Применение круговой виброгалтовки — Ресурс
Галтовочное оборудование разработано для того, чтобы можно было деликатно обрабатывать поверхности металлоизделий. Дополнительные возможности агрегата — возвращение металлическим изделиям товарного вида. Благодаря технике поверхность заготовок шлифуется и полируется. Агрегаты оснащены встроенной сепарацией, поэтому заготовки и абразивные элементы разделяются. Вибрация продумана в трех направлениях. За счет этого металлоизделия с абразивом перемешиваются непрерывно и равномерно.
Для виброгалтовки чаша изготовлена специальной формы. Поэтому при перемешивании детали повреждаются как можно меньше. Когда операция окончена, запускают сепарацию. Машины устойчивы на фундаменте, даже без дополнительного крепления. Конструкция агрегатов проста и прочна.
Возможности галтовочного оборудования
Рабочий процесс основан на подаче колебаний в разных направлениях. Изделия и абразив сложно перемещаются. В чашу загружают металлоизделия с определенными типоразмерами. В оборудование металлические изделия загружают, добиваясь определенной цели:
- объемное шлифование;
- полирование;
- удаление заусениц с поверхности;
- обработка острой кромки, закругление краев;
- удаление облоя;
- снятие наплывов, окалины, ржавчины;
- зачистка окисленных участков;
- удаление масел, разных загрязнений;
- наружное матирование;
- достижение необходимой шероховатости поверхности;
- чистовая отделка.
Процесс галтования обладает несколькими главными преимуществами:
- позволяет одновременно обрабатывать огромное количество металлоизделий;
- используемые в деле абразивы доступны и эффективны;
- оборудование имеет приемлемую цену;
- простое конструктивное исполнение агрегата;
- отсутствуют прижоги.
Рабочий процесс
Обработка деталей заданного размера происходит при их перемешивании с наполнителем — абразивными телами (чипсами). Одна партия чипсов рассчитана на проведение нескольких технологичных операций. Изделия и наполнитель перемешиваются, трутся, и достигается желаемый эффект. От выбранного абразива зависит:
- снятый металлический слой с изделий,
- полученная степень шлифования,
- шероховатость поверхности.
В барабанах галтовочных агрегатов обрабатывают такие детали:
- медицинский инструментарий;
- слесарные и монтажные инструменты;
- автодетали;
- лопатки турбин;
- метизы;
- цепи;
- металлическая фурнитура.
Крышку барабана закрывают плотно, обеспечивая полную герметичность, чтобы во время рабочего процесса из оборудования не вылетала пыль, не выливался раствор. При ускоренной работе агрегата галтование происходит интенсивнее. Но нельзя превышать максимально допустимый скоростной режим.
Оборудование не только очищает изделия. Оно существенно повышает качество их поверхности. Абразивные вещества чаще всего представлены песчаными частицами, корундом, если процесс происходит всухую. При мокрой галтовке внутрь техники добавляют химические растворы. Полирование также бывает сухим и мокрым. В первом случае используют кожаные обрезки, деревянную стружку. Во втором случае — вводят щелочи, мыльные растворы. В современных агрегатах обработке подвергаются заготовки из любых металлов.
Когда работают с изделиями из сплавов цветных металлов, черных металлов повышенной прочности, с толстыми стенками, без резьбы, то предпочтение отдают сухому галтованию. Для ускорения обработки применяют мокрое галтование. Введение химических веществ — извести, соды, щелочи дает дополнительный эффект. Детали промываются, обезжириваются. Но оба процесса занимают достаточное количество времени — минимум 2 часа, а максимум — 40 часов.
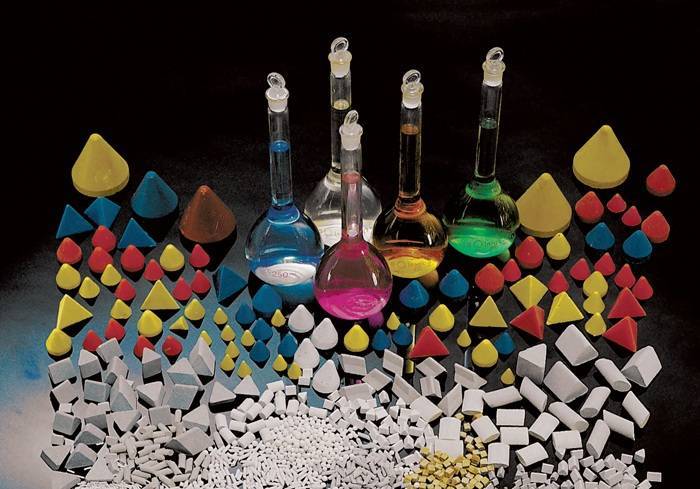
Выбор формы галтовочного тела (абразива) зависит от геометрических параметров обрабатываемых заготовок
Важно, чтобы все грани и контуры металлоизделия были обработаны. Круглые и мягкие тела не так агрессивно воздействуют на детали. Абразив с гранями подразумевает более жесткую обработку металлической продукции
Крупные и тяжелые абразивы подходят для грубого шлифования. Тело для галтовки и детали выбирают разного размера, чтобы облегчить сепарацию
Абразив с гранями подразумевает более жесткую обработку металлической продукции. Крупные и тяжелые абразивы подходят для грубого шлифования. Тело для галтовки и детали выбирают разного размера, чтобы облегчить сепарацию.
Перейти к списку статей >>
metalloobrabotka-zakazat.ru
МПК / Метки
Номер патента: 1356966
. со стадии этерификации. После смешения реактива Метилс талловым маслом полученный раствор вьдерживают при 60 С в течение 10-15 мин.оДля осуществления разделения силикатный адсорбент загружают в испытательную установку, установив рав новесие с циклогексаном десорбентом, пропустив циклогексан через камеру адсорбента со скоростью 1,2 мл/мин. Систему поддерживают при давлении 14,06 кг/см. После того, как 70 мл ЗО десорбента проходит через камеру адсорбента, в нее вводят порцию в 1 О мл сырья (2 мл дистиллированного таллового масла (ДТМ), состава, указанного вьппе, 4 мл десорбента и 4 мл Метил) со скоростью 1,2 мл/ч. Отношение исходной смеси к адсорбенту равно 0,029. Затем через камеру адсорбента снова пропускают поток десорбента.
Номер патента: 1002299
. 25 30 35 40 45 ции солей в масле возрастает, как видно из табл. 4. Так, для масла,, содержащего 1 соли азотсодержащегоборолидина и диоктилдитиофосфорной кислоты т.о.с составляет 32 мин, для масла с 1,5 этой присадки. — 48 мин, а для масла с 2 присадки — 60 мин, т.е, при содержании присадки 1,5 и 2,0 т.о,с. масла превышает т.о.с, присадки ДФ. При этом коэффициент лакообраэования ниже, чем, у присадки ДФ.Таким образом, полезные свойстваа именно противоиэносные, моющие и антиокислительные солей азотсодержа шего боролидина и дитиофосфорнойкислоты формулы 1 в области кондля четвертичных солей, 1390 см-«для В-О.П р и м е р 5. Получение солиаэотсодержащего боролидина и ди(и —октилфенил) дитиофосфорной кислоты.412,0 г и -октилфенола и 111,0.
Соли хрома с кислыми эфирами фосфорной кислоты в качестве ингибиторов коррозии
Номер патента: 1351935
. мешалкой и обратнымхолодильником, помещают 500 мл трансформаторного масла, 0,4 г ацетатахрома и 68 г триоктиламмониевойсоли дибутилового эфира фосфорнойкислоты. Смесь нагревают 1 ч при120 С. При этом происходит полнаяогомогенизация системы, Полученноеингибированное масло без дальнейшейобработки использовали в коррозионных испытаниях. При проведенииэтой реакции в толуоле с последующейочисткой продукта путем кристаллизации из смеси эфир-этанол при медленном упаривании эфира был выделенкомплекс,Найдено, %: С 61,83; Н 10,98;И 2,15; Р 6,80; Сг 4,06.С Н,ВИОРСгВычислено, %: С 61,58; Н 11,26;И 2,00; Р 6,83; Сг 3,71,ИК-спектр: 3400 (ушир), 2520,1610 (ушир), 1210, 1150, 1035, 935,885, 720,1При использовании в указанных условиях 200 мл.
Номер патента: 1395141
. над сульфатом магния и растворитель выпаривают. Остав шееся масло растворяют в 300 см диизопропилового эфира при нагревании, из которого после охлаждения выделяется смесь бы;диметиламино-метил-азабицикло 3,3,11 нонан-ола и ба;диметиламино-метил-азабицикло 3,3,1 конанр-ола.Кристаллический продукт перекристаллизуют из примерно четырехкратного количества диизопропилового эфира. Таким образом, получают 6 М-диметиламино-метил- азабициклоГ 3,3,1 нонанс;ол, который не содержит 9 р-изомера, т.пл.19 С.Правильность структуры 6 М-диметиламино-метил-азабицнкло 3,3,11 нонано;ола доказывается ЯР-спект 1395141ром и установленным с помощью ЕцИод)- ВЬГС-реагента ЯМР-спектром.Н-ЯМР, 3(СЭС 1 ),м.д,:3,8 (триплет,С(9)-Н);2,19 (синглет,С(б)Н (СН 2,07.
Способ получения синтетических кислот путем окисления минеральных масел
Номер патента: 42072
. твердых или растворимых в масле катализаторов (окисейметаллов, углекислых солей или растворимых солей металлов), Окисление продолжают до образования приблизительно 10 — 20% кислот этим оканчиваетсяпервая фаза окисления,В окисленное масло, при перевании воздухом и механической мкой, вводят сухую кальцинированнуили поташ с таким расчетом, чтобизошла нейтрализация свободных кПри правильном ведении опе и А, И. Даниловича, заявленноо перв,15452 Ч. после неитрализации получается легко подвижное масло, которое при 115 в 1 хорошо перемешивается. После нейтрализации, не отделяя мыл, ведут вторую фазу окисления. При этой операции происходит окисление ангидридов и дезодорация запаха солей кислот, Содержащее мыла масло после окисления для.
Галтовка металлических деталей

Вибрационная галтовка по самой выгодной цене в Украине.

Услуги виброгалтовки в Харькове и по всей Украине

Эффективная обработка острых краев, шлифовка,полировка.

Технологии мультифинишной обработки поверхности

Качественная обработка изделий из нержавеющей стали.
Мастерская виброаброзивной обработки металлов

Отчистка металла Полировка Шлифовка Сатинирование Удаление заусенцев Радиус острых краев Удаление окалины
Добро пожаловать в мастерскую виброабразивной обработки металлов.
Если Вам необходимо значительно повысить качество изделий после лазерной или гидроабразивной резки, штамповки, литья, токарно-фрезерного производства — Вы пришли по адресу! Эффективная обработка деталей после процессов раскроя, притупление кромки реза, радиус острых краев, снятие заусениц и грубой окалины, равномерная шлифовка.

Шлифовка
Шлифовка
Эффективная обработка деталей после раскроя, литья, штампа. Радиус острых граней, снятие заусениц и грубой окалины.

Полировка нержавеющей стали и сплавов на основе алюминия. Технологии мультифинишной обработки.

Очистка и подготовка
Очистка и подготовка
Подготовка деталей к процессам гальваники, электро-плазменной полировки и лакокрасочным работам.
Технологии мультифиниширования и виброабразивная обработка деталей после 3D печати.
Мы можем придать блеск, обтекаемость и гладкость деталям сложной формы после начальных грубых процессов производства. Качественно готовим детали к процессам гальваники или порошковой покраски — округляем острые грани, чистим,обезжириваем и защищаем от коррозии черный металл.
В наших барабанах работают абразивные тела, пасты и компаунды от мировых лидеров отрасли Rosler и Otec, что позволяет эффективно обрабатывать изделия из нержавеющих сталей AISI , сплавах на основе алюминия, силумин, дюраль, латунь, медь, титан и, конечно же, черную сталь.
В орбиту наших заказчиков входят цеха гальваники, лако-красочные мастерские, компании занимающиеся лазерным раскроем, гидроабразивной резкой, штамповкой, литьем, токарно-фрезерным производством, а также люди и предприятия, специализирующиеся на серийной металлообработке и 3D печати. Для постоянных клиентов действуют особые условия сотрудничества.
Звоните по телефону 8(068)069-74-73 (+Viber) или пишите на info@galtovka.in.ua
Мы придадим вашим изделиям товарный вид!
Галтовка изделий из металла
Галтовка металла – один из методов обработки металлических деталей и заготовок, предусматривающий очистку поверхности от коррозии, царапин, загрязнений и заусенцев. Конечный результат галтовки похож на эффект от полирования. Она выполняется на специальном оборудовании путем обработки заготовок абразивом, в качестве которого используются различные сыпучие вещества.
Технология и применение
Технология галтовки довольно проста. Абразивный материал, который называют чипсы, загружается в емкость оборудования вместе с обрабатываемо заготовкой. В некоторых случаях для улучшения качества обработки добавляется вода и компаунд.
Компаунд – это химический состав, состоящий из ингибиторов, коагулянтов и стеарина. Эти химические вещества способствуют созданию яркой, чистой поверхности без затемнений.
Также создается пена, защищающая нежные материалы, такие как пластик, фарфор и керамика.
Компаунд используется повсеместно, так как помогает сохранять детали чистыми, что особенно важно для сохранения высокого качества производимого продукта. Подбирается он индивидуально, в зависимости от типа материала и конечных целей обработки. Производится он в порошковом и жидком виде
Жидкий компаунд более предпочтительный, так более универсален и прост в использовании
Производится он в порошковом и жидком виде. Жидкий компаунд более предпочтительный, так более универсален и прост в использовании
Подбирается он индивидуально, в зависимости от типа материала и конечных целей обработки. Производится он в порошковом и жидком виде. Жидкий компаунд более предпочтительный, так более универсален и прост в использовании.
Порошкообразный используется в исключительных случаях, когда необходимы особые характеристики.
Использование различного оборудования и химических составов позволяет обрабатывать широкий спектр материалов. Наиболее распространенным оборудованием является круговой вибратор. В нем обрабатывается любые марки нержавеющей стали, металлические детали из цветных сплавов, пластик, деревянные изделия и минералы.
Абразивный материал называют галтовочными телами. Он используется различной формы, структуры и из различного материала. Форма галтовочных тел напрямую зависит от геометрических параметров обрабатываемой детали. Абразив должен обрабатывать все контуры заготовки и достигать даже малейших впадин и отверстий.
Если требуется жесткая шлифовка, частицы абразива имеют жесткие грани. От размеров и веса чипсов зависит грубость и производительность шлифования. Для полировки разработаны мягкие частицы круглой формы
Важно чтобы размер обрабатываемых деталей значительно отличался от размеров абразива, чтобы их можно было легко отсепарировать. Железные детали можно отделить с помощью магнитов. В процессе могут смешиваться галтовочные тела различной формы и размеров, также существуют специальный дополнитель
Чаще всего он применяется при обработке плоских листов материала, которые могут слипнуться. Дополнитель представляет маленькие шарики
В процессе могут смешиваться галтовочные тела различной формы и размеров, также существуют специальный дополнитель. Чаще всего он применяется при обработке плоских листов материала, которые могут слипнуться. Дополнитель представляет маленькие шарики.
Технология галтовки состоит из следующих процессов:
Выполняется в вибрационном или барабанном оборудовании, и заключается в первичной шлифовке, удалении окислений и ржавчины, больших царапин и заусенцев.
Чаще всего выполняется в роторном или центробежно-барабанном оборудовании. Именно на этом этапе стоит добавлять компаунд. Обработка предусматривает скругление кромок, мелких царапин и заусенцев, окислительных пленок, проводиться шлифовка и полировка.








Что такое галтовка?
Галтовкой называют камни природной, слегка скругленной формы, отполированные со всех сторон. Чаще всего такие вставки идут в бусы, браслеты и колье.
Это – один из немногих способов обработки камня, который выполняется автоматически: украшения из обработанных таким образом самоцветов наиболее доступны.
В металлический барабан засыпают сходные по размеру, форме и твердости необработанные камни вместе с абразивным порошком. Вся конструкция вращается и грохочет (иногда несколько дней), после чего из нее достается симпатичная полированная галька. Остается просверлить отверстия под нить – и можно собирать украшение.
Но особенно ценится и наиболее красива галтовка ручной работы. Дело в том, что вращающиеся в барабане камушки равномерно стачиваются со всех сторон, а природный материал, как правило, имеет довольно глубокие каверны и трещины. В результате к моменту, когда со шлифуются все дефекты, от них остается довольно мало. Работая с каждым камнем индивидуально, мастер может «вытянуть» из природной гальки того же размера гораздо больший объем, а, кроме того, оставить только ту ее часть, которая имеет наиболее выразительный рисунок.
Предприятия в Московской области

ООО «Русские Стальные Конструкции»
Московская обл., г. Подольск, мкрн. Климовск, ул. Заводская, д. 2
Рейтинг по отзывам:
(5.0)
Стаж (лет): 5 Сотрудников: 15 Площадь (м²): 800 Станков: 15
Подробнее о предприятии

ИП Исякаев Т. Р.
Московская обл., Дмитровский городской округ, д. Кромино, д. 3
Рейтинг по отзывам:
(5.0)
Стаж (лет): 6 Сотрудников: 4 Площадь (м²): 160 Станков: 5
Подробнее о предприятии

ИП Сидоров А. П. («ЮГОС»)
Московская обл., Солнечногорский район, п. Поварово, ул. Почтовая, д. 29
Рейтинг по отзывам:
(0.0)
Стаж (лет): 21 Сотрудников: 6 Площадь (м²): 400 Станков: 15
Подробнее о предприятии
ООО «АрГо»
Московская обл., г. Москва, ул. Типографская, д. 10, стр. 1
Рейтинг по отзывам:
(0.0)
Стаж (лет): 4 Сотрудников: 1 Площадь (м²): 450 Станков: 8
Подробнее о предприятии

ООО «Металекс»
Московская обл., г. Балашиха, мкр. Железнодорожный, ул. Автозаводская, д. 17А
Рейтинг по отзывам:
(0.0)
Стаж (лет): 5 Сотрудников: 11 Площадь (м²): 383 Станков: 10
Подробнее о предприятии
ООО «Универсал СП»
Московская обл., г. Сергиев Посад, пр. Красной армии, д. 212В, корп. 8
Рейтинг по отзывам:
(0.0)
Стаж (лет): 52 Сотрудников: 32 Площадь (м²): 2800 Станков: 63
Подробнее о предприятии

ООО НПП «ИНЖМОДУЛЬ»
Московская обл., г. Москва, поселение Рязановское, п. Фабрики имени 1 мая, микрорайон Гора, стр. 65
Рейтинг по отзывам:
(0.0)
Стаж (лет): 7 Сотрудников: 15 Площадь (м²): 1000 Станков: 7
Подробнее о предприятии

ООО «КЕРН»
Московская обл., г. Долгопрудный, проезд Строителей
Рейтинг по отзывам:
(0.0)
Стаж (лет): 11 Сотрудников: 25 Площадь (м²): 1000 Станков: 10
Подробнее о предприятии
ООО «МСТ ИНЖИНИРИНГ»
Московская обл., г. Раменское, ул. Михайлевича, д. 49
Рейтинг по отзывам:
(0.0)
Стаж (лет): 4 Сотрудников: 30 Площадь (м²): 1200 Станков: 4
Подробнее о предприятии
ООО «Стимул»
Московская обл., Ленинский район, пгт. Горки Ленинские, промзона Технопарк
Рейтинг по отзывам:
(0.0)
Стаж (лет): 15 Сотрудников: 10 Площадь (м²): 200 Станков: 13
Подробнее о предприятии

АО «Ногинский завод топливной аппаратуры»
Московская обл., г. Ногинск, ул. Индустриальная, д. 41
Рейтинг по отзывам:
(0.0)
Стаж (лет): 74 Сотрудников: 480 Площадь (м²): 34000 Станков: 1500
Подробнее о предприятии

ООО «ПК «АМ 2.0»
Московская обл., г. Москва, Перовское шоссе, д. 21, стр. 23, пом. 1А
Рейтинг по отзывам:
(0.0)
Стаж (лет): 8 Сотрудников: 10 Площадь (м²): 300 Станков: 9
Подробнее о предприятии

ООО «Металлсервис»
Московская обл., Солнечногорский район, с. п. Пешковское, п. Жуково









Рейтинг по отзывам:
(0.0)
Стаж (лет): 11 Сотрудников: 30 Площадь (м²): 2000 Станков: 63
Подробнее о предприятии

ООО «Металл-пром»
Московская обл., Солнечногорский район, д. Чашниково, Территория Промышленная зона Чашниково, стр. 1
Рейтинг по отзывам:
(0.0)
Стаж (лет): 16 Сотрудников: 20 Площадь (м²): 400 Станков: 20
Подробнее о предприятии

ООО «Группа компаний «Гефест МСК»
Московская обл., г. Мытищи, Новомытищинский пр., д. 41, корп. 1, пом. IV
Рейтинг по отзывам:
(0.0)
Стаж (лет): 3 Сотрудников: 2 Площадь (м²): 800 Станков: 10
Подробнее о предприятии

ООО «АВЕА Технолоджи»
Московская обл., г. Москва, ул. Годовикова, д. 9, стр. 1
Рейтинг по отзывам:
(0.0)
Стаж (лет): 9 Сотрудников: 62 Площадь (м²): 1700 Станков: 21
Подробнее о предприятии

ООО «Торг-Комс»
Московская обл., Люберецкий район, п. Красково, ул. 2-я Заводская, д. 2
Рейтинг по отзывам:
(0.0)
Стаж (лет): 8 Сотрудников: 20 Площадь (м²): 100 Станков: 17
Подробнее о предприятии
ООО «Металл-деталь»
Московская обл., г. Москва, Батюнинский проезд, стр. 11
Рейтинг по отзывам:
(0.0)
Стаж (лет): 108 Сотрудников: 13 Площадь (м²): 500 Станков: 16
Подробнее о предприятии

ООО «Эквант»
Московская обл., г. Протвино, ул. Железнодорожная, д. 20
Рейтинг по отзывам:
(0.0)
Стаж (лет): 13 Сотрудников: ? Площадь (м²): 660 Станков: 11
Подробнее о предприятии
ООО «АМФОЛИТ»
Московская обл., г. Королёв, ул. Советская, д. 27
Рейтинг по отзывам:
(0.0)
Стаж (лет): 2 Сотрудников: ? Площадь (м²): ? Станков: ?
Подробнее о предприятии

ООО «Рэндматес»
Московская обл., г. Москва, 2-я ул. Энтузиастов, д. 5, корп. 1
Рейтинг по отзывам:
(0.0)
Стаж (лет): 10 Сотрудников: ? Площадь (м²): 369 Станков: 24
Подробнее о предприятии

ООО «ЗСШМ «МЕТАР»
Московская обл., г. Дмитров, ул. Профессиональная, д. 169
Рейтинг по отзывам:
(0.0)
Стаж (лет): 5 Сотрудников: 25 Площадь (м²): ? Станков: 26
Подробнее о предприятии
«Не нашли подходящего исполнителя? Разместите заказна портале и получайте предложения от предприятий уже сегодня.Это бесплатно и не займет много времени»
Разместить заказ
Наполнители для галтовки
От типа наполнителя напрямую зависит степень конечной обработки, будь то полировка или шлифовка материала. Наполнитель для галтовки подбирается в соответствии с определенными требованиями
В первую очередь нужно обращать внимание на следующие факторы:
- Тип материала.
В зависимости от типа используемой детали абразив для галтовки из керамики, дерева, фарфора пластика, песка, стекла или даже скорлупы ореха.
- Размер материала для галтовки. Размер должен быть подобран таким образом, чтобы шарики могли проникнуть в небольшие отверстия, углубления и других труднодоступных местах детали, при этом не застревая в них.
- Подбор формы абразивного тела. От формы тела зависит степень и качество обработки. В зависимости от целей может быть выбрана форма призмы, которая позволяет качественно избавиться от заусенцев, скругления краев и первичной шлифовки, конуса – для полировки и сглаживания ровных поверхностей, а также шарика – для обработки изделий сложной формы.
- Выбор абразива исходя из требуемых абразивных свойств. Степень обработки может быть разной, от первичной шлифовки для удаления больших трещин и заусенцев, до полировки, для придания гладкой блестящей поверхности. Например, керамические наполнители для галтовки отлично подходят для грубой обработки и снятия большого слоя.
На сегодняшний день рынок предлагает огромный ассортимент абразивных материалов как отечественного, так и импортного производства. Стоит отметить, что качество наполнителя практически не разнится в зависимости от производителя. Поэтому можно не переплачивать при покупке наполнителя. Учитывать производителя можно только при выборе пластика, так как от качества исходного сырья зависят эксплуатационные характеристики и срок эксплуатации.
Если галтовочное оборудование планируется использовать для домашних целей и обработки простых металлических деталей, не обязательно приобретать заводской наполнитель. В зависимости от целей обработки могут использоваться подручные материалы, такие как галька, мелко битое стекло или остатки битой керамической посуды. Для небольшого оборудования будет достаточно 10 л такого наполнителя, который можно использовать неоднократно.
При правильной эксплуатации галтовочного оборудования и подбора соответствующего наполнителя, можно добиться качественной обработки заготовок. Эффективность галтовки значительно превышает эффективность ручной обработки.
Назначение галтовки металла
Как упоминалось выше, галтовка металла позволяет убрать с поверхности изделий такие дефекты:
- острые края при штамповке изделий из листового металла;
- заусенцы, образованные во время резки заготовок либо токарной обработки;
- окалину после сварочных работ или резки металла;
- остатки облоя с деталей, выполненных методом литья.
Кроме этого, галтовкой эффективно добиваются полирования изделий до состояния зеркальной поверхности. К деталям, которые были подвержены галтованию, можно дальше применять гальваническую обработку либо окрашивание порошковыми смесями.
Какие металлы можно подвергать галтовке:
- сплавы специального назначения;
- металл черный;
- стали конструкционные;
- сплавы нержавеющие AISI;
- материалы титановые;
- алюминий и его сплавы;
- медь и сплавы на основе меди;
- серебряные изделия.
Наполнители для галтовки
От типа наполнителя напрямую зависит степень конечной обработки, будь то полировка или шлифовка материала. Наполнитель для галтовки подбирается в соответствии с определенными требованиями
В первую очередь нужно обращать внимание на следующие факторы:
В зависимости от типа используемой детали абразив для галтовки из керамики, дерева, фарфора пластика, песка, стекла или даже скорлупы ореха.
- Размер материала для галтовки. Размер должен быть подобран таким образом, чтобы шарики могли проникнуть в небольшие отверстия, углубления и других труднодоступных местах детали, при этом не застревая в них.
- Подбор формы абразивного тела. От формы тела зависит степень и качество обработки. В зависимости от целей может быть выбрана форма призмы, которая позволяет качественно избавиться от заусенцев, скругления краев и первичной шлифовки, конуса – для полировки и сглаживания ровных поверхностей, а также шарика – для обработки изделий сложной формы.
- Выбор абразива исходя из требуемых абразивных свойств. Степень обработки может быть разной, от первичной шлифовки для удаления больших трещин и заусенцев, до полировки, для придания гладкой блестящей поверхности. Например, керамические наполнители для галтовки отлично подходят для грубой обработки и снятия большого слоя.










На сегодняшний день рынок предлагает огромный ассортимент абразивных материалов как отечественного, так и импортного производства. Стоит отметить, что качество наполнителя практически не разнится в зависимости от производителя. Поэтому можно не переплачивать при покупке наполнителя. Учитывать производителя можно только при выборе пластика, так как от качества исходного сырья зависят эксплуатационные характеристики и срок эксплуатации.
Если галтовочное оборудование планируется использовать для домашних целей и обработки простых металлических деталей, не обязательно приобретать заводской наполнитель. В зависимости от целей обработки могут использоваться подручные материалы, такие как галька, мелко битое стекло или остатки битой керамической посуды. Для небольшого оборудования будет достаточно 10 л такого наполнителя, который можно использовать неоднократно.
При правильной эксплуатации галтовочного оборудования и подбора соответствующего наполнителя, можно добиться качественной обработки заготовок. Эффективность галтовки значительно превышает эффективность ручной обработки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Применяется для сухой обработки изделий из драгоценных металлов в галтовках любого типа. Без пропитки пастой. Перед использованием необходимо добавить полировальную или шлифовальную пасту.
Дозировка пасты – 2-3 чайных ложки (в зависимости от операции) на каждые 5 кг наполнителя. Материал – ореховая скорлупа. Размер гранул – 2,4-4,0 мм.
Цена за 100 грамм.
- На складе 65.00
Галтовка камня в домашних условиях
Шлифовку камней в домашних условиях и без специального оборудования выполнить практически невозможно. Для единичной галтовки можно использовать некоторые подручные средства, однако качество работы не сравнится с экземплярами, обработанными на профессиональном оборудовании.
Галтовка камня с помощью бетономешалки
Для очистки камней от грязи и грубой шлифовки в домашних условиях можно использовать бетономешалку. Для этого образцы, подлежащие обработке, помещают в бетономешалку, добавляют в нее абразивный наполнитель или моющее средство и включают на определенной скорости. Целесообразно предварительно соорудить крышку для закрытия окна барабана.
Таким способом можно галтовать камни средней и крупной величины. Небольшие образцы будет сложно отделить от абразивного наполнителя, при этом существует большая вероятность их повреждения.
Станок для галтовки камня в домашних условиях
В случае регулярной потребности галтовки камней в домашних условиях можно соорудить специальный станок. Для этого потребуется небольшая цилиндрическая емкость с крышкой, электромотор (можно взять с вентилятора или старой стиральной машины) и небольшой вал, который будет приводить в действие самодельный барабан. Также в качестве электропривода можно использовать вал наждачного станка с регулируемой скоростью, на который насаживается абразивный круг.
В емкость, которая закрепляется на станке, помещается небольшое количество камней и абразивного материала. После включения самодельной установки осуществляется притирка камней с абразивным наполнителем.
Галтовка камня вручную
Камни с высоким показателем хрупкости и мягкости можно обработать в домашних условиях вручную. Для этого потребуется емкость с водой, металлическая пластина размером 20х10 см и мелкозернистая наждачная бумага.
Наждачной бумагой оборачивают металлическую пластину, после чего окунают ее в воду. Берут в руки камень и попеременно стачивают о наждачную бумагу все его грани до тех пор, пока они приобретут округлую форму. Периодически наждачную бумагу необходимо смачивать в воде.
Этим методом невозможно обработать большое количество камней, при этом качество оставляет желать лучшего.
Российский производитель галтовочных барабанов!
Галтовочные барабаны производства «Кубаньжелдормаш» — это качество, надёжность и низкие цены от завода-изготовителя. Наше предприятие является лидером в России по производству и изготовлению профессионального оборудования для обработки металла.
Если Вы хотите купить по-настоящему качественный галтовочный барабан, который будет долго и точно работать на протяжении десятилетий.
Читать также: Насадка на двигатель от стиральной машины
Машиностроительные традиции, качество, гарантийное и послегарантийное обслуживание, оперативная поставка запасных частей, положительные отзывы заказчиков о наших галтовочных барабанах, лучшие цены на рынке нового оборудования, всё это делает АО «Кубаньжелдормаш» лучшим поставщиком галтовочных барабанов в России!
Виды и технологии галтовки
Галтовка камня производится несколькими способами с учетом характеристики природного минерала, метода его обработки и крепления, а также типа перемешивания и используемого абразивного наполнителя. Существует несколько видов оборудования, предназначенного для галтовки камней.
Галтовочный барабан
Галтовочный барабан
Установка самого примитивного типа, имеющая вид барабана цилиндрической или шестиугольной призматической формы. Машина может иметь различные габариты и использоваться как в крупносерийном производстве, так и частными ювелирами.
Установка проста в эксплуатации, приводится в действие с помощью электропривода. В нее загружается абразивный наполнитель, который за счет высоких скоростных оборотов барабана шлифует камни.
Несмотря на простоту использования, галтовочный барабан имеет некоторые недостатки:
- в нем сложно практически невозможно выполнить равномерную шлифовку камней сложной формы и деликатную отделку мелких образцов;
- конструкция барабана не позволяет наблюдать за процессом галтовки;
- машина издает много шума, что требует обустройства шумоизоляции.
Галтовочная вибромашина
Галтовочная вибромашина
Оборудование также имеет вид барабана, который приводится в действие виброприводом. В барабан помещаются камни и абразивная смесь, допускается также использование жидких составов для обработки «мокрым» методом.
При запуске машины возникают не вращательные, а колебательные движения, содержимое барабана начинает перемещаться внутри в определенном порядке и скорости. В результате этого верхний слой камня деликатно снимается, поверхность шлифуется и полируется.
За счет универсальности и мягкости обработки, а также возможности наблюдать за каждым этапом обработки этот тип установки используется большинством ювелирных мастеров.
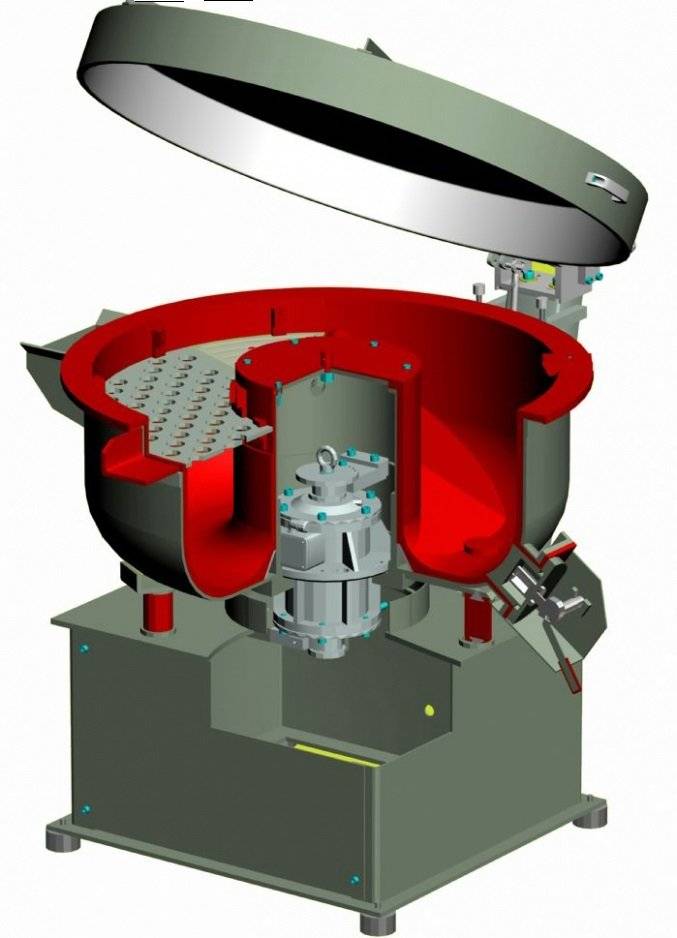
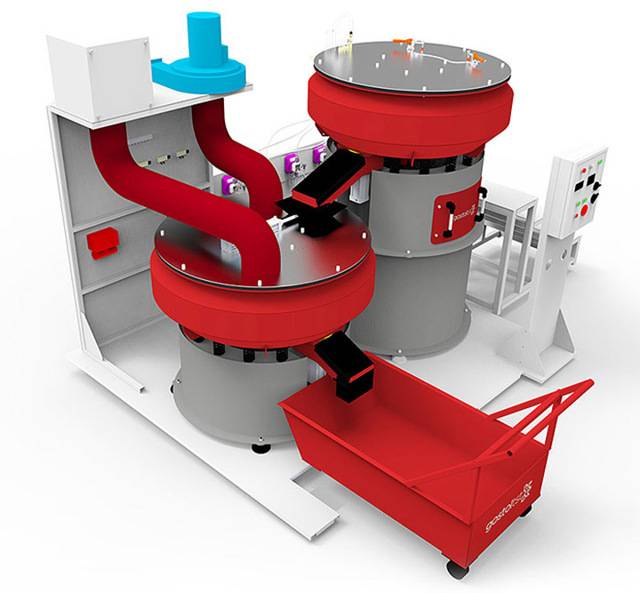
Ротационная машина центробежного типа
Галтовка центробежная
Один из самых распространенных типов галтовочного оборудования, в которой галтовочная смесь и обрабатываемые камни приводятся в движение лопастями. Барабан, зафиксированный неподвижно в вертикальном положении, внутри оборудован вращающимся поддоном и лопастями. После загрузки камней и абразивного наполнителя машина включается и поддон с лопастями приводятся в движение.
Преимущества этого типа машины заключается в:
- высокой производительности;
- качестве финишной обработки;
- возможности регулировки скорости вращения поддона;
- возможности шлифовки крупных партий камней.
Наряду с преимуществами у этой машины существуют и недостатки. К их числу относят невозможность обработки крупных камней, малую износостойкость внутренней части отсека и высокую стоимость оборудования.
Галтовочная «буксирная» установка
Буксирная галтовка
Оборудование не предназначено для обработки крупных партий камней, поэтому используется редко. С помощью установки шлифуются и полируются изделия единичного производства, требующие высокого качества финишной обработки.
Камень, подлежащий обработке, фиксируют на шпинделе, который затем приводят в движение и опускают в емкость с абразивным наполнителем. В результате этого за короткий период времени с поверхности камня снимает его тонкий слой.
Галтовка: особенности обработки металлоизделий
Как правило, для галтовки в колоколах используют частоту 10-50 об/мин., в барабанах – 20-60 об/мин. Барабанам, в которых осуществляется галтовка, присуща шестигранная либо восьмигранная форма. Также такое оборудование характеризуется наличием крышки. Для изготовления используется листовая сталь. Повышению качества перемешивания сопутствует наличие внутри продольных уголков. Также этого добиваются посредством вращения вокруг наклонной оси. Оборудование, изготовленное из стали, внутри футируют следующими материалами:
- пластмассами;
- резиной;
- деревом.
Колокол, в котором производится галтовка, изготавливают из листовой стали толщиной 3 мм. В данном оборудовании для удаления дефектов с поверхности металлоизделий используются следующие материалы:
- наждак;
- кварцевый песок;
- мраморный и фарфоровый бой;
- призмы из керамики.