
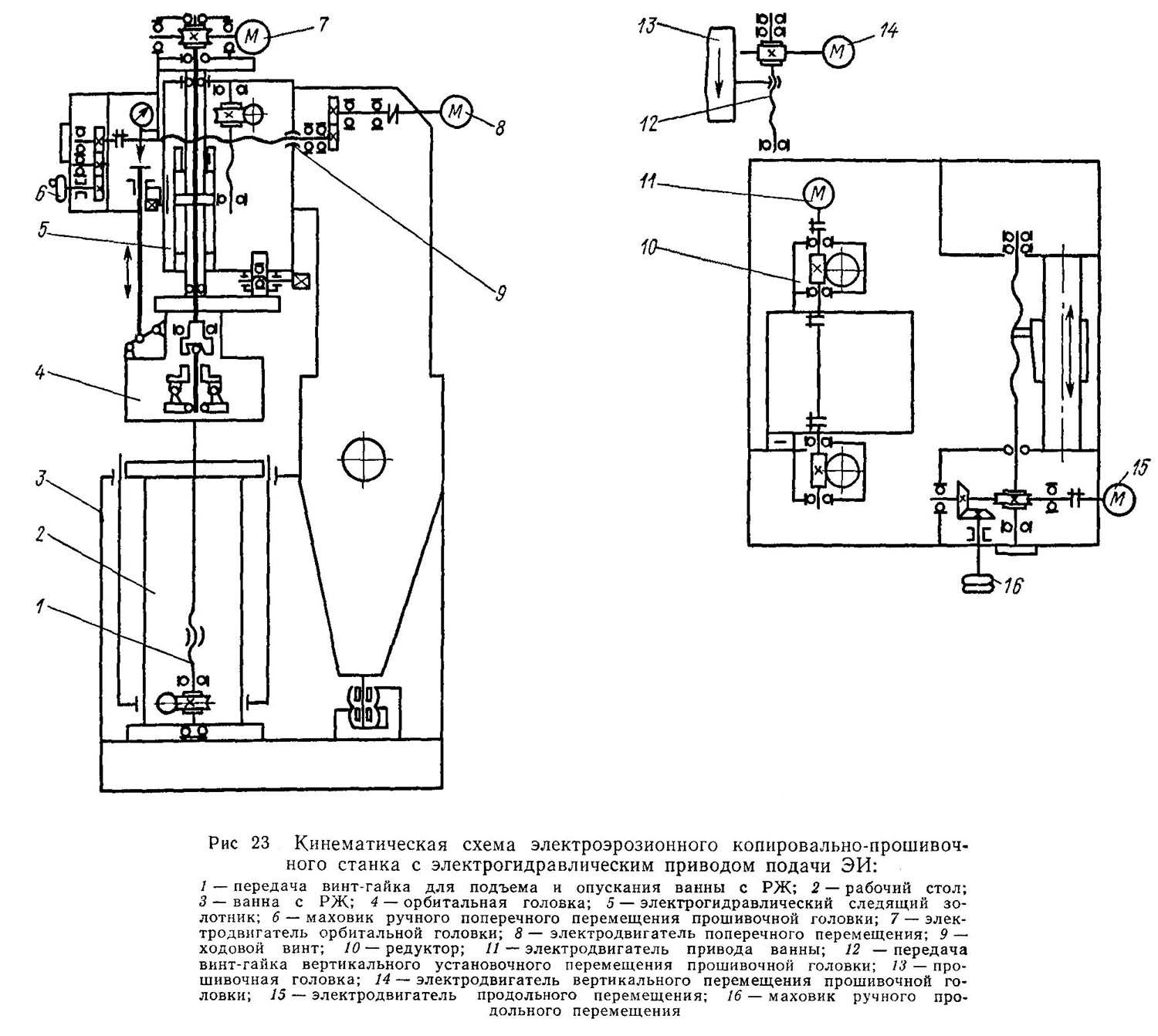
Станок электроэрозионный для резки металлов
Электроэрозионная резка проволокой применяется тогда, когда выполнить требуемый рез металлической детали или заготовки с помощью классической традиционной обработки невозможно, когда перед прочностью заготовки бессильны и фреза, и резец токарного станка. Механическая резка не выгодна или даже невозможна, когда требуется получение внутри или снаружи детали острых углов со сверхмалыми радиусами закруглений. Эта ситуация возникает при обработки деталей, подвергшихся закалке или твёрдосплавных металлических соединений. Иногда ещё к электроэрозионной резке металла прибегают, если из-за глубины или сложной структуры полости это выполнить механической простой операцией на фрезерном станке невозможно. Проволочно-вырезные станки дополняют набор операций при изготовлении сложных деталей современного машиностроения.
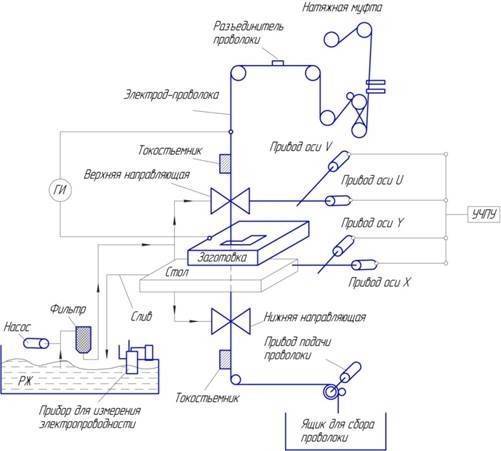
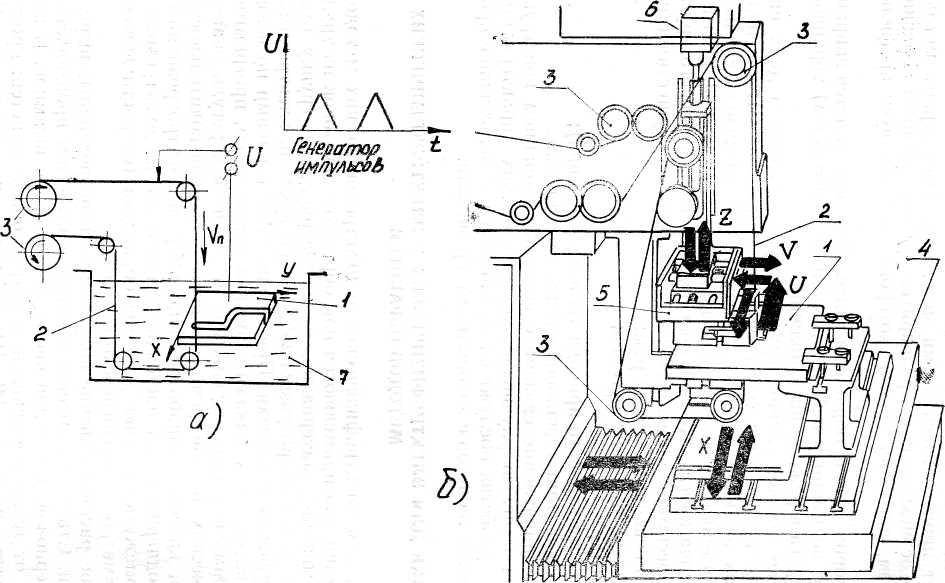
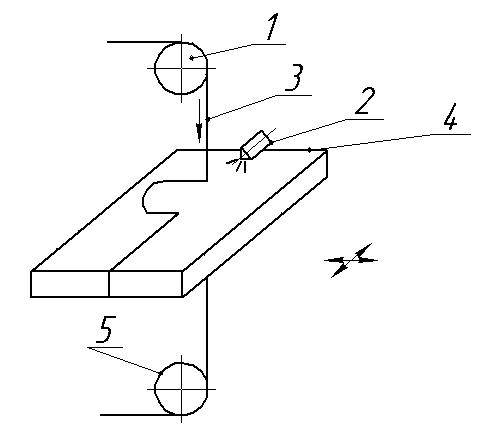
Электроэрозионная резка представляет собой интенсивную электроэрозию металла в нужном сечении детали. Высокочастотные импульсы, вырабатываемые генератором, поддаются на электрод, который представляет собой проволоку из молибдена. При работе генератора сама деталь перемещается в нужную сторону с помощью электрического привода направляющих станочной плиты. Выжигание металла происходит электрическими искрами, а затем разрушенный слой смывается охлаждающей жидкостью специального состава, непрерывно подаваемой в зону резки. Перемещение проволоки для электроэрозионных станков всегда происходит в направлении, перпендикулярном оси барабана смотки.
Можно выделить те технологические операции, где работа элктроэрозионных режущих станков выгодно отличается от механической обработки металлов:
- обработка сверхтвёрдых металлов и сплавов;
- выполнение вырезов в заготовках с угловыми острыми кромками, имеющими сверхмалые радиусы закруглений;
- обработка цилиндрических и фасонных поверхностей большой глубины;
- обработка поверхностей с очень высокой точностью.

Чтобы запрограммировать обработку детали электроэрозионным станком, нужно иметь техническое задание и макет самого изделия. Формат представляемых данных может быть любой, перевод его в команды блока ЧПУ осуществляется оператором станка или программистом.

При электроэрозионной резке нет нужды использовать инструменты, более твёрдые чем материал обрабатываемой детали. Для резки твёрдосплавных соединений используется проволока из цветных сплавов, которую получают обычным способом. Оборудование при резке также не отличается высокой сложностью, как и сами технологические приёмы работы с ним. Скорость рабочего процесса не зависит от твёрдости и прочности обрабатываемого материала. При резке не требуется каких-либо усилий механического типа, благодаря чему качество обработки получается очень высокое. Количество же всевозможных операций и переходов на одну обработку сводится к минимуму даже при очень сложной форме детали. Различные по техническим характеристикам станки для резки имеют разную производительность рабочего процесса, но все они могут выполнять схожие операции, лишь за разное время.
Электроэрозионный станок — принцип работы, устройство и назначение
Обработка материалов с плотной структурой ручным способом малоэффективна, так как требует больших трудозатрат и не обеспечивает высокой точности. Среди установок, которые позволяют в какой-то степени или полностью (зависит от вида и модели) автоматизировать процесс, электроэрозионные станки менее известны, хотя они и отличаются уникальными возможностями, что выгодно выделяет их среди большинства «собратьев» по станочному парку.
Об особенностях, принципе работы и специфики применения электроэрозионных станков и будет рассказано в предлагаемом читателю материале.
Общая информация
- Независимо от модели, электроэрозионные станки имеют ограничение по обработке деталей. Они могут использоваться для выполнения различных операций лишь в том случае, если образец изготовлен из материалов категории «токопроводящие» (металлы, сплавы).
- Существует несколько методик электроэрозионного воздействия на изделие, отличающихся как способом подачи электрических разрядов, так и параметрами импульсов. В соответствие с этим, все подобные станки позволяют изготавливать детали по-разному, в зависимости от ожидаемого результата.
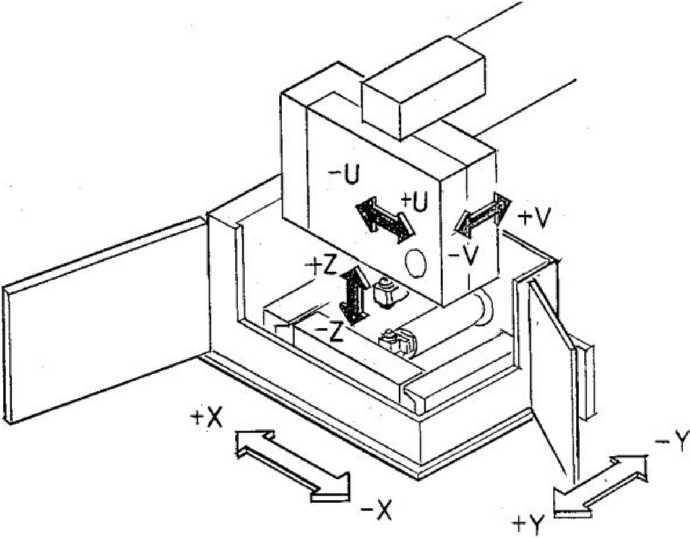
- Несомненный плюс электроэрозионных установок – возможность ведения обработки образца одновременно по разным направлениям.
Что может получиться в результате, показано на схемах (наиболее распространенные варианты использования электроэрозионных станков).
Виды технологических операций
- Упрочнение структуры.
- Шлифовка.
- Маркирование.
- Вырезание.
- Доводка.
- «Прошивка».
- Отрезка.
- Объемное копирование.
- Обработка:
- электроэрозионно-абразивная;
- анодно-механическая;
- электрохимическая;
- комбинированная.
Возможности электроэрозионного оборудования
Спектр использования электроэрозионных станков действительно огромен. Из основных технологических операций можно выделить:
- получение отверстий (глухих проемов, углублений) самой сложной конфигурации, при необходимости, с резьбой;
- выборка материала на любую глубину с внутренних поверхностей образцов;
- выполнение операций, которые невозможно или экономически нецелесообразно проводить на других типах станков (фрезерных, токарных);
- изготовление деталей из материалов, трудно поддающихся обработке традиционными инструментами (например, титан и сплавы на его основе).
Принцип работы станков электроэрозионного типа
Несмотря на разницу в конструктивном исполнении оборудования и реализуемых способах электроэрозионной обработки, принцип функционирования остается одинаковым.
Условно процесс можно разделить на два технологических этапа.
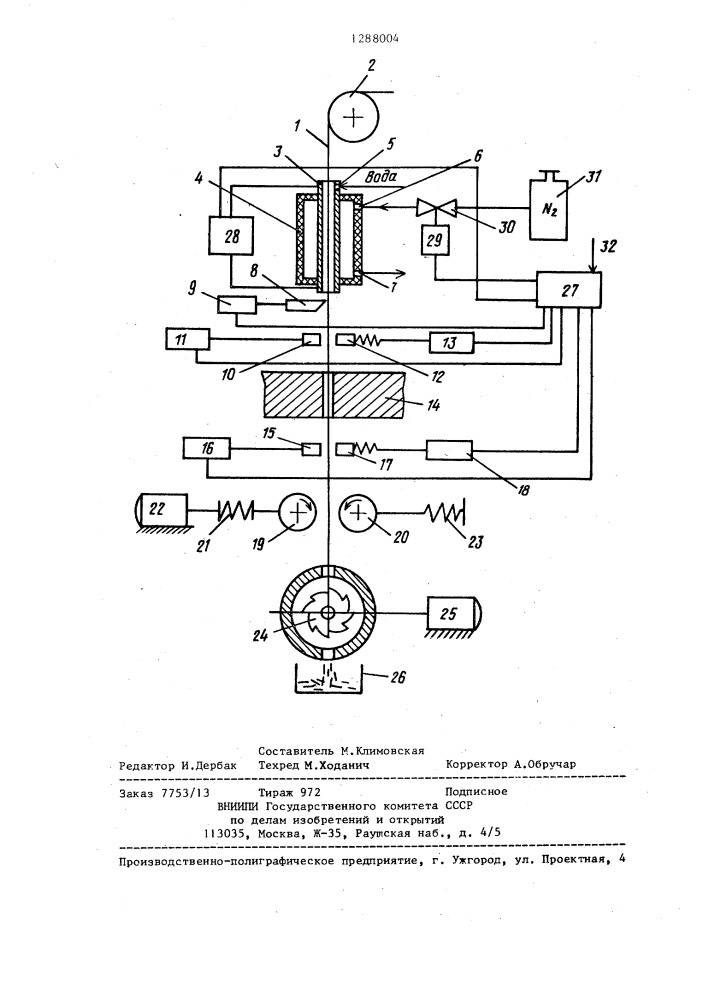
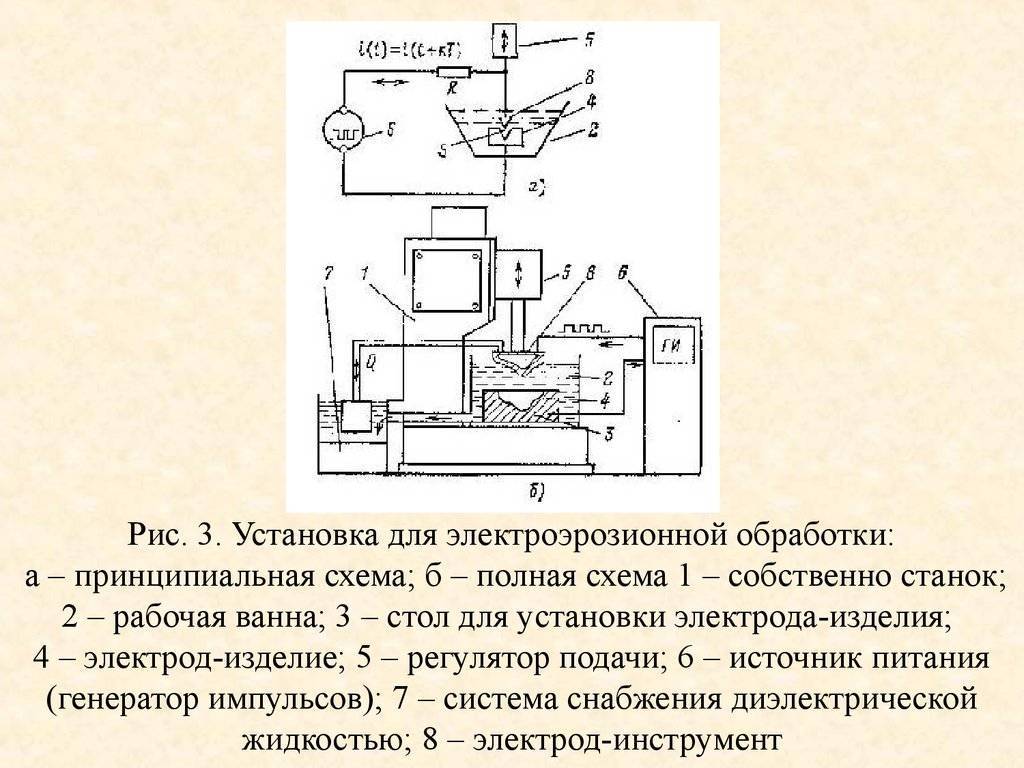
Первый. Под воздействием импульсных разрядов, поступающих «по плазменному каналу» (10), разрушается структура образца (2) на данном участке. Они появляются в определенный момент при сближении электрода (4), являющимся рабочим инструментом станка, с деталью. Электрическая энергия преобразуется в тепловую, и как результат – расплавление металла (сплава) на требуемом по ТУ участке.
Второй. Так как и деталь, и электрод погружены в емкость со спец/составом (чаще всего это масло), металл частично испаряется от высокой температуры, а остатки расплава удаляются из рабочей зоны.
В зависимости от реализуемого способа обработки и инженерного решения в конструкции станка, параметры импульсов, технология их генерирования и ряд других факторов в различных моделях электроэрозионных установок могут отличаться. Но принцип работы оборудования остается прежним.
В принципе, такую «чудо-машину», как электроэрозионный станок, можно изготовить самостоятельно. Но кажущаяся простота сборки обманчива. Прежде чем приниматься за работу, следует оценить свои силы. Главная сложность, с которой столкнется «домашний умелец» – монтаж (а перед этим точный расчет параметров) искрового генератора
Кроме того, эксплуатация данного станка требует особой осторожности, так как емкость с маслом в любой момент может воспламениться
Автор не ставит целью отговорить читателя от самостоятельного изготовления бытового электроэрозионного станка, но обратить внимание на ряд моментов просто обязан
Дополнительные опции
Покупатель станка с электроэрозией может дооснастить оборудование представленными опциями:
- Контролируемое положение оси C. Чаще требуется для фрезерной обработки цилиндрических заготовок.
- Револьверная головка с дополнительными степенями свободы инструмента. При помощи такой модели получают геометрически сложные детали.
- Стол может иметь дополнительные оси. Такой вариант используется при обработке корпусных изделий или нескольких заготовок за один цикл.
В стандартную комплектацию включают системы очистки рабочей жидкости, позволяющие проводить фильтрацию с качеством до 3 мкм. Загрязнившиеся картриджи имеют стандартные размеры и меняются довольно быстро.
Обработка металлов различного уровня твердости с высокой точностью возможна при использовании нетрадиционных способов. К ним относится и резка, шлифовка и укрепление поверхности электроэрозионными воздействиями. Электроэрозионный станок придуман достаточно давно, но получил распространение только в последние десятилетия.
Первый станок промышленного уровня был создан компанией CHARMILLES TECHNOLOGIES в 1952 году, а электроэрозионный станок с ЧПУ появился в 1969 году. По сравнению с традиционными способами обработки металлов — ковкой, литьем, шлифованием, фрезеровкой, электроискровой способ можно считать инновационным. Первым упоминаниям о кованых и литых изделиях несколько тысяч лет.
Суть технологии
Электрический разряд между проволокой и заготовкой приводит к удалению части металла. Выделенные частицы выводятся в объем рабочей жидкости. Шлам (кристаллизующиеся частицы) отфильтровывается и удаляется в конце реза. Скорость обработки регулируется силой тока. Но должны быть подобраны оптимальные режимы, при которых не образуются наплывы в процессе реза.
Электроэрозия помогает изготовить изделия с очень тонкими стенками, обрабатывать мягкие металлы без механических повреждений. Данный способ резки используется для прошивки на большую глубину. Толщина проволоки минимальна, лишь этим параметром ограничен диаметр получаемых отверстий.
Дополнительной обработки не требуется, так как после реза импульсами тока не остается заусенцев. Также не требуется дорогостоящего инструмента, применяемого при классических методах фрезерования. Это становится актуально при заготовках из вязких материалов.
Характеристики электрического разряда
От того, как подается электрический разряд, зависит многое. Электроискровая обработка может характеризоваться нижеприведенными моментами:
- Первый этап заключался в электрическом пробое. При нем происходит искровой разряд.
- Следующим этапом становится возникновение дугового разряд, который оказывает более серьезное воздействие.
Вышеприведенные моменты определяют то, что многие генераторы способны выдавать многоступенчатый разряд. Подобный подход позволяет существенно повысить качество получаемого результата.
Длительность и частота импульса определяется тем, какое воздействие следует оказать на поверхность. Длительность одного импульса может находится в пределе 0,1 … 10−7 секунды. Также важным показателем можно назвать частоты в диапазоне от 5 кГц до 0,5 МГц. Следует отметить, что электроэрозия позволяет получать качество поверхности с наименьшей шероховатостью: чем меньше длительность импульса, тем меньше показатель. Показатель площади заготовки определяет то, какая сила тока используется. К примеру, при площади 3 600 квадратных миллиметров показатель силы тока составляет 100 А.
Преимущества рассматриваемого метода
К достоинствам рассматриваемого метода можно отнести нижеприведенные моменты:
Используемый инструмент, который выступает в качестве электрода, может иметь произвольную форму. Этот момент определяет то, что можно провести образование закрытых каналов. Механическое снятие металла имеет много ограничений в плане того, какие можно получить формы.
Заготовка может быть представлена любым токопроводящим материалом. Однако отметим, что использовать материалы с высоким сопротивлением нельзя. Высокий показатель сопротивления приводит к нагреву поверхности.
Рассматриваемый процесс полностью автоматизирована. Этот момент определяет то, что вероятность возникновения человеческого фактора, приводящего к браку, исключается.
Точность получаемых размеров и степени шероховатости очень велика
При этом важно отметить, что можно получить высокую точность формы, размеров, шероховатости и других показателей.
Электроэрозионная обработка – современный метод производства, который с каждым годом пользуется все большей популярностью. В последнее время создается довольно много оборудования, которое может оказывать действие электрического разряда.
Недостатки
Есть определенные недостатки, которые определяют отсутствие возможности повсеместного использования электроэрозионной обработки. К основным недостаткам можно отнести?
- Невысокая производительность. Для изменения формы или размеров, качества поверхности требуется довольно продолжительное воздействие электрического разряда. Большая часть оборудования имеет следующий показатель производительности: 10 миллиметров за одну минуту.
- Высокое энергопотребление определяет то, что стоимость получения деталей очень высока. Электричество – самый дорогой источник энергии, который используется во многих сферах промышленности.
- Сложность процесса определяет то, что управлять оборудованием может исключительно профессионал.
- Есть определенные требования к тому, где устанавливается техника. Стоит учитывать то, что технология предусматривает подачу тока с высокой силой тока и напряжением.
В заключение отметим, что электроэрозионная обработка в последнее время используется в различных отраслях промышленности для изменения эксплуатационных качеств материала. При определенном воздействии можно повысить сопротивление поверхности к образованию царапин, появлению отпечатков пальцев и так далее.
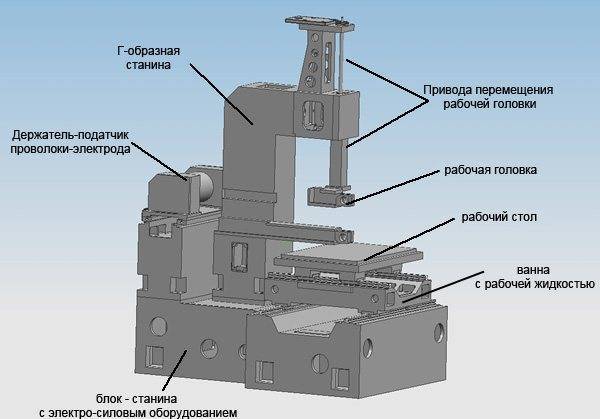
Проволочно-вырезной станок
Это станочное оборудование используется в целях контурной обработки изделий с высокими точностными показателями и низкой шероховатостью поверхности. Воздействие на обрабатываемую деталь происходит электродом в виде проволоки из молибдена диаметром 0,18 мм. Затраты на работу этого оборудования довольно низкие, так как сама проволока используется много раз. Традиционный электроэрозионный проволочно-вырезной станок, который не может использовать проволоку многократно, существенно проигрывает в себестоимости аналогичных рабочих операций.
Читать также: Ввод электрокабеля в дом под землей
Роль электролита в рабочей зоне станка играет охлаждающая жидкость, потоком которой вымываются эрозионные продукты и которая защищает обработанную поверхность детали от окисления воздухом. В качестве СОЖ используется водорастворимый концентрат специального состава.
Цена электроэрозионного копировального станка не очень высока по сравнению с аналогичными аппаратами традиционного типа, зато обслуживание его очень удобно за счёт использования блока ЧПУ. Чтобы обучить оператора основным приёмам работы на нём, потребуется не более двух дней.

С помощью этого станка можно изготавливать:
- различные пресс-формы;
- штампы;
- зубчатые колёса;
- шлицевые отверстия;
- шпоночные пазы;
- выемки сложного профиля с глубиной до 20 см.
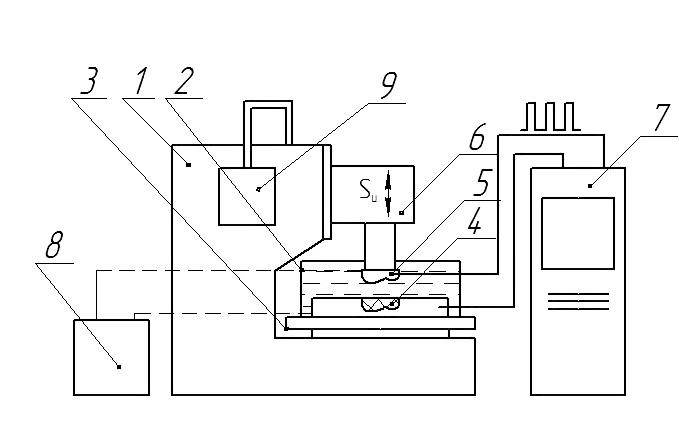
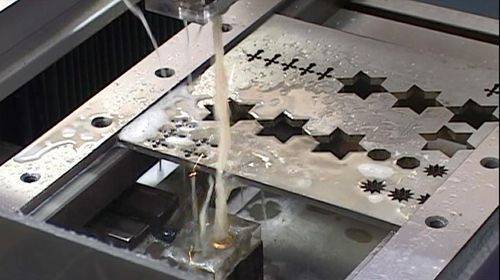
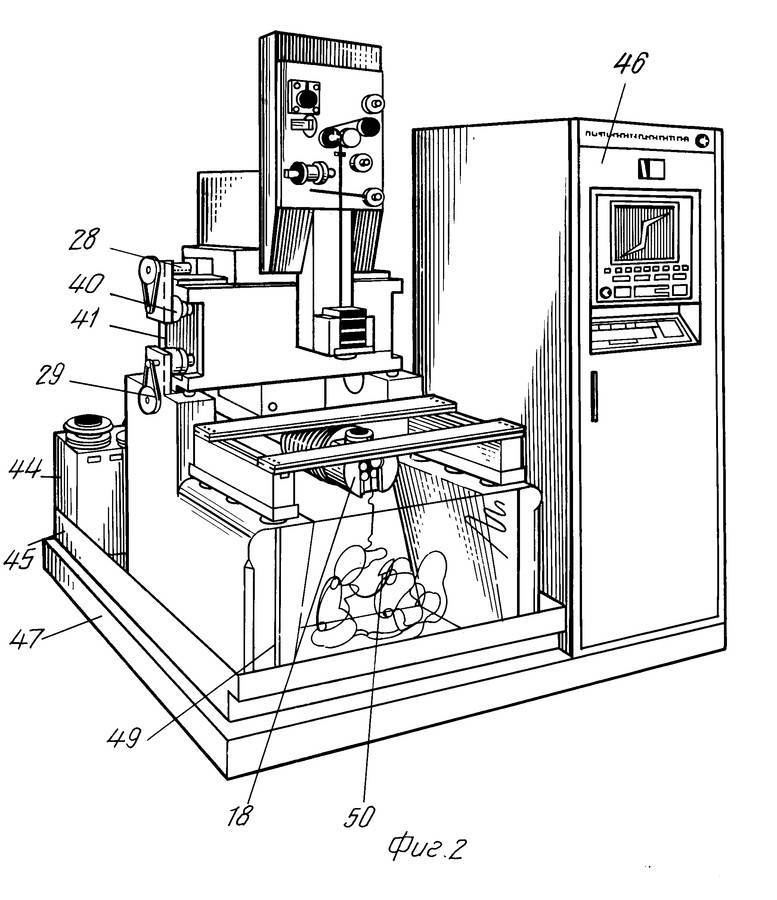
На рисунке выше показан высокоскоростной электроэрозионный вырезной станок с ЧПУ, который относится к струйному типу и применяется для контурной обработки деталей. Станки такого вида могут использоваться и в мастерских небольшого предприятия со штучным изготовлением изделий, и на крупных предприятиях в серийном производстве. Электроэрозионный проволочный станок DK 7720 в настоящее время можно купить за 850 тыс. рублей.
https://youtube.com/watch?v=8Zw99F08Z_4
Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.
Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.

Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
![Электроэрозионная обработка металлов [описание, технология]](https://snabkz.ru/wp-content/uploads/1/7/8/178902a564e09b41ec768478f3fb7696.jpeg)
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.

Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
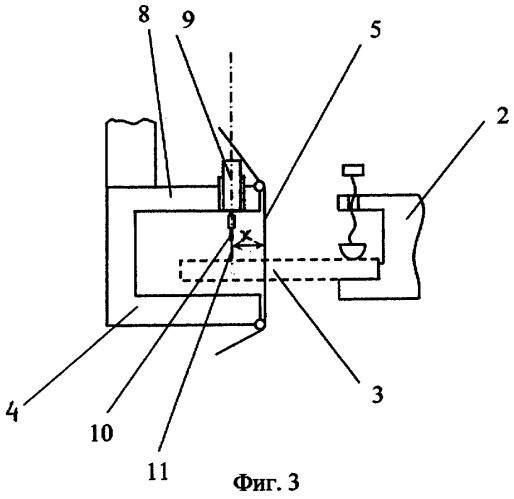
Краткое описание самодельной установки
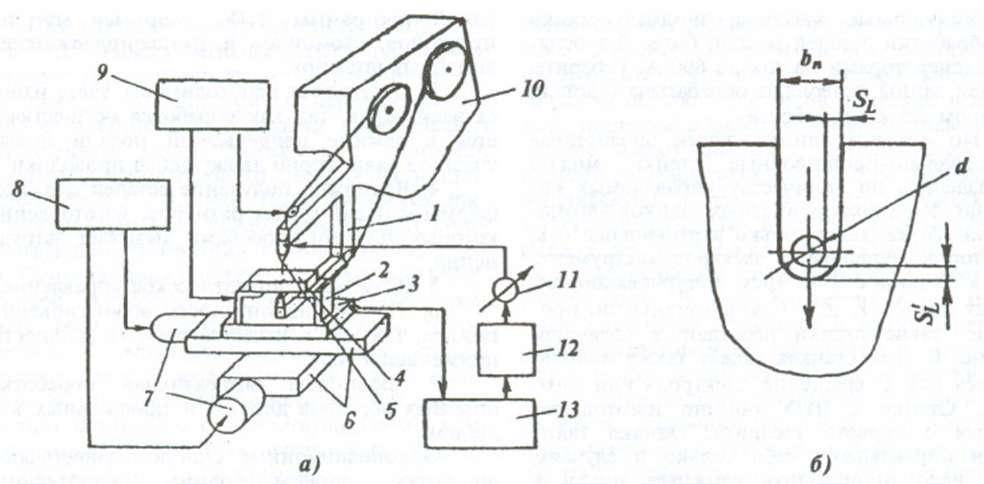
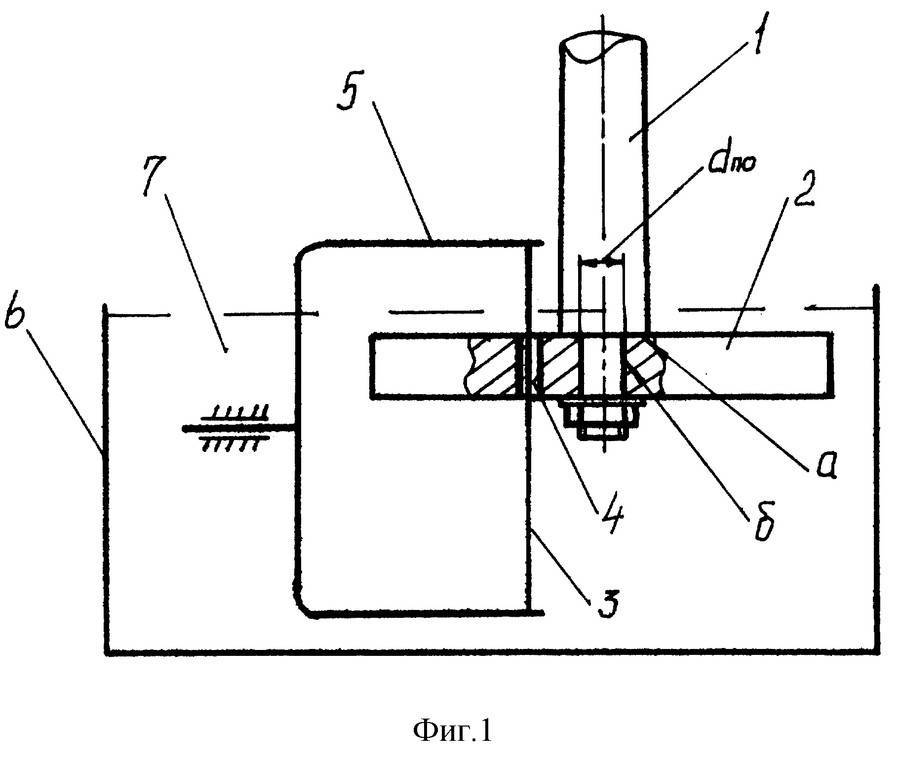
В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Через фильтры производится подключение преобразователя напряжения, от них положительный и отрицательный провода соединяются на соответствующих клеммах 3 и 5. На столе 4 фиксируется деталь, в которой можно проводить разные виды обработки, например, прожечь отверстие в закаленной детали.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.
Электроэрозионная резка

Электроэрозионная резка позволяет осуществлять высокоточную обработку металла латунной проволокой толщиной 0.25 или 0.30 мм. Погрешность размеров от заданного размера +/- 0.002 мм. Место, где происходит разрез, остается ровным, гладким и без заусенцев.
Процесс происходит следующим образом: металл (заготовка) прижимается одним концом к столу, другая же часть, из которой вырезается изделие – остается на весу. Проволока заходит сбоку заготовки или через специальное техническое отверстие, просверленное заранее.
Станок в автоматическом режиме может находить центр отверстия и габариты детали, ориентироваться от заданных точек по заданным параметрам. Соответственно, если есть отверстие и, к примеру, необходимо сделать шлицы в отверстии, то станок сам найдет идеальный центр, что значительно облегчает весь процесс работы.
Максимальная высота заготовки
на нашем станке с ЧПУсоставляет 180 мм, длина и ширина 400 на 300 мм — это поле в котором работает проволока, соответственно деталь может быть больше.
Что обычно мы делаем на данном оборудовании: нарезаем шлицы, шестерни, пазы, матрицы штампов, вырезаем сложные формы, канавки в направляющих под проволоку, роторы для двигателей, различную оснастку.
Принципы оптимального выбора технологии и типоразмера станка для ЭЭО
Исходными данными являются точность контура, размеры (глубина) термически изменённой зоны, а также желаемое значение съёма в единицу времени
Для станков, работающих с непрофилированными электродами, важно наличие устройств для автоматической заправки проволоки, а для импульсных станков – генераторов, позволяющих использовать биметаллическую проволоку, которая повышает производительность ЭЭО
Для повышения качества процесса и снижения эрозионного износа электрода-инструмента в качестве рабочих сред лучше использовать масло (наиболее употребительна смесь масла «индустриальное-20» с керосином). В принципе, для изделий с увеличенными допусками, возможно использование и воды.
Технологические возможности электроэрозионных станков значительно расширяются наличием дополнительных приспособлений (например, для получения конических поверхностей).
Для съёма металла от 20000 мм3/мин и выше нужно применять только электродуговые станки. Наименьшая погрешность работы такого оборудования достигается на обратной полярности при использовании графитовых электродов. Вместе с тем, сравнительно высокая шероховатость поверхности – не ниже Rz 0,8…1,6 мкм – вынуждает после ЭЭО дуговым разрядом предусматривать чистовое шлифование полученного контура. Давление прокачки рабочей среды должно быть не менее 50…60 кПа.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Внимание! В промышленных установках, например, японская фирма по производству станков «Sodick» использует ванны из ударопрочного стекла. В них организуется поток жидкости в зону обработки, а также отвод отработавшей воды и последующая фильтрация.
Делаем станок своими руками
схема искрового генератора
Основная сложность в изготовлении станка своими руками — это сборка искрового генератора. За некоторое время он должен скопить достаточное количество электроэнергии и залпом ее выбросить. Необходимо добиться наикратчайшего промежутка выброса тока, чтобы плотность его была как можно выше. Комплектующие для него можно своими руками вытащить из старого телевизора или купить.
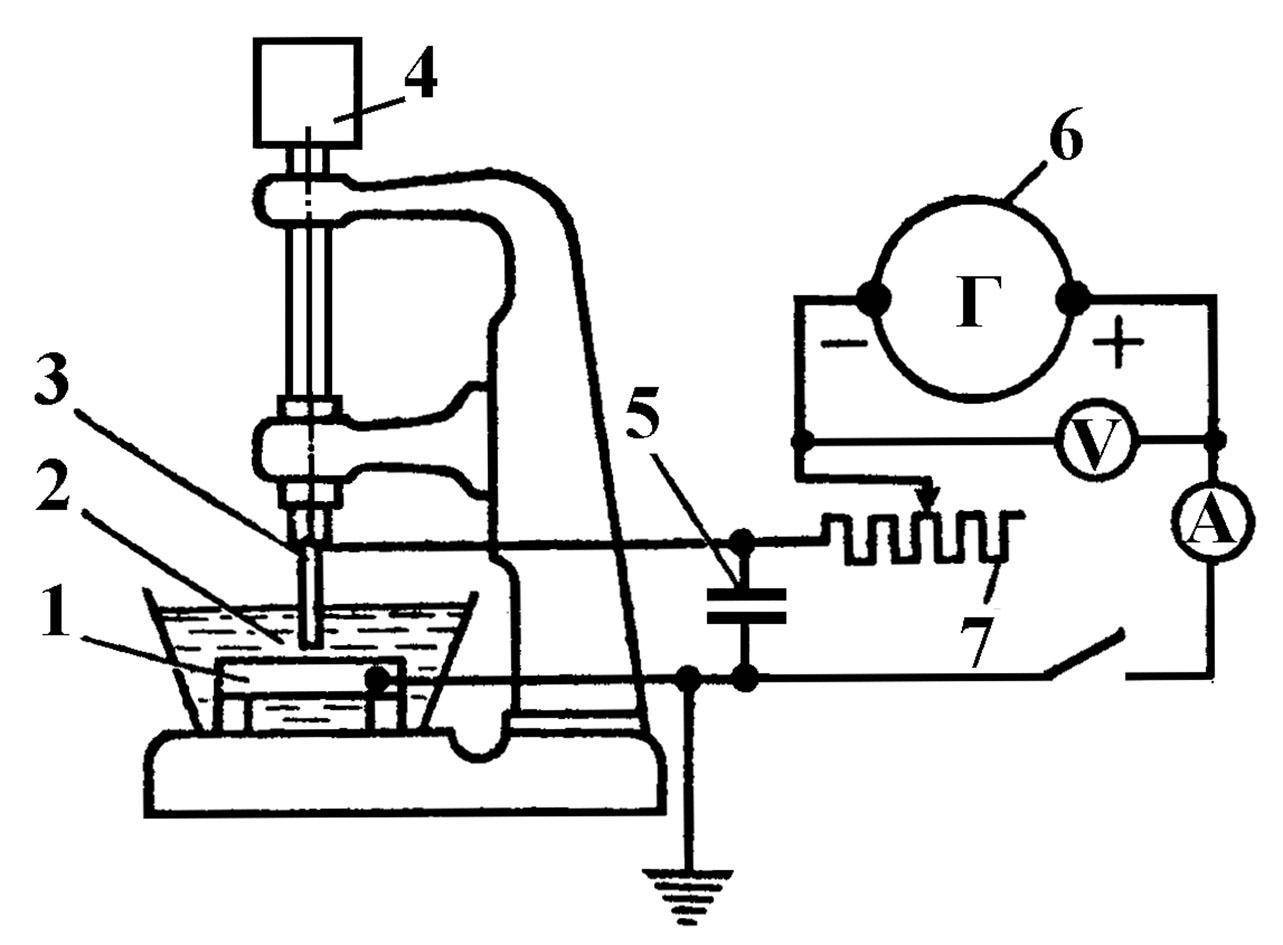
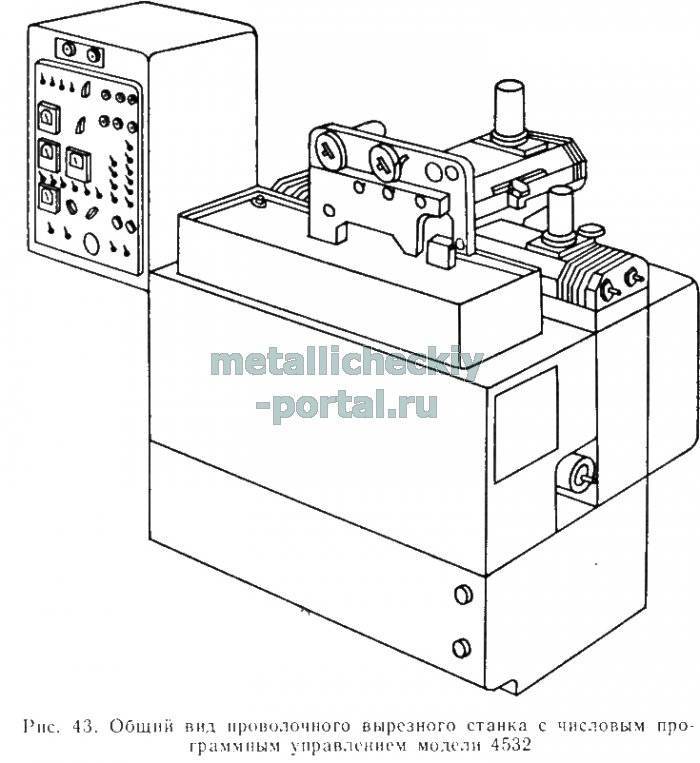
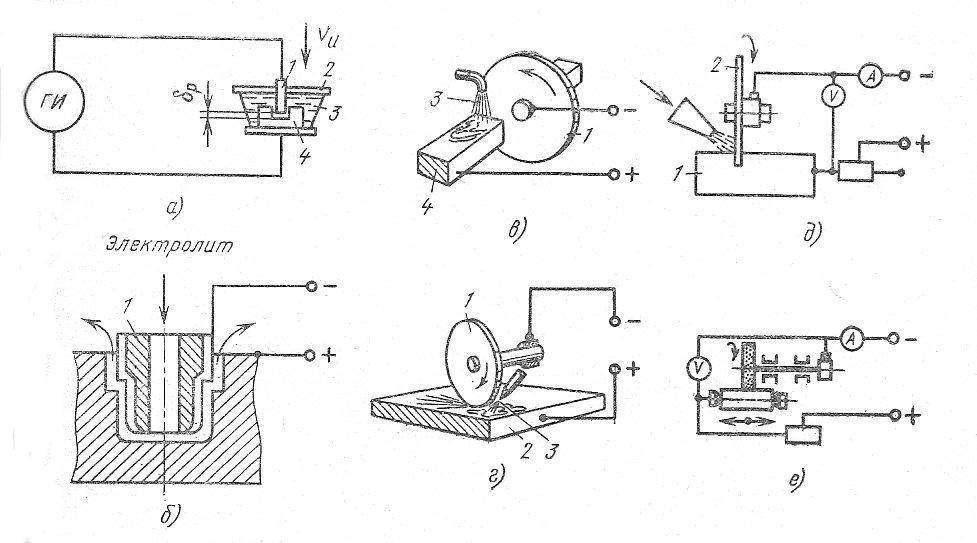


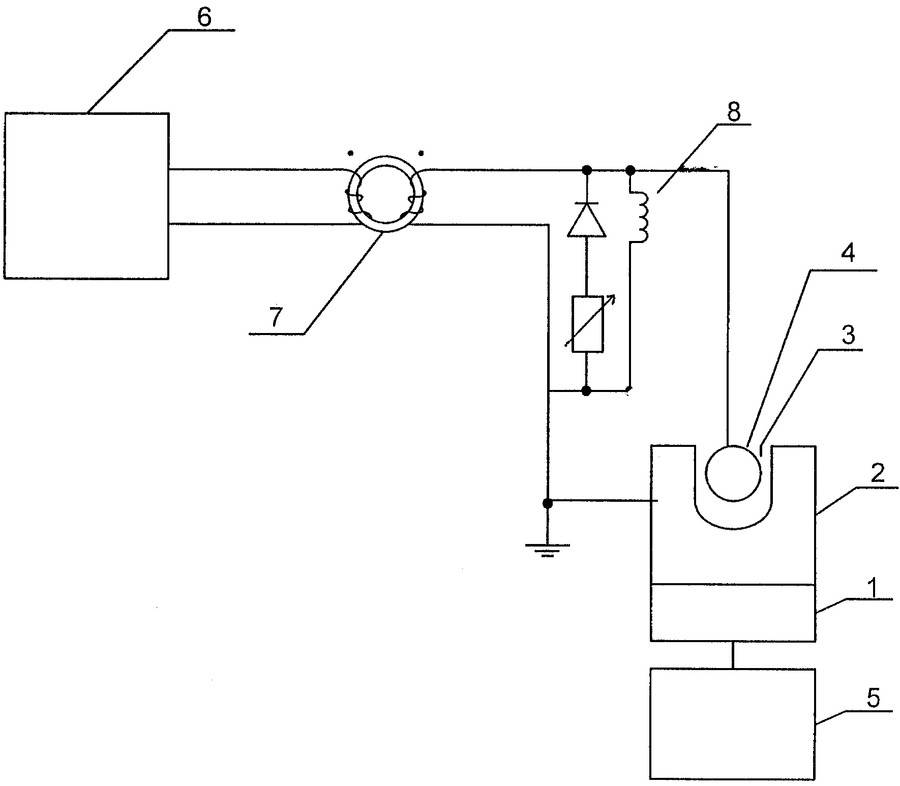
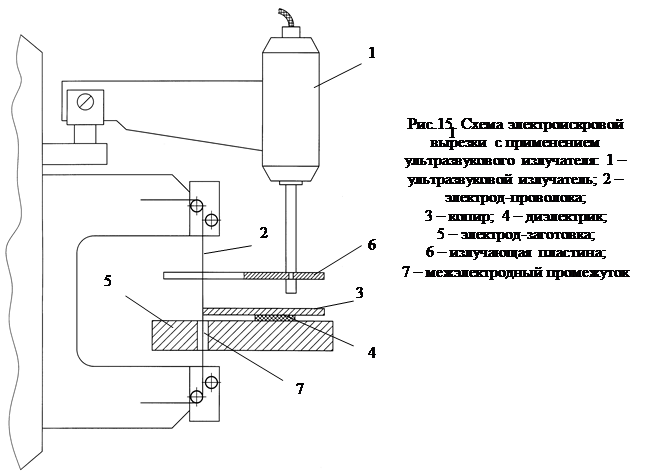
схема самодельного станка: 1 — электрод; 2 — винт зажима электрода; 3 — винт зажима плюсового контакта; 4 — втулка направления; 5 — корпус из фторопласта; 6 — проем для притока масла; 7 — штатив
Конденсатор должен выдерживать от 320 В, с суммарной емкостью от 1 тыс. мкФ. Все детали собираются в заизолированном коробе из фторопласта. Из штыря заземления евророзетки можно сделать направляющую втулку для электрода. Его продвигают вперед по мере испарения, для чего расслабляется винт зажима. Штатив для установки всего устройства должен быть с регулируемой высотой. В отверстие для притока масла вставляется трубочка, а втулка направления прокапывает маслом по продольной линии электрода.
К электроду подключается привод (пускатель с катушкой 230В). Ход штока фиксирует глубину отверстия. Во время зарядки конденсаторов включается лампа, а шток пускателя удерживается внутри. Как только конденсаторы достаточно зарядились, лампа тухнет, шток продвигается вниз. Он прикасается к заготовке и происходит разряд в виде искры, цикл повторяется. Частота повторений зависит от мощности лампы.
При работе масло может воспламениться
Важно соблюдать меры безопасности! После всеъ этих действий, мы получим эрозионный станок, сделанный своими руками
Видео демонстрирует возможности электроэрозионного станка:
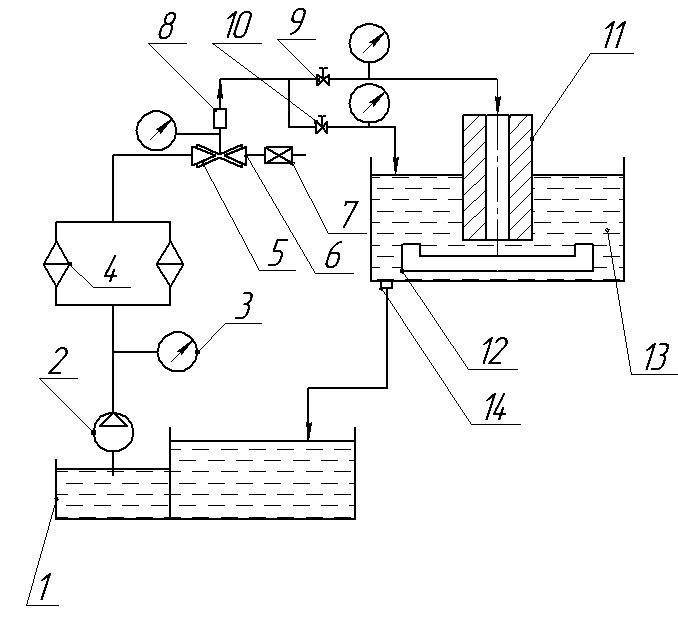
Структура и разновидности оборудования для ЭЭО
Типовой электроэрозионный станок включает в себя:
- несколько автономно действующих друг от друга электродвигателей;
- узел подачи электрода-инструмента;
- ванну с рабочей средой;
- стол для размещения обрабатываемой заготовки;
- схему управления.
Классификация рассматриваемого оборудования производится по следующим признакам:
- По технологическому предназначению. Можно выделить универсальные, специализированные и специальные станки для ЭЭО;
- По принципу компоновки основных узлов. Её можно сделать горизонтальной и наклонной, но чаще используется вертикальная компоновка;
- По типу стола: неподвижный или координатный;
- По типу ванны – съёмная или поднимающаяся;
- По степени точности – оборудование для работ обычной точности и прецизионное;
- По принципу возбуждения и последующего регулирования параметров электрического разряда.
Размерный ряд видов электроэрозионного оборудования отечественного производства определяется требованиями ГОСТ 15954.
Выводы
Целый ряд достоинств, а также нетипичный принцип работы, которые позволяет достигать выдающихся результатов при обработке различных заготовок, делают это обрабатывающее оборудование настоящим титаном среди устройств другого типа, но предназначенных также для обработки различных заготовок.
Простота эксплуатации электроэрозионных станков позволяет осуществлять на нём работу даже тем пользователям, которые ранее не имели опыта или определённых навыков работы с таки оборудованием.
Принцип работы электроэрозионных станков, заключающийся в использовании электрической эрозии для обработки заготовок, позволяет добиваться очень качественных результатов.





