В знаменателе – кодированное обозначение (код):
буква Е – международное обозначение плавящегося покрытого электрода
ГРУППА ИНДЕКСОВ, УКАЗЫВАЮЩИХ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА ИЛИ НАПЛАВЛЯЕМОГО МЕТАЛЛА
6.1. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2)
6.2. В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру°С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (35 кгс?м/см2).
Пример: E-12X2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см2 (3,5 кгс?м/см2).
6.3. В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса:
- первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс?м/см2);
- второй индекс – максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
6.4. Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трех или четырех цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.
6.5. Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей:
первый индекс указывает среднюю твердость наплавленного металла и выражается дробью:
- в числителе – твердость по Виккерсу;
- в знаменателе – по Роквеллу.
второй индекс указывает, что твердость наплавленного металла обеспечивается:
- без термической обработки после наплавки -1;
- после термической обработки – 2.
Индекс | Твердость | Индекс | Твердость | ||
по Виккерсу | по Роквеллу | по Виккерсу | по Роквеллу | ||
200/17 | 175 – 224 | до 23 | 700 / 58 | 675 – 724 | 59 |
250 / 25 | 225 – 274 | 24 – 30 | 750 / 60 | 725 – 774 | 60 – 61 |
300 / 32 | 275 – 324 | 30,5 – 37,0 | 800 / 61 | 775 – 824 | 62 |
350 / 37 | 325 – 374 | 32,5 – 40,0 | 850 / 62 | 825 – 874 | 63-64 |
400 / 41 | 375 – 424 | 40,5 – 44.5 | 900 / 64 | 875 – 924 | 65 |
450 / 45 | 425 – 474 | 45,5 – 48,5 | 950 / 65 | 925 – 974 | 66 |
500 / 48 | 475 – 524 | 49,0 | 1000 / 66 | 975 – 1024 | 66,5 – 68,0 |
550 / 50 | 525 – 574 | 50 – 52,5 | 1050/68 | 1025 – 1074 | 69 |
600 / 53 | 575 – 624 | 53 – 55,5 | 1100/69 | 1075 -1124 | 70 |
650 / 56 | 625 – 674 | 56 – 58,5 | 1150/70 | 1125 -1174 | 71 -72 |
Пример: Е – 300/32-1 – Твердость наплавленного слоя без термообработки.
ОБОЗНАЧЕНИЕ ВИДА ПОКРЫТИЯ
А, Б, Ц, Р – см. Электродные покрытия; смешанного типа: АР – кисло-рутиловое; РБ – рутилово-основное и т.п.; П – прочие. При наличии в покрытии железного порошка более 20% добавляется буква Ж. Например: АЖ.
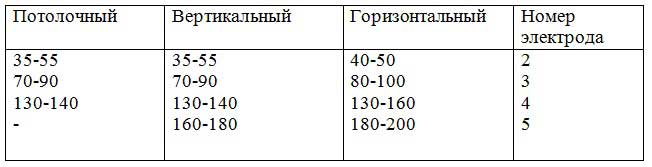
ОБОЗНАЧЕНИЕ ДОПУСТИМЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
1 – для всех положений, 2 – для всех положений, кроме вертикального “сверху-вниз”, 3 – для нижнего, горизонтального на вертикальной плоскости и вертикального “снизу-вверх”, 4 – для нижнего и нижнего “в лодочку”.
ОБОЗНАЧЕНИЕ ХАРАКТЕРИСТИК СВАРОЧНОГО ТОКА И НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ
Полярность постоянного тока | Uxx источника переменного тока, В | Индекс | |
Номинальный | Пред. отклонение | ||
Обратная | – | – | |
Любая | – | – | 1 |
Прямая | 50 | ± 5 | 2 |
Обратная | 3 | ||
Любая | 70 | ± 10 | 4 |
Прямая | 5 | ||
Обратная | 6 | ||
Любая | 90 | ± 5 | 7 |
Прямая | 8 | ||
Обратная | 9 |
СТАНДАРТ НА СТРУКТУРУ УСЛОВНОГО ОБОЗНАЧЕНИЯ
ГОСТ 9466-75 “Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация и общие технические условия”.




СТАНДАРТ НА ТИПЫ ЭЛЕКТРОДОВ
ГОСТ 9467-75 “Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей”.
ГОСТ 10051-75 “Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами”.
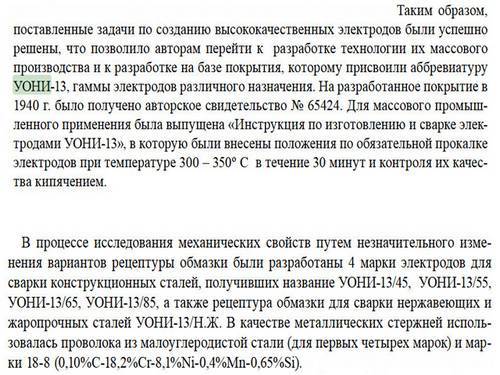
Обозначения электродов
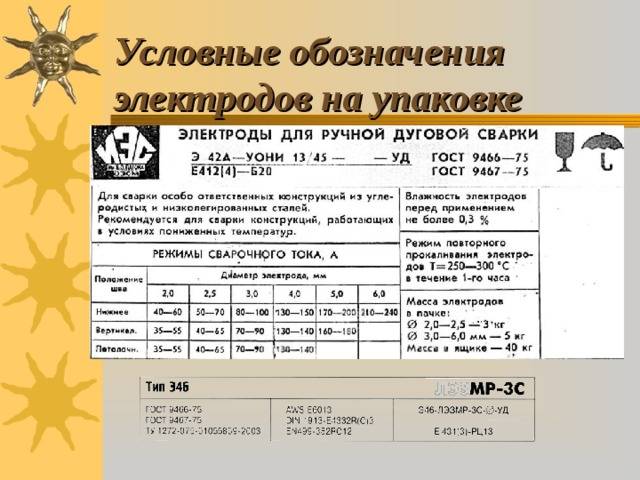
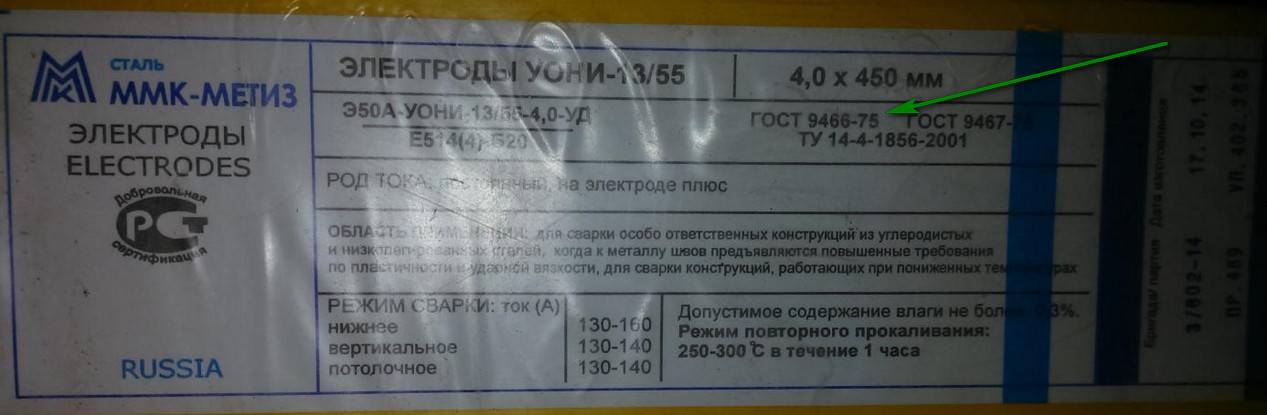
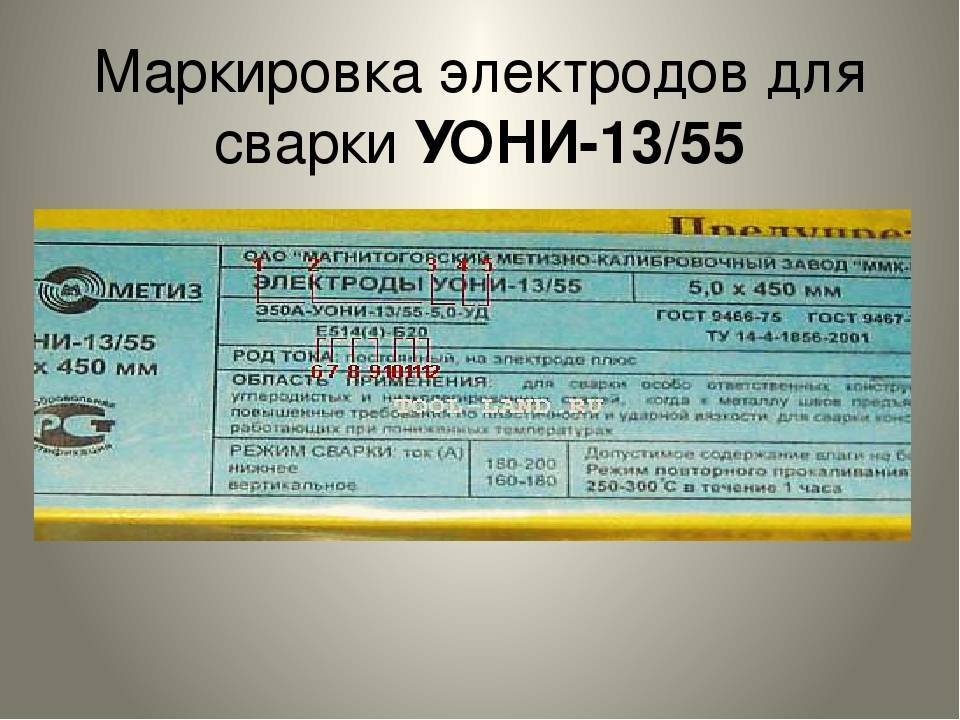
Многочисленные марки электродов для ручной дуговой сварки регламентируются нормативным документом ГОСТ 9466–75 . Согласно этому нему на упаковку наносят сведения о 9 основных параметрах:
Тип покрытых стержней для сварки высокопрочной стали — маркировка начинается на Э (электрод), а дальше цифры о предельных ударных нагрузках, которые заканчиваются символом А, означающим стойкость шва к воздействиям: Э42А указывает на допустимый удар 42 кг/мм2. Если соединяют термостойкие и высоколегированные стали, то после Э через чёрточку следуют символы химических элементов (М — молибден, А — азот, Ф — ванадий) и дозировки в промилле (‰). Цепь информации о составе следует в порядке убывания: Э-10ХЗМ1БФ.
- Марка электродов — полностью зависит от производителя, подобие фирменного знака.
- Диаметр проволоки под обмазкой изменяется в пределах 1,6―12,0 мм, но чаще применяется размер 3―5 мм и входит в обозначение конкретной цифрой после указания марки.
- Функция — изготовленные для работы с углеродистыми сталями прочностью до 60 кг/мм2 сварочные электроды: маркировка и назначение заключены в букве У; легированные конструкционные выше 60 кг/мм2 — Л; с низким коэффициентом теплопроводности — Т; в присутствии большой доли примесей — В, а наплавочные — Н.
- Толщина обмазки — по соотношению диаметров слоя покрытия и внутренней проволоки: тонкое — М (до 1,20), среднее — С (1,21―1,45), толстое — Д (1,46―1,80), особо толстое — Г (свыше 1,80).
- Группа качества шва — их три: 1, 2, 3. Большему номеру соответствуют повышенные требования по прочности и рабочей температуре.
- Вид обмазки: А — кислотное, Б — основное покрытие (фтористо-кальциевое), Ж — с повышенным содержанием железа, Р — рутиловое, Ц — целлюлозное и комбинированное — АЦ, БЦ, РЦ.
- Пространственное расположение шва: 1 — все, включая потолочный; 2 — кроме вертикального, направленного сверху; 3 — по отвесу и по уровню; 4 — горизонтальное нижнее.
- Напряжение холостого тока трансформатора и полярность постоянного сварочного тока: маркировка сварочных электродов и их расшифровка осуществляются по специальным таблицам, в которых индексы помечаются цифрами от 0 до 9.
Положительные и отрицательные стороны УОНИ
Полезные свойства данных электродов были подробно расписаны в предыдущих пунктах, поэтому конкретно остановимся на недостатках. По сути, их почти нет за исключением того, что некоторые виды УОНИ нельзя использовать при сварке сверху вниз. Также неприятности могут возникнуть за счет влаги, которая впитывается в обмазку.
Но, несмотря на то, что это очень существенный недостаток, мешающий правильно гореть дуге и равномерно ложиться шву, с ним очень легко бороться. Поправить это можно при помощи прокаливания. Это процесс прогревания стержней и обмазки в печи при определенной температуре.
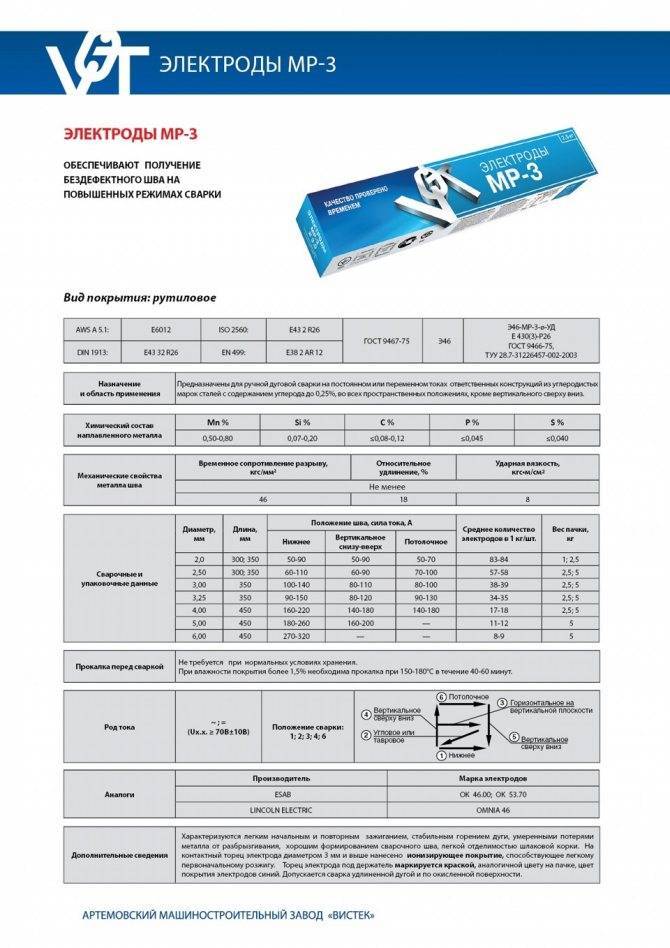
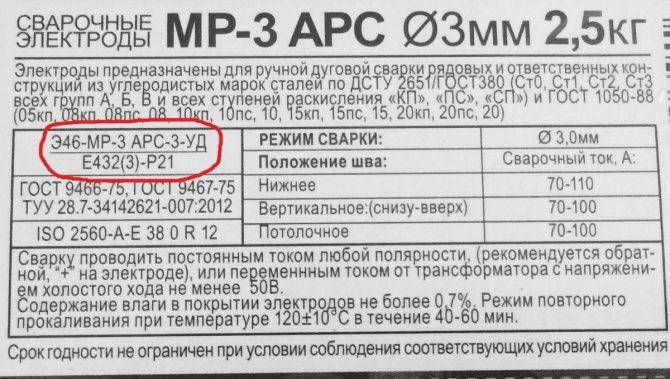
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
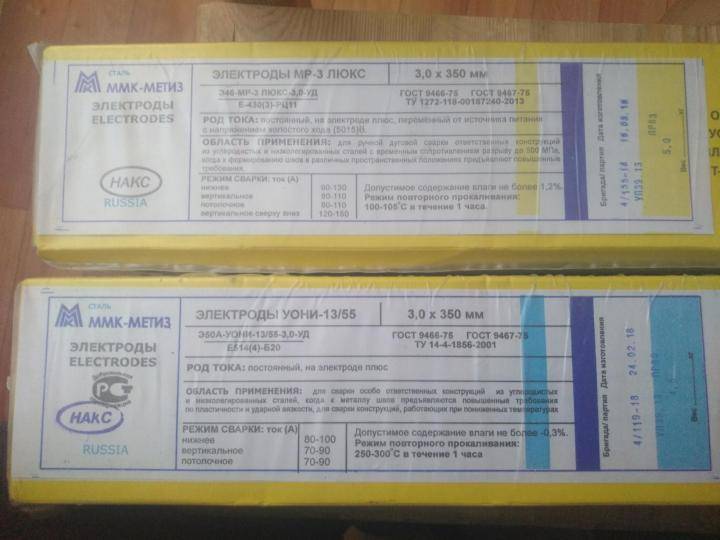
Как определить качественные электроды уони
О том как отличается качество одних и тех же электродов зависимости от производителя который прошел проверку и который просто их делает по госту.
К одним и тем же электродам предъявляются разные требования при изготовлении и использование материалов при изготовлении.
ГОСТ и аттестованные НАКС (Национальное Агентство Контроля и Сварки).
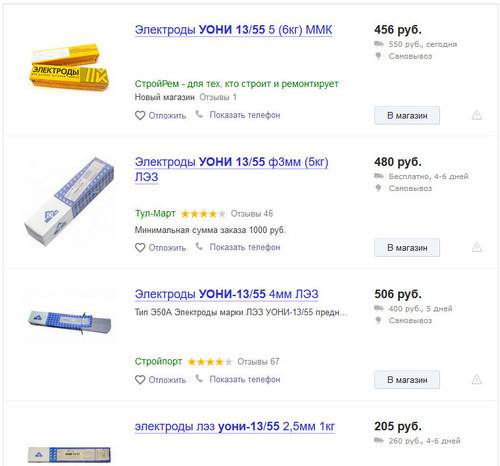
Сравним электроды очень похожие друг на друга, но с разным качеством. (Качество отличается довольно сильно как и цена)
Для сравнения цены в Яндекс магазине и по уони и уонии. Как видите разница ощутима довольно сильно.
Ссылка на доклад в pdf (Открыть)
Вам поможет страница расшифровка электродов для полного уточнения до каждой буквы и цифры УОНИИ -13.
Если остались вопросы или желаете дополнить этот материал напишите нам через форму обратной связи расположенной на странице вопросов ответов.
Если у вас есть желание купить качественные сварочные электроды это можно сделать через страницу контакты
Это интересно: Флюс для пайки — какой паяльный флюс лучше, назначение
Рейтинг электродов переменного тока
Типы электродов для сварки переменным и постоянным током. Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
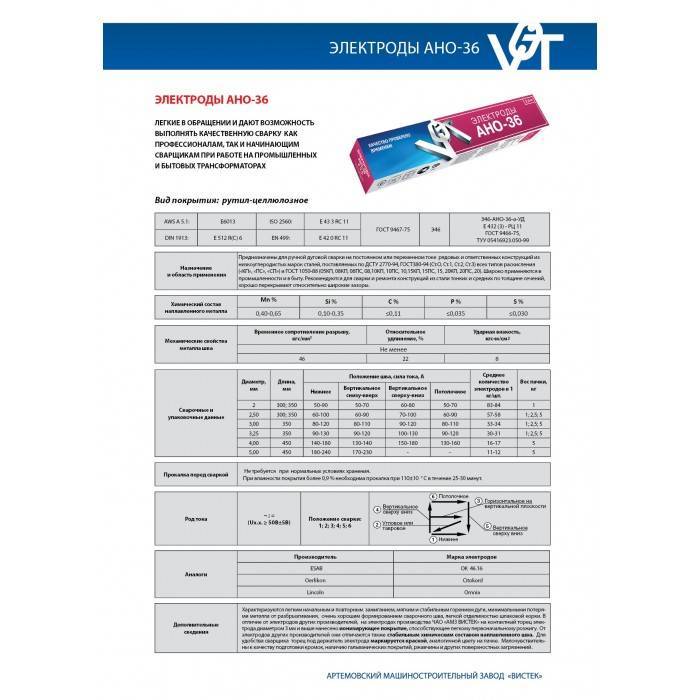
ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины
Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа
Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
Использование
Технологические особенности по использованию отличаются от других типов сварочных расходных материалов. Основное покрытие стержня подразумевает настройку режима постоянного тока с обратной полярностью (минус на кабель держателя, плюс на массу). Используя электроды УОНИ их желательно предварительно прокалить в индукционной печи с температурой в 250-300 градусов.
Кромки заготовок и поверхности перед сварочным процессом нужно хорошо подготовить и очистить от любых видов загрязнений (коррозии, окалины или машинного масла).
Стыки рельсов или арматуры нужно варить в горизонтальном положении. Однако, при невозможности такого расположения, допускается соединение в любом расположении шва (вертикальном или потолочном).
Для получения качественного соединения и во избежании не проваренных областей в теле шва, нужно выставить соответствующую силу тока. В таблице приведены основные показатели силы тока, которые желательно выставить в зависимости от пространственного положения швов.
А что Вы можете добавить к материалу этой статьи? Поделитесь своим опытом применения сварочных расходников УОНИ в домашней мастерской, насколько они эффективны? Оставьте свои комментарии в блоке обсуждения. В строительстве и в домашней мастерской такие электроды отлично подойдут для создания различных типов соединений. Однако в бытовых условиях несколько затрудняется использование расходников УОНИ 13/55, так как очень сложно организовать их прокаливание при нужных температурах. В других случаях их использование незаменимо, сварные швы получаются высокого качества, их можно наложить при ремонте резервуаров, различных герметичных емкостей или трубопроводов.
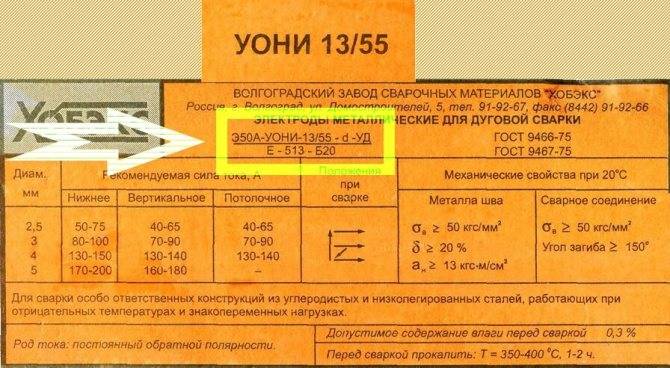
Расшифровка марки электродов уони
Многие хотят узнать полную расшифровку марки электродов уони, узнать что означает аббревиатура уони, а также что значат буквы и чем отличается уони от уонии и по этому здесь раскроем все тайны этих букв и цифр.
Как расшифровывается аббревиатура уонии 13 и уони-13.
- У — Универсальная
- О — Обмазка
- Н — Научного
- И — Исследовательского
- И — Института
- 13 — №13
А вот как получилась аббревиатура уони 13.
Это уже выдержка из доклада который находится внизу данной страницы.
По всей видимости это означает
- У — Универсальная
- О — Обмазка
- Н — Научного
- И — Института
- 13 — №13
Давность аж 1940 годов.
Чем отличается УОНИ и УОНИИ.
Сперва было название просто уони, а позже согласно ГОСТ 9466—75 все изменилось.
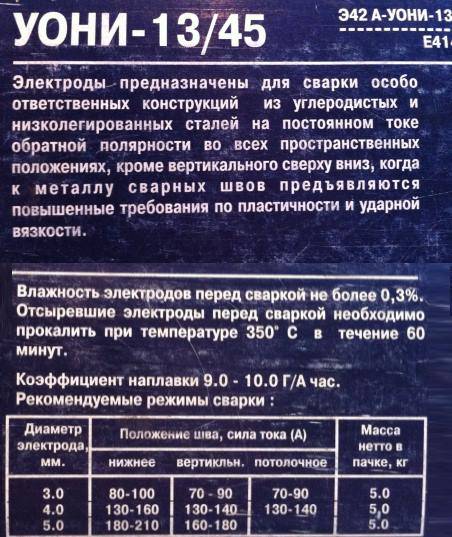
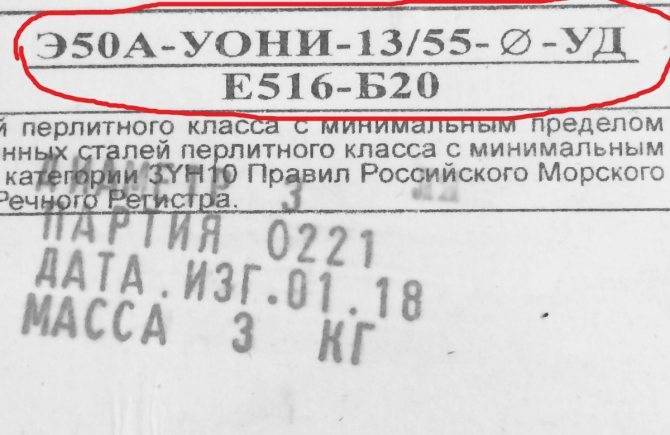
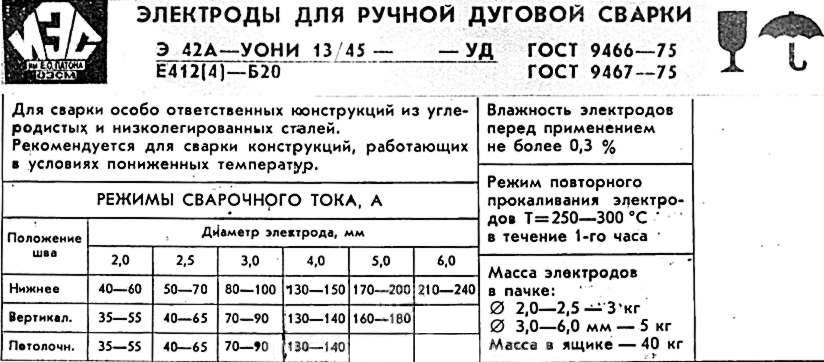
Электроды УОНИ-13/45 должны обозначатся УОНИИ-13/45 и относятся к типу Э46А, а в дальнейшем различные варианты электродов уони будут именоваться уонии.
Выдержка из ГОСТ 9466—75.
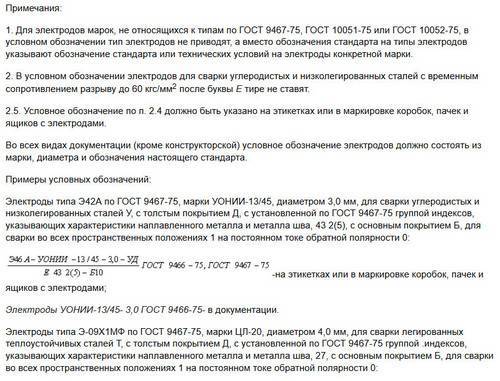
Вся суть в том что на на этикетках или в маркировке коробок, пачек и ящиков с электродами может быть прописано как уони так и уонии, а вот в документации должно быть обязательно прописано уонии.
Как определить качественные электроды уони
О том как отличается качество одних и тех же электродов зависимости от производителя который прошел проверку и который просто их делает по госту.
К одним и тем же электродам предъявляются разные требования при изготовлении и использование материалов при изготовлении.
ГОСТ и аттестованные НАКС (Национальное Агентство Контроля и Сварки).
Сравним электроды очень похожие друг на друга, но с разным качеством. (Качество отличается довольно сильно как и цена)


Для сравнения цены в Яндекс магазине и по уони и уонии. Как видите разница ощутима довольно сильно.
Ссылка на доклад http://cniim.com/files/doklad_2012_1.pdf
Ссылка на доклад в pdf (Открыть)
Вам поможет страница расшифровка электродов для полного уточнения до каждой буквы и цифры УОНИИ -13.
Если остались вопросы или желаете дополнить этот материал напишите нам через форму обратной связи расположенной на странице вопросов ответов.
Если у вас есть желание купить качественные сварочные электроды это можно сделать через страницу контакты
Источник
Как правильно варить, особенности процесса сварки, теория и практика
Прежде чем выполнять сварку электродами УОНИ новичкам следует набраться практического опыта, например, чаще варить электродами с рутиловой обмазкой. Иначе, кроме проблем с зажиганием дуги и залипанием электрода, при формировании шва ничего хорошего не получится
Навыки зажигания дуги легким ударом конца электрода о поверхность свариваемого металла или чирканьем конца наподобие воспламенения спички также приобретаются на практике.Важно. Хороший шов возможно получить после прокаливания электродов (при температуре около 350°С в течение часа) и на зачищенной от ржавчины поверхности
Можно ли варить на инверторе, марки для инверторной сварки
Расходные материалы УОНИ находятся в полной гармонии с инверторной технологией. Применять лучше инверторные аппараты с высоким показателем напряжения холостого хода, будет меньше проблем с зажиганием дуги на повышенной силе тока.
Ручная сварка вертикального шва
Сварка вертикального шва трудна тем, что расплавленная масса под действием силы гравитации стремится стечь вниз. Задача сварщика не допустить этого. Сварщик, владеющий навыками работы с электродами марки УОНИ, выполнит главное условие: будет держать стабильную дугу на минимальном расстоянии от конца стержня до зеркала сварочной ванны.

Требуется соблюдать некоторые технологические особенности:
- следует выбирать оптимальное соотношение между скоростью движения электрода и токовой нагрузкой;
- диаметр расходника должен с небольшим зазором вписываться в ширину разделки сварочного шва. Это позволит выполнять движение расходником из стороны в сторону, для уменьшения возможности стекания расплава.
Подходят ли для чугуна
Имеется практический опыт ремонта чугунных деталей (слесарных тисков, небольших корпусов и других) с помощью электродов марки УОНИ 13/55. Сварку деталей следует производить в нагретом состоянии, а охлаждение после окончания процесса должно быть максимально медленное.
Важно. Нагрев выдерживать в районе 300°С, более поднимать температуру нельзя, возникают структурные превращения в чугуне, приводящие к трещинам
Почему липнут
Выделяются следующие основные причины залипания электродов:
- Использование в работе «сырых» (с большим процентом содержания в обмазке влаги).
- Неправильно подобрана сила сварочного тока. На заниженной величине электрод плохо зажигается, ее нужно увеличить.
- Человеческий фактор. Практический опыт здесь играет решающую роль, который не рекомендует устанавливать электрод вертикально под прямым углом к поверхности. Следует выдерживать наклон около 45° и учитывать степень разогрева металла стержня электрода и самой сварочной ванны.
Общее понятие электродов типа Э50А
Изделия марки Э50А предназначены для соединения плоских и профилированных деталей из конструкционных сталей и материалов с небольшим процентным содержанием легирующих элементов. Швы соответствуют повышенным требованиям по ударной вязкости и пластичности, инструмент допускает ведение сварочных работ в любом положении при подаче постоянного тока с обратной полярностью коммутации (отрицательный полюс оборудования подключен к заготовке). Не допускается сварка на вертикальных плоскостях в направлении сверху вниз.
В соответствии со стандартом требуется предварительная механическая очистка сопрягаемых кромок от налета грязи и ржавчины, следы масла необходимо смыть органическими летучими растворителями.
Сварка производится короткой дугой, для повышения качества шва рекомендуется прокалка электродов в электрической печи с термометром и регулятором нагрева на протяжении 60 минут при температуре +325°…+375°С.
Преимущества использования электродов:
- простота возбуждения и стабильное горение дугового разряда;
- сниженный уровень разбрызгивания металла (при соблюдении технологии);
- повышенная устойчивость наплавленного металла к образованию кристаллизационных трещин;
- пригодность для сварки деталей, работающих при знакопеременных циклических нагрузках;
- сниженное содержание примесей в материале шва.
Технические характеристики
Внешняя поверхность металлического стержня имеет монолитное покрытие основного типа из карбонатов и соединений на основе фтора. При горении электрической дуги внешний слой плавится и защищает расплав от проникновения газов и неметаллических соединений.
Рекомендуем к прочтению Описание электродов Э42 для сварки
Электроды Э50А имеют монолитное покрытие из карбонатов.
Другие покрытия для электродов Э50А не используются.
Основные параметры:
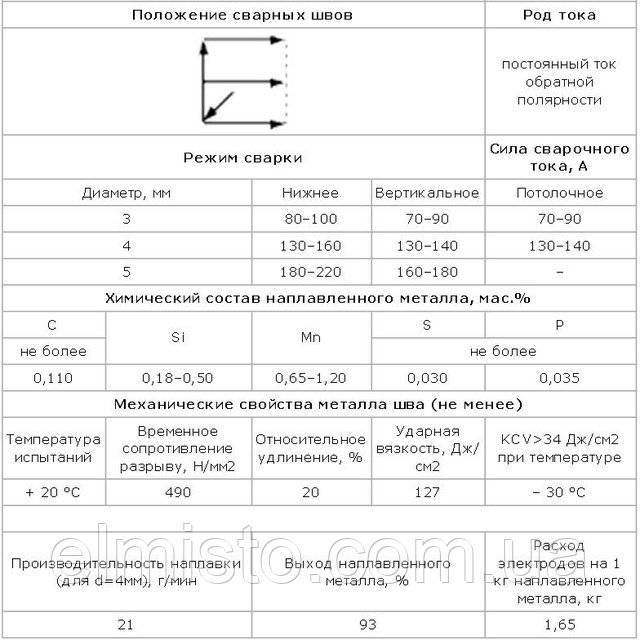
- коэффициент наплавки – 9,5 г/А*ч;
- средний расход материала для получения 1 кг наплавленной стали – 1,5 кг;
- сопротивление разрыву полученного шва – 530 МПа;
- ударная вязкость при +20°С и -50°С – 140 и 34 Дж/см² соответственно.
Полученный слой наплавленного металла имеет следующий химический состав:
- углерод – не более 0,1%
- марганец – от 0,9 до 1,4%;
- кремний – от 0,25 до 0,5%;
- сера – не выше 0,03%;
- фосфор – не более 0,03%.
Производители выпускают электроды круглого сечения диаметром от 2 до 6 миллиметров, сила тока при сварке зависит от положения шва и сечения инструмента. Например, для габарита 2 мм и горизонтальной линии стыка необходимо подать 40-80 А, при потолочном расположении верхний предел снижается до 70 А (для уменьшения риска вытекания расплава из зазора между деталями). Электроды поставляются заказчикам упакованные в пачки весом от 1 до 5 кг с оболочкой из плотной бумаги, предотвращающей негативное воздействие атмосферного воздуха.
В знаменателе – кодированное обозначение (код):
буква Е – международное обозначение плавящегося покрытого электрода
ГРУППА ИНДЕКСОВ, УКАЗЫВАЮЩИХ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА ИЛИ НАПЛАВЛЯЕМОГО МЕТАЛЛА
6.1. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2)
6.2. В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру°С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (35 кгс?м/см2).
Пример: E-12X2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см2 (3,5 кгс?м/см2).
6.3. В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса:
- первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс?м/см2);
- второй индекс – максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
6.4. Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трех или четырех цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.
6.5. Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей:
первый индекс указывает среднюю твердость наплавленного металла и выражается дробью:
- в числителе – твердость по Виккерсу;
- в знаменателе – по Роквеллу.
второй индекс указывает, что твердость наплавленного металла обеспечивается:
- без термической обработки после наплавки -1;
- после термической обработки – 2.
Индекс | Твердость | Индекс | Твердость | ||
по Виккерсу | по Роквеллу | по Виккерсу | по Роквеллу | ||
200/17 | 175 – 224 | до 23 | 700 / 58 | 675 – 724 | 59 |
250 / 25 | 225 – 274 | 24 – 30 | 750 / 60 | 725 – 774 | 60 – 61 |
300 / 32 | 275 – 324 | 30,5 – 37,0 | 800 / 61 | 775 – 824 | 62 |
350 / 37 | 325 – 374 | 32,5 – 40,0 | 850 / 62 | 825 – 874 | 63-64 |
400 / 41 | 375 – 424 | 40,5 – 44.5 | 900 / 64 | 875 – 924 | 65 |
450 / 45 | 425 – 474 | 45,5 – 48,5 | 950 / 65 | 925 – 974 | 66 |
500 / 48 | 475 – 524 | 49,0 | 1000 / 66 | 975 – 1024 | 66,5 – 68,0 |
550 / 50 | 525 – 574 | 50 – 52,5 | 1050/68 | 1025 – 1074 | 69 |
600 / 53 | 575 – 624 | 53 – 55,5 | 1100/69 | 1075 -1124 | 70 |
650 / 56 | 625 – 674 | 56 – 58,5 | 1150/70 | 1125 -1174 | 71 -72 |
Пример: Е – 300/32-1 – Твердость наплавленного слоя без термообработки.
ОБОЗНАЧЕНИЕ ВИДА ПОКРЫТИЯ
А, Б, Ц, Р – см. Электродные покрытия; смешанного типа: АР – кисло-рутиловое; РБ – рутилово-основное и т.п.; П – прочие. При наличии в покрытии железного порошка более 20% добавляется буква Ж. Например: АЖ.





ОБОЗНАЧЕНИЕ ДОПУСТИМЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
1 – для всех положений, 2 – для всех положений, кроме вертикального “сверху-вниз”, 3 – для нижнего, горизонтального на вертикальной плоскости и вертикального “снизу-вверх”, 4 – для нижнего и нижнего “в лодочку”.
ОБОЗНАЧЕНИЕ ХАРАКТЕРИСТИК СВАРОЧНОГО ТОКА И НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ
Полярность постоянного тока | Uxx источника переменного тока, В | Индекс | |
Номинальный | Пред. отклонение | ||
Обратная | – | – | |
Любая | – | – | 1 |
Прямая | 50 | ± 5 | 2 |
Обратная | 3 | ||
Любая | 70 | ± 10 | 4 |
Прямая | 5 | ||
Обратная | 6 | ||
Любая | 90 | ± 5 | 7 |
Прямая | 8 | ||
Обратная | 9 |
СТАНДАРТ НА СТРУКТУРУ УСЛОВНОГО ОБОЗНАЧЕНИЯ
ГОСТ 9466-75 “Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация и общие технические условия”.
СТАНДАРТ НА ТИПЫ ЭЛЕКТРОДОВ
ГОСТ 9467-75 “Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей”.
ГОСТ 10051-75 “Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами”.
Хранение
Чтобы получить хорошее качество шва недостаточно знать, как выбрать электроды и как варить ими металл. Необходимо также правильно хранить стержни.
В идеале электроды должны храниться в отдельно оборудованном помещении, специально предназначенном для длительного содержания. В таком помещении должен быть сухой воздух и отопление. Температура воздуха не должна колебаться, оптимальное значение — +15 градусов. Чтобы добиться таких условий, необходимо использовать систему кондиционирования.
Если помещение находится под землей, то необходимо сделать качественную гидроизоляцию. Чтобы лишняя влага не проникала на склад. Но мы все понимаем, что добиться таких условий в гараже или в квартире практически невозможно. Так как добиться хорошего хранения без больших затрат?
Прежде всего, постарайтесь хранить электроды в постоянно отапливаемом помещении. Если вы на зиму закрываете гараж и не бываете в нем до весны, то лучше забрать электроды домой и хранить их в темном сухом месте. Пусть это будут антресоли и верхняя полка шкафа. Если у вас отапливаемый гараж, то позаботьтесь, чтобы электроды хранились в специальном футляре. Вы можете сделать его своими руками из куска пластиковой трубы небольшого диаметра. Ни в коем случае не храните электроды на открытой земле или траве. Даже если у лежат в коробке. И вообще не воспринимайте коробку как место для хранения, они недолговечна и ненадежна. Упаковка предназначена только для транспортировки.
Если вы все-таки нарушили правила хранения и электроды напитались влагой, то прокалите их в электропечи в течении часа. Если электроды крошатся, то с этим ничего не сделаешь. Перечитайте правила хранения и не допускайте ошибок.
Технические характеристики, свойства
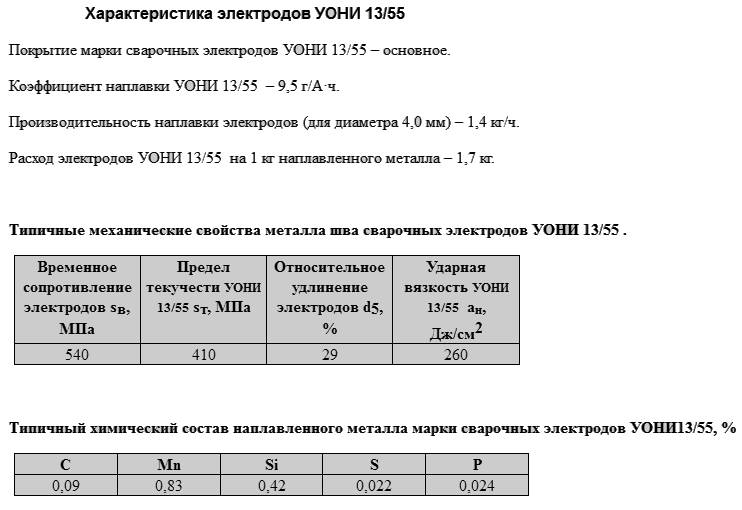
Отдельные экземпляры из линейки электродов УОНИ имеют свои специальные характеристики, необходимые для выполнения сварочных работ в данной конкретной области применения. Однако одинаковый для всех видов основной состав покрытия определяет общие основные свойства:
- расход на наплавку 1 кг сварочного шва — 1,6 кг – 1,7 кг;
- коэффициент наплавки — 9,0 -9,5 г/А*час;
- требование к источнику питания — постоянного тока, с обратной полярностью;
- предел прочности на разрыв — от 45 кгс/кв.мм до 85 кгс/кв.мм (в зависимости от марки).
Покрытие, состав
Защитный слой шлака образуют минералы из состава покрытия расходников УОНИ: карбонаты кальция и магния (мрамор, доломит, магнезит), фтористые соединения (плавиковый шпат). По другому основное покрытие называется фтористо-кальциевым. Некоторые марки электродов УОНИ используют основное покрытие с добавлением железного порошка.

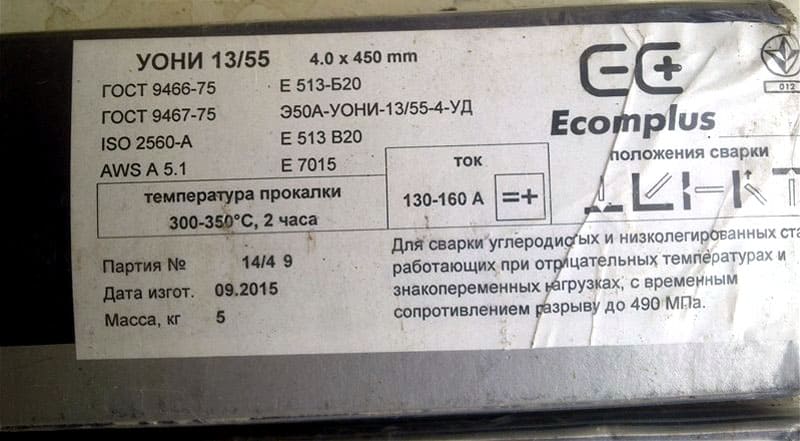
Внешний вид электродов УОНИ-13/55
Более высокая мощность расплавления позволяет иметь повышенные показатели экономичности по сравнению с электродами со стандартным составом основного покрытия. Однако, применение ограничивается сварками в нижнем и горизонтальном положении.
Типы: Э46, Э46А и другие
Различные марки электродов классифицируются по типам, которые обозначают принадлежность расходника к ручной дуговой сварке («Э») и отличаются по прочностным характеристикам наплавленного металла (цифры после буквы «Э»). К одному типу может принадлежать несколько марок.
Например, электроды марки УОНИ 13/45 относятся к типу Э46, марка УОНИ 13/55 к типу Э50А («А» обозначает повышенные требования к пластичности и ударной вязкости), УОНИ 13/65 к типу Э60, УОНИ 13/85 к типу Э85А.
Какой ток, полярность и не только
Сила сварочного тока подбирается в зависимости от толщины заготовок, соответствующего диаметра стержня электрода и пространственного положения шва.

Важно производить сварку расходниками УОНИ на обратной полярности. Если применять прямую, то будет происходить расплавление стержня электрода при сохранении тела обмазки, что приведет к обрыву дуги
Видео- эксперимент с полярностью
Состав наплавленного металла должен максимально соответствовать основному. Поэтому есть разница в химическом составе электродов УОНИ 13/55 и 13/85, применяемых для сварки разных материалов: наиболее существенное различие проявляется в отсутствии молибдена в наплавленном металле после сварки УОНИ 13/55, в сварочном шве, образованномэлектродом УОНИ 13/85 он присутствует.
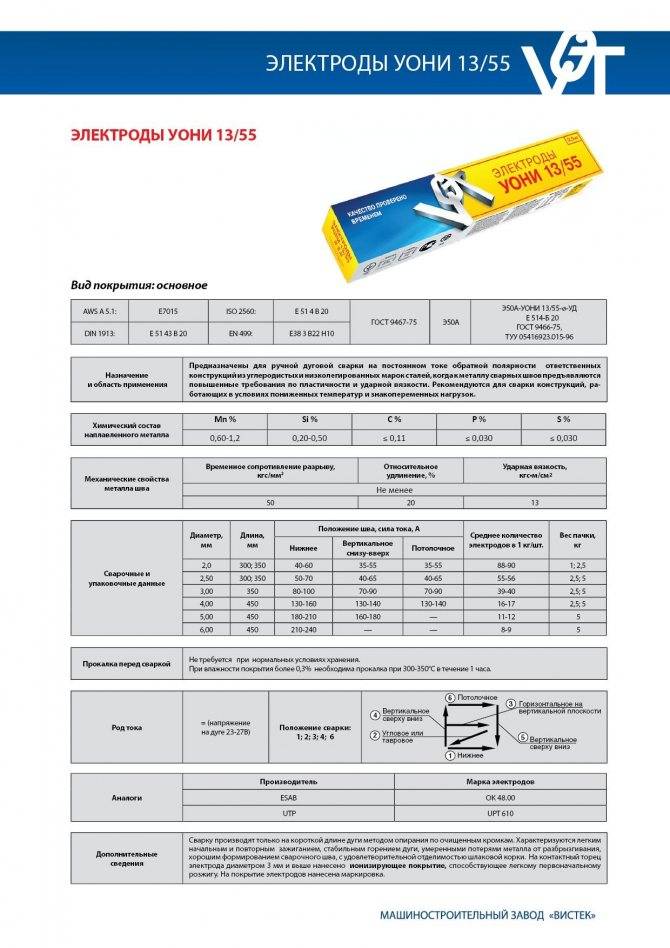
Технические характеристики УОНИ 13/55
Итак, марка УОНИ предназначена для того, чтобы осуществлять любые сварочные работы с конструкциями из металла качественно и поддерживая высокий уровень пластичности. Такие электроды можно использовать даже в самых суровых климатических условиях, где чаще всего произведение нормальных сварочных работ невозможно.
УОНИ уже много раз использовались при сварке самых серьезных конструкций и даже прошли первоначально ряд обязательных испытаний, доказав, что именно они помогают получить такой шов при сварке, который и пластичен, и имеет необходимую ударную вязкость.
Остановимся еще раз подробнее на том, каковы же все-таки технические параметры электрода УОНИ. У него основное покрытие и это играет важную роль. Коэффициентом наплавки является 3,5 г/А ч. Его расход невелик, так известно, что электродв УОНИ расходуются примерно один на килограмм того металла, который наплавлен, то есть получается в цифрах приблизительно 1,7 кг.
Существуют у таких электродов и свои преимущества перед остальными. Прежде всего шов получается очень качественным. Свойства этих швов таково, что на них не образуются даже кристаллические трещины, а также в них содержится довольно низкое содержание углерода.
Самым лучшим вариантом при работе с электродом является использование сварки на короткой дуге, где используется метод опирания. Он просто идеально подойдет даже для тех мест, где есть проблемы с энергоснабжением и оно не бывает стабильным.
https://youtube.com/watch?v=BTxQ9XqCyO8