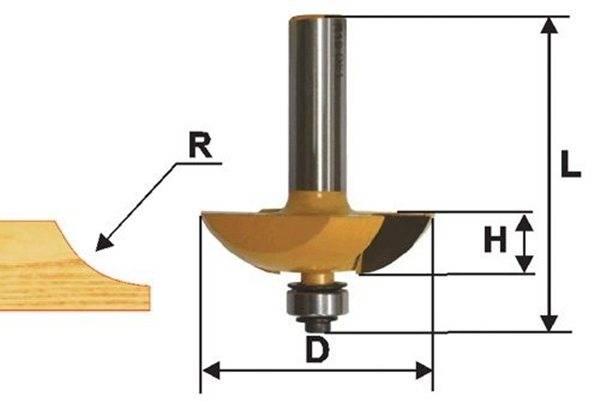
Фрезы фигирейные
Востребован для неординарной, художественной работы. Есть обязательно подшипник, который эффективен с фигурными и прямыми деталями.
Фигирейные горизонтальные
Филенка — трудный в получении тип поверхности. Используются производственные фигирейные вариации, снимающие ограничения вставок. Опорный подшипник дает преимущество, так как препятствуют смещению.
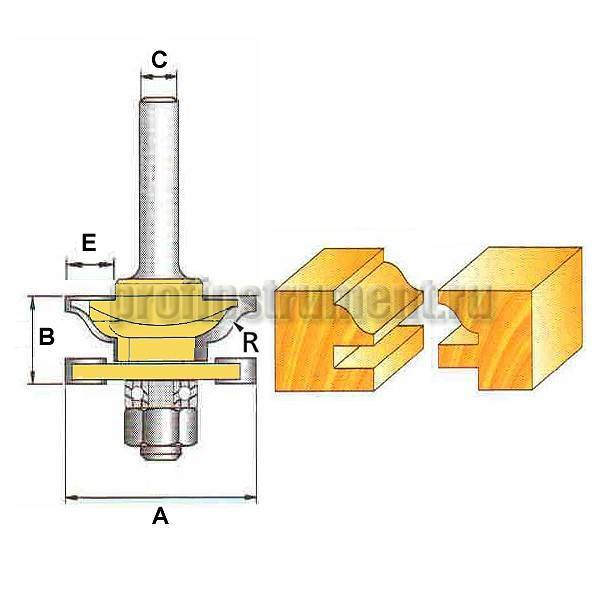
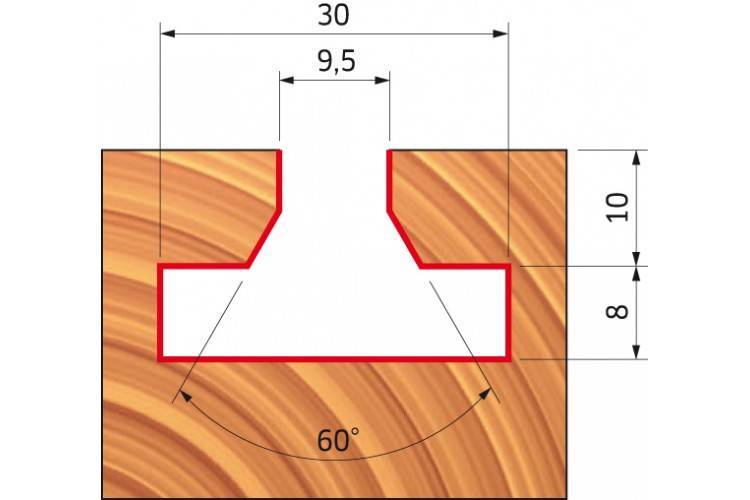
Фигирейные вертикальные
Универсальные инструменты, позволяющие выполнить плинтуса. Ширина и глубина определяется настройками оборудования.
Концевые выполняются с поводком. Оснастка не требуется.

Дисковые фрезы
Их нечасто применяют при работе с деревянным сырьем. Предназначение — металл. Происходит распилка. Если поверхностность угловая, то выполняет роль шлифовки. Отдельно отмечают мастера качество и остроту дуг.

Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Червячная фреза по металлу и ее особенности
Кроме вышеперечисленных режущих насадок выпускаются и другие, о которых также будет полезно знать всем, чья деятельность связана с обработкой металла.
Червячные — имеет вид цилиндрического основания с большим количеством зубьев. Эти зубья имеют разную конструкцию, что позволяет применять оснастку для выполнения соответствующих работ. Червячные фрезы в виде зубчатого колеса служат для обрабатывания заготовок путем обката, что достигается при помощи точечного касания заготовки. Устройства классифицируются на виды по разным признакам — цельные и сборные, правые и левые, одно и многозаходные, а также с шлифованными зубьями и нешлифованными.
Одно и многозаходные образцы отличаются тем, что первый вариант позволяет деталь только один заход, а второй отличается от него высокой производительностью. Только это не значит, что многозаходные являются более точными, так как с каждым последующим проходом уменьшается точность. Многозаходные используются для проведения черновой обработки.
Червячные фрезы с шлифованными и нешлифованными зубьями также отличаются, как и одно и многозаходные. Оснастка с шлифованным зубом отличается высоким классом обработки, и служат они преимущественно для обрабатывания нарезаемых поверхностей. Если точность выполнения работ не важна, тогда используются устройства с нешлифованными зубцами.
https://youtube.com/watch?v=vTNTyuJM_rI%3F
Цельные и сборные отличаются возможностью отсоединения от хвостовика. Цельные представляют собой единичную деталь, в то время как сборные состоят из двух частей.
Геометрические параметры
Совместимость фрезера или станка с конкретным фрезом определяется геометрическим параметрами. В частности, размер хвостика влияет на то, сможет ли установится цанговый зажим. Цанги используются с диаметром в миллиметрах 6,12 или 18. Определяется это сугубо индивидуально, иногда мастера даже слегка подстраивают инструменты, если наблюдается колебание даже в десятой части.
Внимательно следите за тем, чтоб не допустить использования инструментов и фрез, не рассчитанных на работу друг с другом. В частности, не допускается монтировать в дюймовую цангу фрезы с миллиметровым хвостиком и наоборот. Прибор может заработать и вам сначала будет казаться, что все нормально. Но в конечном итоге он поломает инструмент.
Также внимание обратите на способ установки, а точнее на то, насколько он комплектуется с исходным. Предназначаются:
- насадочного типа фрезы для шпинделя стационарного прибора 32 миллиметра;
- пальчиковые с диаметром от 6 миллиметров.
Несоответствие характеристик приведет к поломке инструментария.
Диаметр и размер хвостовика
Хвостик используется для фиксации оборудования. Выполняется:
- конический;
- цилиндрический;
- с лыской для избегания проскальзывания.
Монтируется подшипник, который выступает в роли упора — его легко заменяют в процессе износа. Диаметр может достигать 6 до 12 миллиметров — подбирается индивидуально для конкретной модели.

Материал лезвий
Насадки выполнятся из теодолитных или сборных конструкций. Выделяют фрезы из:
- быстрорежущей стали HSS;
- твердосплавных пластин НМ.
Первые действенные на мягкие породы, вторые — твердые.
Расположение режущих элементов
Конструкции могут располагаться по-разному:
- вертикальные;
- наклонные.
Конечно, меняется диаметр насадки, что позволяет делать разные отверстия, форма заточки, то есть самого инструмента в наклонных, что влияет на возможности поверхностной работы. В продаже сейчас встречаются многочисленные фрезы для ручного прибора, позволяющие проводить целый комплекс работ по дереву.
Как заточить фрезу в домашних условиях
Заточка фрезы должна проводиться только после полного удаления нагара и загрязнений с ее корпуса и режущих элементов. Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже).
Нанесите средство на режущие части оснастки и подождите несколько минут, чтобы оно растворило нагар. Затем следует взять обычную зубную щетку и тщательно очистить лезвия от оставшихся загрязнений. После очистки можно приступать к самому процессу заточки. Для проведения данной операции в домашних условиях предварительно потребуется приобрести комплект алмазных брусков, отличающихся зернистостью.
Для грубой заточки применяют бруски с более крупным зерном. Но процесс правки лезвий должен всегда завершаться полировкой самым мелким абразивом.
Чтобы заточить фрезу, выполните следующие действия:
- разместите брусок на краю стола и смочите его водой. Если потребуется, зафиксируйте приспособление;
- уложите оснастку на брусок так, чтобы ее режущая кромка соприкасалась с бруском по всей длине;
- водите фрезой по наждаку плавными движениями с одинаковой силой нажима, периодически смачивая его водой;
- делайте одинаковое количество движений для каждого лезвия оснастки, чтобы стачивание кромок происходило равномерно.
Конечно же, если есть такая возможность, фрезу лучше сдать на заточку в специализированную мастерскую, где ее восстановят на точном оборудовании. Эта процедура стоит недорого, если сравнивать со стоимостью алмазных брусков.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
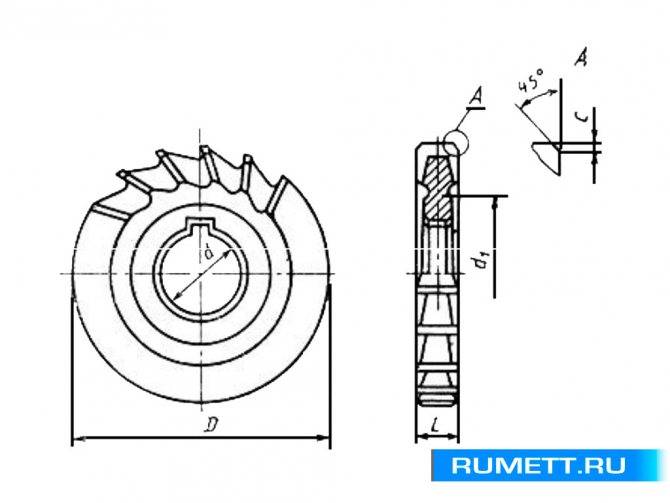
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
В корзине нет товаров В корзине нет товаров
+7(495)105-59-19
Русский Металл
RUMETT
»Инструмент »Режущий инструмент »Фрезы »Фрезы дисковые 3-х сторонние
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5 тип 1 (прямые зубья) производится по ГОСТ 28527-90, она предназначена для обработки пазов общего назначения и шпоночных пазов. Диаметр фрезы (D) 100 мм, ширина фрезы (L) 16 мм (поле допуска k11 — фреза общего назначения), посадочный диаметр 32 мм. Изготовлена из быстрорежущей стали Р6М5 и предназначена для обработки конструкционной стали и чугуна. Пример маркировки — фреза 2240-0214 Р6М5 ГОСТ 28527-90. |
Свойства и характеристики
| Диаметр фрезы (D), мм | 100 |
| Число зубьев, Z | 20 |
| Ширина (L), мм | 16 |
| d, посадочный диаметр (мм) | 32 |
| Обрабатываемый материал | конструкционная сталь и чугун |
| Номер по ГОСТ | 2240-0214 |
| Тип | тип 1 (прямые зубья) |
| Материал | Р6М5 (HSS) |
| ГОСТ | 28527-90 |
Связаные товары и скидки
ОбъявленияПоиск надежного поставщика металлопрокатаДействует до 28 февраля 2020гКупим паронит листовой любого размера толщиной 1,5 — 2 и 3 ммДействует до 31 декабря 2020г
RUMETT
Приглашаем партнёров к размещению товаров и услуг
- Спецразделы
- Горячие ссылки
- Услуги
- Для справки
Регионы поставки товаров: Россия, Казахстан, Беларусь, Молдова, страны Евросоюза. Монтажные работы только на территории РФ. Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ. Окончательные цены и условия указывает менеджер в выставляемом счет-договоре поставки в соответствии с ст. 506 ГК РФ.
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
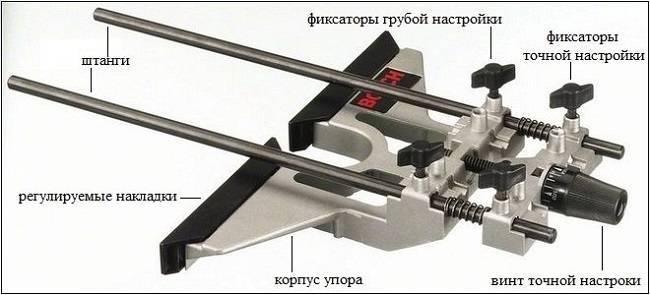
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.

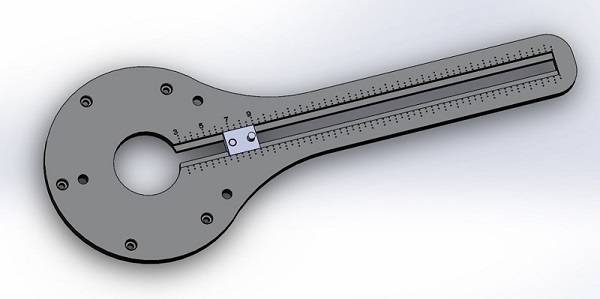
Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.

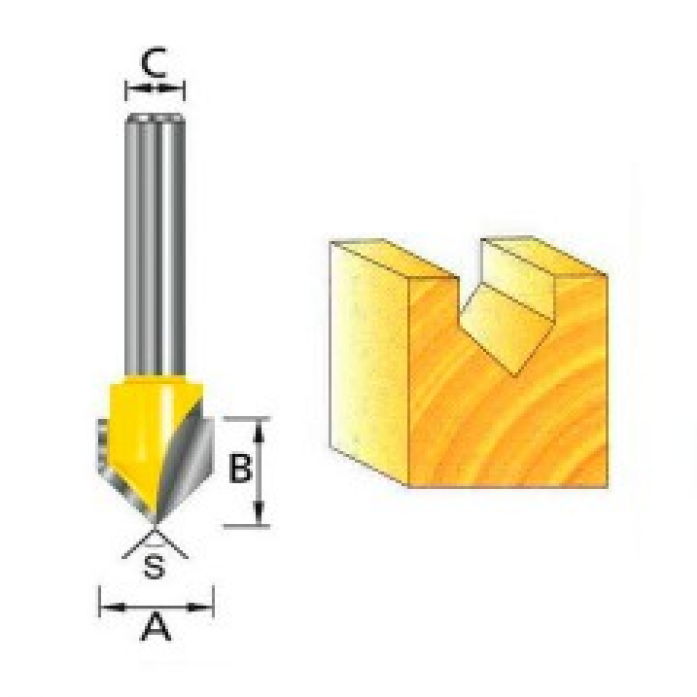
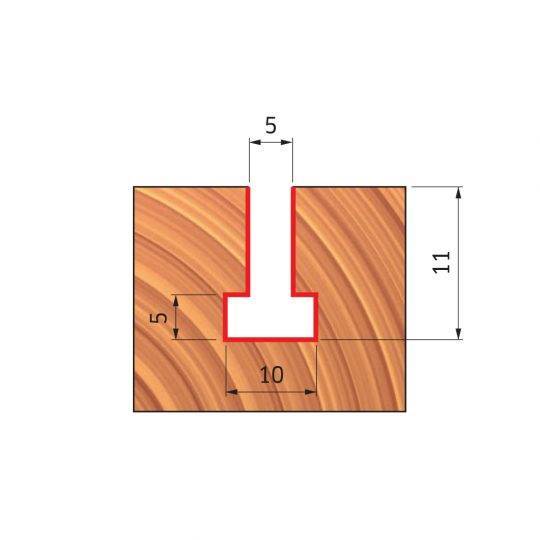
Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.

Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.
Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).

Работает копир следующим образом:
- заготовка укладывается под установленный в пантографе агрегат;
- на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
- указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
- все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
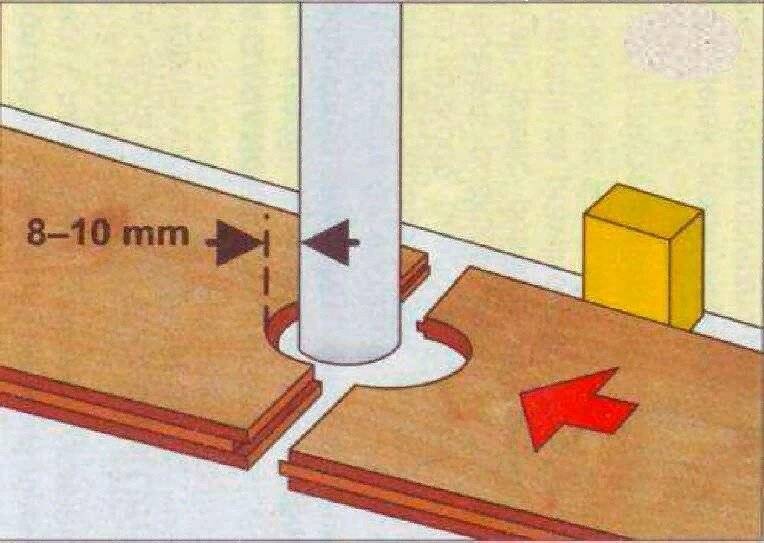
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.


Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).

Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.

Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.

Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.


Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.

Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.

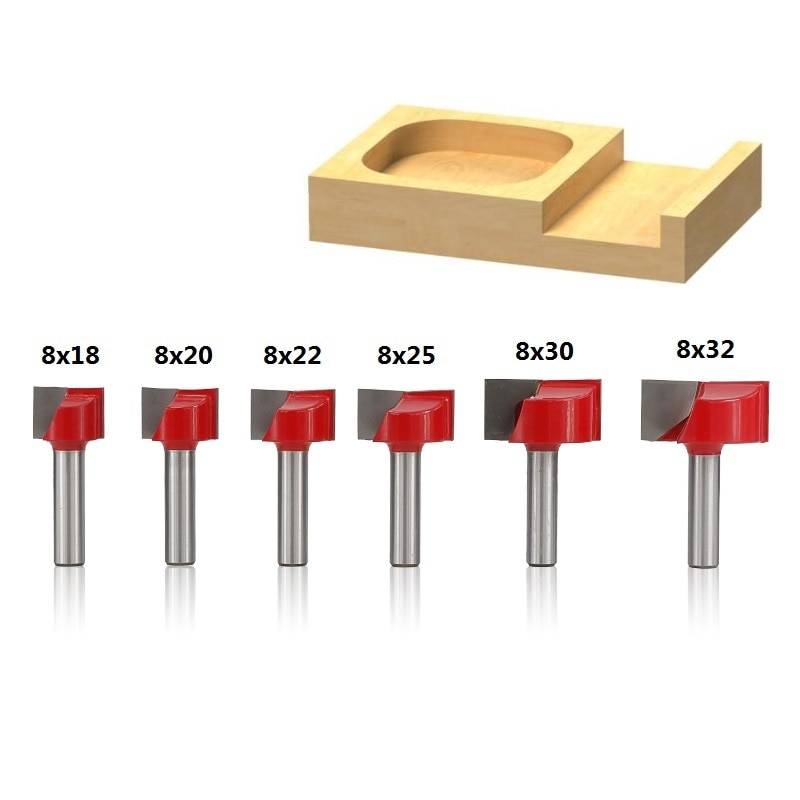
Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.
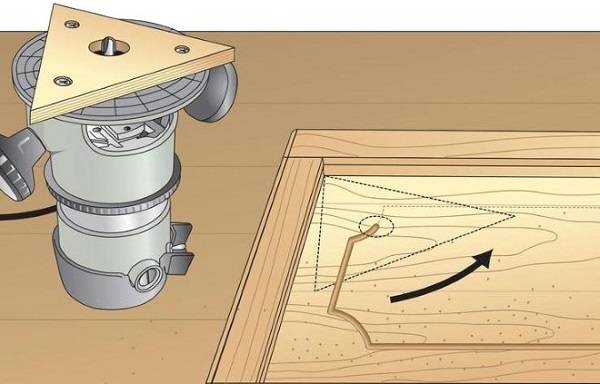
Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.
Как сделать своими руками?
Изготовление фрезы своими руками возможно только в том случае, если вы имеете навык работы с металлом, и у вас есть доступ к специальному токарному инструменту. В домашних условиях изготовление фрез с для работы по металлу ограничивается изменением диаметра режущей части или перешлифовкой лезвия. Любое более глубокое вмешательство требует применения промышленного оборудования, поскольку в этом случае придется выполнить такие сложные процедуры, как:



- отпуск металла;
- придание формы, заточка и затылование на станке;
- закалка фрезы.
Для выполнения таких работ требуется профессиональная подготовка и навыки подобных работ, мало кто из домашних мастеров соответствует этим требованиям. Поэтому в быту обычно ограничиваются только самыми доступными процедурами, предполагающими изменение исходного состояния заготовки.
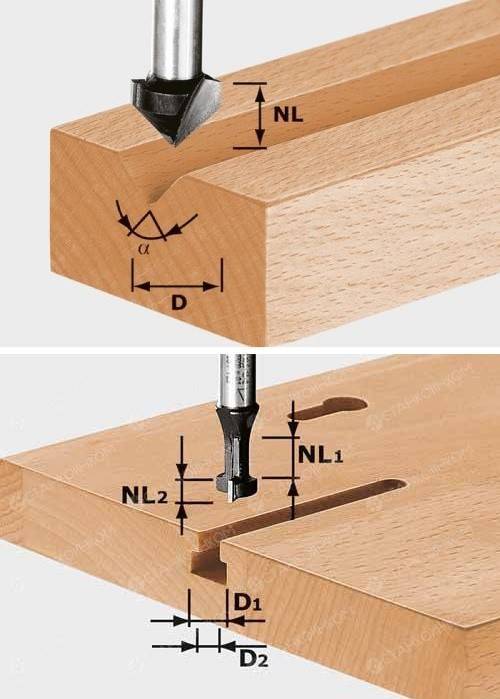
Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
Отверстия под резьбу для резьбофрезерования
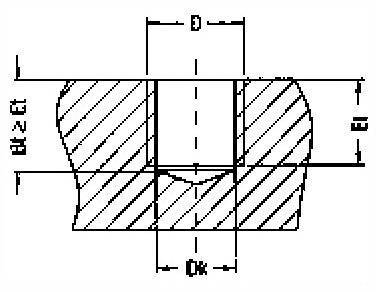
Отверстия под резьбу
| M | MF | G | Pg | UNC | UNF | UNEF | UN | ||||
| D | Dk | D | Dk | D | Dk | D | Dk | D | Dk | D | Dk |
| 2 | 1,6 | 1/16 | 6,7 | 7 | 11,3 | Nr. 1 | 1,5 | Nr. 0 | 1,3 | 1/4 | 5,6 |
| 3 | 2,5 | 1/8 | 8,7 | 9 | 14,0 | Nr. 2 | 1,8 | Nr. 1 | 1,6 | 5/16 | 7,1 |
| 3,5 | 2,9 | 1/4 | 11,7 | 11 | 17,3 | Nr. 3 | 2,1 | Nr. 2 | 1,9 | 3/8 | 8,7 |
| 4 | 3,3 | 3/8 | 15,2 | 13,5 | 19,1 | Nr. 4 | 2,3 | Nr. 3 | 2,1 | 7/16 | 10,2 |
| 5 | 4,2 | 1/2 | 18,9 | 16 | 21,2 | Nr. 5 | 2,6 | Nr. 4 | 2,4 | 1/2 | 11,8 |
| 6 | 5,0 | 5/8 | 21,0 | 21 | 26,9 | Nr. 6 | 2,8 | Nr. 5 | 2,7 | 9/16 | 13,2 |
| 7 | 6,0 | 3/4 | 24,5 | 29 | 35,6 | Nr. 8 | 3,4 | Nr. 6 | 2,9 | 5/8 | 14,8 |
| 8 | 6,8 | 7/8 | 28,2 | 36 | 45,6 | Nr. 10 | 3,8 | Nr. 8 | 3,5 | 11/16 | 16,4 |
| 9 | 7,8 | 1 | 30,6 | 42 | 52,6 | Nr. 12 | 4,5 | Nr. 10 | 4,1 | 3/4 | 17,8 |
| 10 | 8,5 | 1 1/8 | 35,3 | 48 | 57,9 | 1/4 | 5,1 | Nr. 12 | 4,6 | 7/8 | 20,9 |
| 11 | 9,5 | 1 1/4 | 39,2 | 5/16 | 6,4 | 1/4 | 5,5 | 24,2 | |||
| 12 | 10,2 | 1 3/8 | 41,9 | 3/8 | 7,8 | 5/16 | 6,8 | ||||
| 14 | 12,0 | 1 1/2 | 45,2 | 7/16 | 9,2 | 3/8 | 8,5 | ||||
| 16 | 14,0 | 1 3/4 | 51,3 | 1/2 | 10,6 | 7/16 | 9,7 | ||||
| 18 | 15,5 | 2 | 57,0 | 9/16 | 12,2 | 1/2 | 11,3 | ||||
| 20 | 17,5 | 2 1/4 | 63,1 | 5/8 | 13,4 | 9/16 | 12,8 | ||||
| 22 | 19,5 | 2 1/2 | 72,6 | 3/4 | 16,6 | 5/8 | 14,4 | ||||
| 24 | 21,0 | 2 3/4 | 79,1 | 7/8 | 19,5 | 3/4 | 17,5 | ||||
| 27 | 24,0 | 3 | 85,5 | 1 | 22,3 | 7/8 | 20,5 | ||||
| 30 | 26,5 | 3 1/4 | 91,5 | 1 1/8 | 25,0 | 1 | 23,2 | ||||
| 33 | 29,5 | 3 1/2 | 97,7 | 1 1/4 | 28,2 | 1 1/8 | 26,5 | ||||
| 36 | 32,0 | 1 3/8 | 30,7 | 1 1/4 | 29,7 | ||||||
| 39 | 35,0 | 1 1/2 | 34,0 | 1 3/8 | 33,0 | ||||||
| 42 | 37,5 | 1 3/4 | 39,5 | 1 1/2 | 36,0 | ||||||
| 45 | 40,5 | 2 | 45,0 | ||||||||
| 48 | 43,0 | ||||||||||
| 52 | 47,0 | ||||||||||
| 56 | 50,5 | ||||||||||
| 60 | 54,5 | ||||||||||
| 64 | 58,0 |
D — номинальный диаметр
Dk — диаметр сверления
Диаметр отверстия под резьбу для резьбы M 17 х 1,5
Формула: Диаметр сверления = Номинальный диаметр — Шаг 17-1,5=15,5
Пример для вычисления (резьба UN):
Диаметр отверстия под резьбу для резьбы UN 2″-8
Формула: Диаметр сверления = Номинальный диаметр — Шаг 50,8-3,175=47,7