Производители электродов
Лучшей считают продукцию, выпускаемую следующими компаниями:
- Lincoln Electric. Изделия отличаются доступной стоимостью, что делает их лучшим выбором для новичков. Они легко формируют электрическую дугу, поддерживая ее в стабильном состоянии в течение всего процесса сварки. Изделия совместимы с большинством видов аппаратов. Длину дуги контролировать необязательно, электроды устойчивы к ее изменению. Применение продукции Lincoln Electric снижает риск пожара, что объясняется минимальным объемом разлетающихся искр. Образующийся шов отличается эстетичностью и прочностью.
- ESAB-SVEL. Изделия нормально функционируют при переменном и постоянном токе. Минимальная сила, необходимая для стабильного горения, ниже таковой у других марок. Электроды не требовательны к чистоте поверхности. С их помощью можно варить без сложной подготовки. Появляющийся в сварочной ванне шлак легко удаляется. Готовый шов характеризуется высокими прочностными качествами. Прокалка сильно отсыревшего изделия может вестись при температуре 70 °С.
- ЛЭЗ. Стержни данной марки разработаны для сварки низкоуглеродистой и нержавеющей стали. При соблюдении правил получается надежное соединение, не подверженное коррозии. Электроды можно применять при изготовлении металлоконструкций, выдерживающих высокие нагрузки. В процессе сварки образуется небольшой объем легко отделяемого шлака. Сварное соединение не трескается в период остывания.
- УОНИ (ЛЭЗ). Изделия отличаются устойчивостью к знакопеременным нагрузкам. Постоянные растяжения и сжатия не способствуют появлению трещин. Благодаря химическому составу шлаки быстро выводятся из сварочной ванны, что препятствует образованию посторонних включений в шве. Недостатком считают сложность получения сварочной дуги. Перед повторным розжигом конец стержня зачищают.
Лучшими в категории LB 52U считают изделия японской компании Kobelco.
Рекомендации по использованию и хранению
Список преимуществ электродов kobelco LB-52U достаточно большой, но, несмотря на это, имеются некоторые рекомендации по их применению. Если прислушиваться к ним, то можно увеличить качество шва и добиться более прочного соединения:
- Специалисты рекомендуют просушить сварочный компонент перед тем, как начать его использовать. Процесс сушки должен занимать около 40 минут.
- Чтобы изделие не было испорчено, следует начинать сварку на небольшой силе тока, а затем постепенно уже можно переходить на более высокие показатели.
- Электроды с наименьшим диаметром: то есть те, толщина которых составляет 2,6 мм, рекомендуется использовать для облицовочных или заполняющих слоев. Более толстые модели лучше применять в тех случаях, когда необходимо создать дополнительный шов, который сами сварщики нередко называют «подарочным».
- Чтобы в результате работы получился прочный и красивый шов, нужно правильно подобрать силу тока и подходящий зазор.
- Обычно применяются в тех случаях, когда нужно расширить обратную сторону шва. Этого можно добиться, если глубоко проплавить металлический элемент.
- Без японских сварочных компонентов не обойтись в том случае, когда нужно проварить шов с обратной стороны.
После приобретения упаковки LB-52U необходимо позаботиться об их правильном хранении. Если этого не сделать, то велика вероятность, что в скором времени они придут в негодность. Как и многие другие, LB-52U способны впитывать влагу, а если в их структуре будет много жидкости, то на готовых швах могут появиться различные дефекты, такие как поры и трещины.
Чем выше температура воздуха, тем меньше водяных паров должно в нем содержаться, иначе изделия в скором времени испортятся. Например:
- если температура не превышает 15 градусов по шкале Цельсия, то максимально допустимая влажность воздуха — 60%;
- при температуре около 20 градусов влажность воздуха не должна превышать 50%;
- если электроды хранятся в очень жарком месте, где температура превышает 25 градусов, то влажность должна быть менее 40%.

Если следовать этим указаниям, то положительные характеристики электродов LB-52U будут сохранены на долгое время. Однако следует помнить о максимальном сроке хранения согласно ГОСТ, который не превышает трех лет. В том случае, если электрод в результате неправильного хранения уже успел прийти в негодность, его свойства можно все же восстановить, используя печь.
Электроды lb52u

Что собой вообще представляют электроды lb52u? Ib52u – это электроды, которые имеют невысокое содержание водорода и покрытие основного вида. Они специально разработаны для того чтобы производить сваривание соединений и труб, которые изготовлены из разных видов стали.
Одной из немаловажных особенностей является и то, что электроды lb52u имеют свой персональный аттестат Национальной Ассоциации Контроля Сварки (НАКС). Также они рекомендованы ВНИИСТом и имеют разрешение на применение при сварочных работах.
Так как электроды lb52u в отличие от других, имеют пониженное количество водорода, что позволяет улучшать все возможные характеристики сварочного шва.
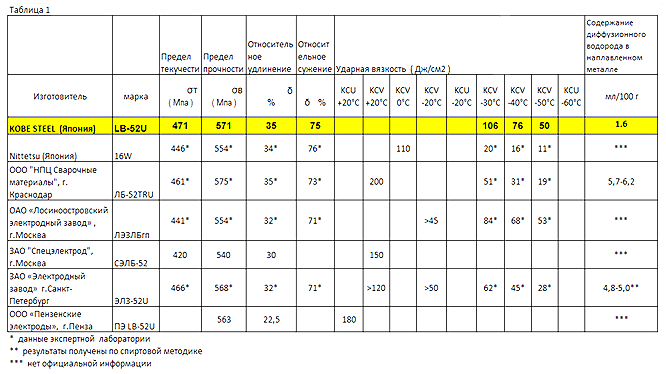
Однако совсем недавно Российская компания СпецЭлектрод попыталась сделать аналог настоящих электродов lb52u от компании Kobelсo. У СпецЭлектрода получились неплохие электроды, но фирменные электроды lb52u являются более качественными.
Электроды lb52u обеспечивают изделию высокую ударную вязкость, поэтому их часто применяют при сварке стальных трубопроводов и различных морских сооружений и резервуаров. Эти электроды обеспечивают намного лучшую и стабильную дугу, нежели другие виды электродов с низким содержанием водорода. lb52u имеют основное покрытие.
Режим прокалки этого электрода происходит при температуре 300-350 градусов. Время прокалки составляет от тридцати до шестидесяти минут. Примечательно, что при температуре воздуха в 20 градусов и влажностью 60% содержание диффундирующего водорода составляет 1,5-1,9 мл на 100 грамм.
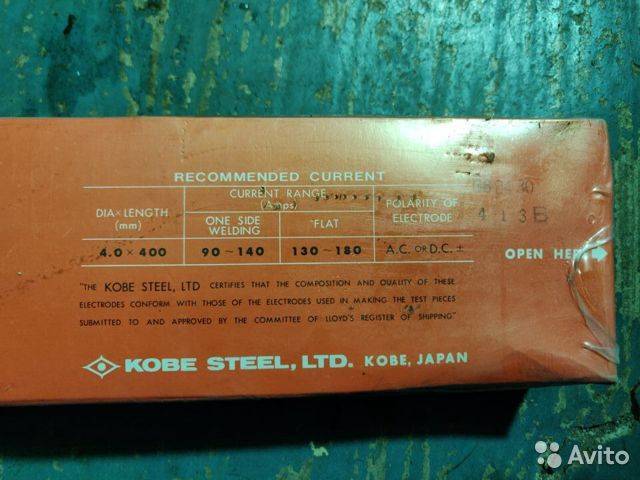
Сила тока, применяемая при сварке электродами lb52u, зависит от длины и диаметра стержня. Вот список токов, которые нужно подавать на соответствующие электроды:
- – длина 350 мм., диаметр 2,6мм., ток 60-90 А;
- – длина 400 мм., диаметр 3,2мм., ток 90-130 А;
- – длина 400 мм., диаметр 4,0мм., ток 130-180 А;
- – длина 400 мм., диаметр 5,0 мм., ток 180-240 А;
Также есть некоторые рекомендации по использованию электродов lb52u. Например, при сваривании металлических частей электродами диаметром 2,6 мм., то они предназначены для заполняющего, облицовочного или корневого слоя сварочного шва. Однако при использовании электродов диаметром 3,2 и 4,0 мм., то кроме предыдущих трех слоев сварочного шва появляется еще один так называемый « подарочный шов ».
Перед использованием lb52u его нужно высушить при температуре 300 0С на протяжении 30-50 минут. Для красивого и прочного шва нужно подбирать подходящий ток и подходящий зазор между частями свариваемого материала. Для того чтобы не прожечь изделие, Вам лучше всего начинать сваривание металлических частей на меньшем токе, а потом переходите на самый оптимальный.
Также немаловажным преимуществом электродов lb52u является то, что они обеспечивают стабильное горение дуги и лучшее проплавление по сравнению с электродами других марок с низким уровнем водорода.
Благодаря своим качествам и преимуществам, а также приемлемой цене они обрели широкое применение.
Описание и расшифровка аббревиатуры
Электроды формируют ровный гладкий шов, поддерживают стабильную электрическую дугу. Особые технические характеристики позволяют соблюдать требования к сварным соединениям на любых производственных объектах. Элементы применяют для сварки заготовок из низкоуглеродистой стали с минимальным содержанием легирующих добавок. При равномерной подаче тока с помощью элементов “ЛБ 52У” формируют долговечные швы повышенной прочности.
Значения символов и чисел будут следующими:
- L – длина стержня;
- B – вид покрытия;
- U – применение для сваривания заготовок из низкоуглеродистой стали;
- 53 – заводской код, не имеющий технической ценности.
Сварочные электроды Kobelco LB-52U
Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.Электроды LB-52U (ЛБ 52У) предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Электроды LB 52U аттестованы НАКС (Национальной Ассоциацией Контроля Сварки) и рекомендованы ВНИИСТом для использования при строительстве и ремонте магистральных трубопроводов.Цена на данный электрод в нашей компании минимальна, так как продажа осуществляется напрямую и без посредников.Эффект и достоинства сварочных электродов LB-52U (ЛБ-52У):
- Великолепная работоспособность и свариваемость в любых положениях!
- Стабильная дуга и наименьшее разбрызгивание. Обеспечивается стабильная дуга в режиме как низкого, так и высокого тока и наименьшее разбрызгивание. В частности, при сварке первого слоя фиксированной трубы обеспечивается стабильная сварка во всех положениях.
- Красивый внешний вид валика подварочного шва. За счет оптимальной эластичности шлака во всех положениях обеспечивается красивый валик, широкий угол под разделку кромки.
- Сварочный электрод, таким образом, является «по существу» идеальным при сварке на месте.
- Высокая стойкость к растрескиванию и прекрасные механические свойства. Низкая диффузия водорода и высокая стойкость к растрескиванию сварочного шва. Проявляется также высокая ударная вязкость при низких температурах.
- Ударная вязкость по Шарпи в режиме -40°С составляет около 100 Дж/см². Успешные результаты применения в мировом масштабе.
- В большинстве стран мира получена высочайшая оценка свариваемости первого слоя труб. В странах мира, в т.ч. в России, странах Азии и Океании применяются электроды LB-52U в прокладке трубопроводов. Поэтому без преувеличения можно сказать, что LB-52U сварочный электрод глобального значения!
Рекомендации по использованию
| Диаметр электрода LB-52U, мм | Для сварки труб класса до К54 (до 530 Н/мм2) включительно | Для сварки труб класса от К55 до К60 (до 580 Н/мм²) включительно |
| 2.6 | корневой, заполняющий и облицовочный слои сварочного шва | корневой слой сварочного шва |
| 3.2 | корневой, подварочный, заполняющий и облицовочный слои сварочного шва | корневой и подварочный слои сварочного шва |
| 4.0 | подварочный, заполняющий и облицовочный слои сварочного шва | подварочный слой сварочного шва |
Применение электродов LB-52U (ЛБ 52У) позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает высокую ударную вязкость, и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. ЛБ-52У обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие аналогичные электроды.
Прокалка осуществляется при 300–350°С в течение 0.5-1 часа.
Химический состав (%)
| Ø, мм | C< | Si | Mn | P | S | Ni* | Cr* | Mo* | V* |
| 2.6 | 0.06 | 0.52 | 1.00 | 0.011 | 0.005 | 0.01 | 0.03 | 0.01 | следы |
| 3.2 | 0.06 | 0.51 | 1.02 | 0.011 | 0.006 | 0.01 | 0.02 | 0.01 | следы |
| 4.0 | 0.06 | 0.49 | 1.01 | 0.013 | 0.004 | 0.01 | 0.03 | 0.01 | следы |
Механические свойства сварочного электрода ЛБ-52У
| Содержание диффузионного водорода, мл/100 г | Ударная вязкость, Дж/см² |
| 1.6 | 130 |
| Диаметр, мм | Предел текучести, Н/мм² | Предел прочности, Н/мм² | Удлинение, % |
| 2.6 | 441 | 546 | 31 |
| 3.2 | 446 | 540 | 34 |
| 4.0 | 455 | 530 | 35 |
Стандарты и одобрения для LB-52-U
| JIS | AWS | LRS | ABS | DNV | NKK | BV |
| Z3211 D4316 | A5.1 E7016 | 3. 3Y(H15) | 3H10. 3Y | 3YH10 | KMW53H10 | 3. 3YHH |
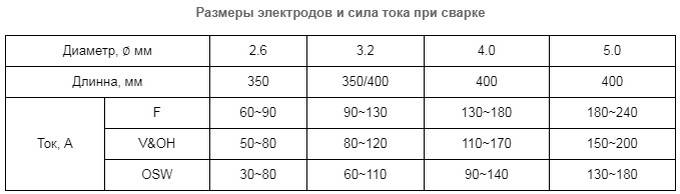
Размеры электродов и сила тока при сварке
| Диаметр, ∅ мм | 2.6 | 3.2 | 4.0 | 5.0 |
| Длинна, мм | 350 | 350/400 | 400 | 400 |
| Ток, А | F | 60~90 | 90~130 | 130~180 |
| V&OH | 50~80 | 80~120 | 110~170 | 150~200 |
| OSW | 30~80 | 60~110 | 90~140 | 130~180 |
Назначение
Электроды lb получили весьма широкое распространение при дуговой сварке труб или резервуаров, различных конструкций, применяемых в морской воде. Основное предназначение заключается в следующем:
- Усиление ранее полученного шва с обратной стороны.
- Повышение прочности корневого слоя шва на поверхностных стыках стальных труб.
- Заполнение шва на неповоротных стуках различных конструкций.
Маркировка электродов LB-52U
Они подходят для сваривания металлических конструкций из различных сплавов. Электроды LB-52U рассматриваемого бренда характеризуются высоким качеством и универсальностью в применении.
Краткое описание
Сварочные изделия LB 52u производит японская фирма Kobelco. В основном подобные устройства применяются для соединения различных деталей из углеродистой стали или изделий с низким значением легитирующих присадок. Благодаря характеристикам, электроды LB отлично делают швы практически в любых условиях.
Тем не менее у LB 52u есть отечественный аналог — катоды марки УОНИ. Как и их японские собратья, они также имеют покрытие из соединений фтора, а также углекислых соединений кальция и магния. При значительных изменениях температуры электрической дуги, идёт распад карбонатов на окислы кальция и магния. Поэтому их также можно использовать практически при любых условиях.
Расшифровка аббревиатуры
Припойный материал содержит аббревиатуру, с помощью которой подбирают подходящий элемент для работы.
Расшифровываются значения следующим образом:
- L – Длина электродной юбки.
- B – Основной тип покрытия.
- U – Использование для соединения деталей из низкоуглеродистой стали разных марок.
- 52 – номер, используемый для внутризаводской маркировки, не имеет технического значения.
Это интересно: Как просушить электроды в домашних условиях, технология выполнения работы
Сферы применения
При использовании электродов LB-52U создается надежный шов, когда соединяются толстые металлические элементы. Чаще всего модели LB используются в нефтегазовой сфере, ведь там нужно соблюдать много требований, иначе будет велика вероятность утечки. Японские электроды подходят для этого, так как они не только обеспечивают высокое качество соединения, но и могут использоваться в любых условиях.







Электроды LB-52U применяются на различных производственных предприятиях. В частности в тех сферах, где тоже должны соблюдаться определенные требования к герметичности шва и прочности соединения.
Часто с применением моделей LB соединяются металлические элементы кораблей, водопроводные и канализационные трубы.
Эти электроды по праву принадлежат к современным устройствам. Несмотря на то что они обеспечивают хорошее качество сварки, их цена невысока, а использовать можно практически в любых условиях. Однако перед их приобретением необходимо внимательно изучить характеристики, чтобы убедиться, что это самые настоящие, подлинные электроды родом из Страны восходящего солнца. Если вовремя не выявить подделку, то при использовании может возникнуть множество трудностей.
Технические характеристики
Если рассматривать характеристики электродов LB 52U, то они зависят не только от особенностей данной марки, но и от диаметра модели, которая будет использоваться. Явным тому примером является состав.
Диаметр проволоки, мм | Углерод | Кремний | Марганец | Фосфор | Сера | Никель | Хром | Молибден | Ванадий |
2.6 | 0.060 | 0.52 | 1 | 0.011 | 0.005 | 0.010 | 0.030 | 0.001 | 0.010 |
3.2 | 0.060 | 0.510 | 1.020 | 0.011 | 0.006 | 0.010 | 0.020 | 0.010 | 0.010 |
0.06 | 0.490 | 1.01 | 0.013 | 0.004 | 0.010 | 0.030 | 0.010 | 0.010 |
Стоит отметить, что такие элементы как ванадий, молибден, хром и никель являются теми элементами, которые специально не добавлялись в состав, но могут присутствовать в приведенных пропорциях. В механических свойствах также наблюдается разница между изделиями различного диаметра, но это касается не всех характеристик.





| Наличие водорода, мг/0,1 кг | Вязкость ударная, Дж/см2 |
| 1.6 | 130 |
Сварочный электрод LB 52U диаметром 2,6 мм
Диаметр электрода, мм | Предел текучести, Н/мм2 | Предел прочности, Н/мм2 | Относительное удлинение материала, % |
2.6 | 441 | 546 | |
3.2 | 446 | 540 | |
455 | 530 |
Размеры и ассортимент
В общей сложности существует пять разновидностей по размерам расходного материала. Диаметр их колеблется от 2,6 до 5 мм, а длина электрода от 350 до 400 мм в различных вариациях.
Диаметр, мм | 2.6 | 3.2 | |||
Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
https://youtube.com/watch?v=TvcdEx1mrCo
Особенности наплавки
Как правило, чем меньше толщина диаметра, тем меньший сварочный ток нужен для наплавки. Длина электрода здесь практически не влияет, так как разница в ней не столь существенна.
Диаметр, мм | 2.6 | 3.2 | ||
Ток, А | 30-90 | 60-130 | 90-180 | 130-240 |
Обозначение и расшифровка
Электроды Kobelco LB 52U имеют в своей маркировке несколько основных моментов, которые способствуют в помощи выбора. Данную марку можно расшифровать как:
- L – длинный электрод (у которого длинная юбка);
- B – покрытие материала относится к основному типу;
- U – изделие используется для сварки углеродистых и низкоуглеродистых сталей.
Производители
Единственным производителем данных электродов является японская компания Kobelco, продукция которой может гарантировать высокое качество, которое требуется для различных сфер промышленности.
Это интересно: Электроды по нержавейке — какими варить, можно ли варить вообще
Сварочные электроды Kobelco LB-52U
Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.Электроды LB-52U (ЛБ 52У) предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Электроды LB 52U аттестованы НАКС (Национальной Ассоциацией Контроля Сварки) и рекомендованы ВНИИСТом для использования при строительстве и ремонте магистральных трубопроводов.Цена на данный электрод в нашей компании минимальна, так как продажа осуществляется напрямую и без посредников.Эффект и достоинства сварочных электродов LB-52U (ЛБ-52У):
- Великолепная работоспособность и свариваемость в любых положениях!
- Стабильная дуга и наименьшее разбрызгивание. Обеспечивается стабильная дуга в режиме как низкого, так и высокого тока и наименьшее разбрызгивание. В частности, при сварке первого слоя фиксированной трубы обеспечивается стабильная сварка во всех положениях.
- Красивый внешний вид валика подварочного шва. За счет оптимальной эластичности шлака во всех положениях обеспечивается красивый валик, широкий угол под разделку кромки.
- Сварочный электрод, таким образом, является «по существу» идеальным при сварке на месте.
- Высокая стойкость к растрескиванию и прекрасные механические свойства. Низкая диффузия водорода и высокая стойкость к растрескиванию сварочного шва. Проявляется также высокая ударная вязкость при низких температурах.
- Ударная вязкость по Шарпи в режиме -40°С составляет около 100 Дж/см². Успешные результаты применения в мировом масштабе.
- В большинстве стран мира получена высочайшая оценка свариваемости первого слоя труб. В странах мира, в т.ч. в России, странах Азии и Океании применяются электроды LB-52U в прокладке трубопроводов. Поэтому без преувеличения можно сказать, что LB-52U сварочный электрод глобального значения!
Рекомендации по использованию
| Диаметр электрода LB-52U, мм | Для сварки труб класса до К54 (до 530 Н/мм2) включительно | Для сварки труб класса от К55 до К60 (до 580 Н/мм²) включительно |
| 2.6 | корневой, заполняющий и облицовочный слои сварочного шва | корневой слой сварочного шва |
| 3.2 | корневой, подварочный, заполняющий и облицовочный слои сварочного шва | корневой и подварочный слои сварочного шва |
| 4.0 | подварочный, заполняющий и облицовочный слои сварочного шва | подварочный слой сварочного шва |
Применение электродов LB-52U (ЛБ 52У) позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает высокую ударную вязкость, и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. ЛБ-52У обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие аналогичные электроды.
Прокалка осуществляется при 300–350°С в течение 0.5-1 часа.




Химический состав (%)
| Ø, мм | C< | Si | Mn | P | S | Ni* | Cr* | Mo* | V* |
| 2.6 | 0.06 | 0.52 | 1.00 | 0.011 | 0.005 | 0.01 | 0.03 | 0.01 | следы |
| 3.2 | 0.06 | 0.51 | 1.02 | 0.011 | 0.006 | 0.01 | 0.02 | 0.01 | следы |
| 4.0 | 0.06 | 0.49 | 1.01 | 0.013 | 0.004 | 0.01 | 0.03 | 0.01 | следы |
Механические свойства сварочного электрода ЛБ-52У
| Содержание диффузионного водорода, мл/100 г | Ударная вязкость, Дж/см² |
| 1.6 | 130 |
| Диаметр, мм | Предел текучести, Н/мм² | Предел прочности, Н/мм² | Удлинение, % |
| 2.6 | 441 | 546 | 31 |
| 3.2 | 446 | 540 | 34 |
| 4.0 | 455 | 530 | 35 |
Стандарты и одобрения для LB-52-U
| JIS | AWS | LRS | ABS | DNV | NKK | BV |
| Z3211 D4316 | A5.1 E7016 | 3. 3Y(H15) | 3H10. 3Y | 3YH10 | KMW53H10 | 3. 3YHH |
Размеры электродов и сила тока при сварке
| Диаметр, ∅ мм | 2.6 | 3.2 | 4.0 | 5.0 |
| Длинна, мм | 350 | 350/400 | 400 | 400 |
| Ток, А | F | 60~90 | 90~130 | 130~180 |
| V&OH | 50~80 | 80~120 | 110~170 | 150~200 |
| OSW | 30~80 | 60~110 | 90~140 | 130~180 |
Особенности сварки
Тавровые швы угловых соединений с усилением катета и продольное наращивание конструктивных элементов по разделанной фаске ведётся послойно. Валик катета ложится равномерно, со сглаженной волнистостью, без углублений кратеров в месте смены электрода.
Разделочные канавки выдерживаются под углом 30–400. Толщина притупления 0,4–2 мм. Межкромочный зазор 2–3,2 мм. Зажжение дуги во избежание прожига ведут на боковой стенке.
Рекомендуется выжигать электрод без остатка. Это связано с тем, что механическая прочность прилегания слоя покрытия высока. Торец стержня скрыт в углублении под выступающей обмазкой. Повторный розжиг затруднён.
Упрощает работу нетребовательность к пространственному положению и направлению ведения шва при стабильности горения дуги в режимах высокой и низкой токоподачи. Незначительность разбрызгивания дополняется лёгкостью шлакоотделения ручным электроинструментом перед наложением очередного слоя.
Для чего используют? Продукция Кобелко по техническим параметрам предназначена к применению для герметизации сосудов и ёмкостей под переменным давлением. Агрессивные природные среды и химические реагенты не разрушают целостность наплавного слоя соединения.
Особенности использования
Сварочные электроды LB-52U при выполнении работы обеспечивают стабильность дуги, необходимую глубину проплавления. Продукция японского бренда отлично подходит для использования в следующих целях:
- соединение деталей ответственных металлоконструкций, в том числе, для водопроводных, газовых магистралей;
- монтаж промышленных магистралей нефтегазовых, химических комплексов;
- изготовление резервуаров, емкостей разного назначения, в том числе, предназначенных для эксплуатации при высоких нагрузках, давлении;
- выполнение работ в условиях повышенной пожароопасности;
- сварка конструкций, которые будут подвергаться воздействиям низких или высоких температур, агрессивных веществ.
Электроды прошли аттестацию НАКС, разрешены к применению при монтаже промышленных магистралей, водопровода, строительных металлоконструкций.
Стоимость продукции в нашей компании невысокая, это объясняется тем, что реализация электродов и другого оборудования происходит напрямую без посредников. Цены указаны за 1 кг.
СЕРТИФИКАТ НАКС LB 52U 2,6 mm
СЕРТИФИКАТ НАКС LB 52U 3,2 mm
СЕРТИФИКАТ НАКС LB 52U 4,0 mm
СЕРТИФИКАТ СООТВЕТСТВИЯ LB 52U
Таблица 2: Рекомендуемая геометрия соединения Lb-52U
| Вид стыков | Одиночный V Паз | Двойной V Паз | Односторонний тройник | |
| Геометрия стыков | ||||
| t, mm | 0 ~ 1 | 0 ~ 1 | 0 ~ 1 | |
| 00 | 60 ~ 70 | 60 ~ 70 | 60 ~ 70 | |
| g, mm | 1.5 ~ 3.5 | 2.0 ~ 4.0 | 2.5 ~ 3.5 | |
| Диаметр электрода, мм | F | 2.6; 3.2; 4.0 | 2.6; 3.2; 4.0 | 2.6; 3.2 |
| V | 2.6; 3.2; 4.0 | 2.6; 3.2; 4.0 | 2.6; 3.2 | |
| O | 2.6; 3.2 | 2.6; 3.2; 4.0 | 2.6; 3.2 | |
| H.F. | — | — | 2.6; 3.2 |
Таблица 3: Типичные механические свойства всего металла сварочного шва
| Предел текучести | Предел прочности | Относительное удлинение | IV at -4O OC | |||
| MPa | ksi | MPa | ksi | % | J | |
| Образец | 441 | 64 | 31 | 90 | ||
| Гарантия | ≥400 | ≥58 | ≥480 | ≥70 | ≥22 | ≥27 |
Таблица 4: Типичный химический состав всего металла сварного шва (мас.%)
| C | Mn | Si | P | S |
| 0.08 | 0.86 | 0.64 | 0.012 | 0.008 |
| Информация для заказа | ||||
| Артикул | Наименование | Вес паллеты, кг. | Вес блока, кг. | Вес пачки, кг. |
| LB52U26350 | 2,6 х 350 mm KOBE STEEL, Япония | 1000 | 20 | 5 |
| LB52U32350 | 3,2 x 350 mm KOBE STEEL, Япония | 1000 | 20 | 5 |
| LB52U40400 | 4,0 x 400 mm KOBE STEEL, Япония | 1000 | 20 | 5 |
Сфера применения электродов
Химические свойства расходного материала обеспечивают повышенную ударную прочность.
Поэтому электроды часто применяют в следующих случаях:
- формирование резервуаров большого объема для хранения нефтепродуктов, питьевой воды и иных жидкостей;
- соединение элементов стальных трубопроводов;
- сборка конструкций, применяемых в автомобиле- и судостроении.
При определении сферы применения электродов из низкоуглеродистой стали учитывают такие рекомендации:
- Стержни диаметром 2,6 мм используют при формировании основных слоев сварного соединения, облицовке металлических конструкций. Это защищает сварные швы от влияния негативных атмосферных факторов, агрессивных веществ.
- Электроды размером 3,2 и 4 мм также используют в приведенных выше ситуациях. Кроме того, их применяют для подварки дефектов.
Достоинства и рекомендации по использованию
Благодаря вышеописанным качествам, каждое устройство для сварки обладает существенными преимуществами:
- Экономичность.
- Отличное соединение сварного шва.
- Малая концентрация водорода в металле LB 52u.
- Превосходная устойчивость к абразивным и механическим трещинам.
- Сниженное разбрызгивание металлических частиц при сварке.
- Достаточно лёгкое отделение шлаковой корки.
- Возможность проплавить обрабатываемый металл на большую глубину.
- Отличная пластичность итогового соединения.
- Хорошая ударная вязкость элемента.
- Приятный внешний вид итогового шва.
Несмотря на большой перечень положительных качеств, существуют определённые рекомендации по использованию электродов LB. Следование этим советам поможет значительно повысить качество шва и прочность соединения. Рекомендации следующие:
- Перед началом работы электрод следует просушить в течение 30-50 минут.
- Чтобы не испортить изделие, рекомендуется начинать сварку на малом токе, при необходимости переходя на более высокие значения.
- Изделия диаметром 2,6 мм лучше всего подходят для облицовочных, заполняющих или корневых слоёв.
- Модели шириной 3,2 и 4 мм лучше всего использовать в тех ситуациях, когда требуется дополнительный, так называемый подарочный шов.
- Чтобы шов был наиболее красивым и прочным, необходимо подобрать соответствующий ток и подходящий зазор.