
Содержание
ВведениеСварка – это процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагреве, пластическом деформировании или совместном действии того и другого. С помощью сварки между собой соединяются однородные и разнородные металлы, их сплавы, некоторые керамические материалы и пластмассы. Сварка является одним из наиболее широко распространенных технологических процессов в машиностроении, строительстве, ремонтном деле. Особое место среди видов термической сварки занимает газовая сварка. Способ газовой сварки был разработан в конце XIX столетия, когда начиналось промышленное производство кислорода, водорода и ацетилена. В тот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных сварных соединений. В дальнейшем с созданием и внедрением высококачественных электродов для дуговой сварки, автоматической и полуавтоматической дуговой сварки под флюсом и в среде защитных газов (аргона, гелия и углекислого газа и др.), газовая сварка была постепенно вытеснена из многих производств этими способами электрической сварки. Тем не менее, сравнительная простота оборудования и инструментов, большая универсальность позволили использовать газовую сварку для соединения небольших деталей из различных металлов и для всевозможных ремонтных работ в различных отраслях народного хозяйства, особенно в сельском хозяйстве. Физическая свариваемость характеризует принципиальную возможность получения монолитных сварных соединений и главным образом относится к разнородным металлам. Цели работы: получить знания по истории развития газовой сварки и резкиЗадачи работы:
- Развитие газовой сварки и резки
отрасль промышленности – автогенное машиностроениеНаибольших успехов в этом добились такие страныо
- Современные технолог ические процессы термич еской резки
воспламенения в кислороде
- Газовая сва рка и рез ка металлов
газов в смеси с кислородом темпер
| Осно вные свойства горю чих газов | ||||
| Га з | Минимальная теплот ворная способность, кк ал/м3 | Темпер атура нормального плам ени при сгор ании в сме си с кисло родом, °С | Приме нение | |
| Ацетилен | 13000 | 3200 | Сва рка всех мета ллов, резка, пай ка и поверхн остная закалка | |
| Кокс овый газ | 4500 | 2200 | Пай ка и сва рка легкоплавких цвет ных металлов, рез ка | |
| Нефтяной га з | 10500-11000 | 2300 | Сварка ста лей толщиной д о 2 мм, чуг уна, цветных мета ллов и и х сплавов, пай ка и рез ка | |
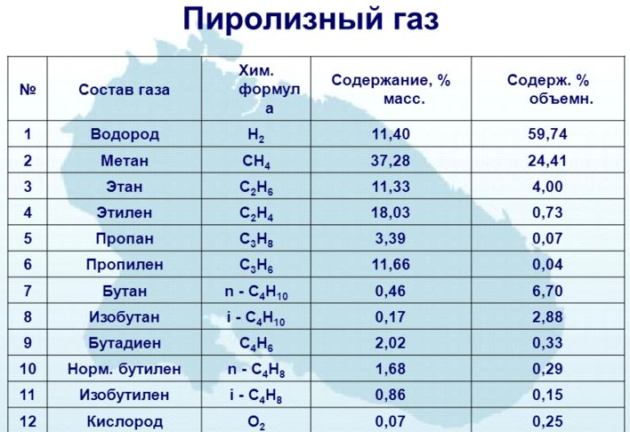
| Пиролизный га з | 8700-9500 | 2200-2300 | Пайка, рез ка, поверхностная зака лка | |
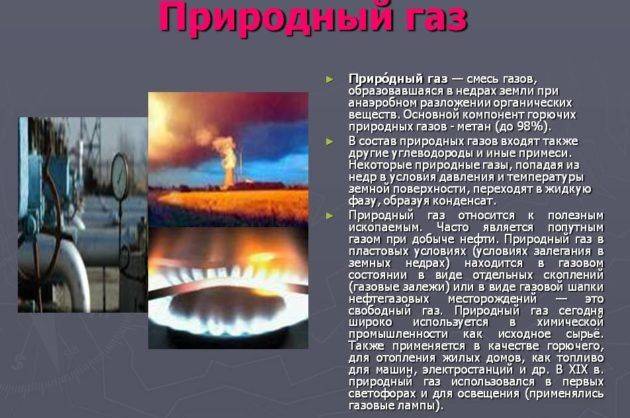
| Природный га з (метан) | 8500 | 1850 | Сва рка легкоплавких мета ллов, пайка, рез ка | |
| Пары керо сина | 10000-10200 | 2500 | Пайка, рез ка, поверхностная зака лка | |
| Пропан-бутан овая смесь | 20600 | 2050 | Сва рка и пай ка чугуна и цветных мета ллов, резка и поверхностная зака лка |
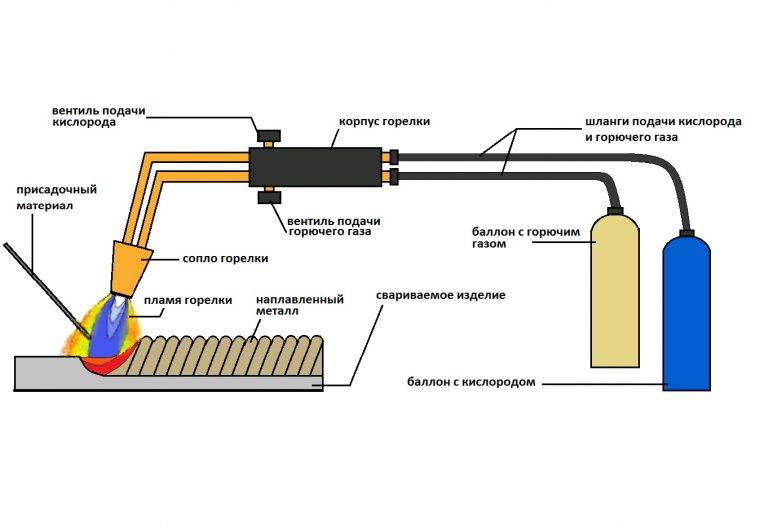
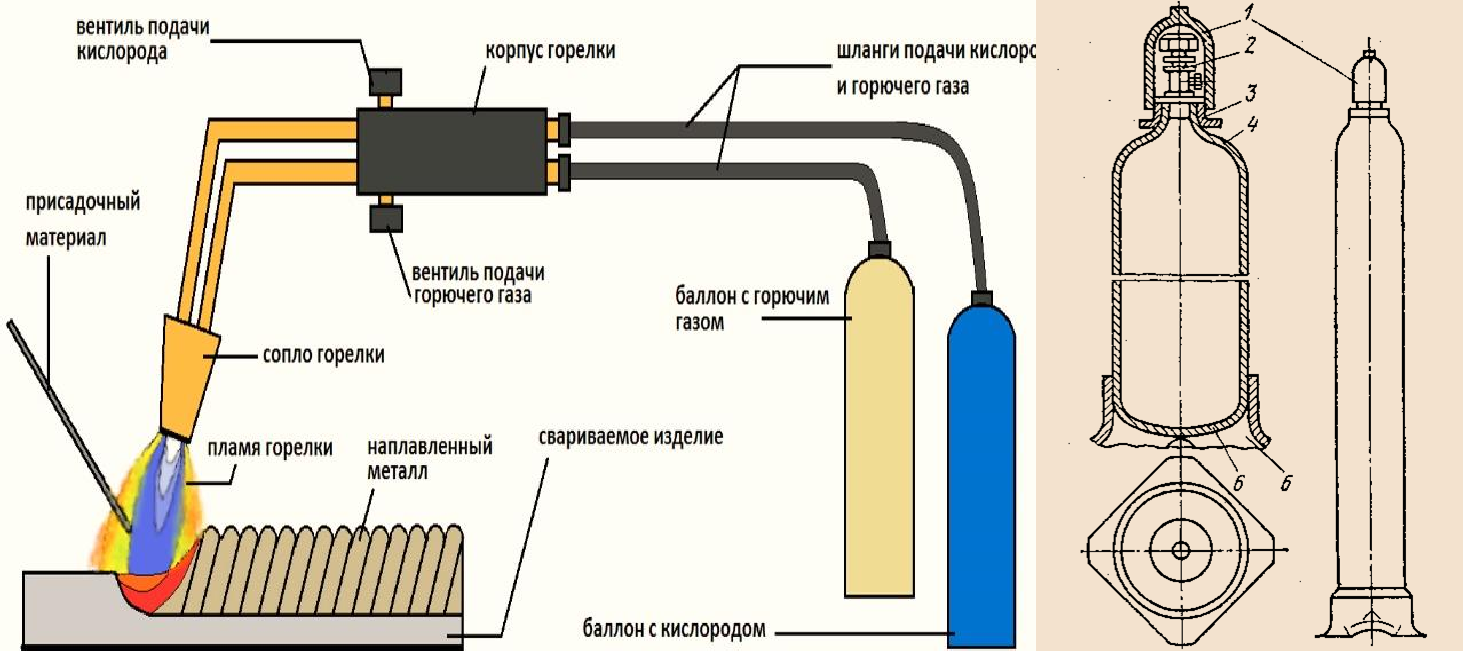
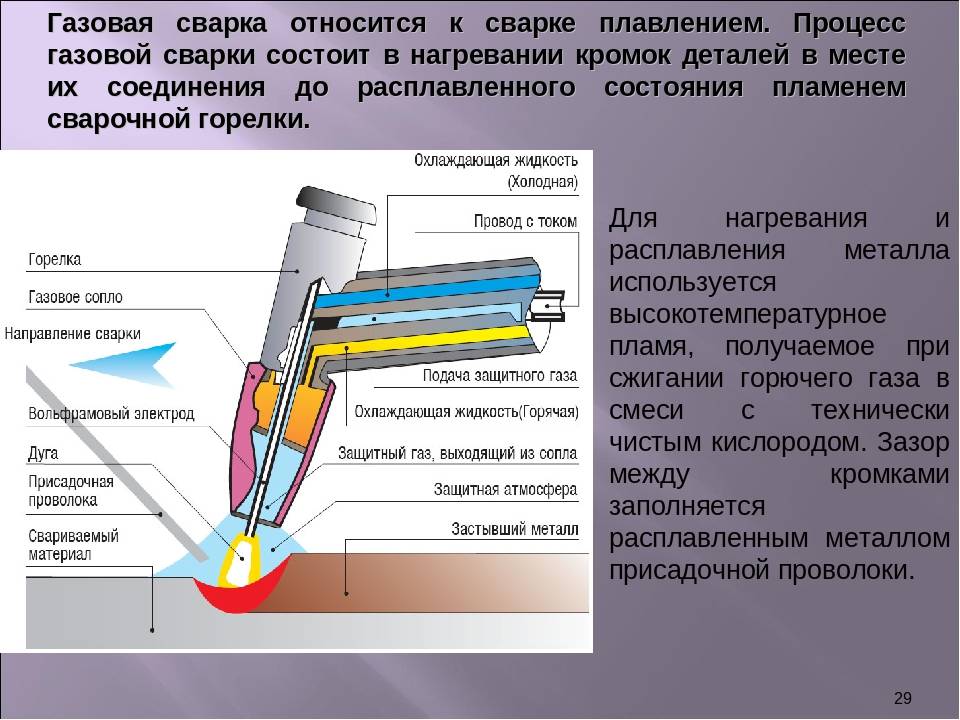
ЗаключениеТаким образом, в результате проведенного исследования темы реферата, можно сделать следующие выводы. Газовая сварка – это сварка плавлением, при которой металл в зоне соединения нагревают до расплавления газовым пламенем. Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки. Для нагревания и расплавления металла используется высокотемпературное пламя, получаемое при сжигании горючего газа в смеси с технически чистым кислородом. Зазор между кромками заполняется расплавленным металлом присадочной проволоки. Как и любая технология, газовая сварка имеет как преимущества, так и недостатки. Преимущества газовой сварки: простота; не требует сложного и дорогого оборудования; не требует источника электроэнергии; возможность в широких пределах регулировать скорость нагрева и охлаждения свариваемого металла. Недостатки газовой сварки: меньшая скорость нагрева металла и большая зона теплового воздействия на металл, чем при дуговой сварке; концентрация тепла меньше, а коробление свариваемых деталей больше, чем при дуговой сварке; благодаря сравнительно медленному нагреву металла пламенем и относительно невысокой концентрации тепла при нагреве производительность процесса газовой сварки существенно снижается с увеличением толщины свариваемого металла; стоимость горючего газа (ацетилена) и кислорода при газовой сварке выше стоимости электроэнергии при дуговой и контактной сварке. Вследствие этого газовая сварка обходится дороже, чем электрическаяСписок исполь зуемых источников
Техника безопасности
Техника безопасности — это в принципе первое, что вы должны изучить перед тем, как приступить к работе. Работа с газовыми трубами сопряжена с опасностью для жизни и здоровья, так что отнеситесь к этому со всей серьезностью.
Правило первое: никогда не открывайте резко баллон с газом. Иначе есть вероятность, что клапаны кислородных редукторов могут воспламениться. И уж чего нельзя допускать, так это взрыва кислородного баллона. А такая ситуация возможна, ведь в баллоне очень высокое давление.
Правило второе: если вы решили применить метод газовой сварки, то защитите глаза с помощью сварочной маски. Иначе можете испортить свое зрение. И в целом, экипировка нужна при применении любой технологии сварки. Так что не пренебрегайте ею.
Правило третье: не проводите сварочные работы в помещении с наглухо закрытыми окнами или с плохой вентиляцией. Также уберите из комнаты все предметы, которые могут легко воспламениться или сами могут стать причиной пожара.
Правило четвертое: после сварки нужно провести контроль качества соединений и убедиться, что швы герметичные. Только после этого можно подавать газ по трубам.
Характеристики сварочного пламени
Значительный объем тепла, сконцентрированного в пламени газовой горелки, рассеивается в окружающую среду, поэтому его коэффициент полезного действия (К.П.Д.) низок и практически не превышает 7%. Расход энергии пламени при газопламенной обработке приведен ниже в таблице.
| Распределение энергии пламени | Количество, % |
| Количество тепла, расходуемого на плавление металла и поддержание режима сварочного процесса | 6-7 |
| Потери тепла: | |
| — от неполноты сгорания | 55-63 |
| — с отходящими газами | 13-15 |
| — на излучение и конвекцию | 9-10 |
| — на нагрев около шовной зоны | 15-18 |
| — на искра образование | 1-2 |
Металлургические процессы в сварочной ванне при ее газопламенной обработке, а также в прилегающей к ней зоне имеют довольно сложный характер и несколько отличаются от металлургических процессов, происходящих при дуговой сварке. Это обусловлено тем, что расплавленный металл при его газопламенной обработке взаимодействует с газами, поддерживающими процесс горения. В зависимости от характера пламени,который меняет соотношение газов, изменяются и металлургические процессы.
При сварке нормальным пламенем, когда количество поступающих в зону сварки газов регламентировано, происходят в основном восстановительные реакции:
FeO + СО = Fe + СО2,
FeO + Н2
= Fe + Н2О
Кроме восстановительных реакций оксидов железа аналогичные процессы происходят и с другими оксидами, находящимися в сварочной ванне.
При сварке окислительным пламенем происходят реакции окисления железа и других элементов, присутствующих в сварочной ванне, а образующиеся при этом оксиды железа могут окислять углерод, кремний и марганец.
Сварка науглероженным пламенем способствует насыщению металла углеродом, что влечет за собой увеличение прочностных характеристик сварочного шва со снижением его пластических свойств.
Особенности проведения сварочных работ для разных металлов
Какие материалы позволяют соединять способы газовой сварки?
Соединение заготовок из легированных сталей
Легированные стали характеризуются плохой теплопроводностью в отличие низкоуглеродистой, в результате коробятся при сварке больше. Низколегированные стали прекрасно свариваются газосваркой.
Сварка изделий из углеродистых сталей
Образцы из низкоуглеродистой стали можно сваривать по любой технологии газосварки. При соединении углеродистых сталей используется проволока, изготовленная из малоуглеродистой стали.
Соединение чугунных деталей
Сварка чугуна производится для заварки трещин, отколовшихся элементов конструкций, для восстановления различных дефектов. При этом пламя должно быть науглероживающим, потому что окисление вызывает выгорание кремния, в результате чего формируются чугунные зерна белого цвета.
Сварка медных образцов
Химический элемент медь характеризуется повышенной теплопроводностью. При соединении медных образцов к участку расплавления необходимо проводить больше тепла. В процессе сваривания между кромками больших зазоров не делают. Присадочным материалом при такой сварке является медная проволока, а для раскисления химического элемента используют флюсы.
Сваривание изделий, изготовленных из бронзы
Газосварка бронзы используется для выполнения ремонта литых образцов. Пламя при сварке должно обладать восстановительными свойствами, потому что при окислительном пламени из бронзы эффективно выгорает алюминий, кремний, олово. Присадочным материалом должна быть проволока, изготовленная из близкого по составу сырья соединяемому изделию.
Плюсы технологии
Современное оборудование и внедренные на производстве технологии становятся залогом того, что заказы выполняются быстро и качественно, причем вне зависимости от объема и сложности. Такая резка подразумевает квалифицированный персонал, поскольку существует целый список условий, которые необходимо выполнить для получения нужного результата. Огромный опыт, который накоплен за все годы существования компании на рынке, позволяет работать быстро, удовлетворяя при этом самые высокие требования и предлагая сотрудничество, выгодное обеим сторонам.
Едва ли не главным преимуществом газокислородной резки металлов
2 Конструкция газовых резаков для раскроя металлов и их классификация
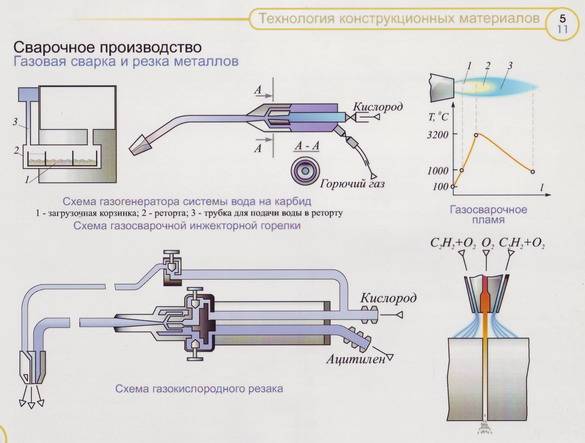
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части. Последняя аналогична устройству газовой сварочной горелки, состоит из вентилей подачи кислорода и газа, инжекторной и смесительной камеры, подающей трубки, наружного мундштука. Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.
Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.
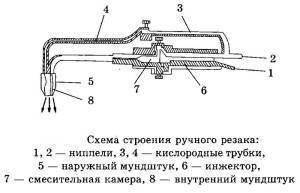
Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.
По принципу смешения кислорода и газа делят на следующие типы:
- инжекторные;
- безынжекторные.
По назначению и конструктивным особенностям различают резаки:
- вставные;
- специальные;
- универсальные.
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.

По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.
Популярные на рынке услуги
Если вам необходимо произвести резку металла, то самый простой способ – нанять мастера или специалиста, который окажет вам необходимые услуги. Ведь не у каждого дома в гараже стоит резак с двумя баллонами кислорода и нагревателя.






Более того, работать с таким оборудованием очень опасно без опыта! Если не умеете, то лучше и не браться за это дело – доверьте работу профессионалам!
К примеру, обычная листовая резка является самой дешевой. Трубная резка – стоит гораздо дороже, так как при такой работе используются дополнительные накладки!
А вот резка в глубину – дорогостоящее удовольствие, так как при этом используется дорогостоящее оборудование.
ВАЖНО ЗНАТЬ: Технология гидроабразивной резки металла
Более того, если выполняется такая работа «на выезде», то это будет стоить очень дорого. Автомобили, которые могут перевозить станции резочные, необходимо дополнительно переоборудовать.
Кислородная резка металла — видео:
Ну а газовая резка листового металла может выполняться даже обычным газовым паяльником. Если вы используете алюминий или медь, то его должно быть вполне достаточно для такой работы.
В некоторых случаях, можно воспользоваться газовой сваркой. Вот только вместо углекислого газа подается пропан, ацетилен или бутилен (не каждая газовая сварка поддерживает использование такого газа, будьте внимательными)!
Кстати, если вам необходимо выполнить не резку, а вырезание, то в некоторых случаях намного проще и дешевле будет использовать именно нож для резки металла, а не газовый резак. Более подробно по этому поводу вы можете узнать непосредственно у мастера, которому желаете доверить выполнение работы.
Сейчас многими предприятиями предлагается газовая резка металла с выездом.
Вот она, оценивается по следующим параметрам:
- металл, с которым необходимо будет работать;
- сложность выполнения работы;
- используемый резак.
Кстати, рекомендуется самостоятельно покупать баллоны с газом! Многие компании его продают по слишком завышенной стоимости (порядка 1000 рублей за баллон ацетилена, хотя его рыночная стоимость – порядка 400 рублей).
Также учитывается, сколько работа будет требовать времени. В среднем, час работы мастера оплачивается примерно в 300 рублей. Вот заранее можете и подсчитать, во сколько вам обойдутся услуги по резке металла!
Ну и напоследок следует рассказать о тех случаях, когда выполняется некачественная работа. Очень часто многие используют вместо ацетилена – его дешевый аналог пропан или пропилен. Или же пользуются более дешевыми резаками, чем были ими же заявленные.
У модели Р1-01 сдвоенное сопло с золотым креплением (золотистого цвета), а вот в Р2-01 – стальное крепление (имеет черный или медный оттенок).
Кстати, стоит резак Р1-01 не так уж и дорого, так что можете его даже приобрести! Средняя стоимость – в пределах 900-1000 рублей за штуку. Ну, конечно же, необходимо будет приобрести два баллона – с кислородом и нагревателем, ну и транспортный воз.
В среднем – весь комплект вам обойдется в 3000 рублей, не дороже. Его достаточно будет для 3 часов резки металла. Для домашних потребностей – это более, чем достаточно.
И при работе с газовым резаком, обязательно соблюдайте правила безопасности! А это – использование защитной маски, комбинезона и перчаток. Перчатки – обязательный элемент!
Технология и способы газовой сварки
Технология газовой сварки подразделяется на два вида:
- Газопламенный вид выполняется с образованием сварочной ванночки за счет плавления кромок деталей и присадочной проволоки.
- Газопрессовая сварка выполняется без присадочных материалов и флюсов. После расплавления кромок детали плотно сжимаются между собой и удерживаются до остывания шва.
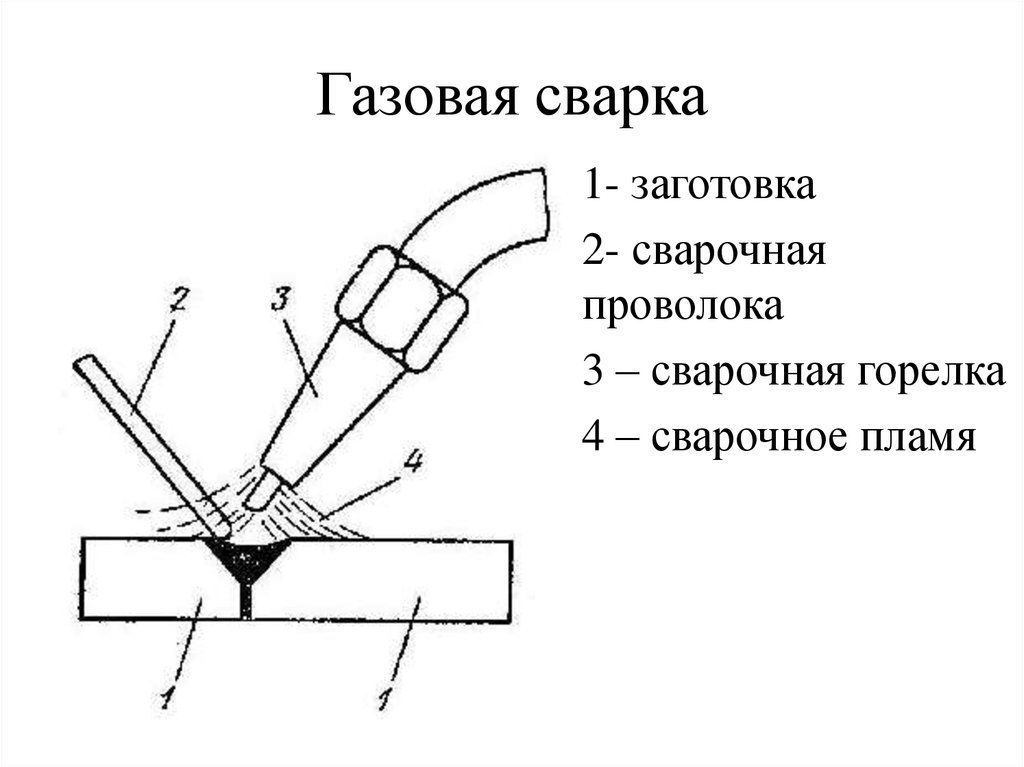
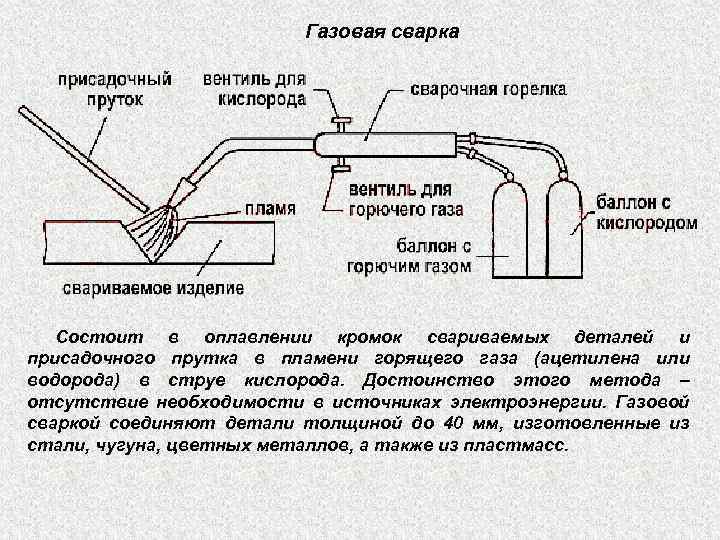
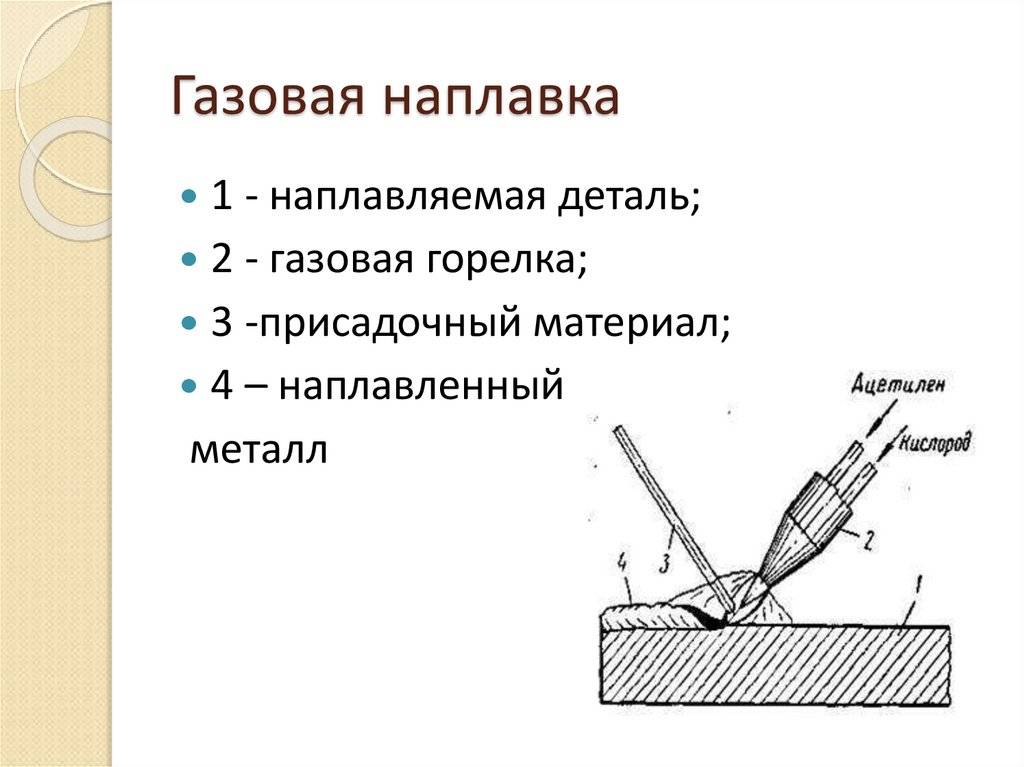
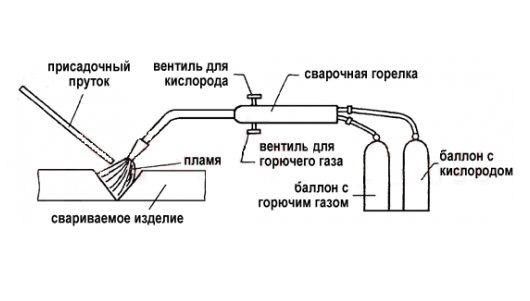
 Схема газопламенной сварки
Схема газопламенной сварки
В обоих случаях кромки предварительно очищают от грязи, ржавчины наждачной бумагой или металлической щеткой. Аналогично обрабатывают присадочные материалы.
Техника газовой сварки позволяет накладывать швы независимо от пространственного положения ― от нижних до потолочных. При наложении потолочных швов расплавленный металл удерживают давлением газовой смеси. Для соединения деталей с предварительно отбортованными кромками присадочная проволока не нужна. Чаще всего газовой сваркой заготовки соединяют встык, угловыми и торцевыми швами реже. Скорость нагревания кромок деталей регулируют углом наклона относительно поверхности деталей. Чем больше его величина, тем быстрее нагревается металл.
На практике применяются следующие способы сварки:
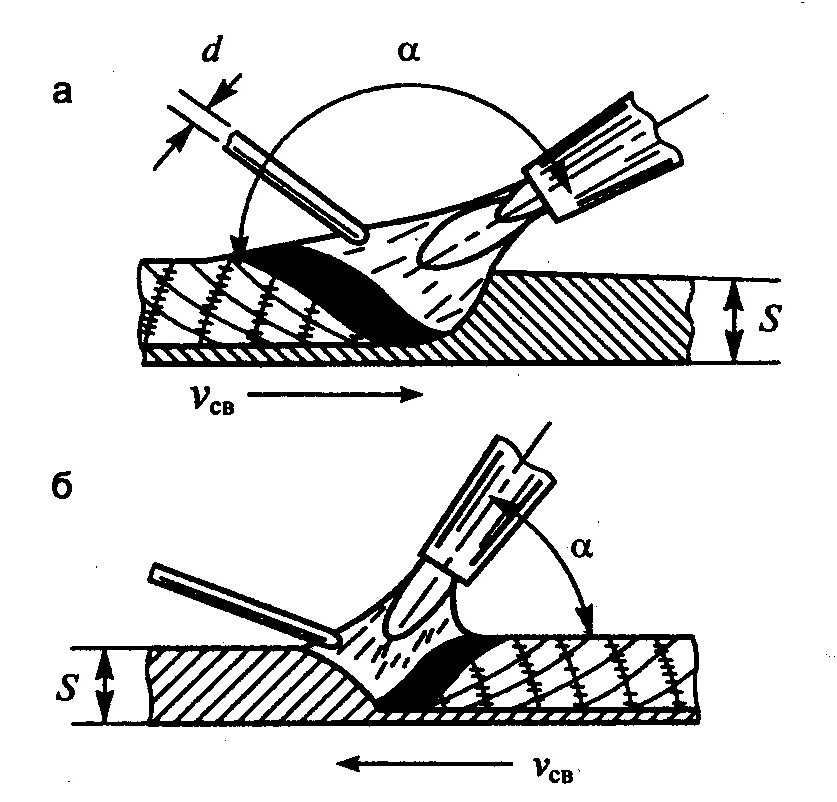
- Левый используют для работы с металлами толщиной до 3 мм с низкой температурой плавления. Пламя ведут вдоль стыка справа налево. Для лучшего прогрева кромок деталей совершают колебательные поперечные движения мундштуком. При левом способе газовой сварки присадочную проволоку перемещают перед горелкой. Ее диаметр должен быть в 2 раза меньше толщины деталей плюс 1 мм.
Правый применяют для сварки заготовок толщиной более 3 мм с разделанными под углом кромками. Пламя ведут от левого края стыка к правому, присадочную проволоку, опустив конец в сварочную ванну, продвигают вслед за мундштуком. Ее диаметр не должен превышать половины толщины деталей. За счет лучшей защиты сварочной ванны пламенем при правом способе качество швов выше, чем при левом. Кроме этого на 10% сокращается расход газа и на 20% продолжительность процесса.
- Сквозным валиком сваривают только листовой металл. Заготовки размещают в вертикальном положении, чтобы между ними оставался зазор размером в половину толщины листов. Горелкой плавят кромки до образования сквозного отверстия. На его нижнюю часть наплавляют слой металла присадочной проволоки по всей толщине листов. Сдвигают горелку немного выше, проплавляют верх отверстия, на низ накладывают следующий слой присадки. Операцию повторяют до полного заполнения стыка. За счет послойного наплавления внутри шва не образуются поры, раковины, шлак.
- Ванночками сваривают низколегированные и малоуглеродистые марки стали толщиной до 3 мм. После образования первой ванночки размером 4 – 5 мм в нее погружают конец присадочной проволоки. Когда металл расплавится, ее помещают в темную часть пламени, чтобы не окислялась. Одновременно с этим мундштуком совершают движения по спирали, перемещая пламя вдоль стыка. Следующая ванночка должна перекрывать соседнюю на 30% площади.
- Многослойная газовая сварка отличается от других способов высоким качеством швов, которое достигается за счет отжига нижних слоев верхними и проковки каждого шва. Однако из-за низкой производительности и большого расхода газа применяют только для ответственных работ. Наплавку проводят небольшими по длине участками так, чтобы стыки нижних и верхних швов не совпадали. Прежде чем наносить следующий слой с предыдущего металлической щеткой удаляют окалину и шлаки.
У сварки пропаном и альтернативными газами есть особенности, учитывать которые новичкам трудно. Поэтому на начальном этапе обучения для начинающих сварщиков лучше использовать стандартную смесь кислорода с ацетиленом. Отработку навыков проводят на разных видах металла.
Как пользоваться плазморезкой?
Опытные резчики сформулировали ряд рекомендаций для облегчения освоения технологии начинающим мастерами:
- строго соблюдать постоянное расстояние от горелки до заготовки;
- при необходимости пользоваться упором, крепящимся сбоку на горелке и ограничивающим зазор;
- вести горелку равномерно, без рывков, с заданной скоростью;
- следить за перпендикулярностью плазменного пучка к поверхности детали отклонения приводят к снижению качества поверхности разреза;
- следить за пучком искр, вылетающих с тыльной стороны детали, если их мало или они пропали — металл прорезается не полностью и надо корректировать режим резки;
После завершения разреза горелку необходимо наклонить, чтобы дать выйти газам, скопившимся в шланге.
Виды используемых газов
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.

Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.


 Ацетилен – один из самых распространенных газов
Ацетилен – один из самых распространенных газов
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.
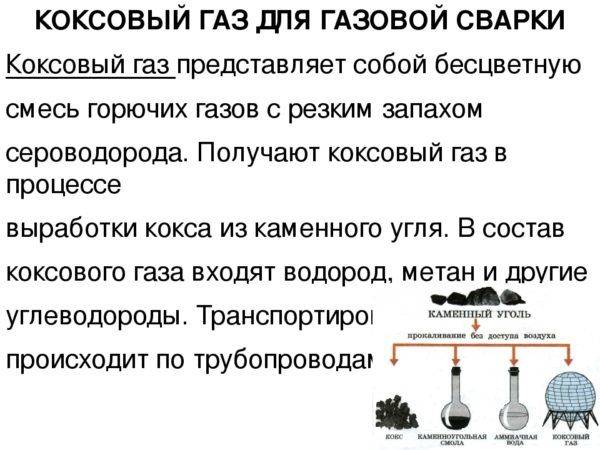
Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.
Используют на основе метана, добываемый из недр Земли.
Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.

Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.

Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи. Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке
При проведении газовой сварки пропаном и кислородом используется три вида газа – высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %)
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа – высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов – H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание NH4 и H2S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Газовая
Это первый термический способ резки и пайки, освоенный человечеством. Он не потерял своей актуальности и сегодня. Металл разогревается в струе горящего газа, молекулы расплава увлекаются газовой струей из разреза.





Сущность технологии
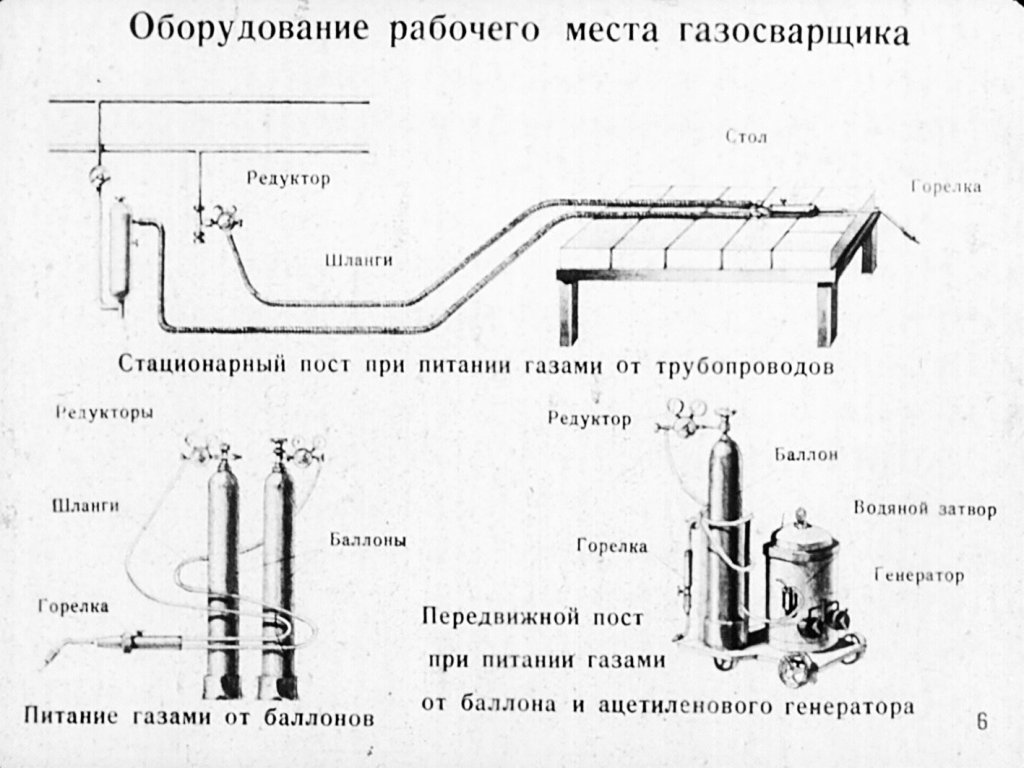
Как резать сваркой металл? Перед началом резания следует подготовить поверхность заготовки. С нее удаляют механические загрязнения, такие, как пыль, стружка, следы коррозии. В газовой горелке смешиваются горючий газ и кислородный окислитель. Они поступают через редукторы из баллонов. Пропорции регулируются с помощью клапанов.
Полученная смесь выходит через форсунку в виде узкой струи под высоким давлением. Она поджигается, резчик начинает прогревать заготовку факелом. После прогрева металл начинает плавиться, и образуется сквозное отверстие. Через него выдуваются мельчайшие капли расплава. Резчик ведет горелкой вдоль линии реза, разделяя лист на две части.
Разновидности

- водородная;
- ацетиленовая;
- бензиновая.
В качестве окислителя используется кислород.
По степени механизации различают следующие виды:
- ручная, резчик перемещает горелку вручную;
- машинная, горелка перемещается манипулятором или портальным приводом над листом металла;
- автоматическая, машинной резкой управляет компьютер, в который вводят программу раскроя.
Для раскроя заготовок большой толщины газовая резка зачастую является единственным способом.
Предъявляемые требования
Для получения ровного и точного разреза следует соблюдать следующие технологические требования:
- температура плавления разрезаемого металла должна быть выше, чем у его оксидов, образующихся на поверхности при контакте с кислородом;
- энергетический баланс должен иметь достаточный запас для обеспечения непрерывного резания, при этом следует учитывать коэффициент теплопроводности и теплоемкость разрезаемого материала;
- содержание углерода и легирующих присадок также оказывает сильное влияние на применимость технологии газовой резки;
- необходимо следовать правилам техники безопасности.
Резчик должен использовать средства индивидуальной защиты, обеспечить вытяжную и приточную вентиляцию при работе в замкнутых объемах.
Преимущества технологии
Газовая резка листового металла обладает следующими преимуществами:
- раскрой листовых заготовок до 20 см толщиной;
- работа в любых пространственных положениях, что особенно ценно при демонтаже конструкций;
- низкая себестоимость операции:
- простота оборудования;
- мобильность, независимость от электропитания.
К минусам метода относят большой коэффициент отходов. Резчик должен обладать высокой квалификацией, особенно при работе с толстыми листами и в вертикальном положении.
Газорезка: выводы
Газ – это взрывоопасная субстанция. Чтобы избежать травм и человеческих жертв, следует строго соблюдать требования и выполнять «Правила ТБ». Поэтому, к обслуживанию и эксплуатации газового оборудования допускаются лица не моложе 18 лет. Они должны пройти следующие этапы подготовки:
- пройти вводный инструктаж по ТБ при работе с газом;
- инструктаж на рабочем месте;
- курс обучения безопасным приемам работ.
По окончании обучения они должны сдать экзамен по теории и практике безопасных рабочих приёмов, который должен подтверждаться получением соответствующего «Удостоверения».
К выбору, проверке и обучению работе на газосварочном оборудовании всегда должны привлекаться только грамотные, опытные сварщики, имеющие соответствующий опыт работы.





