. Все подобные станки имеют свои технические характеристики. В последние годы все чаще используется несколько видов современного оборудования:
- Пневматический листогиб для листового металла работает с помощью специальных пневматических цилиндров, которые используют в качестве источника энергии давление воздуха. Для таких станков нужен подвод для сжатого кислорода и это сильно сужает область применения оборудования. Подобные станки применяются на производствах, где не требуются большие усилия.
- Гидравлический листогиб работает при помощи специальных гидроцилиндров, которые используют давление масла в качестве источника энергии. У этого оборудования есть ряд преимуществ, поэтому оно доминирует на производстве. Станки более безопасны, надежны и точны, нежели многие другие варианты прессов.
- Электромеханический листогиб – производственное оборудование, имеющее редуктор, приводную систему и электродвигатель. Станки имеют гибочные, прижимные балки, обладают повышенной износостойкостью.
- Листогиб электромагнитный для листового металла используется для листов из меди, алюминия и стали, толщина которых от 0,4 до 1,2 мм. На таких станках можно получать детали с очень сложной формой (узкие желоба и т.д.). Оборудование отличает точность в работе, глубина подачи без ограничений, низкая цена станков.
В последнее время наиболее востребованным стал гидравлический листогибочный пресс с ЧПУ (с числовым программным управлением). Он отличается эффективностью и высокой точностью выполнения работ.
Листогибы могут быть мобильными, а также стационарными. Они работают с помощью гидравлики. Стационарное оборудование устанавливается только на одном месте. Такие станки могут обрабатывать большое количество металла. Мобильные (или передвижные) варианты используются на различных объектах. Чаще всего гидравлический листогиб приобретается небольшими организациями. Мобильное и стационарное оборудование имеет автоматическую систему управления.
В перечне металлообрабатывающих станков сегментные листогибы представлены довольно широко. Этому способствует востребованность деталей разных размеров, сделанных путем сгибания или на универсальных станках.





