
Дополнительные аксессуары для электромуфтового аппарата.
Позиционеры.
Очень часто соблюдение соосности труб при сварке с помощью электромуфт является не простой задачей. Что отрицательно сказывается на дальнейшем монтаже системы в целом, так и на качестве сварных соединений. Мы рекомендует приобретать дополнительно позиционеры для фиксации труб:

Позиционеры позволяют получать отличный профессиональный результат (соосность) при сварке труб при минимальных затратах сил и времени.
Рекомендуем следующие наиболее популярные позиционеры:
- Позиционер Ritmo UNIVERSAL ALIGNER 63 (от D 20 до D 63 мм)
- Позиционер Ritmo UNIVERSAL ALIGNER 160 Light с сумкой для транспортировки (от D 63 до D 160 мм)
- Позиционер Ritmo Aligners 500 (125-500 мм) 2 Оси
- Позиционер Ritmo Aligners 500 (125-500 мм) 3 Оси
- Двойной позиционер Rothenberger на D63 мм
- Двойной позиционер Rothenberger на D90 мм
- Двойной позиционер Rothenberger на D110 мм
- Двойной позиционер Rothenberger на D160 мм
- Двойной позиционер Rothenberger на D225 мм
Turbo насадки для обработки пластиковых труб.
Лучше 1 раз увидеть, чем 100 раз услышать: Уникальные патентованные насадки для торцевания и снятия оксидного слоя !!
- Ritmo TURBO 20 мм
- Ritmo TURBO 25 мм
- Ritmo TURBO 32 мм
- Ritmo TURBO 40 мм
- Ritmo TURBO 50 мм
- Ritmo TURBO 63 мм
Скребки для снятия оксидного слоя.
Снимать оксидный слой надо обязательно перед электромуфтовой сваркой. Иначе мы не получим качественного сварного соединения. Для малых диаметром удобно применять Turbo насадки. А для больших мы рекомендуем специальные скребки. И опять небольшой фильм для демонстрации:
- Скребок для удаления оксидного слоя RTC 160 (от D 50 до D 160 мм)
- Скребок для удаления оксидного слоя RTC 315 (от D 75 до D 315 мм)
- Сребкок для удаления оксидного слоя RTC 710 (от D 355 до D 710 мм)
В наличие также есть сребки серии Ritmo PS:
- Скребок для удаления оксидного слоя PS 180 (от D 75 до D 180 мм)
- Скребок для удаления оксидного слоя PS 400 (от D 125 до D 400 мм)
Подготовка фитинга и сварочной насадки
Прежде, чем начать соединение, нужно провести некоторые предварительные работы.
- Обрезка трубы специальными ножницами до нужного размера. Выполнить эту операцию необходимо так, чтобы сечение среза было строго перпендикулярным продольной оси трубы.
- Очистка поверхностей, подвергаемых сварке полиэтиленовых частей. Чтобы исключить дополнительное охлаждение, свободные концы труб закрываются пробками.
- Очистка поверхности сварочной насадки от остатков ранее выполненной работы.
Проделав эти подготовительные операции, нагрейте насадку до сварочной температуры. О том, что значение этого параметра достигло необходимой величины, вам просигнализирует индикатор, который установлен на корпусе паяльника.

Для труб ПНД существуют фитинги разной формы и назначения
Полиэтиленовая труба вставляется в гильзу до упора, и фитинг надевают (тоже до упора!) на дорн. Из-за разницы в диаметрах выполнение этих действий потребует от вас приложения определённых усилий. Делать всё нужно быстро, но аккуратно. Ниже приведена таблица времени сварки. В ней содержатся данные о трубах с наиболее востребованными наружными диаметрами.
Таблица 1
| Dнар., мм | Tнагр. секунды | Tсоед., секунды | Tохлажд., минуты |
| 16 | 5 | 4 | 2 |
| 25 | 7 | ||
| 40 | 12 | 6 | 4 |
| 50 | 18 | ||
| 75 | 30 | 10 | 8 |
Здесь: Dнар – наружный диаметр, Tнагр – время нагрева, Tсоед. – время соединения, Tохлажд. – время охлаждения.
Во время ввода трубы и надевания фитинга до упора, избыточный слой их поверхностей расплавляется и выдавливается наружу. В результате на кромках свариваемых деталей формируется так называемый грат – кольцевой валик.
В момент, когда фитинг и труба достигнут упора, надавливание следует прекратить
Это очень важное требование. Его невыполнение приведёт к тому, что соединение будет неудачным. И полагаться на то, что увеличение сопротивляемости продвижению деталей просигнализирует о достижении упора, особо не стоит
Из-за оплавления материала оно возрастет незначительно, и вы его можете не заметить
И полагаться на то, что увеличение сопротивляемости продвижению деталей просигнализирует о достижении упора, особо не стоит. Из-за оплавления материала оно возрастет незначительно, и вы его можете не заметить.
Заключительный этап представляемой методики, как сваривать трубу ПНД своими руками муфтовым способом, очень важен. Спустя несколько секунд после того, как упор будет достигнут, снимите детали с насадки. Затем вставьте трубу в фитинг так, чтобы она упёрлась в кольцевой валик. Получившуюся сплошную деталь до момента её остывания не подвергайте ударам и прочим резким воздействиям.
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
В процессе реализации подготовительных мероприятий потребуется зачистить поверхности стыкуемых заготовок. С них убирают оксидный слой и грязь. Для этого можно использовать нож, скребок или специальное механизированное приспособление. Его стоимость довольно значительна, однако, когда требуется соединить трубы большого диаметра, одним ножом управиться достаточно проблематично. Одевают муфту при помощи специального позиционера, который гарантирует правильность положения всех соединяемых частей. Для сглаживания некоторой овальности изделия применяют специальную округляющую накладку. Процедура обезжиривания является обязательной для всех свариваемых поверхностей. Это касается как внутренних, так и наружных полостей трубы. В случае дождя или снега на улице нужно переместить все составные части, трубы и муфты под навес, после чего продолжить сварочные работы уже в укрытии. Это правило является обязательным к исполнению: в противном случае, достичь надежного соединения вряд ли удастся. По окончанию подготовительных мероприятий начинают сварку полиэтиленовых труб. Электромуфту следует поместить на конец одной заготовки: для совмещения торцов трубы и муфты применяется обычный молоток. Далее конец второй трубы оснащается пометкой, до ее половины. При совмещении торцов соединяемых труб соблюдают соосность. Муфту же следует надеть до нанесенной пометки. Для зажимания проводов сварочного аппарата на муфте имеются клеммы. Сам процесс сваривания реализуется автоматически. На современных сварочных аппаратах для сваривания труб из пластика предусмотрена специальная функция настройки температурного режима работы через считывание штрих-кода, содержащегося на этикетке электрической муфты. Для простоты определения того, что процедура сварки завершена, электромуфту оснащают серией одинаковых отверстий. Когда из них начинает вытекать полиэтилен, это свидетельствует о готовности соединения. После этого нужно обязательно вытащить провода сварочного аппарата из клемм муфты
Завершающим этапом стыковки полиэтиленовых труб является полное остывание готового участка Пока это происходит, очень важно не прикасаться к нему и не смещать трубы, иначе вся процедура пойдет насмарку
В тех случаях, когда по неосторожности смещение все-же произошло, потребуется обрезать сваренные заготовки на расстояние 10-20 мм от расплавленных концов, и провести всю процедуры сначала. Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность
Его берут на вооружение не только домашние мастера, но и профессиональные сантехники
Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Сварка встык
Стыковая сварка пнд труб предназначена для образцов диаметром более 5 см. Для этого предназначен специальный сварочный агрегат.
Принцип сваривания изделий: торцы труб предварительно нагреваются, после чего под давлением соединяются. Расплавленный пластик формирует монолитное соединение, не уступающее по прочностным характеристикам цельному изделию.
Сварку труб пнд встык вполне можно выполнить самостоятельно. Перед выполнением сварочных работ необходимо надежно закрепить концы изделий в фиксаторах агрегата, только после этого можно подводить нагревающую плиту.
После достаточного нагревания пластика, то есть до температуры плавления, плитка убирается, и под определенным давлением прижимаются трубы. Когда шов полностью остынет, можно извлекать изделия из фиксаторов сварочного оборудования.









Особенности процедуры соединения:
- Данный вариант сваривания можно применять для труб одинакового диаметра, фитингов.
- Толщина стенок изделий должна быть более 5 мм.
- Диффузную сварку рекомендуется выполнять лишь тогда, когда температура воздуха окружающей среды не менее 15 градусов и не более 45 градусов с плюсом.
- Сварка трубопровода пнд считается очень экономной, так как применяемый для данного типа материала сварочный станок потребляет электроэнергии в сравнении с оборудованием, предназначенным для сваривания металлических труб, намного меньше.
Рекомендации
Устройство для ПНД сварки можно купить в строительном магазине, но если предполагаются разовые работы, то можно его взять напрокат. Большинство строительных фирм предоставляют такое оборудование на определенный период в аренду.
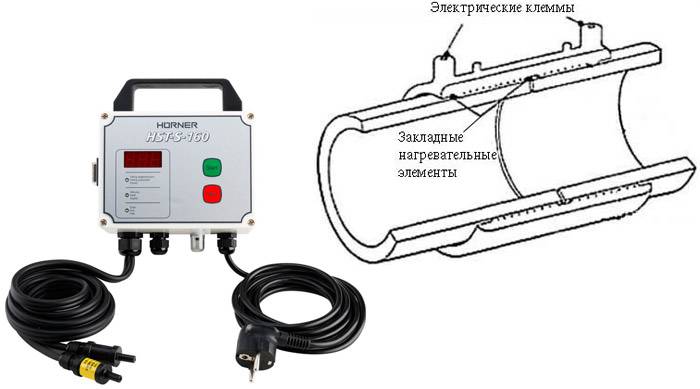
Что это
Сущность способа содержится в том, что соединительный фитинг имеет в себе электрическую спираль. Она возможно всецело открытой, частично заглубленной либо скрытой. Нагревательный элемент имеет два выходящих наружу контакта, к каким подключается сварочный аппарат. На заданный временной отрезок подается указанное значение вольтажа. Внутренняя часть соединителя и вставленный отрезок трубы под действием температуры переходит в жидкое состояние. Наружная стена не прогревается до таковой степени и сохраняет упругость, что заставляет вещество двигаться вниз, благодаря чего образуется монолитная конструкция.
Муфты изготавливают из трех видов пластика: полиэтилен, полипропилен, полибутен. Для монтажа газовых магистралей в большинстве случаев используют лишь первый вариант.
Стыковая сварка
Такой вид соединения применяется для труб, диаметр которых не менее 50 мм, а толщина стенок превышает 4,5 мм.

При правильно проведенной стыковой сварке в месте соединяемых торцов появляется «валик» из расплавленного пластика
Данный способ предполагает выполнение такой последовательности действий:
- начальный этап – проверка геометрии труб. Для обеспечения плотности прилегания торцов, кромки необходимо подровнять и зачистить;
- затем осуществляется крепление свариваемых концов ПНД труб с соблюдением соосности.
- после этого между торцами изделий заводится нагревательный элемент. При подаче напряжения он нагревается, что вызывает оплавление кромок труб;
- потом нагревательный элемент удаляется, а торцы прижимаются с применением усилия друг к другу, и под давлением выдерживаются до полного остывания. Выдавленный слой расплавленного полиэтилена, затвердевая, образует сварной шов.
Ниже приведена таблица времени, необходимого для стыковой сварки.
Таблица 1
| Диаметр трубы наружный, мм | Время нагревания, секунды | Время соединения, секунды | Время охлаждения, минуты |
| 75,0 | 30 | 10 | 8 |
| 63,0 | 24 | 8 | 6 |
| 50,0 | 18 | 6 | 4 |
| 40,0 | 12 | ||
| 32,0 | 8 | ||
| 25,0 | 7 | 4 | 2 |
| 20,0 | 7 | ||
| 16,0 | 5 |
Без наличия определённой квалификации успешно выполнить все эти операции стыковой сварки не удастся, так как делать их необходимо быстро и аккуратно с обязательным соблюдением всех технологических требований.
Паяльник для технологии враструб
Одной из самых простых методик соединения труб ПНД является сварка враструб. Раструбом называют часть изделия, которое имеет расширение на конце. Во время процедуры соединения обе детали сначала разогревают, а потом меньший край изделия вводят в больший. Для ее выполнения используют специальный паяльник для ПНД труб, который профессионалы в этой области назвали «утюгом». Он используется, когда нужно проложить трубопровод относительно небольшого диаметра.
 К достоинствам этой методики относят:
К достоинствам этой методики относят:
- надежность монтажа;
- Безопасность;
- практичность инструментов, которые не требуют комплексного обслуживания;
- легкость проведения работ.
Сварку враструб делают следующим образом:
- Поверхность очищается от посторонних загрязнений.
- К утюгу приделывают насадку необходимого диаметра.
- Паяльник разогревается до нужной температуры.
- К насадке крепят трубы в соответствии с их размерами.
- При размягчении материала, их вынимают из насадки и объединяют между собой.
- Конструкция фиксируется на 20-30 секунд для остывания.
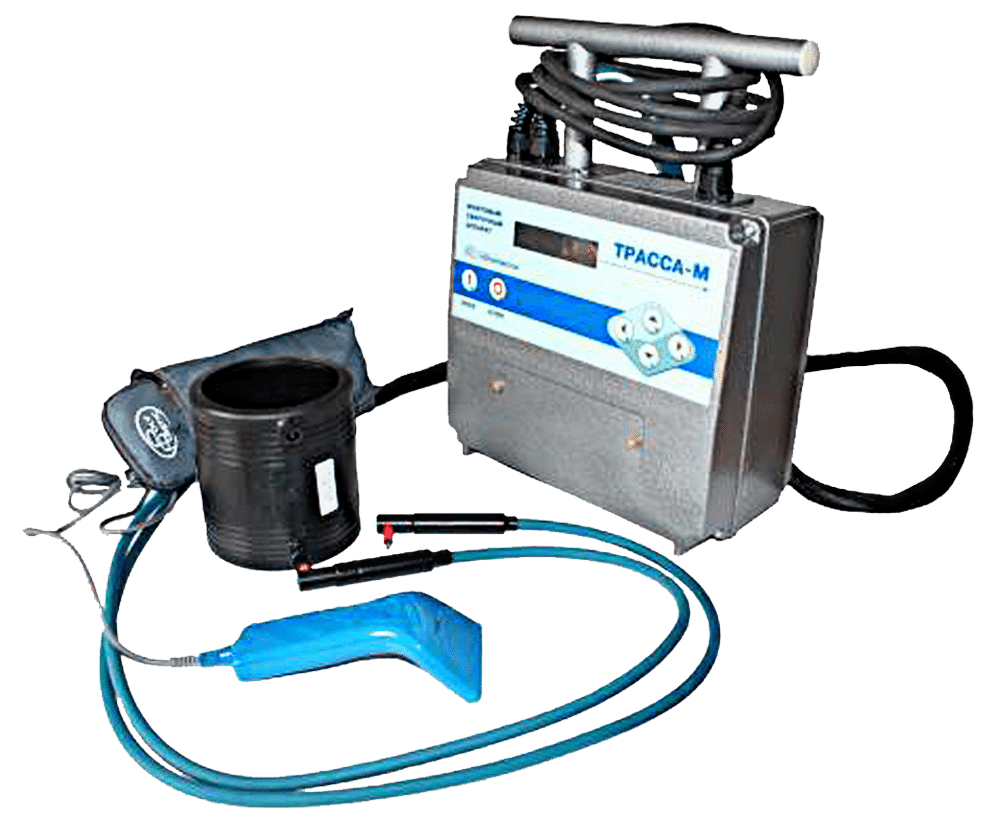
Конструкции электромуфтовых сварочных аппаратов
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.
Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.
Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.
Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
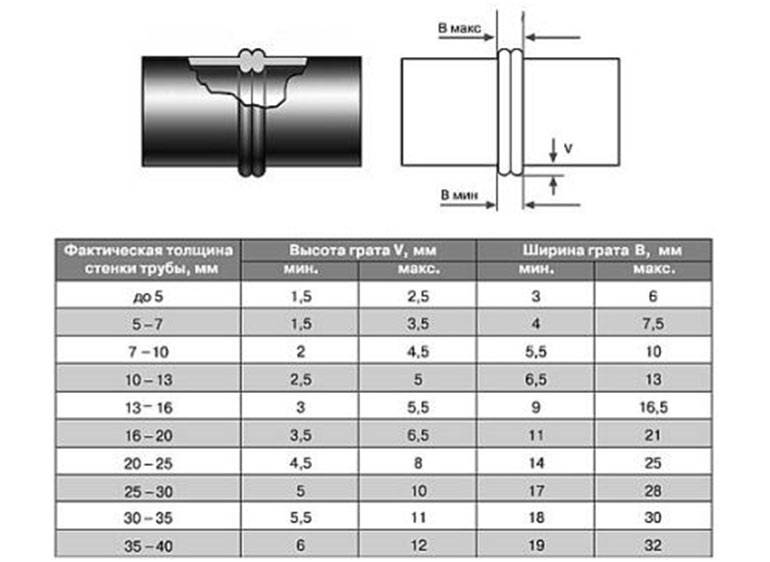
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Стыковая сварка ПНД труб своими руками

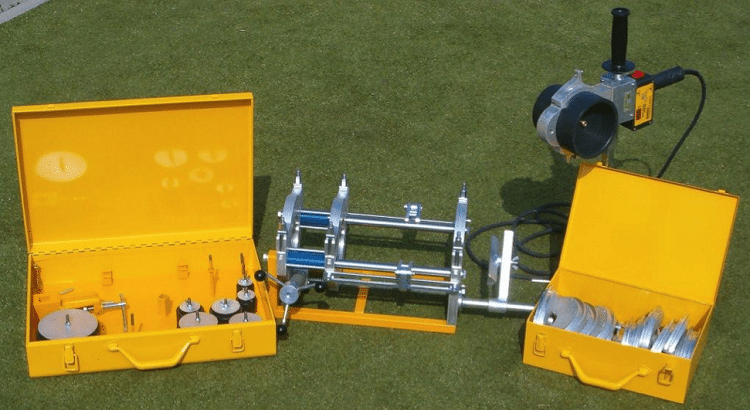
Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.
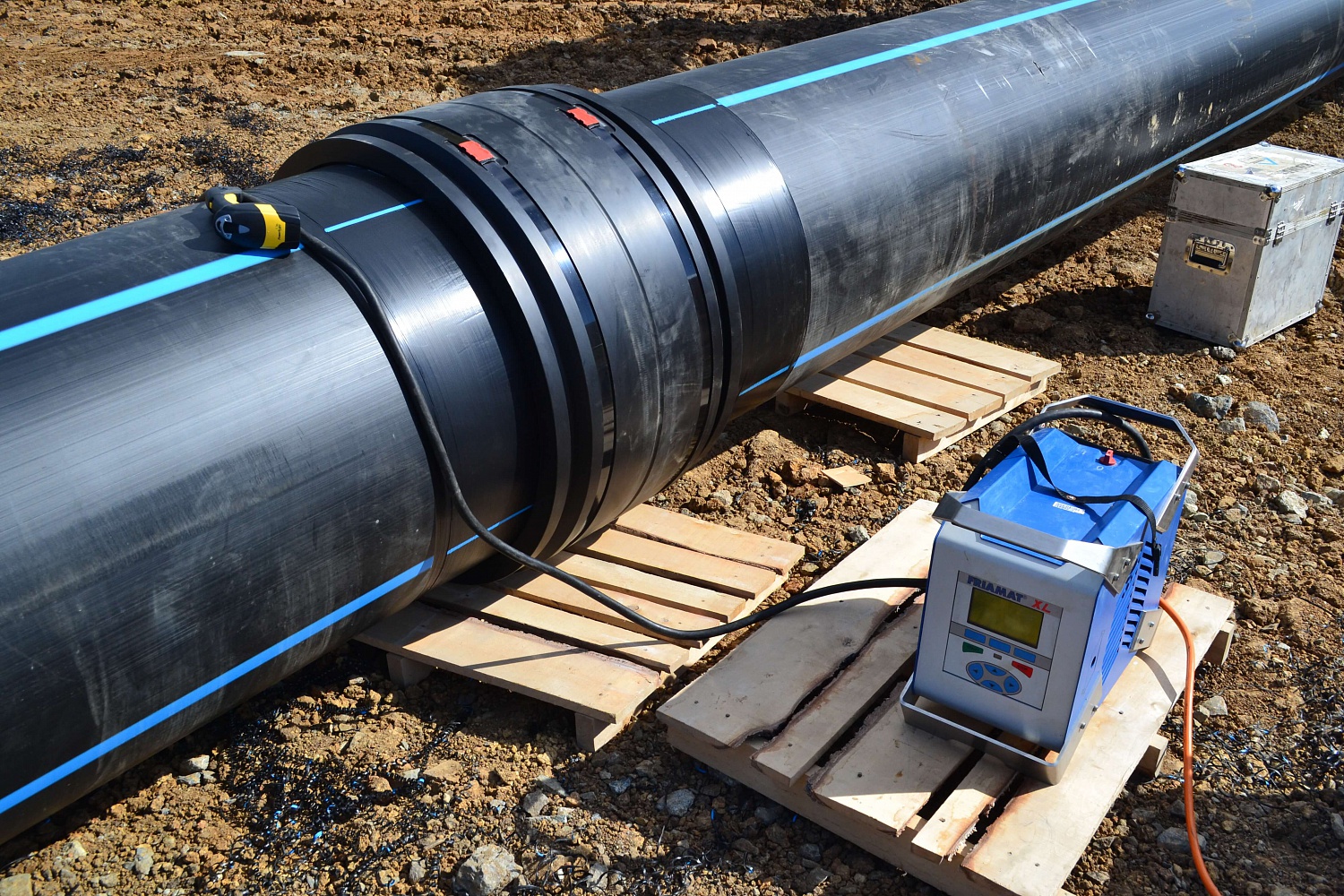









Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
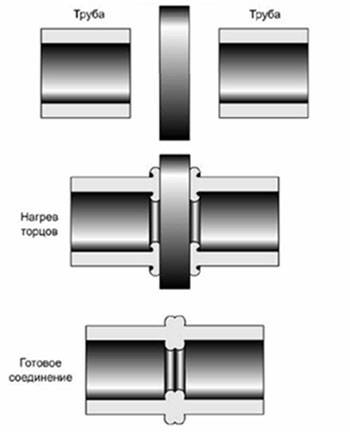
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
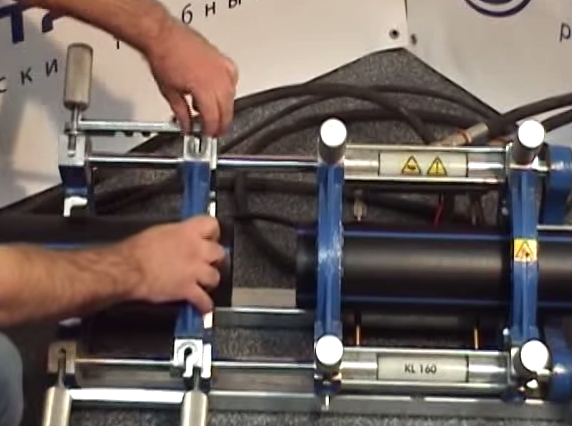
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой
Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым
Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок
Внешний вид верно и ошибочно сваренных встык труб ПНД
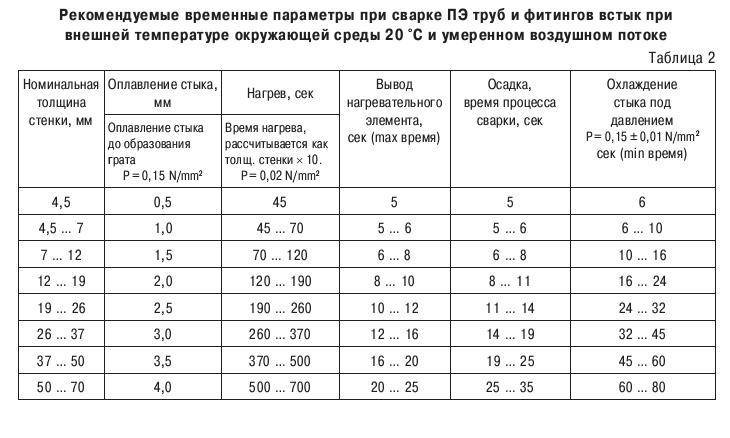
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см

Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки

Соединительные детали для монтажа полиэтиленовых труб

Сварка электромуфтовая

Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД

Конструкции электромуфтовых сварочных аппаратов
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.











Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.

Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.
Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций
Аппарат для раструбного сварочного соединения
Главной деталью подобного оборудования является головка нагрева. На ней закрепляются два нагревательных элемента типа насадок, дорна и гильзы.
Сварочный аппарат для раструбного соединения ПНД труб применим для изделий малого диаметра
Дорн расплавляет внутреннюю поверхность соединительной муфты, а гильза предназначена для плавки наружной поверхности конечной части ПНД трубы.
Диаметры этих аксессуаров лежат в пределах 16 ≤ D ≤ 40 мм. Для выполнения сварочного соединения ПНД элементов трубопровода насадки подвергают предварительному нагреву до температуры +220˚С. Затем на каждую из них с усилием насаживают конец трубы и соединительную муфту. После достижения требуемой степени нагрева, муфта и конец снимается с насадок, и стыкуются под давлением. Дав полиэтилену остыть, такую же операцию необходимо провести с другим концом.
Раструбное сварочное соединение применяется чаще всего внутри помещений. При этом диаметр должен быть не более 40 мм. Для работы с большими сечениями используется сварочный аппарат, оснащённый устройством для центровки.
Ручной экструдер
Ручной сварочный экструдер – термомеханический прибор, который в виде пистолета с насадкой для нагрева присадочного материала. Процесс работы с аппаратом проходит следующим образом:
- Производят нагрев свариваемых деталей.
- В экструдер помещают материал сваривания, который разогревают и доводят до однородного состояния.
- Его выдавливают на поверхность стыка, где он начинает застывать.
- В области соединения образуется плотный шов.
При сварке с экструдером нужно придерживаться общих правил при работе с пластмассами:
- Перед началом работы выполняется очистка мест соединений от посторонних загрязнений (не более чем за 20 минут до начала сварки).
- Не допускается проведение работ в условиях высокой влажности.
- Химический состав изделий должен быть одинаковым.
Область применения и способы сваривания
Достоинства труб ПНД позволяют использовать их при прокладке водопроводов и газовых магистралей, а также различных типов канализационных систем (включая ливневые отводы).
В зависимости от их непосредственного назначения изделия ПНД подразделяются на напорные и безнапорные (то есть рассчитанные на низкое давление).
Одна из этих разновидностей (безнапорные трубы ПНД) преимущественно используется для обустройства канализационных систем, другая же оптимально подходит для сооружения водопроводов.
Для соединения таких изделий могут использоваться несколько методов, один из которых предполагает образование разъема, а два других обеспечивают получение сплавляемых (неразъёмных) стыков. Эти два методы составляют основу технологии сварки, реализуемой с помощью вспомогательного оборудования.
Таким образом, сплавление ПНД труб можно провести с помощью одной из двух технологий:
- методом (с применением всевозможных переходников);
- с использованием специальных электрических муфт.


Каждый из вариантов сварки труб ПНД обеспечивает получение надёжного соединения с высоким показателем герметичности шва, устойчивого к воздействию разрушающих факторов.





